Изобретение относится к области машиностроения, в частности для получения разверток цилиндрических патрубков с наклонным срезом.
Наиболее близким по технической сущности и достигаемому результату - прототипом, является аналитический способ получения разверток цилиндрических патрубков с наклонным срезом, который основан на расчете ординат развертки по формуле:
Hi=R·sinα·tgγ
с последующими построениями (см. Е.М.Балдина. Проектирование и расчет разверток машиностроительных деталей. Л., 1971 г., стр.19-20).
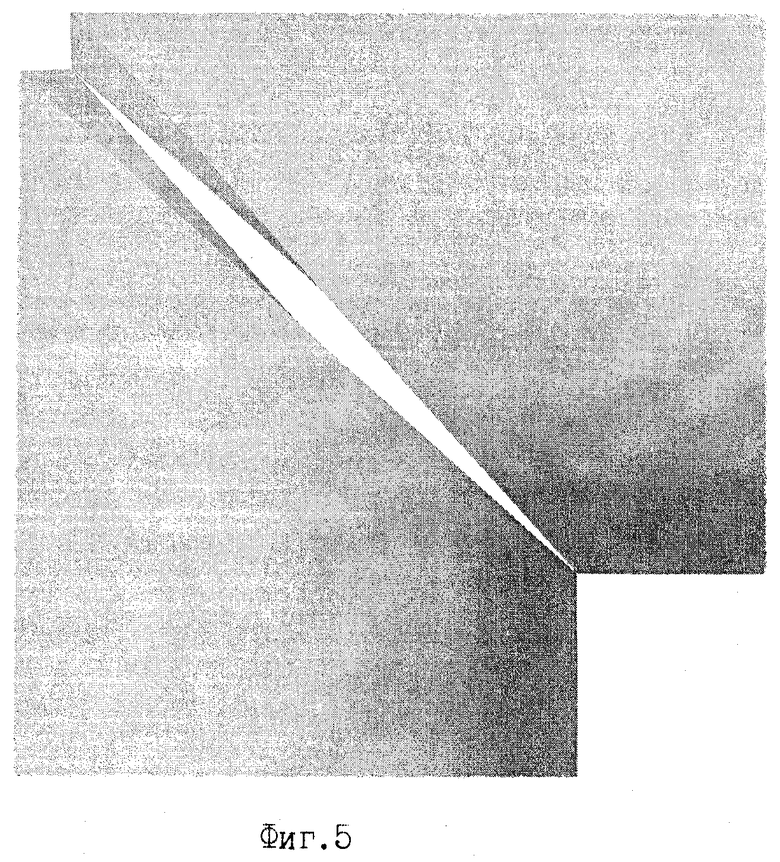
Недостатком этого способа является то, что он не учитывает толщину материала для расчета ординат развертки. Патрубки, получаемые из таких разверток, имеют плохую стыкуемость из-за провала в средней части - фиг.5. Точки, принадлежащие выступающим - стыковым ребрам не лежат в одной плоскости.
Задачей изобретения является улучшение стыкуемости цилиндрических патрубков с наклонным срезом за счет получения разверток патрубков, не имеющих провала в средней части.
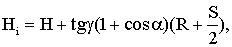
Задача решается благодаря тому, что в способе получения разверток цилиндрических патрубков с наклонным срезом, заключающемся в вычислении координат развертки и ее построении, согласно формуле изобретения, ординаты развертки определяют по двум формулам, учитывающим толщину стенки патрубка:

и
где: Нi - искомая ордината
Н - наименьшая высота нижней части патрубка;
R - радиус патрубка по средней линии;
S - толщина стенки патрубка;
γ - угол среза патрубка;
α - угол вектора соответствующей ординаты на горизонтальной проекции патрубка, диапазон которого для первой формулы от 0 до 90 градусов, для второй - от 90 до 180 градусов, при этом по одной формуле вычисляют ординаты верхней части развертки, по второй формуле - ординаты нижней части и стыковую часть развертки формируют двумя синусоидальными кривыми, проведенными через верхние точки ординат, образующими ломанную среднюю линию стыковых граней патрубка.
Указанная совокупность признаков является новой, не известной из уровня техники, и решает поставленную задачу, так как стыковая часть развертки формируется двумя синусоидальными кривыми, построенными с помощью приведенных математических формул и проведенными через верхние точки соответствующих ординат. Эти кривые соединяются без сопряжения, при этом получается единая ломаная кривая, обеспечивающая при сворачивании развертки такую геометрию патрубка, при которой все точки, принадлежащие выступающим ребрам, лежат в одной стыковой плоскости.
Для пояснения описываемого способа представлены следующие чертежи:
фиг.1 - развертка цилиндрического патрубка, полученная с помощью предложенного способа;
фиг.2 - развертки цилиндрического патрубка по предлагаемому способу и прототипу;
фиг.3 - фронтальная и горизонтальная проекции патрубка, свернутого из развертки по предложенному способу;
фиг.4 - фотореалистичное изображение стыковки патрубков, свернутых из разверток, полученных по предложенному способу;
фиг.5 - фотореалистичное изображение стыковки патрубков, свернутых из разверток, полученных по прототипу.
Предложенный способ осуществляется следующим образом.
Развертку цилиндрического патрубка вычисляют и строят по вышеуказанным формулам и формуле:
Lp=2πR,
по которой рассчитывается длина развертки патрубка. Строят отрезок, равный длине патрубка, делят его на определенное количество равных отрезков, например - 16. По формулам, указанным выше, вычисляют ординаты и наносят их на развертку. Верхние точки ординат соединяют двумя кривыми - фиг.1. Кривая 1 относится к верхней части патрубка, кривая 2 - к нижней части. Кривые между собой соединены. Полученная ломаная кривая является средней линией стыковых граней патрубка.
Способ также можно осуществлять с помощью компьютерных параметрических программ. Для этого строят параметрическую модель развертки: устанавливают связи, ограничения, зависимости и закладывают предложенные формулы. Для получения развертки достаточно ввести исходные данные патрубка, и параметрическая модель автоматически перестроится согласно им.
Пример патрубка, свернутого из развертки, полученной с помощью предложенного способа, изображен на фиг.3. На изображении видно, что проекции выступающих ребер на фронтальную плоскость образуют единую прямую, следовательно, все точки, принадлежащие этим ребрам, лежат в одной плоскости.
Таким образом, предлагаемый способ позволяет: получать развертки, при сворачивании которых получаются цилиндрические патрубки с наклонным срезом с улучшенной геометрией стыковой части - все точки, принадлежащие выступающим ребрам, лежат в одной плоскости - стыковой плоскости. Эти патрубки не имеют провала в средней части. При стыковке патрубка с аналогичным патрубком или с плоской гранью между ними нет просвета фиг.4. Поэтому таким разверткам можно присвоить термин - «беззазорные». Если необходима подготовка кромок на свернутом патрубке, то механическая обработка по объему будет меньше, чем на патрубках прототипа. Предложенный способ является универсальным, так как позволяет получать развертки патрубков с любой толщиной и любым углом среза, при этом геометрия стыковой части максимально подготовлена к сборке без механической обработки или с таковой.
Изобретение относится к обработке металлов давлением и может быть использовано при производстве цилиндрических патрубков с наклонным срезом. Способ включает вычисление координат развертки и ее построение. Ординаты развертки определяют по двум формулам, учитывающим толщину стенки патрубка, а стыковую часть развертки формируют двумя синусоидальными кривыми, проведенными через верхние точки ординат, образующими ломаную среднюю линию стыковых граней патрубка. Улучшается стыкуемость цилиндрических патрубков с наклонным срезом за счет исключения провала в средней части развертки. 5 ил.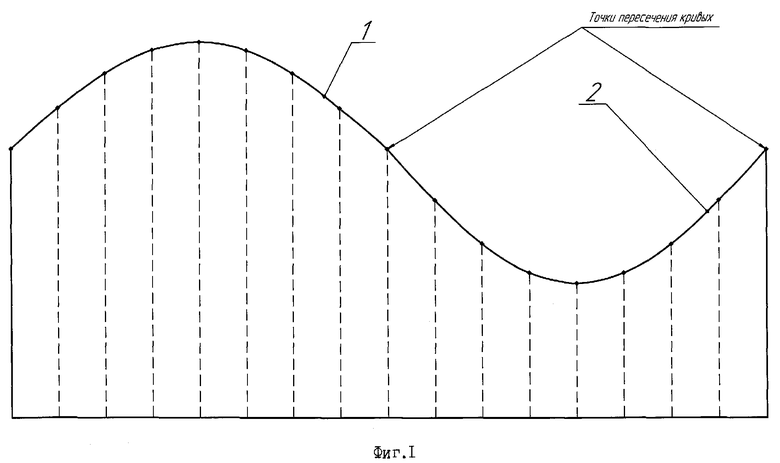
Способ получения разверток цилиндрических патрубков с наклонным срезом, включающий вычисление координат развертки и ее построение, отличающийся тем, что ординаты развертки определяют по двум формулам, учитывающим толщину стенки патрубка:

и
где Нi - искомая ордината;
Н - наименьшая высота нижней части патрубка;
R - радиус патрубка по средней линии;
S - толщина стенки патрубка;
γ - угол среза патрубка;
α - угол вектора соответствующей координаты на горизонтальной проекции патрубка, диапазон которого для первой формулы 0-90°, для второй 90-180°, при этом по первой формуле вычисляют ординаты верхней части развертки, по второй - ординаты нижней части, стыковую часть развертки формируют двумя синусоидальными кривыми, проведенными через верхние точки ординат, образующими ломаную среднюю линию стыковых граней патрубка.
| БАЛДИН Е.М | |||
| Проектирование и расчет разверток машинотроительных деталей | |||
| - Л.: Машиностроение, 1971, с.19-20 | |||
| Заготовка для штамповки крутоизогнутого отвода | 1978 |
|
SU766699A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ОТВОДОВ | 1973 |
|
SU428815A1 |
| СПОСОБ ПОЛУЧЕНИЯ 3,4-КСИЛИЛ-б-ФЕНИЛЛЗО-N^D- РИБИТИЛАМИНА | 0 |
|
SU400576A1 |

