Изобретение касается способа прокатки, в частности холодной прокатки, прокатываемого материала, при котором прокатываемый материал направляется через межвалковый зазор между двумя рабочими валками прокатной клети, и контактная зона, в которой контактная поверхность прокатываемого материала прилегает к рабочему валку, смазывается.
При этом прокатываемый материал представляет собой металлическую прокатываемую полосу, которая тянется вращающимися рабочими валками через межвалковый зазор для уменьшения ее толщины. Смазка контактной зоны, в которой прокатываемый материал находится в контакте с рабочим валком, уменьшает трение между прокатываемым материалом и рабочим валком. Для уменьшения температуры и износа рабочих валков рабочие валки, как правило, охлаждаются. Известны разные способы и устройства для смазки контактных зон, в которых прокатываемый материал находится в контакте с рабочими валками.
EP 2 651 577 B1 раскрывает способ нанесения смазочного средства при прокатке металлической прокатываемой полосы, которая направляется сквозь межвалковый зазор между двумя рабочими валками. При этом в распылительном устройстве создается смесь из смазочного средства и газа-носителя, и эта смесь с помощью разбрызгивающих форсунок наносится на поверхность по меньшей мере одного рабочего валка и/или на поверхность прокатываемой полосы.
WO 2013/029886 A1 раскрывает способ эксплуатации реверсивного прокатного стана, имеющего по меньшей мере одну реверсивную прокатную клеть для прокатки прокатываемого материала и моталку для наматывания прокатываемого материала после прохода при прокатке. При этом посредством устройства для нанесения прокатного масла, которое расположено между указанной по меньшей мере одной реверсивной прокатной клетью и моталкой, на прокатываемый материал наносится исключительно прокатное масло без воды в качестве среды-носителя.
WO 00/64605 A1 раскрывает прокатную систему, имеющую по меньшей мере одну прокатную клеть для прокатки металлической полосы и предназначенное для прокатной клети смазочное устройство для распределенного по ширине металлической полосы нанесения некоторого количества смазочного средства на металлическую полосу. Смазочное устройство имеет основное смазочное устройство и дополнительное смазочное устройство, при этом количество и распределение смазочного средства, наносимого основным смазочным устройством во время прохода, постоянно, а количество и/или распределение смазочного средства, наносимого дополнительным смазочным устройством, является регулируемым. За прокатной клетью с помощью устройства для регистрации характеристики смазки по ширине металлической полосы определяется характеристика смазки и используется для регулирования количества и/или распределения смазочного средства и/или по меньшей мере одного параметра прокатки.
EP 1 750 864 B2 раскрывает способ и устройство для охлаждения и/или смазки валков и/или прокатываемого материала. При этом из нескольких форсунок/рядов форсунок, с одной стороны, на валки наносится охлаждающая среда, а для смазки, с другой стороны, перед межвалковым зазором на прокатываемый материал основное масло, при этом охлаждающая среда наносится на валки отдельно от основного масла, а исключительно основное масло без воды в качестве среды-носителя в очень малом количестве относительно обычного количества прямо на прокатываемый материал по всей его ширине.
EP 0 794 023 A2 раскрывает прокатный стан и способ холодной прокатки прокатываемого материала, при котором непосредственно перед межвалковым зазором между прокатываемым материалом и рабочими валками вводится прокатное масло, а на рабочие валки наносится охлаждающая вода.
WO 2013/120750 A1 раскрывает устройство и способ смазки валков прокатной клети, при этом посредством смесительно-распылительного устройства создается смесь из воды и масла, и эта смесь разбрызгивается на по меньшей мере один из валков прокатной клети и/или на поверхность прокатываемого материала.
JP H01 218710 A раскрывает способ смазывания и охлаждения прокатываемого материала в прокатной клети, при котором на выходной стороне на валки наносится охлаждающее средство, а на входной стороне смазочное средство, и при этом при потребности перед прокатной клетью на прокатываемую полосу может подаваться через форсунки дополнительное смазочное средство.
По WO2007/025682 A1 у прокатной клети на входной стороне смазочное средство наносится на рабочие валки или, соответственно, прямо на верхнюю и нижнюю сторону прокатываемой полосы для достижения лучших качеств полосы за счет более стабильного процесса прокатки, в частности за счет настройки трения в межвалковом зазоре. При этом управление всем подаваемым количеством смазочного средства осуществляется с помощью математической модели в зависимости от технологических данных, так что наносится лишь столько смазочного средства, сколько требуется в процессе прокатки.
В основе изобретения лежит задача, предложить улучшенный способ прокатки прокатываемого материала, при котором прокатываемый материал направляется через межвалковый зазор между двумя рабочими валками прокатной клети, и контактные зоны, в которых прокатываемый материал находится в контакте с рабочими валками, смазываются.
Задача в соответствии с изобретением решается с помощью признаков п.1 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
В предлагаемом изобретением способе прокатки прокатываемого материала прокатываемый материал в направлении прокатки через межвалковый зазор между двумя рабочими валками прокатной клети, и в контактную зону, в которой контактная поверхность прокатываемого материала прилегает к рабочему валку, вводится смазочно-охлаждающее средство для смазки контактной зоны. Далее, определяется потребность в смазке контактной зоны в зависимости от по меньшей мере одного технологического параметра процесса прокатки, и в направлении прокатки перед межвалковым зазором на заданном расстоянии нанесения на контактную поверхность прокатываемого материала наносится дополнительное смазочное средство, если вводимое в данный момент в контактную зону количество смазочно-охлаждающего средства не покрывает потребность в смазке.
То есть этот способ предпочтительно позволяет в зависимости от потребности дополнительно к смазочно-охлаждающему средству применять дополнительное смазочное средство для смазки контактной зоны между прокатываемым материалом и рабочим валком, если вводимое количество смазочно-охлаждающего средства не позволяет осуществлять достаточную смазку. Дополнительная смазка сокращает трение в межвалковом зазоре между прокатываемым материалом и рабочим валком в контактной зоне и при этом предпочтительно позволяет экономить энергию благодаря более низкой требуемой мощности привода рабочего валка. Благодаря улучшенной с помощью дополнительного смазочного средства смазке возникает возможность прокатывать также более высокопрочный прокатываемый материал при приемлемом обжатии за проход, так как при прокатке более высокопрочного прокатываемого материала возникают повышенные усилия прокатки, и поэтому возникает повышенная потребность в смазке. Благодаря этому создаваемый данной прокатной клетью сортамент продуктов предпочтительно расширяется. При зависящем от продукта и/или технологического процесса выборе применяемого дополнительного смазочного средства может дополнительно повышаться гибкость производства. При зависящем от потребности нанесении дополнительного смазочного средства, кроме того, становится возможной смазка, не зависящая от охлаждения.
Кроме того, благодаря тому, что дополнительное смазочное средство наносится на прокатываемый материал на заданном расстоянии нанесения перед межвалковым зазором, дополнительное смазочное средство действует на прокатываемый материал до тех пор, пока оно не достигнет межвалкового зазора. Благодаря этому долгому времени воздействия предпочтительно улучшается эффект смазки (так называемый Plate-Out (англ. выделение, осаждение)) дополнительного смазочного средства в контактной зоне по сравнению с нанесением дополнительного смазочного средства на прокатываемый материал непосредственно перед межвалковым зазором.
Изобретение предусматривает, чтобы вводимое в контактную зону количество смазочно-охлаждающего средства уменьшалось, когда на контактную поверхность наносится дополнительное смазочное средство. Этим учитывается возможность повторного смывания дополнительного смазочного средства смазочно-охлаждающим средством. Поэтому целесообразно уменьшать количество смазочно-охлаждающего средства, когда наносится дополнительное смазочное средство, чтобы предотвращать или, соответственно, уменьшать этот эффект смывания смазочно-охлаждающего средства.
Применение дополнительной смазки повышает, кроме того, чистоту поверхности прокатываемого материала, т.е. сокращает остающийся на прокатываемом материале после прокатки продукт истирания железа. Поэтому дополнительная смазка может также предпочтительно применяться для производства прокатываемого материала, имеющего повышенные требования к чистоте поверхности прокатываемого материала.
Один из вариантов осуществления изобретения предусматривает, что наносимое на контактную поверхность прокатываемого материала количество дополнительного смазочного средства регулируется в зависимости от определенной для данной контактной зоны потребности в смазке. Благодаря этому применяемое количество дополнительного смазочного средства может предпочтительно адаптироваться к потребности в смазке, так что, с одной стороны, в любое время достигается достаточная смазка контактной зоны, а с другой стороны, предотвращается чрезмерное количество дополнительного смазочного средства, которое вызывало бы буксование рабочего валка по прокатываемому материалу.
Другой вариант осуществления изобретения предусматривает, что в качестве технологических параметров для определения потребности в смазке используется или используются скорость прокатываемого материала и/или прочность на сжатие прокатываемого материала и/или шероховатость прокатываемого материала и/или относительная скорость между контактной поверхностью прокатываемого материала в некотором месте отсчета и поверхностью рабочего валка и/или толщина прокатываемого материала и/или вязкость смазочно-охлаждающего средства.
Использование скорости прокатываемого материала в качестве технологического параметра для определения потребности в смазке особенно предпочтительно, потому что трение в межвалковом зазоре между прокатываемым материалом и рабочими валками и вместе с тем потребность в смазке сильно зависят от скорости прокатываемого материала. Трение в межвалковом зазоре, кроме того, существенно зависит от прочности на сжатие и шероховатости прокатываемого материала, поэтому и эти свойства прокатываемого материала предпочтительно пригодны в качестве технологических параметров для определения потребности в смазке. Кроме того, учет этих свойств прокатываемого материала делает возможной, в частности, предпочтительно специфическую для каждого продукта смазку контактной зоны.
Относительная скорость между контактной поверхностью прокатываемого материала и поверхностью рабочего валка зависит от места, в котором рассматривается скорость контактной поверхности, так как толщина прокатываемого материала в контактной зоне изменяется, и поэтому контактная поверхность перед межвалковым зазором движется медленнее, а за межвалковым зазором быстрее, чем поверхность рабочего валка. Поэтому относительная скорость между контактной поверхностью прокатываемого материала и поверхностью рабочего валка должна относиться к некоторому месту отсчета, неподвижному относительно межвалкового зазора. Эта относительная скорость является мерой относительного движения контактной поверхности по отношению к рабочему валку в контактной зоне. Это относительное движение приводит к пластическим деформациям поверхностной микроструктуры прокатываемого материала и при этом влияет на распределение пристающего в углублениях контактной поверхности дополнительного смазочного средства, что, в свою очередь, влияет на трение в межвалковом зазоре. Поэтому относительная скорость между контактной поверхностью прокатываемого материала в некотором месте отсчета и поверхностью рабочего валка также пригодна в качестве технологического параметра для определения потребности в смазке.
Относительная скорость между контактной поверхностью прокатываемого материала и поверхностью рабочего валка в некотором месте отсчета может рассчитываться, например, из мгновенной угловой скорости и радиуса рабочего валка, расстояния от места отсчета до межвалкового зазора, толщины прокатываемого материала перед и за межвалковым зазором, и скорости прокатываемого материала перед или за межвалковым зазором, см. об этом, напр., уравнение (3.13) на странице 113 в Х. Хофманн, Р. Нойгебауэр и Г. Шпур (под редакцией), «Справочник по обработке давлением», 2-е издание, издательство Карл Ханзер, 2012, ISBN 978-3-446-42778-5. Относительная скорость между контактной поверхностью прокатываемого материала и поверхностью рабочего валка в некотором месте отсчета может, таким образом, определяться из названных величин, которые могут легко находиться путем измерений и чаще всего, так или иначе, уже регистрируются, по меньшей мере приблизительно.
Поэтому учет названных технологических параметров при определении потребности в смазке позволяет, в частности, с помощью адаптированной к технологическим параметрам дополнительной смазки сокращать потребную мощность привода рабочих валков, прокатывать прокатываемый материал с высокой прочностью на сжатие или же повышать общую производительность процесса прокатки за счет повышения скорости прокатываемого материала и/или сокращения перебоев прокатки из-за недостаточной смазки.
Другой вариант осуществления изобретения предусматривает, что вводимое в контактную зону количество смазочно-охлаждающего средства регулируется в зависимости от указанного по меньшей мере одного технологического параметра процесса прокатки. Путем регулировки также количества смазочно-охлаждающего средства в зависимости от указанного по меньшей мере одного технологического параметра процесса прокатки может, в частности, учитываться сокращение трения в межвалковом зазоре при дополнительной смазке, вследствие чего снижаются также нагрев рабочих валков и вместе с тем потребность в охлаждении, и таким образом применяемое количество смазочно-охлаждающего средства может соответственно сокращаться.
Другие варианты осуществления изобретения предусматривают, что в качестве дополнительного смазочного средства применяется чистое смазочное вещество, например, прокатное масло, или смазочная эмульсия, которая имеет более высокую долю смазочного вещества, чем смазочно-охлаждающее средство. По этим вариантам осуществления дополнительное смазочное средство обладает более высоким смазочным эффектом, чем смазочно-охлаждающее средство, так что уже относительно небольшое количество дополнительного смазочного средства заметно повышает смазку контактной зоны. Применение смазочной эмульсии вместо чистого смазочного вещества в качестве дополнительного смазочного средства может быть предпочтительно, когда дополнительное смазочное средство дополнительно к эффекту смазки должно также иметь функцию охлаждения для охлаждения прокатываемого материала.
Другие варианты осуществления изобретения предусматривают, что дополнительное смазочное средство наносится на прокатываемый материал путем разбрызгивания, и/или что дополнительное смазочное средство наносится на контактную поверхность прокатываемого материала равномерно по всей ширине прокатываемого материала. Эти варианты осуществления изобретения предпочтительно делают возможным равномерное распределение дополнительного смазочного средства в контактной зоне.
Другой вариант осуществления изобретения предусматривает, что дополнительное смазочное средство наносится на прокатываемый материал с помощью дополнительного смазочного устройства, которое независимо от смазочно-охлаждающего устройства для ввода смазочно-охлаждающего средства в контактную зону. То есть этот вариант осуществления изобретения предусматривает разделение механизмов нанесения смазочно-охлаждающего средства и дополнительного смазочного средства. Это делает возможной предпочтительно гибкую конфигурацию всего смазочно-охлаждающего комплекса для прокатной клети, а также простое дооснащение имеющихся установок без необходимости производить изменения их смазочно-охлаждающих устройств для ввода смазочно-охлаждающего средства.
Другой вариант осуществления изобретения предусматривает, что потребность в смазке контактной зоны определяется перед началом процесса прокатки и/или во время процесса прокатки. Определение потребности в смазке перед началом процесса прокатки делает возможной адаптированную к указанному по меньшей мере одному технологическому параметру смазку контактной зоны уже в начале процесса прокатки. Определение потребности в смазке по время процесса прокатки делает возможной адаптацию смазки к возникающим во время процесса прокатки изменениям указанного по меньшей мере одного технологического параметра, например, к изменениям скорости прокатываемого материала, прочности на сжатие и/или шероховатости прокатываемого материала.
Другой вариант осуществления изобретения предусматривает, что потребность в смазке контактной зоны определяется с использованием диаграммы Штрибека для коэффициента трения при трении между контактной поверхностью и рабочим валком в контактной зоне в зависимости от по меньшей мере одного технологического параметра. Такие диаграммы Штрибека известны, например, из J.B.A.F. Smeulders, «Lubrication in the Cold Rolling Process Described by a 3D Stribeck Curve», AISTech 2013 Proceedings, стр. 1681-1689. Нахождение коэффициента трения при трении между контактной поверхностью и рабочим валком в контактной зоне предпочтительно делает возможным количественное определение потребности в смазке в зависимости от найденного коэффициента трения.
В частности, для прокатной клети существует сильная зависимость коэффициента трения (и вместе с тем потребной мощности привода рабочих валков) от скорости прокатываемого материала и относительной скорости между контактной поверхностью прокатываемого материала и поверхностью рабочего валка, которая может описываться трехмерной диаграммой Штрибека для коэффициента трения как функцией скорости прокатываемого материала и этой относительной скорости. При этом специфическая форма этой функции зависит от смазывающих свойств системы, в частности от свойств самого смазочного вещества, его адгезии с поверхностью прокатываемого материала и шероховатости прокатываемого материала. Прокатной клети на основании этой функции может присваиваться некоторая рабочая точка, которая определяет коэффициент трения прокатной клети для данных значений скорости прокатываемого материала и относительной скорости между контактной поверхностью прокатываемого материала и поверхностью рабочего валка с учетом смазывающих свойств системы. Это делает возможным очень дифференцированное и адаптированное к специфическим смазывающим свойствам системы определение потребности в смазке контактной зоны в зависимости от скорости прокатываемого материала и относительной скорости между контактной поверхностью прокатываемого материала и поверхностью рабочего валка, благодаря чему смазка может регулироваться более целенаправленно для оптимизации процесса прокатки, например, в отношении пропускаемого количества прокатываемого материала, износа рабочих валков, расхода смазочно-охлаждающего средства и/или потребной мощности привода рабочих валков.
Другой вариант осуществления изобретения предусматривает, что дополнительное смазочное средство наносится на две противоположные контактные поверхности прокатываемого материала. При этом на две контактные поверхности прокатываемого материала могут наноситься отличающиеся друг от друга количества дополнительного смазочного средства. Нанесение дополнительного смазочного средства на обе контактные поверхности прокатываемого материала делает возможной предпочтительно взаимно согласованную смазку двух контактных зон прокатываемого материала с рабочими валками. Нанесение отличающихся друг от друга количеств дополнительного смазочного средства на две контактные поверхности позволяет, в частности, оказывать влияние и оптимизировать распределение вращающего момента между рабочими валками.
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становятся яснее и отчетливее понятны в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом показано:
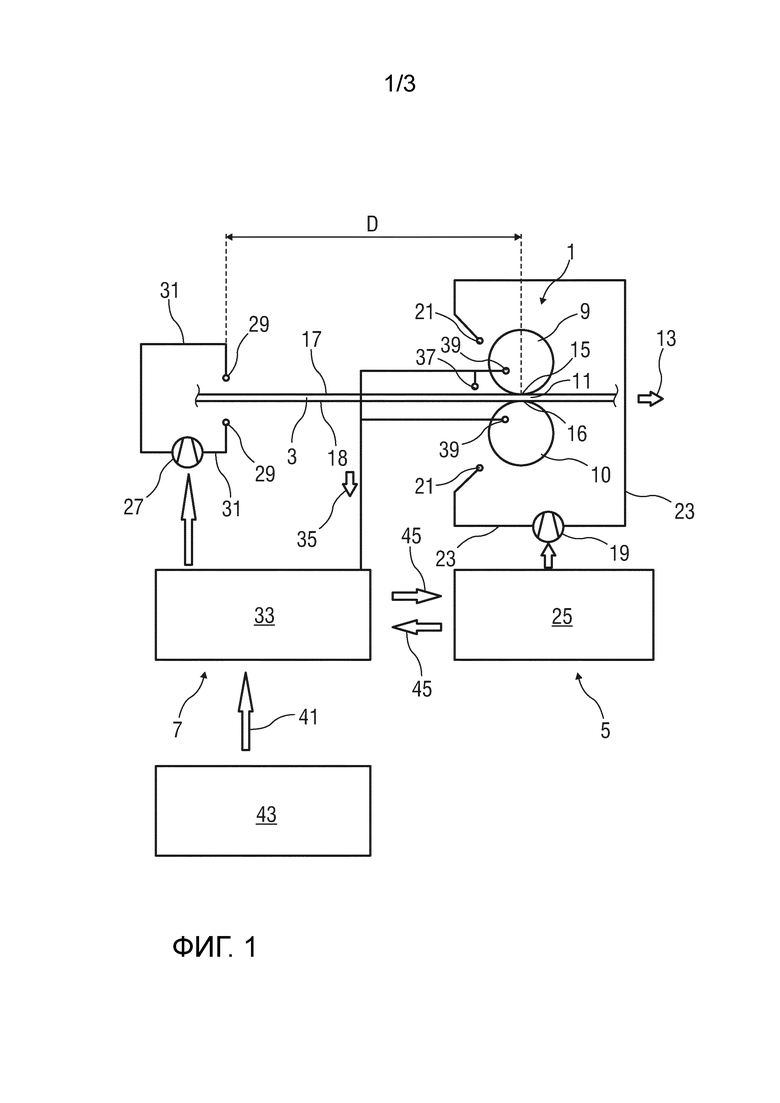
фиг.1: блок-схема прокатной клети, смазочно-охлаждающего устройства и дополнительного смазочного устройства;
фиг.2: характеристики в зависимости от времени скорости прокатываемого материала, количества смазочно-охлаждающего средства и количества дополнительного смазочного средства, и
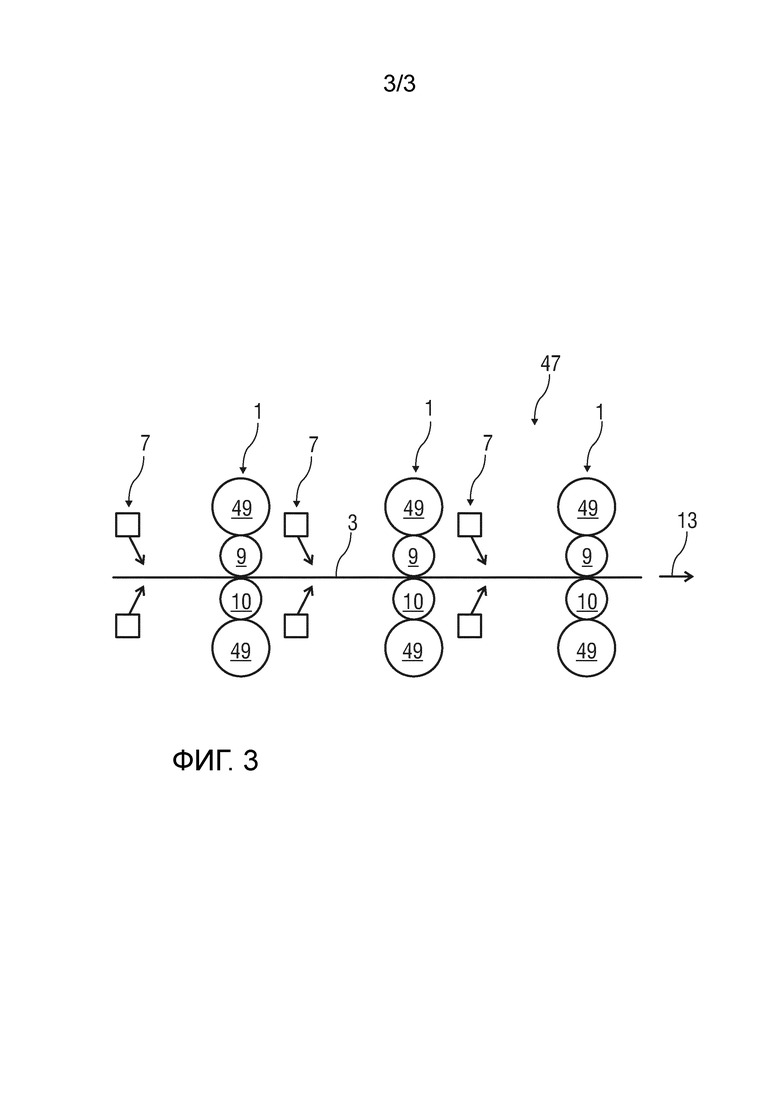
фиг.3: схематично группа прокатных клетей прокатного стана.
Соответствующие друг другу части снабжены на фигурах одинаковыми ссылочными обозначениями.
На фиг.1 показана блок-схема прокатной клети 1 для прокатки прокатываемого материала 3, смазочно-охлаждающего устройства 5 и дополнительного смазочного устройства 7. Прокатываемый материал 3 представляет собой металлическую прокатываемую полосу, например, стальную полосу, толщина которой при прокатке уменьшается.
Прокатная клеть 1 имеет два расположенных друг над другом рабочих валка 9, 10, которые находятся на расстоянии межвалкового зазора 11 друг от друга. Для прокатки прокатываемого материала 3 рабочие валки 9, 10 приводятся во вращение, и прокатываемый материал 3 тянется вращающимися рабочими валками 9, 10 в направлении 13 прокатки через межвалковый зазор 11. При этом прокатываемый материал 3 в двух контактных зонах 15, 16 в области межвалкового зазора 11 находится в контакте с рабочими валками 9, 10, при этом верхняя контактная поверхность 17 прокатываемого материала 3 в первой контактной зоне 15 прилегает к верхнему рабочему валку 9, а нижняя контактная поверхность 18 прокатываемого материала 3 во второй контактной зоне 16 прилегает к нижнему рабочему валку 10.
С помощью смазочно-охлаждающего устройства 5 смазочно-охлаждающее средство вводится в контактные зоны 15, 16. Смазочно-охлаждающее средство представляет собой смазочно-охлаждающую эмульсию, которая состоит из охлаждающей жидкости и смазочного вещества, например, из воды в качестве охлаждающей жидкости и масла в качестве смазочного вещества, а также, возможно, из эмульгаторов. При этом основным компонентом смазочно-охлаждающей эмульсии является охлаждающая жидкость, в то время как доля смазочного вещества смазочно-охлаждающего средства составляет только несколько процентов, например, два-три процента.
Смазочно-охлаждающее устройство 5 включает в себя насос 19 для смазочно-охлаждающего средства, по меньшей мере одну балку 21 для разбрызгивания смазочно-охлаждающего средства для каждого рабочего валка 9, 10, трубопроводы 23 для смазочно-охлаждающего средства и управление 25 смазкой и охлаждением. Каждая балка 21 для разбрызгивания смазочно-охлаждающего средства включает в себя форсунки для смазочно-охлаждающего средства для выпуска смазочно-охлаждающего средства на данный рабочий валок 9, 10. Смазочно-охлаждающее средство нагнетается насосом 19 для смазочно-охлаждающего средства через трубопроводы 23 для смазочно-охлаждающего средства к балкам 21 для разбрызгивания смазочно-охлаждающего средства и разбрызгивается балками 21 для разбрызгивания смазочно-охлаждающего средства на рабочие валки 9, 10. Выпускаемые каждой из балок 21 для разбрызгивания смазочно-охлаждающего средства количества C смазочно-охлаждающего средства регулируются управлением 25 охлаждением и смазкой путем активирования насоса 19 для смазочно-охлаждающего средства. При вращении рабочих валков 9, 10 разбрызганное на рабочие валки 9, 10 смазочно-охлаждающее средство транспортируется к контактным зонам 15, 16.
С помощью дополнительного смазочного устройства 7 на прокатываемый материал 3 может наноситься дополнительное смазочное средство. Дополнительное смазочное средство представляет собой чистое смазочное вещество, например, прокатное масло или смазочную эмульсию из жидкости-носителя и смазочного вещества, например, из воды в качестве жидкости-носителя и прокатного масла в качестве смазочного вещества, при этом доля смазочного вещества дополнительного смазочного средства выше, чем доля смазочного вещества смазочно-охлаждающего средства, и составляет, например, 20%.
Дополнительное смазочное устройство 7 включает в себя насос 27 для дополнительного смазочного средства, по меньшей мере по одной балке 29 для разбрызгивания дополнительного смазочного средства для каждой контактной поверхности 17, 18 прокатываемого материала 3, трубопроводы 31 для дополнительного смазочного средства и управление 33 дополнительной смазкой. Каждая балка 29 для разбрызгивания дополнительного смазочного средства имеет форсунки для дополнительного смазочного средства для выпуска дробеструйного средства на данную контактную поверхность 17, 18. Дополнительное смазочное средство нагнетается насосом 27 для дополнительного смазочного средства через трубопроводы 31 для дополнительного смазочного средства к балкам 29 для разбрызгивания дополнительного смазочного средства и разбрызгивается балками 29 для разбрызгивания дополнительного смазочного средства на контактные поверхности 17, 18. Выпускаемые каждой из балок 29 для разбрызгивания дополнительного смазочного средства количества A дополнительного смазочного средства регулируются управлением 33 дополнительной смазкой путем активирования насоса 27 для дополнительного смазочного средства. При движении прокатываемого материала 3 разбрызганное на контактные поверхности 17, 18 дополнительное смазочное средство транспортируется к контактным зонам 15, 16.
Балки 29 для разбрызгивания дополнительного смазочного средства расположены при этом на заданном расстоянии D нанесения в направлении 13 прокатки перед межвалковым зазором 11, чтобы наносить дополнительное смазочное средство на этом расстоянии D нанесения от межвалкового зазора 11 на прокатываемый материал 3. При этом дополнительное смазочное средство воздействует на контактные поверхности 17, 18 прокатываемого материала 3, пока оно не достигнет межвалкового зазора 11. В течение этого времени воздействия адгезия дополнительного смазочного средства с контактными поверхностями 17, 18 повышается. Благодаря этому улучшается предпочтительно эффект смазки (так называемый Plate-Out) дополнительного смазочного средства в контактных зонах 15, 16 по сравнению с нанесением дополнительного смазочного средства на контактные поверхности 17, 18 непосредственно перед межвалковым зазором 11.
Для регулирования наносимых на контактные поверхности 17, 18 количеств A дополнительного смазочного средства для каждой контактной зоны 15, 16 определятся потребность в смазке в зависимости от по меньшей мере одного технологического параметра процесса прокатки. При этом в качестве технологического параметра используется скорость v прокатываемого материала 3. Причем эта скорость v прокатываемого материала определяется, например, управлением 33 дополнительной смазкой из переданных ему сигналов 35 измерений сенсора 37 скорости полосы для регистрации скорости прокатываемой полосы. Опциональными другими технологическими параметрами для определения потребности в смазке являются свойства данного прокатываемого материала 3, например, прочность на сжатие и/или шероховатость прокатываемого материала 3, которые передаются управлению 33 дополнительной смазкой в качестве данных 41 свойств материала производственной системой 43.
Далее, в качестве технологических параметров для определения потребности в смазке опционально могут использоваться относительные скорости между контактными поверхностями 17, 18 прокатываемого материала 3 в установленных местах отсчета и поверхностями рабочих валков 9, 10. Эти относительные скорости могут, например, находиться из скорости v прокатываемого материала в некотором месте отсчета и сигналов 35 измерений сенсоров 39 частоты вращения для регистрации частот вращения рабочих валков 9, 10, а также толщин прокатываемого материала 3 перед и за межвалковым зазором 11, см. об этом, напр., уравнение (3.13) на странице 113 в Х. Хофманн, Р. Нойгебауэр и Г. Шпур (под редакцией), «Справочник по обработке давлением», 2-е издание, издательство Карл Ханзер, 2012, ISBN 978-3-446-42778-5. Другими опциональными технологическими параметрами для определения потребности в смазке являются вязкость смазочно-охлаждающего средства и/или толщина прокатываемого материала 3. В случае необходимости могут также регистрироваться и использоваться в качестве технологических параметров имеющиеся в данный момент в каждой из контактных зон 15, 16 количества C смазочно-охлаждающего средства и/или доля смазочного вещества смазочно-охлаждающего средства. Кроме того, между управлением 25 смазкой и охлаждением и управлением 33 дополнительной смазкой возможен обмен управляющими данными 45 для взаимного согласования регулировок количеств C смазочно-охлаждающего средства и количеств A дополнительного смазочного средства.
Дополнительное смазочное средство наносится на каждую контактную поверхность 17, 18 в зависимости от определенного для контактной зоны 15, 16 этой контактной поверхности 17, 18 потребности в смазке, если вводимое в данный момент в контактную зону 15, 16 количество C смазочно-охлаждающего средства не покрывает определенную для контактной зоны 15, 16 потребность в смазке, например, потому что скорость v прокатываемого материала изменяется, или прокатывается прокатываемый материал 3, обладающий повышенной прочностью на сжатие. При этом нанесенные на рабочие валки 9, 10 количества C смазочно-охлаждающего средства либо поддерживаются постоянными, либо тоже регулируются в зависимости от указанного по меньшей мере одного технологического параметра процесса прокатки и/или от нанесенных на контактные поверхности 17, 18 количеств A дополнительного смазочного средства, см. об этом описание фиг.2.
Фиг.2 иллюстрирует способ прокатки прокатываемого материала 3 с помощью прокатной клети 1, смазочно-охлаждающего устройства 5 и дополнительного смазочного устройства 7, которые выполнены каждый в соответствии с фиг.1. Для этого на фиг.2 показаны характеристики в зависимости от времени t v(t), C(t), A(t) скорости v прокатываемого материала 3, количества C смазочно-охлаждающего средства, которое наносится с помощью смазочно-охлаждающего устройства 5 на рабочий валок 9, 10 прокатной клети 4, и количества A дополнительного смазочного средства, которое наносится с помощью дополнительного смазочного устройства 7 на прилегающую в контактной зоне 15, 16 к рабочему валку 9, 10 контактную поверхность 17, 18 прокатываемого материала 3. При этом количество C смазочно-охлаждающего средства и количество A дополнительного смазочного средства определены как объем, нанесенный в единицу времени.
На фиг.2 показан случай, когда прокатываемый материал 3 состоит из разных отдельных прокатываемых полос, которые свариваются друг с другом. При этом сначала между моментами времени t0 и t4 прокатывается первая отдельная прокатываемая полоса. Затем между моментами времени t4 и t5 прокатывается первая переходная область между первой отдельной прокатываемой полосой и второй отдельной прокатываемой полосой, имеющая соединяющий эти две отдельные прокатываемые полосы первый сварной шов. Затем между моментами времени t5 и t8 прокатывается вторая отдельная прокатываемая полоса. Затем между моментами времени t8 и t9 прокатывается вторая переходная область между второй отдельной прокатываемой полосой и третьей отдельной прокатываемой полосой, имеющая соединяющий эти две отдельные прокатываемые полосы второй сварной шов. Затем с момента времени t9 прокатывается третья отдельная прокатываемая полоса. При этом вторая отдельная прокатываемая полоса обладает более высокой прочностью на сжатие, чем первая отдельная прокатываемая полоса и третья отдельная прокатываемая полоса, которые обладают одной и той же прочностью на сжатие.
При этом количество C смазочно-охлаждающего средства и количество A дополнительного смазочного средства регулируются соответственно управлением 25 охлаждением и смазкой и управлением 33 дополнительной смазкой в зависимости от потребности в смазке, которая определяется для контактной зоны 15, 16 в зависимости от скорости v прокатываемого материала и от прочности на сжатие каждой отдельной прокатываемой полосы, а также опционально от других вышеназванных технологических параметров. Для определения потребности в смазке используется, например, так называемая диаграмма Штрибека для коэффициента трения при трении между контактной поверхностью 17, 18 и рабочим валком 9, 10 в контактной зоне 15, 16 в зависимости от технологических параметров, как это, например, известно из J.B.A.F. Smeulders, «Lubrication in the Cold Rolling Process Described by a 3D Stribeck Curve», AISTech 2013 Proceedings, стр. 1681-1689.
Между моментами времени t0 и t1 прокатывается первая отдельная прокатываемая полоса с первой скоростью v1 прокатываемого материала. Между моментами времени t1 и t2 скорость v прокатываемого материала повышается до второй скорости v2 прокатываемого материала. Вторая скорость v2 прокатываемого материала сохраняется до момента времени t3. Потребность в смазке между моментами времени t0 и t3 может покрываться одним только смазочно-охлаждающим средством, так что дополнительное смазочное средство не наносится. Повышение скорости v прокатываемого материала с первой скорости v1 прокатываемого материала до второй скорости v2 прокатываемого материала повышает потребность в смазке. Повышенная потребность в смазке покрывается соответствующим повышением количества C смазочно-охлаждающего средства.
Между моментами времени t3 и t4 скорость v прокатываемого материала сильно уменьшается со второй скорости v2 прокатываемого материала до третьей скорости v3 прокатываемого материала для подготовки прокатки первой переходной области между первой отдельной прокатываемой полосой и второй отдельной прокатываемой полосой, имеющей первый сварной шов. После этого первая переходная область прокатывается между моментами времени t4 и t5 с третьей скоростью v3 прокатываемого материала. Затем скорость v прокатываемого материала между моментами времени t5 и t6 повышается до четвертой скорости v4 прокатываемого материала, с которой прокатывается вторая отдельная прокатываемая полоса между моментами времени t6 и t7.
При этом потребность в смазке для прокатки первой переходной области повышается по сравнению с потребностью в смазке для прокатки первой отдельной прокатываемой полосы вследствие очень низкой третьей скорости v3 прокатываемого материала. Потребность в смазке для прокатки второй отдельной прокатываемой полосы вследствие высокой прочности на сжатие второй отдельной прокатываемой полосы еще выше, чем потребность в смазке для прокатки первой переходной области. Поэтому с момента времени t3 наносится дополнительное смазочное средство, при этом для прокатки второй отдельной прокатываемой полосы между моментами времени t6 и t7 наносится большее количество A дополнительного смазочного средства, чем для прокатки первой переходной области между моментами времени t4 и t5. Одновременно наносимое количество C смазочно-охлаждающего средства между моментами времени t3 и t6 сокращается, а между моментами времени t6 и t7 поддерживается постоянным для предотвращения или, соответственно, уменьшения смывания нанесенного дополнительного смазочного средства смазочно-охлаждающим средством.
Между моментами времени t7 и t8 скорость v прокатываемого материала снова уменьшается с четвертой скорости v4 прокатываемого материала до третьей скорости v3 прокатываемого материала для подготовки прокатки второй переходной области между второй отдельной прокатываемой полосой и третьей отдельной прокатываемой полосой, имеющей второй сварной шов. После этого вторая переходная область прокатывается между моментами времени t8 и t9 с третьей скоростью v3 прокатываемого материала. Затем скорость v прокатываемого материала между моментами времени t9 и t10 повышается до второй скорости v2 прокатываемого материала, с которой прокатывается третья отдельная прокатываемая полоса между моментами времени t10 и t11.
Соответственно наносимое количество A дополнительного смазочного средства сначала сокращается для прокатки второй переходной области, а для прокатки третьей отдельной прокатываемой полосы со второй скоростью v2 прокатываемого материала совсем не наносится дополнительное смазочное средство. Одновременно наносимое количество C смазочно-охлаждающего средства снова повышается.
Между моментами времени t11 и t12 скорость v прокатываемого материала сокращается со второй скорости v2 прокатываемого материала до пятой скорости v5 прокатываемого материала, с которой с момента времени t12 прокатывается третья прокатываемая полоса.
Прокатка третей отдельной прокатываемой полосы с пятой скоростью v5 прокатываемого материала обусловливает потребность в смазке, которая не может покрываться одним только смазочно-охлаждающим средством. Поэтому для прокатки третей отдельной прокатываемой полосы с пятой скоростью v5 прокатываемого материала снова наносится дополнительное смазочное средство, и одновременно сокращается наносимое количество C смазочно-охлаждающего средства, при этом наносимое количество A дополнительного смазочного средства и наносимое количество C смазочно-охлаждающего средства согласуются друг с другом, так что потребность в смазке покрывается, и смывание нанесенного дополнительного смазочного средства смазочно-охлаждающим средством предотвращается или, соответственно, уменьшается.
На фиг.3 схематично показана группа 47 прокатных клетей прокатного стана, имеющего несколько расположенных друг за другом прокатных клетей 1 для прокатки прокатываемого материала 3. Прокатные клети 1 имеют по два расположенных друг над другом рабочих валка 9, 10 и для каждого рабочего валка опорный валок 49. Группа 47 прокатных клетей имеет для каждой прокатной клети 1 не изображенное на фиг.3 смазочно-охлаждающее устройство 5 и дополнительное смазочное устройство 7. Смазочно-охлаждающие устройства 5 выполнены каждое как смазочно-охлаждающее устройство 5, изображенное на фиг.1, а дополнительные смазочные устройства 7 выполнены каждое как дополнительное смазочное устройство 7, изображенное на фиг.1, при этом балки 29 для разбрызгивания дополнительного смазочного средства каждого дополнительного смазочного устройства 7 расположены на расстоянии D нанесения в направлении 13 прокатки перед межвалковым зазором 11 соответствующей прокатной клети 1.
Хотя изобретение было более подробно проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.

Изобретение относится к области прокатки. Прокатываемый материал (3) направляют через межвалковый зазор (11) между двумя рабочими валками (9, 10) прокатной клети (1) и в контактную зону (15, 16), в которой контактная поверхность (17, 18) прокатываемого материала (3) прилегает к рабочему валку (9, 10), вводят смазочно-охлаждающее средство для смазки контактной зоны (15, 16). Далее, потребность в смазке контактной зоны (15, 16) определяется в зависимости от по меньшей мере одного технологического параметра процесса прокатки, и перед межвалковым зазором (11) на заданном расстоянии (D) нанесения на контактную поверхность (17, 18) прокатываемого материала (3) наносится дополнительное смазочное средство, если вводимое в данный момент в контактную зону (15, 16) количество (C) смазочно-охлаждающего средства не покрывает потребность в смазке. При этом расстояние (D) нанесения выбрано так, что повышается адгезия дополнительного смазочного средства с контактной поверхностью (17, 18), и эффект смазки в контактной зоне (15, 16) улучшается по сравнению с нанесением непосредственно перед межвалковым зазором (11). Кроме того, вводимое в контактную зону (15, 16) количество (C) смазочно-охлаждающего средства уменьшается, когда на контактную поверхность (17, 18) наносится дополнительное смазочное средство. Изобретение обеспечивает возможность повышения эффективности смазки. 12 з.п. ф-лы, 3 ил.
1. Способ прокатки прокатываемого материала (3), при котором
- прокатываемый материал (3) направляют в направлении (13) прокатки через межвалковый зазор (11) между двумя рабочими валками (9, 10) прокатной клети (1),
- в контактную зону (15, 16), в которой контактная поверхность (17, 18) прокатываемого материала (3) прилегает к рабочему валку (9, 10), вводят смазочно-охлаждающее средство для смазки контактной зоны (15, 16),
- определяют потребность в смазке контактной зоны (15, 16) в зависимости от по меньшей мере одного технологического параметра процесса прокатки,
- в направлении (13) прокатки перед межвалковым зазором (11) на заданном расстоянии (D) нанесения от межвалкового зазора (11) на контактную поверхность (17, 18) прокатываемого материала (3) наносят дополнительное смазочное средство, если вводимое в данный момент в контактную зону (15, 16) количество (C) смазочно-охлаждающего средства не покрывает потребность в смазке, при этом расстояние (D) нанесения выбирают из условия повышения адгезии дополнительного смазочного средства с контактной поверхностью (17, 18), улучшения эффекта смазки дополнительного смазочного средства в контактной зоне (15, 16) по сравнению с нанесением дополнительного смазочного средства на контактную поверхность (17, 18) непосредственно перед межвалковым зазором (11) и уменьшения вводимого в контактную зону (15, 16) количества (C) смазочно-охлаждающего средства при нанесении дополнительного смазочного средства на контактную поверхность (17, 18).
2. Способ по п. 1,
отличающийся тем, что наносимое на контактную поверхность (17, 18) прокатываемого материала (3) количество (A) дополнительного смазочного средства регулируют в зависимости от определенной для данной контактной зоны (15, 16) потребности в смазке.
3. Способ по п. 1 или 2,
отличающийся тем, что в качестве технологических параметров для определения потребности в смазке используют скорость (v) прокатываемого материала (3), и/или прочность на сжатие прокатываемого материала (3), и/или шероховатость прокатываемого материала (3), и/или относительную скорость между контактной поверхностью (17, 18) прокатываемого материала (3) в месте отсчета и поверхностью рабочего валка (9, 10), и/или толщину прокатываемого материала (3), и/или вязкость смазочно-охлаждающего средства.
4. Способ по одному из пп. 1-3,
отличающийся тем, что вводимое в контактную зону (15, 16) количество (C) смазочно-охлаждающего средства регулируют в зависимости от указанного по меньшей мере одного технологического параметра процесса прокатки.
5. Способ по одному из пп. 1-4,
отличающийся тем, что в качестве дополнительного смазочного средства используют чистое смазочное вещество.
6. Способ по одному из пп. 1-5,
отличающийся тем, что в качестве дополнительного смазочного средства используют смазочную эмульсию, которая имеет более высокую долю смазочного вещества, чем смазочно-охлаждающее средство.
7. Способ по одному из пп. 1-6,
отличающийся тем, что дополнительное смазочное средство наносят на прокатываемый материал (3) путем разбрызгивания.
8. Способ по одному из пп. 1-7,
отличающийся тем, что дополнительное смазочное средство наносят на контактную поверхность (17, 18) прокатываемого материала (3) равномерно по всей ширине прокатываемого материала (3).
9. Способ по одному из пп. 1-8,
отличающийся тем, что дополнительное смазочное средство наносят на прокатываемый материал с помощью дополнительного смазочного устройства (7), которое независимо от смазочно-охлаждающего устройства (5) для ввода смазочно-охлаждающего средства в контактную зону (15, 16).
10. Способ по одному из пп. 1-9,
отличающийся тем, что потребность в смазке контактной зоны (15, 16) определяют перед началом процесса прокатки и/или во время процесса прокатки.
11. Способ по одному из пп. 1-10,
отличающийся тем, что потребность в смазке контактной зоны (15, 16) определяют с использованием диаграммы Штрибека для коэффициента трения при трении между контактной поверхностью (17, 18) и рабочим валком (9, 10) в контактной зоне (15, 16) в зависимости от по меньшей мере одного технологического параметра.
12. Способ по одному из пп. 1-11,
отличающийся тем, что дополнительное смазочное средство наносят на две противоположные контактные поверхности (17, 18) прокатываемого материала (3).
13. Способ по п. 12,
отличающийся тем, что на две контактные поверхности (17, 18) прокатываемого материала наносят отличающиеся друг от друга количества (A) дополнительного смазочного средства.
| JPH 01218710 A, 31.08.1989 | |||
| Способ подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1015941A1 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| Способ очистки поверхности полосы при холодной прокатке | 1991 |
|
SU1795920A3 |
| US 2002162374 A1, 07.11.2002. | |||

