Изобретение относится к способу охлаждения и/или смазывания валков, в частности рабочих валков прокатной клети, и ленты, прокатываемой и пропускаемой между ними при прокатке.
В частности, при прокатке тонких слябов до малых конечных толщин в отдельных прокатных станах требуется сильное обжатие. При этом возникают чрезвычайно высокие механическая и термическая нагрузки на валки, особенно рабочие валки. Вследствие этого преимущественно в передних клетях поверхность валков ухудшается по мере увеличения числа прокатанных лент. Это выражается в виде становящихся шероховатыми валков и даже в "расслаивании" валков, причем в отдельных местах оксидный слой отделяется от валков. Возникающая при этом неравномерная шероховатость валков приводит в конце концов к закатыванию окалины в поверхность ленты, в результате чего качество поверхности ленты также изменяется в худшую сторону.
При предельно сильных обжатиях может возникнуть также вибрирование рабочих валков, т.е. торсионное колебание обоих рабочих валков по отношению друг к другу.
С помощью хорошего охлаждения валков на входной и выходной сторонах клети можно ограничить температуру валков и тем самым геометрическое расширение валков, однако оно не может устранить высокие термические нагрузки в очаге деформации и тем самым вышеназванные трудности.
Из уровня техники (DE 4134599 С1) известна одна из мер борьбы против высокой термической нагрузки в очаге деформации, заключающаяся в переохлаждении поверхности ленты и поверхности валков незадолго до очага деформации. Таким образом, переохлаждение поверхностных слоев валков и прокатываемой ленты вызывает небольшой тепловой поток внутрь валка. Для достижения, однако, этим способом достаточного охлаждающего действия требуется относительно большое количество воды, причем при сильном обжатии по толщине этого действия, тем не менее, недостаточно.
Другой способ предотвращения или уменьшения расслаивания валков и закатывания окалины состоит согласно ЕР 0908248 А2 в смазывании валков.
Также зарекомендовавший себя способ нанесения состоит далее в том, чтобы разбрызгивать на валки перед очагом деформации масляно-водяную смесь. При этом небольшое количество воды служит несущей средой для масла. За счет подачи смазки должен быть снижен коэффициент трения и частично получен масляный разделительный слой, который защищает валок от износа.
По экономическим соображениям, а также с целью защиты окружающей среды примешивание масла для получения масляно-водяной смеси, например, в охлаждающем брусе согласно DE 4134599 является нежелательным при использовании большого количества воды. Другой причиной этого является то, что при большом количестве воды потребовалось бы также соответственно большое количество масла с тем, чтобы соотношение смеси оставалось оптимальным и достигалось смазочное действие. По этой причине часто используют отдельный небольшой смазочный брус с небольшим количеством воды в качестве несущей среды для нанесения масла.
Однако и у этого способа результат при сильном обжатии никоим образом не является удовлетворительным в отношении расслаивания и шероховатости валков. Констатируется лишь заметное гашение вибрации.
Из другой области техники для смазывания и охлаждения заготовок в процессах обработки резанием согласно ЕР 0690766 известна подача к заготовкам по меньшей мере двух не смешиваемых между собой жидкостей, а именно жидкости для снижения трения между лезвием и заготовкой и жидкости для охлаждения лезвия и заготовки, причем обе жидкости хранятся отдельно друг от друга, транспортируются по отдельным подающим трубопроводам к органу нанесения и разбрызгиваются с помощью этого органа по обрабатываемой заготовке.
К тому же в описании говорится, что с помощью таких способа и устройства достигается существенное повышение смазочно-охлаждающего действия, а необходимые для этого средства и затраты на материал, энергию и устройства сохраняются в более выгодных экономических пределах.
Далее говорится, что за счет нанесения смазочного и охлаждающего средств на отдельные места заготовки и за счет образующейся в результате этого пленки смазочного средства с предельно высокими адгезией и прочностью на срез возникает существенное улучшение смазочного действия и вследствие этого уменьшение трения на заготовке, инструменте и стружке с небольшой выделяющейся при трении теплотой, так что вследствие более благоприятных за счет этого условий охлаждения одновременно повышается качество обработанных поверхностей, снижается потребность в энергии и повышается стойкость инструментов.
В значительной степени аналогичный способ смазывания и охлаждения лезвий или заготовок известен, кроме того, из DE 4309134 А1, где при относительном перемещении лезвия и заготовки в направлении зоны резания сначала разбрызгивают смазочное средство и лишь затем охлаждающее средство в зависимости от требуемого охлаждения инструмента и заготовки. Для этого определяют температуру лезвия или инструмента, либо заготовки, и скорость нанесения одной из обеих жидкостей устанавливают в зависимости от этой температуры.
В JP-А-07068310 описаны устройство для водяного охлаждения поверхности прокатываемой ленты и устройство для подачи прокатного масла, отделенные водяными скребками. Оба устройства расположены вблизи очага деформации между верхним и нижним валками, причем смазка валков происходит посредством устройства для подачи прокатного масла с тем, чтобы уменьшить термическую нагрузку, благодаря чему за счет снижения коэффициента трения уменьшаются тепловыделение и нагрузка на валки. В результате валок освобождается от шероховатой поверхности, и, поскольку температура поверхности прокатываемой ленты снижается, устраняются вторичное окалинообразование и царапины от окалины.
В JP-А-11-290932 описаны находящиеся непосредственно рядом с очагом деформации между верхним и нижним рабочими валками и верхним и нижним опорными валками охлаждающие устройства для охлаждения прокатываемой ленты, а также устройства для подачи прокатного масла и охлаждающие устройства, отделенные скребками для воды. Преимущественно предусмотрены устройства для нанесения смазочного средства путем смешивания смазочного масла и охлаждающей воды. Скорость течения охлаждающей воды для охлаждения верхней и нижней поверхностей прокатываемой ленты посредством сопел на входной стороне клети устанавливают на значение 75 м/с.
В JP-А-07-075809 при высокоскоростной прокатке стали с высоким содержанием углерода описано применение высокоосновного сульфоната соли металла для нанесения на поверхность по меньшей мере одного рабочего валка. Для надежных нанесения и адгезии к поверхности валка предусмотрено устройство для нанесения и экранирования сульфоната, которое расположено между водяным скребком и устройством для нанесения смазочного средства под устройством для распыления охлаждающей воды на входной стороне валков. Это означает, что нанесение сульфоната происходит отдельно от обычно применяемого смазочного средства.
В SU-А-1761322 описано нанесение смазочно-охлаждающего средства на поверхности валков. Смазочное средство состоит из омыленных жирных кислот. Преимущество состоит в том, что процесс повышает сопротивление истиранию и качество прокатываемой ленты на коэффициент, составляющий от 2,5 до 3,4.
Исходя из вышеописанного уровня техники задача настоящего изобретения состоит в улучшении охлаждения и смазывания валков высоконагруженной прокатной клети и более экономичном использовании смазочных средств.
Для решения этой задачи изобретение предусматривает способ описанного в ограничительной части п.1 формулы вида для охлаждения и смазывания валков, в частности рабочих валков прокатной клети, и прокатываемой и пропускаемой между ними ленты (полосы), согласно которому в зависимости от краевых условий и требований (потребностей) наносят либо только смазочное средство, либо активируют только охлаждение прокатываемой ленты.
Большим преимуществом этого способа является оптимальное использование смазочного или охлаждающего действия обеих сред, т.е. воды и смазочного средства (материала), и вместе с тем одновременное снижение силовых и трудовых затрат, что обусловлено минимальными коэффициентами трения на валках. Шлифованная поверхность валка выдерживает даже максимальные нагрузки. Наблюдавшиеся до сих пор отслоения материала валков предотвращены. Поверхность катаной ленты остается оптимально гладкой. Включения окалины и следы вибрации на поверхности ленты устранены.
В другом своем усовершенствованном варианте изобретение предлагает нанесение водяных струй на входной стороне перед очагом деформации на верхней и/или нижней стороне относительно ленты, причем водяные струи направляют предпочтительно на ленту, и при этом нанесение смазочного средства осуществляют сверху и снизу соответственно на один и тот же участок валков - если смотреть в направлении их вращения - на входной стороне перед участками нанесения воды. Следовательно, согласно изобретению происходит непосредственное нанесение воды перед очагом деформации на верхней и/или нижней стороне относительно ленты, причем водяные струи ориентированы преимущественно на ленту с тем, чтобы, по возможности, не смыть предварительно нанесенное смазочное масло. Тем не менее, за счет ориентации водяных струй согласно изобретению происходит косвенное дополнительное охлаждение поверхности валков.
Для оптимизации комбинированного использования охлаждения поверхности ленты и валков, а также смазывания валков согласно другому предложенному в изобретении способу охлаждение валков на входной стороне деактивируют (выключают) в случае активирования смазывания, причем для интенсификации охлаждения валков на выходной стороне используют ненужную (лишнюю) на входной стороне воду. Дополнительное интенсивное охлаждение валков на выходной стороне происходит исключительно разбрызгиваемыми водяными струями. При неактивированном смазывании активируется охлаждение валков на входной стороне.
В одном из вариантов изобретения может быть предпринята такая мера, которая заключается в том, что нанесение на ленту водяных струй осуществляют на входной стороне и, по возможности, вплотную перед очагом деформации с направлением струй навстречу направлению движения ленты, причем и в этом случае должно быть предусмотрено разделение мест нанесения воды и смазочного средства.
Устройство согласно изобретению для охлаждения и/или смазывания валков, в частности рабочих валков прокатной клети и прокатанной и пропущенной между ними ленты с использованием воды в виде разбрызгиваемых струй, в качестве охлаждающей среды и смазочного средства предусматривает, что для указанных сред - воды и смазочного средства - предназначены отдельные резервуары, а также отдельные подающие трубопроводы к органам нанесения воды и к органам нанесения смазочного средства.
Для того чтобы отделить друг от друга места нанесения воды и смазочного средства из обоих разбрызгивающих брусьев, в одном варианте выполнения устройства предложено, что расположение органов разбрызгивания смазочного средства предусмотрено у верхнего валка над скребком и у нижнего валка под скребком, благодаря чему предпочтительным образом можно прибегнуть к и без этого имеющимся в прокатных клетях скребкам. Далее, под верхним скребком на входной стороне и над нижним скребком на входной стороне может быть помещен направленный на прокатываемую ленту дефлектор или рассекатель для разбрызгиваемых струй с тем, чтобы разбрызгиваемую воду как можно более равномерно и без образования полос распределить по прокатываемой ленте.
При этом речь может идти об одном листе на каждую сторону, а также о двух листах, которые воронкообразно фокусируют водяную струю с тем, чтобы достичь оптимальной равномерности струи охлаждающего средства по ширине прокатываемой поверхности.
В качестве альтернативы охлаждению ленты можно использовать также так называемую водяную завесу, например, согласно DE 2804982, причем вода выходит из прямоугольной щели и разбрызгивается на ленту. При этом оптимизация водяной завесы предусматривает, что ширину отверстия выходной щели можно регулировать с тем, чтобы, например, в целях очистки или при изменениях количеств воды реализовать максимально благоприятные условия.
Нанесение смазочного средства над верхним или под нижним скребком позволяет также улавливать смазочное средство после нанесения.
Из этого следует другой предлагаемый изобретением вариант нанесения смазочного средства, согласно которому разбрызгиваемое по валку смазочное средство ограничивают в экранирующей чаше и отводят назад или в сторону, что обеспечивает отвод и/или подготовку к повторному использованию и/или удаление смазочного средства отдельно от остальных охлаждающих сред.
Подробности, признаки и преимущества настоящего изобретения приведены в нижеследующем пояснении примеров выполнения, схематично изображенных на чертежах, которые представляют собой:
фиг.1 - вид сбоку устройства для охлаждения и смазывания валков со схематично обозначенными разбрызгиваемыми струями воды и смазочного средства;
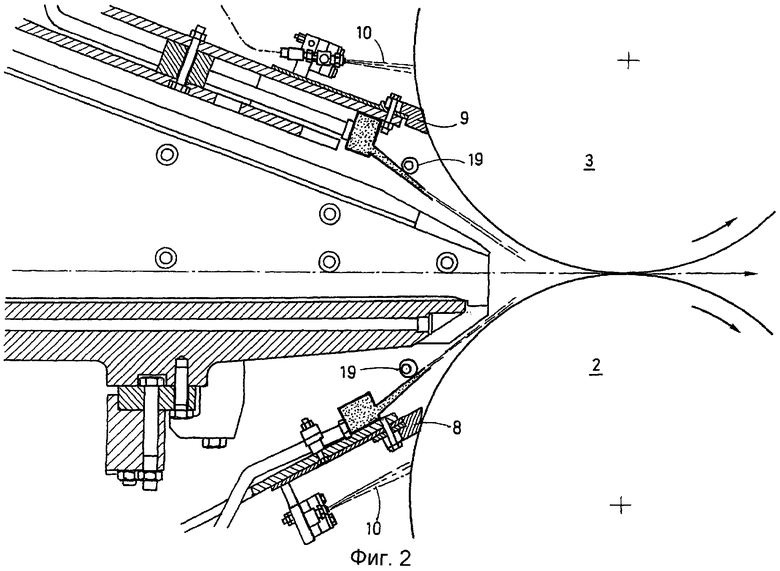
фиг.2 - другое расположение сопел для охлаждения ленты непосредственно перед очагом деформации при использовании водяной завесы;
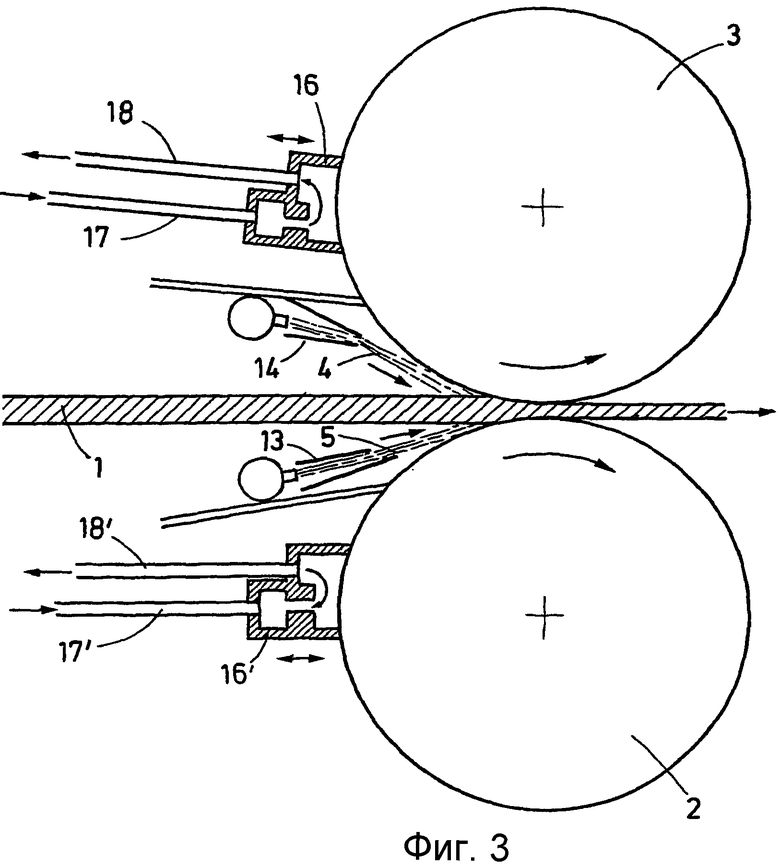
фиг.3 - альтернативное расположение дефлекторов и экранирующих чаш для отдельного отвода смазочного средства.
Согласно фиг.1 лента 1, прокатываемая между рабочими валками 2, 3 прокатной клети (не показана), уменьшается по толщине примерно на 50% за единственный проход. Последующие клети (также не показаны) осуществляют приблизительно такое же по величине обжатие. Для того чтобы ограничить высокую механическую и термическую нагрузку и не ухудшить поверхности валков даже при всевозрастающем количестве прокатанных лент, осуществляют комбинированное использование охлаждения поверхности ленты и смазки поверхности валков с помощью следующих мер.
У изображенного охлаждающе-смазочного устройства для указанных сред - воды и смазочного средства - предназначены отдельные резервуары (не показаны) и отдельные подающие трубопроводы (не показаны) к органам 11, 11′; 11′′ нанесения воды 4, 5 и к отдельным органам 12, 12′ нанесения смазочного средства 10, 10′. В целом, эти органы нанесения выполнены в виде смазочных и охлаждающих брусьев. Расположение смазочных брусьев 12 предусмотрено у верхнего рабочего валка 3 над скребком 9. Расположение смазочного бруса 12′ предусмотрено у нижнего рабочего валка 2 под скребком 8. Верхний водяной охлаждающий брус 11 для охлаждения верхней стороны ленты 1 расположен под скребком 9, а нижний водяной охлаждающий брус 11 для охлаждения нижней стороны ленты 1 - над скребком 8. С помощью водяных охлаждающих брусьев 11 разбрызгиваемые водяные струи 4, 5 направляют на поверхности прокатываемой ленты перед очагом деформации рабочих валков 2, 3. С помощью дефлектора 14 над и дефлектора 13 под прокатываемой лентой 1 разбрызгиваемые водяные струи 4, 5 отклоняют так, что они, по возможности, непосредственно попадают в зону очага деформации на входной стороне и там на участки 7, 7′ нанесения для непосредственного охлаждения прокатываемой ленты 1 и для косвенного охлаждения рабочих валков 2, 3 с целью достижения оптимального эффекта.
Альтернативное расположение дефлекторов видно из фиг.3. При этом водяную струю посредством двух дефлекторов воронкообразной формы фокусируют с тем, чтобы достичь максимальной равномерности струи по ширине прокатки.
Для образования струй 10, 10′ разбрызгиваемого смазочного средства предусмотрены смазочные брусья 12, 12′. Смазочное средство наносят для достижения как можно более способной к адгезии пленки на в значительной степени свободный от воды участок поверхности рабочих валков. При этом разбрызгиваемое масло 10, 10′ - если смотреть в направлении вращения валков - наносят в одном и том же месте вплотную перед скребками 8, 9.
Для дальнейшего интенсивного охлаждения рабочих валков 2, 3 на их выходной стороне расположены дополнительные охлаждающие брусья 11′, которые направлены на поверхности валков и разбрызгивают исключительно водяные струи 4, 5. Охлаждающая вода, подаваемая на выходной стороне рабочих валков охлаждающими брусьями 11′, экранируется опорными валками 15, 15′, так что участки 6, 6′ остаются сухими.
Смазочными и охлаждающими брусьями 11, 12 можно управлять таким образом, что происходит деактивирование водяного охлаждения 11′′ на входной стороне в случае активирования смазывания и активирование охлаждения 11′′ валков при неактивированном смазывании. В случае, если охлаждение 11′′ валков на входной стороне деактивировано, ненужную (лишнюю) воду подают оттуда для интенсификации охлаждения валков на выходной стороне, т.е. к расположенным там охлаждающим брусьям 11′. Также можно переключиться с комбинированного охлаждения и смазывания валков с отдельными местами нанесения исключительно на водяное охлаждение, причем все изображенные водяные охлаждающие брусья 11, 11′; 11′′ активированы, а все смазочные брусья 12 деактивированы.
Дополнительный вариант расположения показан на фиг.2 для охлаждения ленты непосредственно перед очагом деформации. Здесь вода 4, 5 выходит из прямоугольной щели и разбрызгивается по ленте 1. С помощью эксцентрикового регулятора 19, приводимого в действие вручную или электроприводом, можно непрерывно регулировать ширину щели или отверстия посредством вращения вала.
Еще один вариант выполнения подачи смазочного средства на фиг.3 предусматривает далее, что разбрызгиваемое по рабочему валку смазочное средство 10, 10′ направляют в экранирующей чаше 16, 16′ мимо валка и затем возвращают обратно. Откидная экранирующая чаша содержит подающий трубопровод 17, 17′ для смазочного средства 10, 10′ и отводящий трубопровод 18, 18′.
В зависимости от варианта выполнения смазочное средство можно отвести в сторону, а затем собрать. За счет этого, при необходимости, возможна подготовка к повторному использованию или удаление смазочного средства. Это препятствует его обогащению в охлаждающем контуре.
Показанное на фиг.1-3 расположение смазочных и охлаждающих брусьев для смазочного средства и разбрызгиваемых водяных струй и реализованный с их новым расположением способ охлаждения и смазки рабочих валков прокатной клети не ограничен только изображенным примером выполнения, а включает в себя также другие варианты, если они отвечают изобретению.
Перечень ссылочных позиций
1 - прокатываемая лента
2 - нижний рабочий валок
3 - верхний рабочий валок
4 - верхняя разбрызгиваемая водяная струя
5 - нижняя разбрызгиваемая водяная струя
6 - участок нанесения смазочного средства
7 - участок нанесения воды
8 - нижний скребок
9 - верхний скребок
10 - смазочное средство
11 - орган нанесения воды
12 - орган нанесения смазочного средства
13 - нижний дефлектор
14 - верхний дефлектор
15 - опорный валок
16 - экранирующая чаша
17 - подающий трубопровод
18 - отводящий трубопровод
19 - эксцентриковый регулятор
Изобретение относится к способу и устройству для охлаждения и/или смазывания валков, в частности рабочих валков прокатной клети, и прокатываемой и пропускаемой между ними ленты с использованием воды в виде разбрызгиваемых струй в качестве охлаждающей среды и масла, масляно-воздушной смеси, масляно-водяной смеси или масляно-воздущно-водяной смеси, а также смесей с консистентной смазкой в качестве смазочного средства. Задача изобретения - улучшение смазочно-охлаждающего действия. В способе предусмотрено комбинированное использование охлаждения поверхности ленты и валков, а также смазывания валков на входной стороне клети, при котором обе среды - воду и смазочное средство - подают к валкам и прокатываемой ленте по отдельности и наносят в разное время в разных местах поверхности валков и ленты. В устройстве для воды и смазочного средства предусмотрены отдельные резервуары, а также отдельные подающие трубопроводы к разбрызгивающим брусьям для воды и к разбрызгивающим брусьям для смазочного средства. Изобретение обеспечивает возможность оптимального использования смазочной и охлаждающей сред при снижении коэффициента трения на валках. 3 н. и 10 з.п. ф-лы, 3 ил.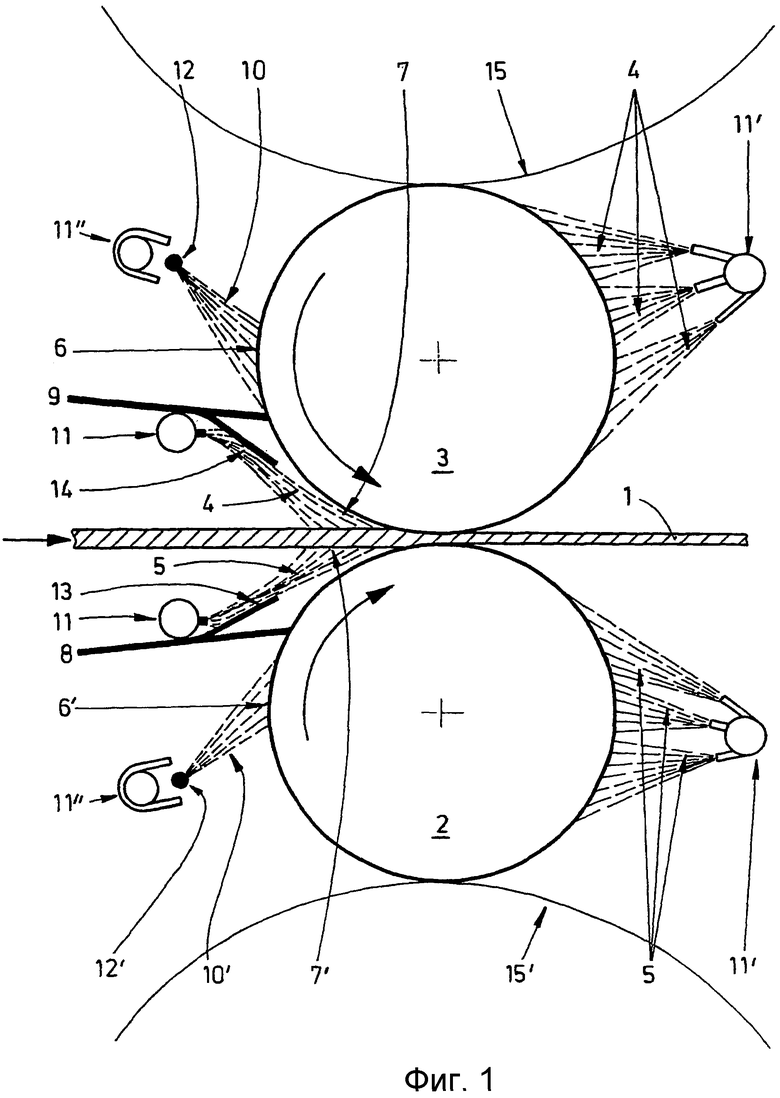
| JP 07068310 А, 14.03.1995 | |||
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ РЕЖУЩИХ ЛЕЗВИЙ ИНСТРУМЕНТА И/ИЛИ ЗАГОТОВОК В ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2135343C1 |
| Способ обработки прокатных валков | 1991 |
|
SU1835329A1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |

