Изобретение относится к области машиностроения, в частности для получения разверток конических патрубков с наклонным срезом.
Известен графический способ получения разверток конических патрубков с наклонным срезом, который основан на измерении образующих конуса, построенного по средней линии, на фронтальной проекции (см. Е.М.Балдина. Проектирование и расчет разверток машиностроительных деталей. Л.: Машиностроение, 1971, стр.32-34), недостатком которого является то, что он не учитывает толщину стенки патрубка для определения размера образующих развертки. Патрубки, получаемые из таких разверток имеют плохую стыкуемость из-за изменяющегося в зависимости от толщины стенки и угла среза стыкового угла, а также из-за провалов и выступов на стыковых гранях.
Наиболее, близким, принятым за прототип, является способ получения разверток конических патрубков с наклонным срезом (см. Н.Н.Высоцкая и др. Технические развертки изделий из листового материала. Л.: Машиностроение, 1968., стр.53-54). Недостатком его является то, что он также не учитывает толщину материала, в связи с чем патрубки, сворачиваемые из этих разверток, имеют неудовлетворительную геометрию стыковой части.
Задачей изобретения является получение разверток конических патрубков с наклонным срезом, при сворачивании которых получаются патрубки с заданным углом среза, без провалов и выступов, с такой геометрией стыковой области, при которой все точки, принадлежащие выступающим стыковым ребрам, лежат в одной стыковой плоскости.
Задача решается тем, что в способе получения развертки конического патрубка с наклонным срезом, заключающемся в определении образующих развертки и ее построения, согласно формуле изобретения любая искомая образующая развертки определяется как сумма образующей, полученной измерением на первичной модели патрубка, и приращения, полученного измерением на фронтальной проекции патрубка, свернутого из предварительной развертки, построенной по образующим, измеренным на первичной модели, при этом стыковую часть развертки формируют двумя пересекающимися кривыми, проведенными через верхние точки соответствующих образующих.
Указанная совокупность признаков является новой не известной из уровня техники и решает поставленную задачу, так как стыковая часть развертки формируется двумя кривыми, построенными по верхним точкам образующих, полученных суммированием образующих первичной модели патрубка, и приращений, полученных измерением на фронтальной проекции патрубка, свернутого из предварительной развертки. Предварительная развертка строится с помощью образующих, измеренных на первичной модели патрубка. Эти кривые соединяются без сопряжения, при этом получается единая ломанная кривая, обеспечивающая при сворачивании развертки такую геометрию патрубка, при которой все точки, принадлежащие выступающим ребрам, лежат в одной стыковой плоскости.
Для пояснения описываемого способа представлены следующие фигуры:
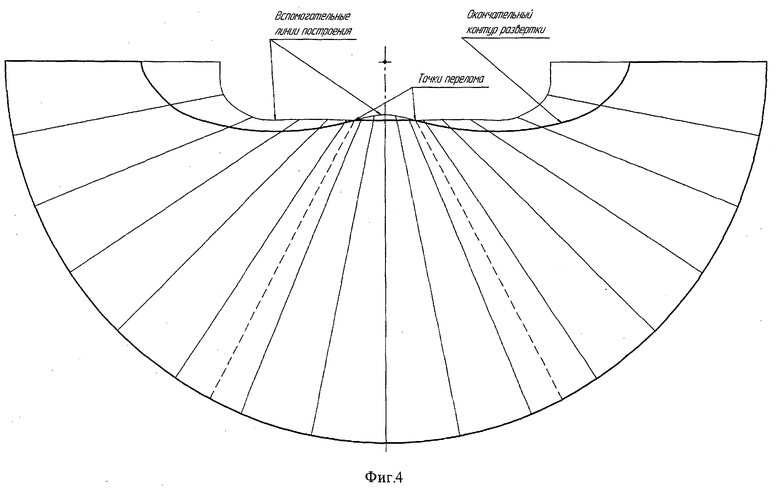
фиг.1 - первичная модель патрубка;
фиг.2 - предварительная (вспомогательная) развертка;
фиг.3 - фронтальная и горизонтальная проекции патрубка, свернутого из предварительной развертки;
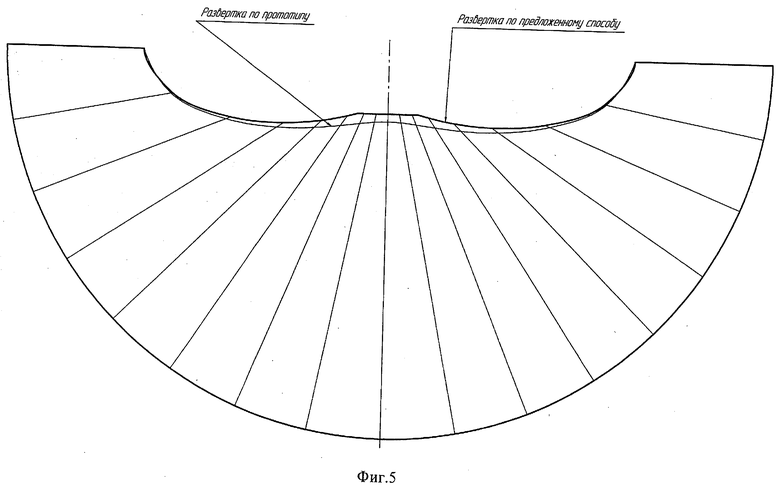
фиг.4 - изображения развертки, полученной с помощью предложенного способа;
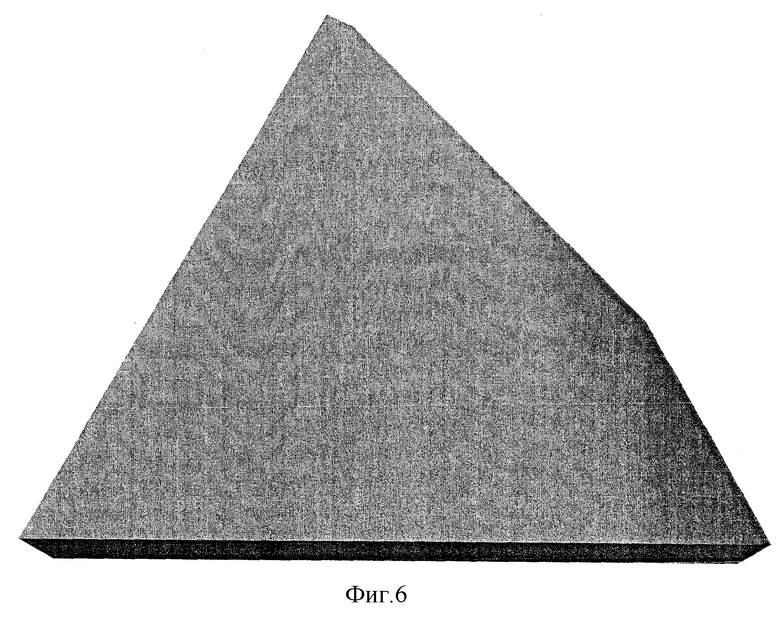
фиг.5 - изображение разверток, полученных с помощью предложенного способа и прототипа;
фиг.6 - фотореалистичное изображение патрубка из развертки по предложенному способу;
фиг.7 - фронтальные проекции патрубков, свернутых из разверток, полученных с помощью предложенного способа и прототипа.
Предложенный способ осуществляется следующим образом. Строится первичная модель патрубка (см. фиг.1), учитывающая все исходные данные патрубка. На ней измеряются образующие конуса по средней линии. По этим образующим строится предварительная развертка (см. фиг.2). Из полученной развертки сворачивается в трехмерном моделлере патрубок-заготовка, создаются с него фронтальная и горизонтальная проекции (см. фиг.3). Приращения, измеренные на фронтальной плоскости, суммируются с ранее полученными образующими и строится окончательная развертка патрубка (см. фиг.4). Стыковая часть парубка формируется двумя пересекающимися кривыми, соединяющими соответствующие верхние точки образующих. Для проверки правильности построения в трехмерном моделлере из развертки сворачивается патрубок (см. фиг.6), и, если необходимо, создается его фронтальная проекция. На фиг.7 показаны фронтальные проекции патрубков, полученных из разверток по предлагаемому способу и прототипу. На фронтальной проекции патрубка, свернутого по предложенному способу, видно, что угол среза равен заданному и проекции выступающих ребер лежат на одной прямой, в то время на патрубке, свернутом из развертки по прототипу, виден уход угла от заданного, а проекции выступающих ребер не лежат на одной прямой, поэтому, на стыковой части имеются выступы и впадины.
Таким образом, предлагаемый способ позволяет: получать развертки, при сворачивании которых получаются конические патрубки с наклонным срезом с улучшенной геометрией стыковой части - все точки, принадлежащие выступающим стыковым ребрам, лежат в одной стыковой плоскости. При стыковке патрубка с аналогичным или с плоской поверхностью между ними нет просвета. Патрубки готовы к сварке или другому виду соединения.
Предложенный способ является универсальным, так как позволяет получать развертки конических патрубков с любой толщиной и любым углом среза, при этом геометрия стыковой части получается максимально подготовленной к сборке без механической обработки или с таковой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2005 |
|
RU2286224C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2004 |
|
RU2254191C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННОЙ СТЫКОВОЙ ОБЛАСТЬЮ | 2005 |
|
RU2352420C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ОТРОСТКОВ И ОТВЕРСТИЙ В СТВОЛАХ ТРОЙНИКОВ И КРЕСТОВИН | 2006 |
|
RU2346772C2 |
| СПОСОБ КОМПЕНСАЦИИ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ ПРОЙДЕННОЙ ДИСТАНЦИИ ОДОМЕТРИЧЕСКОЙ СИСТЕМОЙ ВИП С ПРИВЕДЕНИЕМ ДИАГНОСТИЧЕСКИХ ДАННЫХ К ПАСПОРТНЫМ ДЛИНАМ ТРУБНЫХ СЕКЦИЙ | 2015 |
|
RU2628041C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГОВЫХ КОНИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2005 |
|
RU2295412C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛОЩАДЕЙ БРОНЕЖИЛЕТОВ | 2019 |
|
RU2727597C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТКИ ПЛОТНООБЛЕГАЮЩЕГО ИЗДЕЛИЯ | 2004 |
|
RU2318417C2 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ВОРОТНИКА | 2005 |
|
RU2295899C1 |
| Учебный прибор по геометрии | 1980 |
|
SU938300A1 |



Изобретение относится к области машиностроения, в частности для получения разверток конических патрубков с наклонным срезом. Способ включает определение образующих развертки и ее построение. При этом любую искомую образующую развертки определяют как сумму образующей, полученной измерением на первичной модели патрубка, и приращения на фронтальной проекции патрубка, свернутого в трехмерном моделлере из предварительной развертки. Предварительная развертка строится по образующим, измеренным на первичной модели. Стыковую часть развертки формируют двумя пересекающимися кривыми, проведенными через верхние точки соответствующих образующих. Расширяются технологические возможности способа за счет получения разверток любой толщины и под любым углом среза. 7 ил.
Способ получения развертки конического патрубка с наклонным срезом, включающий определение образующих развертки и ее построение, отличающийся тем, что любую искомую образующую развертки определяют как сумму образующей, полученной измерением на первичной модели патрубка, и приращения, полученного измерением на фронтальной проекции патрубка, свернутого в трехмерном моделлере из предварительной развертки, построенной по образующим, измеренным на первичной модели, при этом стыковую часть развертки формируют двумя пересекающимися кривыми, проведенными через верхние точки соответствующих образующих.
| ВЫСОЦКАЯ Н.Н | |||
| и др | |||
| Технические развертки изделий из листового материала, Ленинград, Машиностроение, 1968, с.53-54 | |||
| Заготовка для штамповки крутоизогнутого отвода | 1978 |
|
SU766699A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ОТВОДОВ | 1973 |
|
SU428815A1 |
| СПОСОБ ПОЛУЧЕНИЯ 3,4-КСИЛИЛ-б-ФЕНИЛЛЗО-N^D- РИБИТИЛАМИНА | 0 |
|
SU400576A1 |

