Изобретение относится к синтезу алифатического 1,3-диола, в частности 1,3-пропандиола, из этиленоксида (далее EO) и синтетического газа в одну стадию.
Алифатические 1,3-диолы, в частности 1,3-пропандиол, имеют множество применений в качестве мономерных единиц для сложного полиэфира и полиуретана и в качестве исходных материалов для синтеза циклических соединений. Например, полимер CORTERRA представляет собой сложный полиэфир, характеризующийся известными свойствами, который получают из 1,3-пропандиола (далее PDO) и терефталевой кислоты (CORTERRA представляет собой торговое наименование). В данной области сохраняется большой интерес к нахождению новых путей для синтеза PDO, которые являются эффективными, экономичными и демонстрируют преимущества способа.
В патентах США №№ 3463819 и 3456017 описан способ получения 1,3-пропандиола и 3-гидроксипропанала (далее 3-HPA) путем гидроформилирования этиленоксида с использованием катализатора на основе карбонила кобальта, модифицированного третичным фосфином. В патенте США № 3687981 раскрыт способ синтеза PDO. В данном способе разделение фаз промежуточного продукта гидроксиэтилгидроксидиоксана происходит при комнатной температуре или в холодильнике, перед тем как указанный материал поступит на гидрирование для получения продукта. Патенты США №№ 5256827; 5344993; 5459299; 5463144; 5463145; 5463146; 5545765; 5545766; 5545767; 5563302 и 5689016, все принадлежащие Shell, описывают катализируемое кобальтом гидроформилирование этиленоксида.
Патент США № 5304691, принадлежащий Shell, раскрывает способ гидроформилирования этиленоксида до 3-гидроксипропаналя и 1,3-пропандиола путем тесного контакта этиленоксида (EO), катализатора на основе карбонила кобальта, модифицированного дитретичным фосфином, промотора катализатора на основе рутения и синтетического газа (монооксида углерода и водорода) в инертном реакционном растворителе в условиях реакции гидроформилирования. В нем предполагается, что понижение температуры смеси продуктов реакции будет приводить к разделению фаз. Однако, как обнаружено, это не всегда происходит в реальности, и в некоторых желательных рабочих условиях под действием одного лишь понижения температуры разделения фаз не происходит. В таком случае для разделения веществ требуются дорогостоящие способы экстракции жидкость-жидкость или дистилляции.
Авторами настоящего изобретения обнаружено другое преимущество в данной области, которое представляет собой одностадийный способ гидроформилирования и гидрирования для синтеза PDO, который может осуществляться в одной фазе, в условиях, при которых разделение фаз не может индуцироваться понижением температуры без использования настоящего изобретения. Продукт PDO может быть выделен из реакционного растворителя без использования дорогостоящих способов экстракции или дистилляции, таким образом, делая возможным рециркулирование ценного катализатора гидроформилирования, без разложения или воздействия на происходящие далее процессы. Кроме того, настоящий способ является исключительно эффективным и дает возможность для большей трансформируемости в ходе процесса, поскольку остаток EO в сыром продукте PDO может быть преобразован с использованием самого продукта в качестве реакционного растворителя и тяжелые фракции (нежелательные побочные продукты, более тяжелые, чем PDO) могут быть вытеснены с поверхности катализатора из системы с минимальным воздействием на катализатор.
Настоящее изобретение представляет одностадийный способ получения 1,3-пропандиола путем гидроформилирования и гидрирования, который включает:
(a) контактирование в реакционной емкости смеси этиленоксида, монооксида углерода, водорода, не смешиваемого с водой реакционного растворителя и композиции катализатора гидроформилирования;
(b) нагревание указанной реакционной смеси до температуры в пределах от 30 до 150°C и давления в пределах от 0,7 до 27,6 мПа (100-4000 фунт/кв.дюйм), в течение времени, эффективного для получения однофазной смеси реакционного продукта, содержащего 1,3-пропандиол; и
(c) индуцирование разделения фаз с помощью, по меньшей мере, одного способа, выбранного из группы, состоящей из:
(i) понижения температуры в сочетании с добавлением к смеси агента, индуцирующего расслоение фаз, в количестве, достаточном для индуцирования разделения фаз, (ii) понижения температуры в сочетании с добавлением сначала сорастворителя, увеличивающего смешиваемость, для поддержания смеси продуктов реакции в одной фазе, и затем удаления сорастворителя, увеличивающего смешиваемость, (iii) добавления сначала сорастворителя, увеличивающего смешиваемость, для поддержания смеси продуктов реакции в одной фазе, и затем удаления сорастворителя, увеличивающего смешиваемость, и (iv) добавления агента, индуцирующего расслоение фаз, к смеси продуктов реакции, в количестве, достаточном для индуцирования разделения фаз;
где разделение фаз приводит к возникновению первой фазы, содержащей основную часть реакционного растворителя, по меньшей мере, 50% масс. композиции катализатора плюс непрореагировавший этиленоксид, и второй фазы, которая содержит основную часть 1,3-пропандиола.
Способ может быть осуществлен и тогда, когда вторая фаза также содержит катализатор, реакционный растворитель и побочные продукты с большой молекулярной массой. Настоящий способ может также включать физическое разделение двухфазной смеси после индуцирования разделения фаз. Способ может дополнительно включать рециркулирование первой фазы непосредственно на стадию (a) для дальнейшего взаимодействия с ранее непрореагировавшими исходными материалами. Способ может дополнительно включать извлечение остатка катализатора из второй фазы, рециркулирование указанного катализатора на стадию (a) и прохождение остатка второй фазы, содержащей 1,3-пропандиол, в установку для извлечения. Установки для извлечения 1,3-пропандиола могут представлять собой дистилляционную колонну, где продукт 1,3-пропандиола отделяют от побочных продуктов с большой молекулярной массой. Способ может, кроме того, включать выделение легких растворителей из 1,3-пропандиола и дистилляцию для выделения индивидуальных легких растворителей и необязательное рециркулирование индивидуальных легких растворителей обратно на стадию (a).
Представлен схематический чертеж способа по настоящему изобретению, включая несколько необязательных признаков способа.
В настоящем изобретении сделано несколько неожиданных открытий, включенных в новый одностадийный способ гидроформилирования и гидрирования для синтеза PDO, который демонстрирует ряд преимуществ, по сравнению со всем, что доступно в настоящее время в данной области. В настоящем изобретении рециркулирование реакционного растворителя и катализатора, если это желательно, может быть достигнуто без замедляющего процесс образования смешивающихся побочных продуктов. В дополнение к этому остаток EO и катализатор, который распределен в выделенном продукте, может реагировать таким образом, что EO преобразуется в продукт.
Эти преимущества достигаются в настоящем изобретении, и дальнейшие усовершенствования могут быть достигнуты:
1. Использованием растворителя с умеренной полярностью в качестве реакционного растворителя.
2. Повышением выхода путем рециркулирования EO, так что массовый % EO поддерживается в пределах между 0,2 и 20%, для поддержания высоких скоростей реакции и сведения к минимуму коммерческих затрат на реактор, при этом извлекая основную часть EO, покидающего реактор, для рециркулирования обратно в реакционную секцию.
3. Использованием одного или нескольких жидкофазных разделений/экстракций для облегчения рециркулирования EO, и, что наиболее важно, для обогащения одной из жидких фаз PDO по отношению к катализатору. Схема способа по настоящему изобретению делает возможным более эффективное выделение PDO путем термического извлечения при меньшем влиянии на катализатор. Кроме того, это дает возможность рециркулирования значительной части катализатора в фазу реакционного растворителя, обедненного PDO, полностью устраняя термическое влияние. Более того, это делает возможным отобрать вытесняемый с катализатора поток из нижней части, обогащенного PDO потока после термического извлечения. Разложившийся катализатор, как ожидается, аккумулируется в данной полярной фазе, так что становится возможным селективное выведение разложившегося катализатора вместе с тяжелыми побочными продуктами реактора по отношению к общему количеству катализатора, таким образом сводя к минимуму использование очень дорогостоящего лигированного катализатора гидроформилирования.
4. Продолжением гидроформилирования той фракции EO, которая уходит вместе с фазой, обогащенной PDO, по сравнению с фазой реакционного растворителя, обедненной PDO, которое может быть обеспечено средствами для улучшения выхода EO, при этом не требуя термического рециркулирования/дистилляции EO. Термическое рециркулирование/дистилляция EO может быть опасным. Таким образом, разделение фаз жидкость-жидкость может быть использовано для рециркулирования основной части EO при продолжении гидроформилирования той фракции, которая уходит вместе с фазой, обогащенной PDO.
5. Повторной экстракцией фазы, обогащенной PDO, в атмосфере синтетического газа (используя свежий реакционный растворитель с умеренной полярностью) для дальнейшего улучшения рециркулирования катализатора и EO.
Настоящее изобретение, таким образом, предусматривает значительно упрощенныйспособ предварительного отделения PDO от рециркулируемого катализатора и реакционного растворителя, концентрируя, таким образом, желаемый продукт PDO перед конечными стадиями очистки. Данный способ использует скорее прямое выделение продукта, чем возможное введение жидкого экстрагента, который в дальнейшем должен быть удален благодаря наличию дополнительной способности к дистилляции. Данный, более прямой путь, тем самым потребляет меньшее количество энергии и приводит к более низким требованиям к капитальным затратам. Также катализатор, отделенный от PDO и рециркулированный таким образом в фазу расслоения, не подвергается влиянию, связанному с извлечением при термическом выпаривании или дистилляции, или с помощью средств жидкостной экстракции.
При использовании способа по настоящему изобретению разложение катализатора сохраняется на минимальном уровне, поскольку термическое влияние не применяется, как в случае дистилляции, и не все количество катализатора подвергается стадии экстракции. Вытеснение с катализатора тяжелых фракций или побочных продуктов из системы теперь может быть достигнуто при минимальном воздействии на катализатор. Скорости реакции могут быть увеличены, поскольку возможными являются более высокие концентрации EO в соответствии с концепцией "завершающей реакции" на сыром продукте PDO.
Чертеж представляет собой блок-схему настоящего способа. Отдельные объединенные или каскадные потоки этиленоксида 1, синтетического газа (CO/H2) 2 и катализатора 3 загружают в емкость (емкости) 4 для реакции гидроформилирования, которая может представлять собой реакционную емкость высокого давления, такую как барботажная колонна или автоклав с мешалкой, работающую в загрузочном или в непрерывном режиме. Реакция проходит с получением целевой концентрации PDO, при этом распределение реакционной смеси может быть индуцировано понижением температуры в пределах от примерно 0 до 90°C. В одном из воплощений реакционная смесь из 4 при температуре, равной примерно 80°C, проходит по линии 5 к охладителю 6, который предпочтительно представляет собой теплообменник, охлаждается примерно до 45°C, и затем проходит через ненагреваемую емкость отстойника или сепаратор 8, который может представлять собой емкость с переливом, мешалку-отстойник, коагулятор с фильтрующим слоем или аналогичную емкость. Распределение и отстаивание может быть осуществлено при давлении, находящемся в пределах между реакционным давлением и давлением окружающей среды, предпочтительно, при реакционном давлении и будет требовать времени пребывания в пределах приблизительно 30 минут. После распределения и отстаивания реакционной смеси фаза, содержащая преимущественно реакционный растворитель, непрореагировавший этиленоксид и большую часть катализатора (показана как верхняя фаза), рециркулируется в реактор через линию 18. Фаза, обогащенная PDO (показана как нижняя фаза), содержащая небольшое количество реакционного растворителя и небольшие количества побочных продуктов и тяжелых фракций (по отношению к продукту), поступает через линию 9 в разделительную колонну 10, где легкие растворители выделяются в виде головной фракции для необязательного рециркулирования в реакцию. Осадочные фракции 13 из разделительной колонны 10, содержащие PDO и остаток катализатора, направляются в колонну 18 для отделения продукта PDO 19 в виде головной фракции от побочных продуктов с более высокой молекулярной массой, которые выводят через 20. Альтернативно, осадочные фракции 13 из разделительной колонны 10 могут быть направлены в необязательный экстрактор катализатора 14.
Чертеж также изображает несколько необязательных признаков настоящего способа. Для систем с более высокой стоимостью катализатора вариантом настоящего изобретения является включение экстрактора катализатора 14, который дает возможность извлечения того малого количества катализатора, которое присутствует в фазе, обогащенной продуктом. На данной схеме свежий или рециркулированный реакционный растворитель 27 через 15 течет противотоком к сырому продукту PDO 13 в емкости 14 экстрактора, способствуя тесному контакту жидкость-жидкость, с использованием тарелок, насадки или принудительного перемешивания, так что реакционный растворитель экстрагирует активный катализатор из сырого продукта PDO. Извлеченный катализатор затем направляется обратно в главный реактор 4 через линию 16 в потоке полученного реакционного растворителя. Также перед сепаратором 8, в дополнение к теплообменнику (охладителю) 6, необязательный испаритель представлен под номером 23. Необязательный поток для введения агента, индуцирующего расслоение фаз, представлен под номером 24. Варианты для индуцирования и поддержания расслоения фаз начинаются с теплообменника (охладителя) 6, который понижает температуру потока продукта гидроформилирования, так что в некоторых условиях осуществляется расслоение фаз. Необязательный испаритель 23 может быть использован для удаления сорастворителя, увеличивающего смешиваемость, который предварительно должен быть добавлен для индуцирования расслоения фаз. Сорастворитель, увеличивающий смешиваемость, может включать, например, спирты с короткой цепью. В дополнительный поток 24 необязательно добавляется небольшое количество реагента, индуцирующего расслоение фаз, для индуцирования расслоения фаз после гидроформилирования. Агент, индуцирующий расслоение фаз, должен представлять собой вещество, которое изменяет полярность смеси и может включать, например, воду или линейные алканы, такие как гексан, гептан или додекан. Поток 25 представляет собой необязательное рециркулирование добавок, которые индуцируют расслоение фаз, поток 27 представляет собой разделение и рециркулирование MTBE, и поток 28 представляет собой разделение и рециркулирование дополнительных легких растворителей.
Для любого сочетания схем расслоения фаз получают фазу, обогащенную продуктом PDO, и фазу, обогащенную рециркулированным реакционным растворителем, из установки 8 для расслоения фаз. Как указывалось выше, реакционный растворитель, содержащий наибольшую часть непрореагировавшего EO и основную часть катализатора, удобно рециркулировать в реакцию гидроформилирования через линию 16. Данные, демонстрирующие предпочтительное рециркулирование EO и катализатора, представлены в таблице 2. Фаза, обогащенная PDO (показана как более тяжелая фаза), из 8 направляется в секцию термического извлечения, включающую колонну 10 разделения, колонну 18 продукта и колонну 12 реакционного растворителя. В колонне 18 продукт PDO отделяется в виде головной фракции 19, а тяжелая фракция плюс некоторый остаток катализатора выводится через 20 вместе с осататочными фракциями от дистилляции или испарителя от 18. Данные, приведенные в столбцах «% от общего» в таблицах 2 и 4 показывают, что только часть катализатора распределяется в фазу, обогащенную PDO. Это делает возможным удаление тяжелых фракций через вытесненный с катализатора поток 26, при этом теряя значительно меньше катализатора, чем было бы возможно при использовании какой-либо другой схемы. Таким образом, потери дорогостоящего одностадийного катализатора значительно снижаются. Более того, ожидается, что активный катализатор будет предпочтительно рециркулироваться вместе с фазой, обогащенной реакционным растворителем, в то время как катализатор, выводимый вместе с осататочными фракциями после дистилляции фазы, обогащенной PDO, будет обогащен разложившимся катализатором, который предпочтительно следует удалять из системы.
Недостаток варианта 23, включающего предварительное выпаривание перед расслоением фаз, заключается в том, что он снижает количество EO, которое удобно рециркулировать, и перед отгонкой выпариванием необходимо понижать давление. Другие варианты делают возможным поддержание высокого давления в течение стадий расслоения фаз и рециркулирования, что сводит к минимуму необходимость в нагнетании насосом. Добавление малого количества агента, индуцирующего расслоение фаз после гидроформилирования, представленное под номером 24, может помочь. Агент, индуцирующий расслоение фаз, будет выводиться, прежде всего, вместе с фазой, обогащенной PDO, будет извлекаться в секции дистилляции и может, по этой причине, необязательно рециркулироваться, чтобы опять инициировать расслоение фаз.
Как указано, добавление сорастворителя, увеличивающего смешиваемость, при последующем удалении представляет собой один из вариантов контроля способа расслоения фаз. Подходящие спирты и агенты, увеличивающие смешиваемость, включают, например, спирты с короткой цепью, такие как метанол, этанол и изопропанол. Например, один из сорастворителей, этанол, может быть добавлен вместе с соответствующим объемом растворителя, если это необходимо, для доведения продукта PDO до желаемой концентрации при температуре реакции. Сорастворитель используется в таком количестве, которое индуцирует растворимость, как правило, в количестве от 1 до 50% масс. от общего количества смеси продуктов реакции, предпочтительно, 2-20% масс., наиболее предпочтительно, 5-20% масс.
В способе по настоящему изобретению, представленном на чертеже, оксираны, содержащие до 10 атомов углерода, предпочтительно, вплоть до 6 атомов углерода, и этиленоксид (EO), в частности, могут быть преобразованы в их соответствующие 1,3-диолы реакцией гидроформилирования с синтетическим газом в присутствии указанной группы комплексов катализаторов гидроформилирования, как будет описано ниже.
1,3-Диолы получают загрузкой оксирана, катализатора, необязательного сокатализатора и/или промотора катализатора и реакционного растворителя в реактор высокого давления вместе с введением синтетического газа (смеси водорода и монооксида углерода, обычно, в молярном соотношении от 1:1 до 8:1, предпочтительно, от 2:1 до 6:1) в условиях гидроформилирования.
Способ по настоящему изобретению может работать как способ загрузочного типа, как непрерывный способ или как их смешанные формы, однако особенности настоящего изобретения позволяют непрерывному одностадийному способу работать более эффективно и рационально, чем это было возможно ранее. Способ по настоящему изобретению может быть осуществлен в непрерывном режиме путем поддержания гомогенности в реакционной смеси до тех пор, пока не будет достигнута максимальная концентрации PDO. Условия реакции, которые делают возможным такой режим работы, включают концентрацию EO в реакционной смеси, равную, по меньшей мере, примерно 0,5% масс., и исключение образования побочных продуктов, таких как легкие спирты и ацетальдегид, или использование стадии испарения для удаления указанных побочных продуктов. Реакция в 2-4 реакторах с распределенным по времени добавлением EO является предпочтительной для непрерывной работы.
Реакционный процесс включает преобразование EO в PDO через промежуточный продукт 3-гидроксипропаналя, который образуется и гидрируется до PDO in situ. Под "in-situ" в данном контексте подразумевается, что преобразование этиленоксида в PDO осуществляется без выделения промежуточного продукта 3-гидроксипропаналя и в присутствии одной и той же системы катализаторов как для гидроформилирования, так и для гидрирования. Реакция проводится в условиях, эффективных для получения смеси продуктов реакции, содержащих требуемый диапазон максимальных концентраций PDO с относительно малыми количествами 3-гидроксипропаналя (HPA), ацетальдегида и тяжелых фракций.
Для получения наилучших результатов способ осуществляется в условиях повышенной температуры и давления. Температуры реакции находятся в пределах от температуры окружающей среды до 150°C, предпочтительно, от 50 до 125°C, и наиболее предпочтительно, от 60 до 110°C. Желательно, чтобы давление реакции (общее давление или парциальное давление, если используются инертные газообразные разбавители) находилось в пределах от 5 до 15 мПа, предпочтительно, от 8 до 10 мПа. В загрузочном способе реакция будет завершаться в течение 1,5-5 часов.
Реакционный растворитель предпочтительно является инертным, в том смысле, что он не потребляется в ходе реакции. Идеальные реакционные растворители для способа по настоящему изобретению должны солюбилизировать исходные вещества и продукты в ходе всей реакции, но делать возможным разделение фаз при пониженных температурах. Идеальные реакционные растворители должны демонстрировать полярность от низкой до умеренной с тем, чтобы PDO (полученный и преобразованный in situ) оставался в растворе в течение всего хода реакции, но легко расслаивался на различные фазы при охлаждении. Подходящие реакционные растворители описаны в патенте США № 5304691, включенном в данное описание в качестве ссылки во всей своей полноте. Хорошие результаты могут быть достигнуты с помощью простых эфиров, включая простые циклические и ациклические эфиры, необязательно, в сочетании со спиртом или ароматическим углеводородом.
Одна из групп подходящих реакционных растворителей представляет собой спирты и простые эфиры, которые могут быть описаны формулой
R2-O-R1
где R1 представляет водород или C1-20 линейный, разветвленный, циклический или ароматический углеводородный радикал или моно- или полиалкиленоксид и R2 представляет собой C1-20 линейный, разветвленный, циклический или ароматический углеводородный радикал, алкокси, или моно- или полиалкиленоксид. Предпочтительные реакционные растворители могут быть описаны формулой
в которой R1 представляет водород или C1-8 углеводородный радикал и R3, R4 и R5 независимо выбраны из C1-8 углеводородного радикала, алкокси или алкиленоксида. Такие простые эфиры включают, например, метил-трет-бутиловый эфир, этил-трет-бутиловый эфир, диэтиловый эфир, фенилизобутиловый эфир, этоксиэтиловый эфир, дифениловый эфир и диизопропиловый эфир, особенно, метил-трет-бутиловый эфир.
Предпочтительно, EO должен поддерживаться в течение всей реакции при концентрации не менее чем около 0,2% масс., как правило, в пределах от 0,2 до 20% масс., предпочтительно, от 1 до 10% масс. от общей массы реакционной смеси. Способ по настоящему изобретению можно осуществлять в непрерывном режиме, поддерживая при этом указанную концентрацию EO, например, распределенным по времени добавлением EO.
Катализаторы, пригодные для использования по схеме одностадийного способа настоящего изобретения, включают определенные гомогенные биметаллические катализаторы, содержащие, по существу, нелигированное соединение карбонила кобальта и второй компонент металла Группы VIII, предпочтительно выбранный из соединения рутения или железа, необязательно лигированного лигандом, выбранным из фосфинового лиганда, бидентатного или мультидентатного N-гетероциклического лиганда, порфоринового лиганда или фосфоланоалканового лиганда.
Подходящие источники кобальта также включают соли, которые восстанавливаются до состояния нулевой валентности тепловой обработкой в атмосфере водорода и монооксида углерода. Примеры таких солей включают, например, карбоксилаты кобальта, такие как ацетаты, октаноаты и тому подобное, которые являются предпочтительными, а также соли кобальта и минеральных кислот, такие как хлориды, фториды, сульфаты, сульфонаты и тому подобное. Рабочими являются также смеси таких солей кобальта. Однако предпочтительно использовать смеси, в которых, по меньшей мере, один компонент представляет собой алканоат кобальта с 6-12 атомами углерода. Восстановление может быть осуществлено перед использованием катализаторов или оно может быть осуществлено одновременно с гидроформилированием в зоне гидроформилирования.
Предпочтительные катализаторы включают, по существу, нелигированный компонент кобальта и лигированное соединение рутения. Такие комплексы катализаторов могут быть идентифицированы на пиках поглощения сигнатуры в инфракрасном спектре композиции катализатора. Рутений может быть лигирован дифосфиновым лигандом, мультидентатным или бидентатным N-гетероциклическим лигандом или классом бис(фосфолано)алкановых лигандов.
Катализаторы могут быть приготовлены многостадийным способом или способом самосборки, обсуждаемым ниже.
Когда лиганд представляет собой N-гетероциклическое соединение, основное количество N-гетероциклических соединений идентифицируется в качестве подходящих лигандов для одностадийного синтеза PDO с использованием пары катализаторов кобальт-рутений. Подходящие типы бидентатных и мультидентатных N-гетероциклических лигандов включают, но не ограничиваются ими: диазины, такие как пиримидин, пиразин, пиридазин, а также бензодиазины, такие как хиназолин и хиноксалин; биспиридины, такие как 2,2'-дипиридил (DIPY), 2,2'-бипиримидин (BPYM),
1,10-фенантролин (PHEN), ди-2-пиридилкетон,
4,4'-диметил-2,2'-дипиридил, 5,6-диметилфенантролин,
4,7-диметилфенантролин, 2,2'-бихинолин, неокупроин и
2,2'-дипиридиламин;
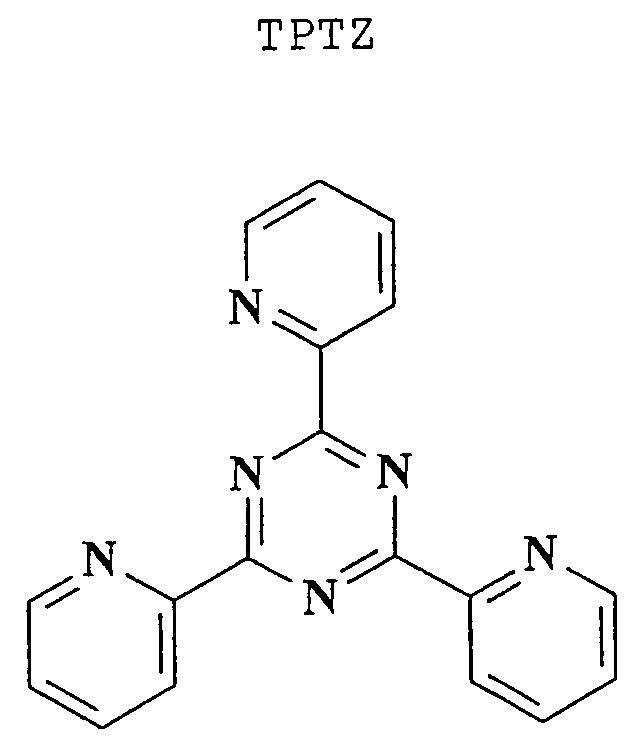
мультипиридины, такие как 2,4,6-трипиридил-втор-триазин (TPTZ),
3,6-ди-2-пиридил-1,2,4,5-тетразин, 2,2':6',2"-терпиридин,
2,3-бис(пиридил)пиразин и
3-(2-пиридил)-5,6-дифенил-1,2,4-триазин;
пиридин, 3-гидроксипиридин и хинолин, в частности, более дешевые гомологи, получаемые из экстрактов угольной смолы; и
определенные 2,6-пиридилдиимины, такие как
2,6-бис(N-фенил,метиламино)пиридин и
2,6-бис[N-(2,6-диизопропилфенил)метилимино]пиридин.
Предпочтительные гетероциклические соединения для использования в качестве лигандов включают 2,2'-дипиридил (DIPY), 2,2'-бипиримидин (BPYM) и 2,4,6-трипиридил-втор-триазин (TPTZ). Структуры этих трех N-гетероциклических соединений являются следующими:

Противоион кобальта для получения наилучших результатов с рутением, лигированным N-гетероциклическим соединением, как предполагается, представляет собой анион тетракарбонила кобальта, ([Co(CO)4]-), имеющий характерную ИК-полосу карбонила кобальта в области от 1875 до 1900 см-1, в частности в области 1888 см-1.
В случае, когда рутений лигирован фосфоланоалканом, подходящие фосфоланоалканы включают фосфолан-замещенные алкановые соединения формул I и II, приведенных ниже:
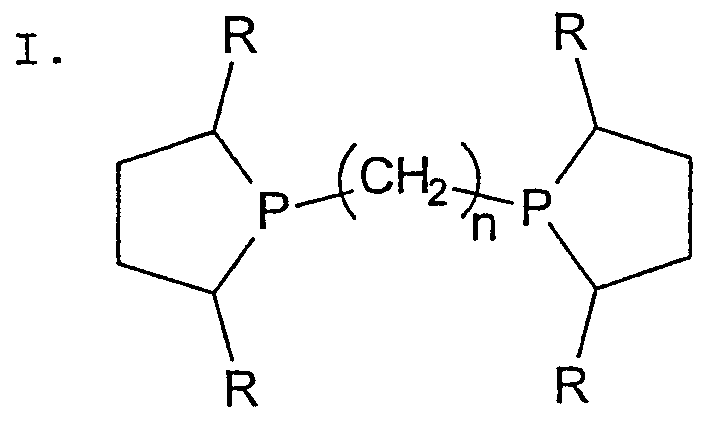
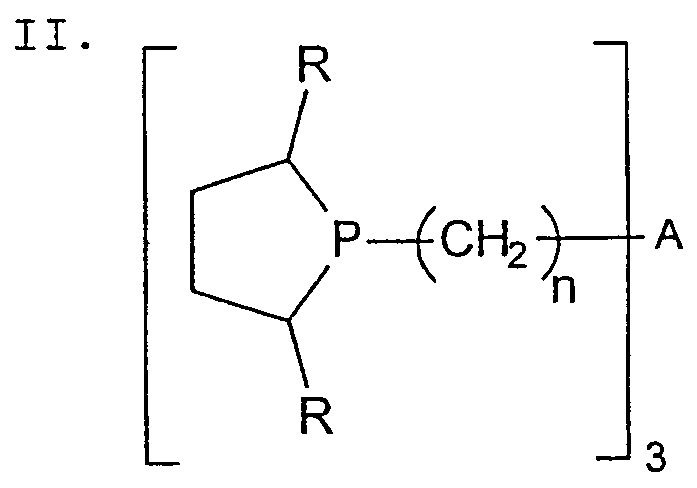
где, как в формуле I, так и в формуле II R представляет низший алкил, трифторметил, фенил, замещенный фенил, аралкил или аралкил, замещенный в кольце; и n равно целому числу от 1 до 12; и для формулы II A представляет CCH3CH, N или P. Предпочтительными являются соединения формулы I и II, где R представляет низший алкил, выбранный из C1-C6алкилов, и n равно 1-3. Наиболее предпочтительными являются такие соединения формулы I и II, где R представляет метил и n равно 1-3.
Примеры таких соединений включают, но не ограничиваются ими, 1,2-бис(фосфолано)этан, 1,2-бис(2,5-диметилфосфолано)этан,
1,2-бис[(2R,5R)-2,5-диметилфосфолано]этан;
1,2-бис[(2S,5S)-2,5-диметилфосфолано]этан;
1,3-бис(2,5-диметилфосфолано)пропан;
трис[(2,5-диметилфосфолано)метил]метан;
трис[(2,5-диметилфосфолано)этил]амин или
1,1,1-трис[(2,5-диметилфосфолано)этил]этан. Особенно полезными являются бидентаты, бис(фосфолано)алканы, такие как, например, 1,2-бис(2R,5R)-2,5-диметилфосфолано]этан (BDMPE), 1,2-бис[(2S,5S)-2,5-диметилфосфолано]этан, рацемическая смесь этих двух изомеров плюс 1,2-бис(фосфолано)этан.
Также предполагается, что анион тетракарбонила кобальта [Co(CO)4]- представляет собой противоион, пригодный для получения наилучших результатов с фосфоланоалкановым лигандом. Однако данный ион в активном катализаторе может быть его модификацией.
Система катализаторов, которая является очень эффективной и используется в примерах 1-14 для демонстрации способа расслоения фаз по настоящему изобретению, представляет собой модифицированный рутением катализатор, отличающийся окисленным металлическим рутением, который лигирован третичным дифосфиновым лигандом, имеющим предпочтительно нелигированное соединение кобальта в качестве противоиона.
Содержащий фосфор лиганд представляет собой третичный дифосфин общей формулы
RRP-Q-PR'R'
где каждая группа R и R', независимо или совместно, представляет собой углеводородный остаток, содержащий вплоть до 30 атомов углерода, и Q представляет собой органическую мостиковую группу из 2-4 атомов в цепи. Группа R или R', когда одновалентна, может быть алкилом, циклоалкилом, бициклоалкилом или арилом и, предпочтительно, содержать вплоть до 20 атомов углерода, более предпочтительно, вплоть до 12 атомов углерода. Алкильные и/или циклоалкильные группы являются предпочтительными. Группа Q предпочтительно состоит из атомов углерода, которые могут образовывать часть кольцевой системы, такой как бензольное кольцо или циклогексановое кольцо. Более предпочтительно, Q представляет собой алкиленовую группу из 2, 3 или 4 атомов углерода в цепи, наиболее предпочтительно, из 2 атомов углерода в цепи. Неограничивающий список иллюстративных дифосфинов данного класса включает 1,2-бис(диметилфосфино)этан;
1,2-бис(диэтилфосфино)этан; 1,2-бис(диизобутилфосфино)этан;
1,2-бис(дициклогексилфосфино)этан;
1,2-бис(2,4,4-триметилпентилфосфино)этан;
1,2-бис(диэтилфосфино)пропан; 1,3-бис(диэтилфосфино)пропан;
1-(диэтилфосфино)-3-(дибутилфосфино)пропан;
1,2-бис(дифенилфосфино)этан; 1,2-бис(дициклогексилфосфино)этан;
1,2-бис(2-пиридил,фенилфосфанил)бензол;
1,2-бис(дициклопентилфосфино)этан;
1,3-бис(2,4,4-триметилпентилфосфино)пропан;
1,2-бис(дифенилфосфино)бензол и т.п.
Данные группы R и R', сами по себе, могут быть замещены неуглеводородными группами. Обе группы R и/или обе группы R' могут также образовывать кольцо с атомом (атомами) фосфора, такое как фосфациклоалкан из 5-8 атомов. Примеры 5-кольцевых систем (лигандов на основе фосфолано) включают 1,2-бис(фосфолано)этан, 1,2-бис(2,5-диметилфосфолано)бензол, оптически чистый (R,R), (R,S), (S,S) 1,2-бис(2,5-диметилфосфолано)этан или рацемическую смесь его изомеров и тому подобное. Кольцо, само по себе, может представлять собой часть многокольцевой системы. Примеры таких кольцевых систем можно найти в указанном выше патенте '691 и в Международном патенте WO-A-9842717, включенных в данное описание в качестве ссылок во всей их полноте. В первом из них описаны фосфабициклононильные группы, а в последнем группы, подобные адамантилу, и, в частности, фосфатриоксатрициклодецильные группы. Дифосфины, где обе группы R и R' образуют кольцо с атомом фосфора, являются предпочтительными. Наиболее предпочтительные лиганды представляют собой 1,2-P,P'-бис(9-фосфабицикло[3.3.1] и/или [4.2.1]нонил)этан (далее, B9PBN-2), их 1,2-P,P'-пропановый и/или их 1,3-P,P'-пропановый аналог (далее B9PBN-3).
Лиганды на основе дитретичного фосфина являются коммерчески доступными. Катализаторы, получаемые из них, известны в данной области, и способ их приготовления подробно описан в патентах США №№ 3401204 и 3527818, которые оба включены здесь в качестве ссылки во всей их полноте. Фосфиновые лиганды также могут быть частично окислены до фосфиноксидов способом, описанным в патенте '691.
Соотношение фосфинового лиганда к атому рутения может изменяться от 2:1 до 1:2, предпочтительно, от 3:2 до 2:3, более предпочтительно, от 5:4 до 4:5 и наиболее предпочтительно, оно составляет примерно 1:1. В качестве гипотезы предполагается, что это приводит к получению трикарбонильного соединения третичного дифосфинрутения, но оно может также представлять собой пентакарбонильное соединение бис(третичного дифосфинрутения). Нелигированный карбонил рутения, как предполагается, представляет собой неактивные частицы, и получение катализатора из него по этой причине должно включать лигирование каждого атома рутения.
Противоион для получения наилучших результатов, как предполагается, представляет собой тетракарбонил кобальта ([Co(CO)4]-), хотя ион в активном катализаторе может быть его модификацией. Часть соединения кобальта может быть модифицирована (избыток) третичным дифосфином, например, вплоть до 75 мол.%, то есть до 50 мол.% или менее. Однако противоион предпочтительно представляет собой нелигированный тетракарбонил кобальта, рассмотренный выше. Карбонилы кобальта могут быть получены реакцией исходного источника кобальта, такого как гидроксид кобальта, с синтетическим газом, как описано у J. Falbe, "Carbon Monoxide in Organic Synthesis", Springer-Verlag, NY (1970), или другим способом.
Окисленное состояние атома рутения не является полностью определенным (в теории рутений может иметь валентность от 0 до 8), оно может даже изменяться в ходе реакции гидроформилирования. Соответственно, молярное соотношение рутения к кобальту может изменяться в относительно широких пределах. Для полного окисления всего используемого рутения в виде комплексов должно быть добавлено достаточное количество кобальта (0). Может быть добавлен избыток кобальта, но не в виде какого-либо конкретного значения. Удобно, чтобы молярное соотношение изменялось от 4:1 до 1:4, предпочтительно, от 2:1 до 1:3, более предпочтительно, от 1:1 до 1:2.
Реакционная смесь предпочтительно должна включать промотор катализатора для увеличения скорости реакции. Подходящие промоторы включают источники одно- и многовалентных катионов металлов из слабых оснований, таких как соли щелочных, щелочноземельных и редкоземельных металлов и карбоновых кислот и третичных аминов. Промотор, как правило, должен присутствовать в количестве, находящемся в пределах от примерно 0,01 до примерно 0,6 моль на моль кобальта. Подходящие соли металлов включают ацетаты, пропионаты и октоаты натрия, калия и цезия; карбонат кальция и ацетат лантана. Предпочтительные промоторы, по причине их доступности и продемонстрированной способности ускорять преобразование этиленоксида, представляют собой диметилдодециламин и триэтиламин.
Гомогенные биметаллические катализаторы, описанные выше, могут быть получены многостадийным способом, как описано ниже. В объем настоящего изобретения входит также получение комплекса катализатора способом самосборки, где все компоненты катализатора вводят вместе в одно и то же время, но условия и, в частности, растворитель выбирают таким образом, чтобы способствовать образованию частиц лигированного рутения быстрее, чем частиц лигированного кобальта.
В многостадийном способе сначала получают компонент лигированного рутения, а затем к раствору комплекса рутения добавляют компонент карбонила кобальта и какой-либо промотор. Комплекс рутения образуется взаимодействием карбонила рутения, такого как додекакарбонил трирутения, со стехиометрическим количеством выбранного лиганда. Реакцию осуществляют в растворителе, в котором любые промежуточные соединения катализатора являются растворимыми. Раствор нагревают до температуры, находящейся в пределах от примерно 90 до примерно 130°C, предпочтительно, от примерно 100 до примерно 110°C в атмосфере монооксида углерода в течение времени, достаточного для завершения реакции лиганда с рутением, обычно, от примерно 1 до примерно 3 часов. Выбранный карбонил кобальта и любой используемый промотор затем добавляют к раствору лигированного карбонила рутения и раствор поддерживают при повышенной температуре в течение времени, равного от примерно 15 до примерно 60 минут.
В способе самосборки тщательный выбор предшественников катализатора и растворителя для получения катализатора является важным при получении желаемой композиции конечного катализатора. Для лиганда является необходимым взаимодействие с карбонилом рутения для получения какого-либо карбонила кобальта (0) восстановлением. Получение катализатора путем самосборки осуществляют объединением в растворителе соли кобальта, такой как октаноат кобальта, карбонила рутения (0), такого как додекакарбонил трирутения, и лиганда для рутения. Исходные ингредиенты присутствуют в соотношении Co:Ru, находящемся в пределах от примерно 1:0,15 до примерно 1:2, предпочтительно, 1:2, и в соотношении Ru:лиганд, находящемся в пределах от примерно 1:0,16 до примерно 1:1. Раствор нагревают при температуре, находящейся в пределах от примерно 110 до примерно 130°C, в восстановительной атмосфере, такой как CO:H2 1:4, в течение времени, эффективного для завершения, по существу, лигирования рутения, как правило, от примерно 1 до примерно 3 часов.
Оптимальное соотношение исходного оксирана и комплекса биметаллическогокатализатора частично зависит от конкретного используемого комплекса. Однако молярные соотношения оксирана и кобальта в комплексе катализатора, равные от 2:1 до 10000:1, как правило, являются удовлетворительными, при этом молярные соотношения от 50:1 до 500:1 являются предпочтительными.
В качестве вывода по отношению к реакции гидроформилирования по настоящему изобретению смесь продуктов предпочтительно извлекают разделением фаз с последующими несколькими стадиями дистилляции, чтобы сделать возможным рециркулирование непрореагировавших исходных материалов, а также катализатора и реакционного растворителя, для дальнейшего использования. Настоящее изобретение представляет промышленно-жизнеспособный способ с эффективным извлечением катализатора и с множеством циклов, по существу, полного рециркулирования катализатора в реакцию. Предпочтительный способ извлечения катализатора включает разделение жидкой двухфазной смеси, указанной выше, рециркулирование всего объема фазы реакционного растворителя в реактор и возвращение вместе с ним, по меньшей мере, от 60 до 90% масс. исходного катализатора.
При предпочтительном осуществлении настоящего способа условия реакции, такие как концентрация оксирана, концентрация катализатора, реакционный растворитель, концентрация продуктов, температура реакции и тому подобное, выбирают таким образом, чтобы получить гомогенную реакционную смесь при повышенных температурах и вызвать распределение реакционной смеси в фазу реакционного растворителя, содержащую большую часть катализатора, и при охлаждении смеси во вторую фазу, содержащую большую часть 1,3-пропандиола. Такое распределение облегчает выделение и извлечение продукта, рециркулирование катализатора и удаление тяжелых фракций из системы реакционных растворителей. Такой способ рассматривается как способ разделения фаз с рециркулированием катализатора/извлечением продукта.
В настоящем способе содержимому реактора дают возможность отстояться или его перемещают в подходящую емкость, находящуюся под давлением, равную реакционному давлению или близкую к нему, где при небольшом или значительном охлаждении могут образовываться различные фазы, которые существенно различаются, являясь значительно обогащенными продуктом или катализатором и реакционным растворителем. Фазу, обогащенную катализатором и реакционным растворителем, непосредственно рециркулируют для дальнейшего взаимодействия с вводимыми исходными материалами. Продукт извлекают из фазы, обогащенной продуктом, обычными способами.
Важно, чтобы данную реакцию проводили таким образом, чтобы диольный продукт поддерживался при уровнях концентрации в реакционной смеси, подходящих для разделения фаз. Предпочтительно, концентрация 1,3-пропандиола составляет от 1 до 50% масс. от общего количества смеси продуктов реакции. Более предпочтительно, концентрация 1,3-пропандиола составляет от 8 до 32% масс. от общего количества смеси продуктов реакции. Наиболее предпочтительно, концентрация 1,3-пропандиола составляет от 16 до 20% масс. от общего количества смеси продуктов реакции.
Температура во время спокойного отстаивания фаз должна находиться в пределах между температурой, немного превышающей температуру замерзания реакционной смеси, и температурой, по меньшей мере, на 10°C меньшей, чем температура реакции. Предпочтительно, температура во время разделения фаз понижается на 10-100°C, в зависимости от температуры реакции, и предпочтительно, от 10 до 40°C. Предпочтительно, температура во время разделения фаз должна составлять от 27 до 97°C, наиболее предпочтительно, от 37 до 47°C.
Поддерживается концентрация EO, предотвращающая образование легких спиртов и альдегидов, которые являются агентами, увеличивающими смешиваемость. Предпочтительно, оксираны должны поддерживаться в течение всей реакции при концентрации не менее чем примерно 0,2% масс. от общего количества смеси продуктов реакции, как правило, в пределах от 0,2 до 20% масс. от общего количества смеси продуктов реакции, предпочтительно, от 1 до 10% масс. от общего количества смеси продуктов реакции.
Реакция может быть проведена с помощью двухфазной системы. Однако выход и селективность доводятся до максимума, когда высокие концентрации продукта присутствуют в однофазной реакции и последующее разделение фаз осуществляется при охлаждении.
В дополнение к понижению температуры разделение реакционной смеси можно облегчить добавлением агента, индуцирующего расслоение фаз. Такой агент должен быть добавлен к реакционной смеси в количестве, находящемся в пределах от примерно 2 до 20% масс., предпочтительно, от 2 до 10% масс. и наиболее предпочтительно, от 4 до 8% масс. по отношению к общему количеству реакционной смеси. Подходящие агенты включают, но не ограничиваются ими, гликоли, такие как этиленгликоль, и линейные алканы, такие как гексан и додекан.
Оптимальное количество каждого агента, индуцирующего расслоение фаз, будет изменяться и может быть определено с помощью простого экспериментирования. Например, гексан индуцирует распределение реакционной смеси, когда присутствует в реакционном растворителе на основе метил-трет-бутилового эфира при концентрации примерно 16% масс. по отношению к общему количеству реакционного растворителя. По этой причине первичный реакционный растворитель и какой-либо агент, индуцирующий расслоение фаз, будет воздействовать на поведение реакционной смеси при ее распределении.
Распределение может быть осуществлено добавлением PDO в реакционную смесь, доводя концентрацию продукта до требуемой пропорции. Также увеличивающие смешиваемость спирты и агенты с подобной полярностью, такие как этанол, пропанол и изопропанол, могут быть сначала добавлены (сорастворитель, увеличивающий смешиваемость), а затем удалены перед следующим далее индуцированием разделения фаз. Например, в нормальных условиях реакции в реакционном растворителе на основе метил-трет-бутилового эфира гомогенная концентрация PDO, примерно 16% масс. примерно при 70°C, будет приводить к распределению реакционной смеси в фазу, обогащенную реакционным растворителем, и при понижении температуры до примерно 43°C в фазу, обогащенную PDO. Этанол способствует распределению смеси продуктов реакции при концентрации, находящейся в пределах от примерно 5 до примерно 8% масс.
Промышленный режим работы требует эффективного извлечения катализатора с помощью множества циклов, по существу, полного рециркулирования катализатора в реакцию. Предпочтительный способ извлечения катализатора включает разделение жидкой двухфазной смеси, приведенной выше, и рециркулирование объема фазы реакционного растворителя в реактор и, при этом, возвращение, по меньшей мере, от 60 до 90% масс. исходного катализатора.
Следующие далее примеры служат для дополнительной иллюстрации настоящего изобретения, раскрываемого в данном описании. Примеры предназначены только для иллюстрации и не должны рассматриваться как ограничивающие каким-либо образом объем настоящего изобретения. Специалисту в данной области будет очевидно множество вариантом, которые могут быть воплощены без отклонения от сущности описываемого изобретения.
Экспериментальная часть
В таблице 1 перечислены категории материалов, препаратов и аббревиатур, используемых в примерах.
Материалы и препараты
5:1 объем/объем смесь толуол/хлорбензол
Пример 1
Способ разделения фаз с рециркулированием катализатора/извлечением продукта с катализатором, полученным путем самосборки
В 300-мл автоклав в боксе с осушенной и очищенной инертной атмосферой добавляют 1,85 грамма (5,35 ммоль Co) этилгексаноата кобальта(II), 1,392 грамма (4,48 ммоль) 1,2-бис(9-фосфациклононил)этана, 0,509 грамма (2,3 ммоль Ru) додецилкарбонила трирутения, 145,85 грамма метил-трет-бутилового эфира (MTBE) и 0,30 грамма диметилдодециламина. Корпус автоклава герметизируют и присоединяют к лабораторной технологической установке. При давлении синтетического газа, имеющего соотношение H2:CO 4:1, равное 1500 фунт/кв.дюйм (10,3 мПа), в верхней части емкости смеси дают возможность достичь равновесия и обеспечить работу катализатора в течение 2 часов при 130°C. Температуру реактора понижают до 90°C. Добавляют 16,96 грамма этиленоксида (EO) и дают ему возможность взаимодействовать с вводимым синтетическим газом, имеющим соотношение H2:CO, равное 2:1, до тех пор, пока EO по существу, но не полностью израсходуется. Содержимое реактора переносят в условиях реакции в емкость для разделения фаз, где непосредственно начинается разделение фаз. Из емкости выделяют 12,94 грамма материала нижнего слоя. Реакционную маточную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 2. Данные по распределению катализатора представлены в таблице 3. Продукт, 1,3-пропандиол, производится со средней скоростью 20 г/л/час.
Пример 2
Способ разделения фаз, Рецикл 1
Рециркулированную реакционную жидкость из примера 1 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, имеющего соотношение H2:CO, равное 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа), до тех пор, пока EO по существу не израсходуется. Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где непосредственно начинается разделение фаз, которое приводит к выделению 8,22 грамма материала нижнего слоя. Реакционную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 2. Данные по распределению катализатора представлены в таблице 3. Средняя скорость реакции в течение данного рецикла составляет 14 г/л/час.
Пример 3
Способ разделения фаз, Рецикл 2
Рециркулированную реакционную маточную жидкость из примера 2 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, имеющего соотношение H2:CO, равное 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где непосредственно начинается разделение фаз, и выделяют 8,50 грамма материала нижнего слоя. Реакционную маточную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 3. Данные по распределению катализатора представлены в таблице 3. Средняя скорость реакции в течение данного рецикла составляет 37 г/л/час.
Пример 4
Способ разделения фаз, Рецикл 3
Рециркулированную реакционную жидкость из примера 3 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, имеющего соотношение H2:CO, равное 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где непосредственно начинается разделение фаз, и выделяют 19,50 грамма материала нижнего слоя. Реакционную маточную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 2. Данные по распределению катализатора представлены в таблице 3. Средняя скорость реакции в течение данного рецикла составляет 49 г/л/час.
Пример 5
Способ разделения фаз, Рецикл 4
Рециркулированную реакционную жидкость из примера 4 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа с отношением H2:CO, равным 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где непосредственно начинается разделение, и выделяют 32,80 грамма материала нижнего слоя. Реакционную маточную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 2. Данные по распределению катализатора представлены в таблице 3. Средняя скорость реакции в течение данного рецикла составляет 34 г/л/час.
Пример 6
Способ разделения фаз, Рецикл 5
Рециркулированную реакционную жидкость из примера 5 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, имеющего соотношение H2:CO, равное 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где непосредственно начинается разделение фаз, и выделяют 71,90 грамма материала нижнего слоя. Реакционную жидкость из верхнего слоя рециркулируют обратно в реактор. Композиции верхнего и нижнего слоя приведены в таблице 2. Данные по распределению катализатора представлены в таблице 3. Средняя скорость реакции в течение данного рецикла составляет 30 г/л/час.
Три наиболее важных результата для разделения фаз представляют собой: 1) достижение приемлемой достаточно высокой скорости получения PDO, 2) рециркулирование наибольшей части катализатора (в верхней фазе) и 3) извлечение концентрированного продукта (PDO) в нижней фазе.
Данные по скорости производства PDO в примерах выше демонстрируют, что достигается приемлемая скорость реакции и что катализатор является активным после 5 рециклов (#1).
В таблице 3 показано, что высокий процент катализатора непосредственно рециркулируется в верхней фазе (#2).
В таблице 2 показано высокое извлечение PDO в нижней фазе продукта и высокое рециркулирование EO в верхней, рециркулированной фазе (#3).
Первичные композиции при расслоении фаз
% масс.
% масс.
(г)
Данные по распределению катализатора
Пример 7
Разделение фаз с рециркулированием катализатора/ извлечением продукта с катализатором, полученным постадийным способом.
В 300-мл автоклав в боксе с осушенной и очищенной инертной атмосферой добавляют 2,14 грамма (6,90 ммоль) 1,2-бис(9-фосфациклононил)этана, 0,694 грамма (3,25 ммоль Ru) додецилкарбонила трирутения, 119 граммов метил-трет-бутилового эфира (MTBE). Корпус автоклава герметизируют и присоединяют к лабораторной технологической установке. В верхней части емкости при давлении 1500 фунт/кв.дюйм (10,3 мПа) синтетического газа, имеющего соотношение (H2:CO), равное 4:1, смеси позволяют достичь равновесия в течение 1 часа при 105°C. В реактор в условиях реакции добавляют раствор 1,11 грамма (6,50 ммоль Co) октакарбонила дикобальта и 0,108 грамма (1,32 ммоль) ацетата натрия в 33,3 грамма MTBE. Катализатору обеспечивают возможность работать при 105°C и 1500 фунт/кв.дюйм (10,3 мПа) в течение 1,75 часа. Температуру реактора снижают до 90°C. Проводят два отдельных добавления в целом 13,2 грамма этиленоксида (EO) и дают ему возможность взаимодействовать с вводимым синтетическим газом, имеющим соотношение (H2:CO), равное 2:1, до тех пор, пока по существу весь EO не израсходуется. Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз с контролируемой температурой. Разделяемым фазам дают возможность уравновеситься при 43°C. Нижнюю фазу, 36,8 грамма, отделяют. Верхнюю фазу рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 5. Продукт, 1,3-пропандиол получают со средней скоростью 26 г/л/час.
Пример 8
Способ разделения фаз, Рецикл 1
Рециркулированную реакционную жидкость из примера 7 нагревают до 90°C. Добавляют 14,74 грамма этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, имеющего соотношение H2:CO, равное 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз. После уравновешивания при 43°C отделяют 28,5 грамма материала нижней фазы. Реакционную маточную жидкость из верхней фазы рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 5. Средняя скорость реакции в течение данного рецикла составляет 24 г/л/час.
Пример 9
Способ разделения фаз, Рецикл 2
Рециркулированную реакционную жидкость из примера 8 нагревают до 90°C. Добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз. После уравновешивания при 43°C выделяют 24,8 грамма материала нижней фазы. Реакционную маточную жидкость верхней фазы рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 5. Средняя скорость реакции в течение данного рецикла составляет 35 г/л/час.
Пример 10
Способ разделения фаз, Рецикл 3
Рециркулированную реакционную маточную жидкость из примера 9 нагревают до 90°C. Добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз. После уравновешивания при 43°C выделяют 19,1 грамма материала нижней фазы. Реакционную маточную жидкость верхней фазы рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 5. Средняя скорость реакции в течение данного рецикла составляет 23 г/л/час.
Пример 11
Способ разделения фаз, Рецикл 4
Рециркулированную реакционную маточную жидкость из примера 10 нагревают до 90°C. Добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз. После уравновешивания при 43°C выделяют 38,9 грамма материала нижней фазы. Реакционную маточную жидкость верхней фазы рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 5. Средняя скорость реакции в течение данного рецикла составляет 18 г/л/час.
Пример 12
Способ разделения фаз, Рецикл 5
Рециркулированную реакционную маточную жидкость из примера 11 нагревают до 90°C. Добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать в атмосфере синтетического газа, 2:1, в верхней части емкости при 1500 фунт/кв.дюйм (10,3 мПа). Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз. После уравновешивания при 43°C выделяют 38,9 грамма материала нижней фазы. Реакционную маточную жидкость верхней фазы рециркулируют обратно в реактор. Композиции верхней и нижней фазы приведены в таблице 4. Данные по распределению катализатора представлены в таблице 6. Средняя скорость реакции в течение данного рецикла составляет 17 г/л/час.
Данные по скорости производства PDO в примерах выше демонстрируют, что достигается приемлемая скорость реакции и что катализатор является активным после 5 рециклов (#1).
Таблица 5 демонстрирует, что высокий процент катализатора непосредственно рециркулируется в верхнюю фазу (#2).
Таблица 4 демонстрирует высокое извлечение PDO в нижней фазе (#3).
Первичные композиции при расслоении фаз
% масс.
% масс.
(г)
Данные по распределению частиц катализатора
Пример 13
Рециркулирование полученного многостадийным способом катализатора из нижней фазы
Образцы нижнего слоя из примеров 7 и 8, обогащенные продуктом 1,3-пропандиола, отгоняют при 90-110°C в условиях вакуума, 60-4 мм рт.ст. В верхней части емкости отбирают реакционный растворитель на основе метил-трет-бутилового эфира и 1,3-пропандиола. Материал головной фракции более чем на 92% представляет собой 1,3-пропандиол. Дистилляцию осуществляют так, что отгоняется 75% массы начальной загрузки. 10-Граммовый образец нижней фракции от дистилляции, содержащей рециркулированный катализатор, некоторое количество 1,3-пропандиола и малые количества тяжелых фракций, загружают в 300-мл автоклав в боксе с осушенной и очищенной инертной атмосферой. В автоклав добавляют 74 грамма свежего реакционного растворителя на основе метил-трет-бутилового эфира. Автоклав герметизируют и присоединяют к лабораторной технологической установке. Маточную жидкость с катализатором нагревают до 90°C при перемешивании. При давлении синтетического газа, имеющего соотношение H2:CO, равное 4:1, в верхней части емкости добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать. Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где при 45°C начинается разделение фаз. После уравновешивания выделяют 12,6 грамма материала нижней фазы. Данная нижняя фаза содержит 56,47% продукта 1,3-пропандиола. Реакционную маточную жидкость верхней фазы рециркулируют обратно в реактор и нагревают до 90°C при давлении синтетического газа, имеющего соотношение (H2:CO), равное 2:1, в верхней части емкости. К данной фазе рециркулированного реакционного растворителя добавляют 11,00 граммов этиленоксида и дают возможность взаимодействовать. Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз, где при 43°C начинается разделение фаз. После уравновешивания выделяют 24,5 грамма материала нижней фазы. Данная нижняя фаза содержит 45,14% продукта 1,3-пропандиола. Данные реакции дают выход продукта 81%. Это доказывает, что катализатор остается прочным и все еще активным даже после отгонки из фазы продукта и двукратного рециркулирования через верхние фазы следующих далее реакций.
Пример 14
Использование гексана в качестве агента, индуцирующего расслоение фаз
В 300-мл автоклав в боксе с осушенной и очищенной инертной атмосферой добавляют 1,159 грамма (3,73 ммоль) 1,2-бис(9-фосфациклононил)этана, 0,696 грамма (3,27 ммоль Ru) додецилкарбонила трирутения, 119 граммов метил-трет-бутилового эфира (MTBE). Корпус автоклава герметизируют и присоединяют к лабораторной технологической установке. При давлении 1500 фунт/кв.дюйм (10,3 мПа) синтетического газа, имеющего соотношение H2:CO, равное 4:1, в верхней части емкости смеси дают возможность достичь равновесия в течение 1,5 часов при 105°C. В реактор в условиях реакции добавляют раствор 1,13 грамма (6,50 ммоль Co) октакарбонила дикобальта и 0,108 грамма (1,32 ммоль) ацетата натрия в 33,3 грамма MTBE. Катализатору дают возможность работать при 105°C и 1500 фунт/кв.дюйм (10,3 мПа) в течение 1,75 часа. Температуру реактора снижают до 90°C. Проводят одно добавление 22 граммов этиленоксида (EO) и дают ему возможность взаимодействовать с вводимым синтетическим газом, имеющим соотношение (H2:CO), равное 2:1. Содержимое реактора переносят под давлением синтетического газа в емкость для разделения фаз с контролируемой температурой. Дают возможность уравновешивания разделения фаз при 43°C. Выделяют 9,746 грамма нижней фазы. Верхнюю фазу рециркулируют обратно в реактор. По аналогичной методике указанных выше примеров к рециркулированному верхнему слою добавляют дополнительный этиленоксид и дают ему возможность взаимодействовать с последующим расслоением фаз, индуцируемым температурой. На третьем рециркулировании данного примера добавляют 11,00 граммов этиленоксида и дают ему возможность взаимодействовать при 90°C и 1500 фунт/кв.дюйм (10,3 мПа). Перенос в емкость для разделения фаз и последующее охлаждение до 35°C не дают видимого разделения фаз. Два раздельных добавления аликвот по 11,00 граммов этиленоксида с последующим взаимодействием в установленных условиях и охлаждение до 33°C не дают такой концентрации 1,3-пропандиола, при которой может быть осуществлено разделение фаз. Предполагают, что данная реакция приводит к некоторым побочным продуктам, таким как этанол и пропанол, которые по своей природе повышают смешиваемость и которые предотвращают разделение фаз. Добавление 10 граммов гексана, когда смесь находится в реакторе, в установленных условиях с последующим переносом в разделительную емкость и охлаждением индуцирует разделение фаз при 77°C. Это представляет собой один из путей изменения полярности данной системы с тем, чтобы могло индуцироваться расслоение фаз. Представляется даже возможным добавление, до реакции или во время нее, агентов, увеличивающих смешиваемость, для обеспечения прохождения однофазной реакции. Затем агенты, увеличивающие смешиваемость, могут быть удалены, например, дистилляцией или выпариванием, индуцируя расслоение фаз с целью извлечения продукта. После уравновешивания до 43°C выделяют образец нижнего слоя в 92,7 грамма, содержащий 48% продукта 1,3-пропандиола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНТЕЗ АЛИФАТИЧЕСКИХ 1,3-ДИОЛОВ С ИСПОЛЬЗОВАНИЕМ ПОНИЖЕННОЙ КОНЦЕНТРАЦИИ ЛИГАНДОВ И ЭКСТРАКЦИИ ВОДОЙ | 2003 |
|
RU2299192C2 |
| ОДНОСТАДИЙНЫЙ СПОСОБ ПОЛУЧЕНИЯ 1,3-ПРОПАНДИОЛА ИЗ ЭТИЛЕНОКСИДА И СИНТЕЗ-ГАЗА С КАТАЛИЗАТОРОМ С ФОСФОЛАНОАЛКАНОВЫМ ЛИГАНДОМ | 2002 |
|
RU2302897C2 |
| КОМПОЗИЦИЯ КАТАЛИЗАТОРА И ОДНОСТАДИЙНЫЙ СПОСОБ ПОЛУЧЕНИЯ 1,3-ПРОПАНДИОЛА ИЗ ЭТИЛЕНОКСИДА И СИНТЕТИЧЕСКОГО ГАЗА С ПОМОЩЬЮ КОМПОЗИЦИИ КАТАЛИЗАТОРА С N-ГЕТЕРОЦИКЛИЧЕСКИМ ЛИГАНДОМ | 2002 |
|
RU2297881C2 |
| КОМПОЗИЦИЯ КАТАЛИЗАТОРА И ОДНОСТАДИЙНЫЙ СПОСОБ ПОЛУЧЕНИЯ 1,3-ПРОПАНДИОЛА ИЗ ЭТИЛЕНОКСИДА И СИНТЕТИЧЕСКОГО ГАЗА С ПОМОЩЬЮ КОМПОЗИЦИИ КАТАЛИЗАТОРА НА ОСНОВЕ КОБАЛЬТА-ЖЕЛЕЗА | 2002 |
|
RU2297880C2 |
| ОДНОСТАДИЙНЫЙ СПОСОБ ПОЛУЧЕНИЯ 1,3-ДИОЛА | 2001 |
|
RU2257262C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,3-АЛКАНДИОЛОВ И 3-ГИДРОКСИАЛЬДЕГИДОВ | 1995 |
|
RU2149156C1 |
| СПОСОБ ПОЛУЧЕНИЯ 1,3-ПРОПАНДИОЛА ПУТЕМ КАТАЛИТИЧЕСКОГО ГИДРИРОВАНИЯ 3-ГИДРОКСИПРОПАНАЛЯ В ПРИСУТСТВИИ СОКАТАЛИЗАТОРА ГИДРАТАЦИИ | 2004 |
|
RU2351581C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,3-АЛКАНДИОЛОВ И 3-ГИДРОКСИАЛЬДЕГИДОВ | 1995 |
|
RU2142934C1 |
| УДАЛЕНИЕ ПРИМЕСЕЙ, ОБРАЗОВАННЫХ ПРИ ПОЛУЧЕНИИ 1,3-ПРОПАНДИОЛА | 2003 |
|
RU2320634C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,3-ДИОЛА | 2001 |
|
RU2261242C2 |
Изобретение относится к технологии получения 1,3-пропандиола гидроформилированием этиленоксида с одновременной стадией гидрирования. Способ включает: (а) контактирование смеси этиленоксида, монооксида углерода, водорода, несмешивающегося с водой реакционного растворителя и композиции катализатора гидроформилирования; (b) нагревание указанной реакционной смеси с получением однофазной смеси продуктов реакции, содержащей 1,3-пропандиол, причем разделение фаз может индуцироваться путем понижения температуры; (с) индуцирование разделения фаз, по меньшей мере, одним способом, выбранным из группы, включающей: (1) понижение температуры в сочетании с добавлением к смеси агента, индуцирующего расслоение фаз, (2) понижение температуры в сочетании с первым добавлением сначала сорастворителя, увеличивающего смешиваемость, и затем удаление сорастворителя, увеличивающего смешиваемость, (3) последующее добавление сначала сорастворителя, увеличивающего смешиваемость, затем удаление сорастворителя, увеличивающего смешиваемость, и (4) добавление агента, индуцирующего расслоение фаз, к смеси продуктов реакции, где разделение фаз приводит к возникновению первой фазы, содержащей основную часть реакционного растворителя, по меньшей мере, 50% мас. композиции катализатора плюс непрореагировавший этиленоксид, и второй фазы, которая содержит основную часть 1,3-пропандиола. Предпочтительно осуществлять экстрагирование остатка катализатора из второй фазы и его рециркулирование на стадию (а). Конечный продукт выделяется дистилляцией с рециклом непрореагировавших материалов. Технический результат - осуществление процесса в одну стадию с упрощением технологии разделения продуктов реакции. 10 з.п. ф-лы, 1 ил., 5 табл. 
(a) контактирование в реакционной емкости смеси этиленоксида, монооксида углерода, водорода, не смешивающегося с водой реакционного растворителя и композиции катализатора гидроформилирования;
(b) нагревание указанной реакционной смеси до температуры от 30 до 150°С и при давлении от 0,7 до 27,6 мПа (100-4000 фунт/дюйм2) в течение времени, эффективного для получения однофазной смеси продуктов реакции, содержащей 1,3-пропандиол; и
(c) индуцирование разделения фаз с помощью, по меньшей мере, одного способа, выбранного из группы, состоящей из:
(i) понижения температуры в сочетании с добавлением к смеси агента, индуцирующего расслоение фаз, в количестве, достаточном для индуцирования разделения фаз, (ii) понижения температуры в сочетании с первым добавлением сорастворителя, увеличивающего смешиваемость, для поддержания смеси продуктов реакции в одной фазе и затем удаления сорастворителя, увеличивающего смешиваемость, (iii) сначала добавления сорастворителя, увеличивающего смешиваемость, для поддержания смеси продуктов реакции в одной фазе и затем удаления сорастворителя, увеличивающего смешиваемость, и (iv) добавления агента, индуцирующего расслоение фаз, к смеси продуктов реакции в количестве, достаточном для индуцирования разделения фаз;
где разделение фаз приводит к получению первой фазы, содержащей основную часть реакционного растворителя, по меньшей мере, 50 мас.% композиции катализатора плюс непрореагировавший этиленоксид, и второй фазы, которая содержит основную часть 1,3-пропандиола.
| US 5304691 А, 19.04.1994 | |||
| US 5684214 A, 04.11.1997 | |||
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРОФОРМИЛИРОВАНИЯ ЭТИЛЕНОКСИДА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ 1,3-ПРОПАНДИОЛА И 3-ГИДРОКСИПРОПИОНОВОГО АЛЬДЕГИДА | 1991 |
|
RU2038844C1 |
| СПОСОБ ПОЛУЧЕНИЯ 1,3-АЛКАНДИОЛОВ И 3-ГИДРОКСИАЛЬДЕГИДОВ | 1995 |
|
RU2142934C1 |

