Изобретение относится к области машиностроения, в частности для получения разверток цилиндрических патрубков с наклонным срезом.
Наиболее близким по технической сущности и достигаемому результату - прототипом является графический способ получения разверток цилиндрических патрубков с наклонным срезом (см. Е.М.Балдина. Проектирование и расчет разверток машиностроительных деталей. Л., 1971 г., стр.20...21). Способ включает построение фронтальной и горизонтальной проекций патрубка по средней линии, деление окружности основания на n равных частей, проецирование точек деления на фронтальную проекцию, построение ординат и перенесение их на развертку.
Недостатком указанного способа является то, что он не учитывает толщину стенки патрубка при определении ординат развертки. Патрубки, получаемые из таких разверток, имеют плохую стыкуемость из-за провала в средней части стыковой области - фиг.6. Точки, принадлежащие выступающим - стыковым ребрам, не лежат в одной плоскости.
Задачей изобретения является получение таких разверток, при сворачивании которых получаются патрубки с улучшенной геометрией стыковой области, то есть без провала в средней части. При этом все точки выступающих - стыковых ребер должны лежать в одной - стыковой плоскости.
Задача решается благодаря тому, что в известном способе, включающем построение фронтальной и горизонтальной проекций патрубка по средней линии, деление окружности основания на n равных частей, проецирование точек деления на фронтальную проекцию, построение ординат и перенесение их на развертку, согласно формуле изобретения полученную первичную развертку сворачивают в 3-мерном моделлере в промежуточный патрубок, с которого создают фронтальную и горизонтальную проекции, на которых определяют приращения, при этом любую искомую ординату окончательной развертки определяют как сумму ординаты первичной развертки и соответствующего ей приращения, а верхние точки ординат окончательной развертки соединяют сплайнами, образующими ломаную среднюю линию стыковых граней патрубка.
Указанная совокупность признаков является новой, неизвестной из уровня техники и решает поставленную задачу, так как стыковая часть развертки формируется по верхним точкам ординат, включающим в себя приращения, при этом последние учитывают толщину стенки патрубка. Патрубок, свернутый из такой развертки, имеет такую геометрию стыковой части, при которой все точки, принадлежащие выступающим - стыковым ребрам, лежат в одной - стыковой плоскости.
Для пояснения описываемого способа представлены следующие фигуры:
фиг.1 - определение ординат первичной развертки;
фиг.2 - определение приращений;
фиг.3 - окончательная развертка;
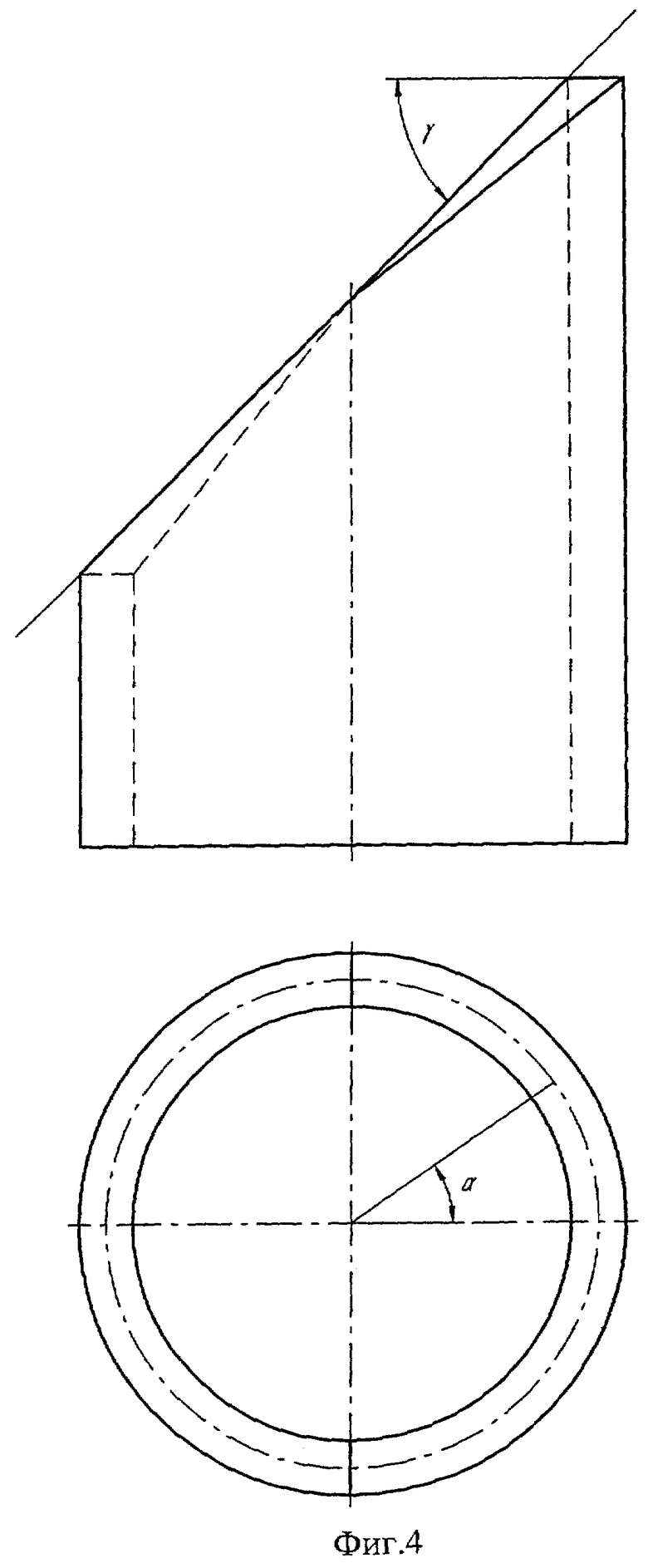
фиг.4 - фронтальная проекция патрубка;
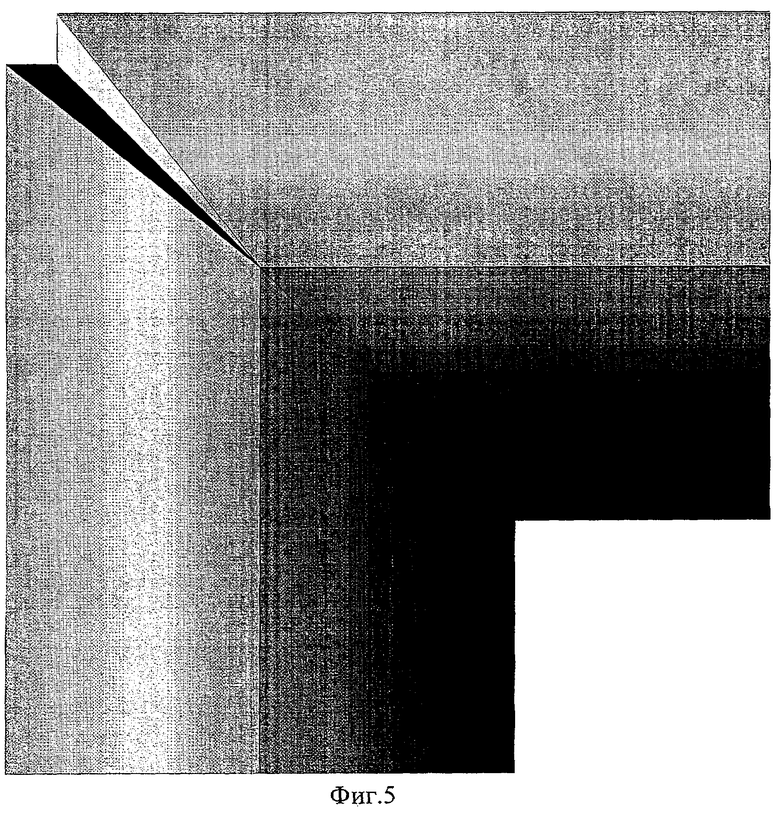
фиг.5 - 3D-сборка патрубков;
фиг.6 - 3D-сборка патрубков из разверток, полученных по прототипу.
Предложенный способ осуществляется следующим образом.
Строят фронтальную и горизонтальную проекции патрубка по средней линии. На них определяют ординаты первичной развертки - фиг.1. Строят первичную развертку. Из нее в 3-мерном моделлере сворачивают промежуточный патрубок. С этого патрубка создают фронтальную и горизонтальную проекции, на которых определяют приращения - фиг.2. На чертеже приращения показаны утолщенными линиями. Строят окончательную развертку, любая ордината которой равна сумме ординаты первичной развертки и соответствующего этой ординате приращения - фиг.3. Линия 1 на фигуре относится к развертке по предлагаемому способу, линия 2 - к первичной развертке или развертке по прототипу.
Пример патрубка, свернутого из развертки, полученной по предложенному способу, изображен на фиг.4. На изображении видно, что проекции выступающих ребер стыковой области на фронтальную плоскость образуют единую прямую, следовательно, все точки, принадлежащие этим ребрам, лежат в одной плоскости.
Таким образом, предлагаемый способ позволяет получать развертки, при сворачивании которых получаются цилиндрические патрубки с наклонным срезом с улучшенной геометрией стыковой области. Эти патрубки не имеют провала в средней части. При стыковке патрубка с аналогичным патрубком или с плоской гранью между ними нет просвета - фиг.5. Для сравнения показана 3D-сборка патрубков, свернутых из разверток по прототипу - фиг.6.
Предложенный способ является универсальным, так как позволяет получать развертки патрубков с любой толщиной и любым углом среза, при этом геометрия стыковой области патрубков максимально подготовлена к их сборке без дополнительной механической обработки или с таковой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК КОНИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2004 |
|
RU2255824C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2004 |
|
RU2254191C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННОЙ СТЫКОВОЙ ОБЛАСТЬЮ | 2005 |
|
RU2352420C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГОВЫХ КОНИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2005 |
|
RU2295412C2 |
| СПОСОБ КОМПЕНСАЦИИ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ ПРОЙДЕННОЙ ДИСТАНЦИИ ОДОМЕТРИЧЕСКОЙ СИСТЕМОЙ ВИП С ПРИВЕДЕНИЕМ ДИАГНОСТИЧЕСКИХ ДАННЫХ К ПАСПОРТНЫМ ДЛИНАМ ТРУБНЫХ СЕКЦИЙ | 2015 |
|
RU2628041C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ОТРОСТКОВ И ОТВЕРСТИЙ В СТВОЛАХ ТРОЙНИКОВ И КРЕСТОВИН | 2006 |
|
RU2346772C2 |
| Способ получения развертки поверхности манекена | 1980 |
|
SU925302A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТКИ ПЛОТНООБЛЕГАЮЩЕГО ИЗДЕЛИЯ | 2004 |
|
RU2318417C2 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ВОРОТНИКА | 2005 |
|
RU2295899C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛОЩАДЕЙ БРОНЕЖИЛЕТОВ | 2019 |
|
RU2727597C1 |



Изобретение относится к обработке металлов давлением, в частности для получения разверток цилиндрических патрубков с наклонным срезом. Способ включает построение фронтальной и горизонтальной проекций патрубка по средней линии, деление окружности основания на равные части, проецирование точек деления на фронтальную проекцию, построение ординат и перенесение их на первичную развертку. Полученную первичную развертку сворачивают в 3-мерном моделлере в промежуточный патрубок, с которого создают фронтальную и горизонтальную проекции, на которых определяют приращения. Строят окончательную развертку, в которой любую искомую ординату определяют как сумму ординаты первичной развертки и соответствующего ей приращения. Верхние точки ординат окончательной развертки соединяют сплайнами, образующими ломаную среднюю линию стыковых граней патрубка. Улучшается геометрия стыковой области патрубка. 6 ил.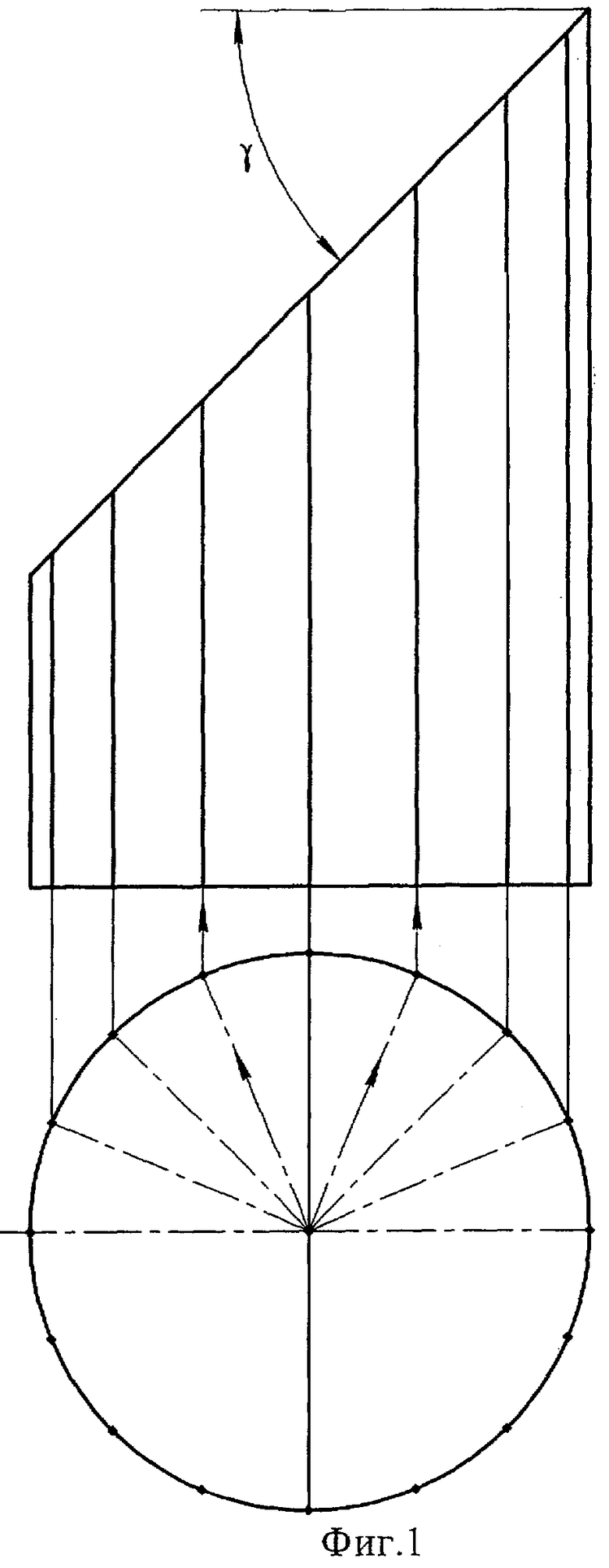
Способ получения разверток цилиндрических патрубков с наклонным срезом, включающий построение фронтальной и горизонтальной проекций патрубка по средней линии, деление окружности основания на n равных частей, проецирование точек деления на фронтальную проекцию, построение ординат и перенесение их на первичную развертку, отличающийся тем, что полученную первичную развертку сворачивают в 3-мерном моделлере в промежуточный патрубок и строят его фронтальную и горизонтальную проекции, на которых определяют приращения, получают окончательную развертку, по которой любую искомую ординату определяют как сумму ординаты первичной развертки и соответствующего ей приращения, и соединяют верхние точки ординат окончательной развертки с образованием ломаной средней линии стыковых граней патрубка.
| БАЛДИН Е.М | |||
| Проектирование и расчет разверток машиностроительных деталей | |||
| - Л.: Машиностроение, 1971, с.19-20 | |||
| Заготовка для штамповки крутоизогнутого отвода | 1978 |
|
SU766699A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ОТВОДОВ | 1973 |
|
SU428815A1 |
| СПОСОБ ПОЛУЧЕНИЯ 3,4-КСИЛИЛ-б-ФЕНИЛЛЗО-N^D- РИБИТИЛАМИНА | 0 |
|
SU400576A1 |

