Настоящее изобретение исходить из прокатной клети для прокатки плоского прокатываемого продукта из металла,
- причем прокатная клеть имеет верхний рабочий валок и нижний рабочий валок, которые образуют между собой межвалковый зазор,
- причем межвалковый зазор во время прокатки плоского прокатываемого продукта проходится плоским прокатываемым продуктом в направлении транспортировки,
- причем с выходной стороны прокатной клети расположено верхнее охлаждающее устройство, посредством которого охлаждается верхний рабочий валок,
- причем верхнее охлаждающее устройство имеет верхнюю разбрызгивающую трубу, которая проходит параллельно верхнему рабочему валку и имеет несколько верхних разбрызгивающих сопел, посредством которых жидкое охлаждающее средство разбрызгивается на верхний рабочий валок,
- причем верхнее охлаждающее устройство имеет нижнюю разбрызгивающую трубу, которая проходит параллельно верхнему рабочему валку и имеет несколько нижних разбрызгивающих сопел, посредством которых жидкое охлаждающее средство разбрызгивается на верхний рабочий валок,
- причем нижняя разбрызгивающая труба расположена между плоским прокатываемым продуктом и верхней разбрызгивающей трубой,
- причем по меньшей мере некоторые из упомянутых верхних разбрызгивающих сопел - как правило все верхние разбрызгивающие сопла - выполнены в виде плоскоструйных (плоскощелевых) сопел.
Такого рода прокатные клети являются общеизвестными. Чисто в качестве примера можно сослаться на US 8 281 632 В2, в частности, на описанные там в виде уровня техники выполнения.
При горячей прокатке плоского прокатываемого продукта из металла, например стали, рабочие валки нагреваются. По разным технологическим причинам, например для целенаправленного влияния на термическую бочкообразность и для минимизации износа, рабочие валки охлаждаются. Поэтому, требуется интенсивное охлаждение, чтобы, в частности, от рабочих валков вновь отводить поступающее от плоского прокатываемого продукта тепло. Для охлаждения рабочих валков известны различные осуществления.
Так, например, в указанной публикации US 8 281 632 В2 верхний и нижний рабочий валок каждый согласован с водяным резервуаром, который с выходной стороны прокатной клети находится в плотном контакте с соответствующим рабочим валком. Посредством соответствующего водяного резервуара создается турбулентное водяное течение, посредством которого эффективно охлаждаются рабочие валки. У этого решения недостатком является то, что водяные резервуары должны позиционироваться очень точно относительно рабочих валков. Если расстояние слишком малое, то существует опасность повреждений рабочих валков и/или водяных резервуаров. Если расстояние большое, то может быть не эффективное охлаждение.
Из DE 10 2009 053 074 А1 известен похожий способ действия. То же самое относится к WO 2008/149 195 А1, а также к специализированной статье «Implementation of High Turbulence Roll Cooling at ArcelorMittal Dofasco’s Hot Strip Mill» от Zafer Koont, опубликованную в Iron and Steel Technology, ноябрь 2014, стр. 45-51.
Из ЕР 3 308 868 А1 известна прокатная клеть, у которой с выходной стороны прокатной клети расположена одна единственная охлаждающая труба. Эта охлаждающая труба имеет несколько рядов разбрызгивающих сопел, причем ряды проходят в направлении по ширине прокатываемого продукта, соответственно, параллельно рабочим валкам. Разбрызгивающие сопла рядов выполнены в виде полноструйных сопел. С помощью такого выполнения действительно возможно интенсивное охлаждение рабочих валков. Однако, требуются значительные затраты, чтобы по всей ширине рабочих валков гарантировать равномерное охлаждение.
Наиболее частым является упомянутое в начале выполнение. Его преимуществами являются, в частности, относительно простая конструкция и эксплуатационная надежность.
Прокатные клети имеют дополнительные элементы. Одним из дополнительных элементов является верхний снимающий элемент, посредством которого нанесенное с выходной стороны на верхний рабочий валок охлаждающее средство снимается с верхнего рабочего валка. Снимающий элемент требуется, чтобы охлаждающее средство не сбегало бесконтрольно на поверхность прокатываемого продукта и не оказывало влияния на его температуру бесконтрольным образом.
Над верхним снимающим элементом часто образуется ванна жидкого охлаждающего средства. Эта ванна негативно влияет на охлаждение посредством плоскоструйных сопел. Вследствие этого, желаемое охлаждение верхнего валка часто может быть реализовано лишь с большим трудом.
Задача настоящего изобретения состоит в том, чтобы разработать прокатную клеть названного в начале рода таким образом, что при простой конструкции может достигаться высокоэффективное и равномерное охлаждение верхнего рабочего валка.
Задача решается посредством прокатной клети с признаками пункта 1 формулы изобретения. Предпочтительные усовершенствования прокатной клети являются предметами зависимых пунктов 2-7 формулы.
Согласно изобретению прокатная клеть названного в начале рода усовершенствуется за счет того, что по меньшей мере некоторые из нижних разбрызгивающих сопел - как правило все нижние разбрызгивающие сопла - выполнены в виде полноструйных сопел.
Полноструйные сопла являются разбрызгивающими соплами, которые выдают по существу прямую струю охлаждающего средства. Эта струя охлаждающего средства имеет по меньшей мере кругообразное или почти кругообразное поперечное сечение. Поперечное сечение варьируется только в очень незначительном объеме с расстоянием (удаленностью) от полноструйного сопла. В частности, угол раствора (раскрытия) выданной струи охлаждающего средства составляет максимум 5°. Плоскоструйные сопла, наоборот, имеют рисунок разбрызгивания, у которого выдаваемая струя охлаждающего средства веерообразно расширяется. Угол раствора (раскрытия) веера составляет по меньшей мере 20°. На практике, он составляет чаще всего 40° или более. Таким образом, выданное плоскоструйным соплом охлаждающее средство по существу в форме вытянутой линии попадает на верхний рабочий валок.
Полноструйные сопла за счет сфокусированной выдачи охлаждающего средства при одинаковом давлении охлаждающего средства в соответствующей охлаждающей трубе создают значительно более высокое давление столкновения (соударения) с рабочим валком, чем плоскоструйные сопла. Более высокое давление столкновения вызывает не только более высокое охлаждающее действие. Особое значение имеет место, в частности, то, что полная струя также в состоянии полностью пронизывать ванну охлаждающего средства, которая может образовываться у верхнего снимающего элемента.
В простейшем случае, с верхним рабочим валком с выходной стороны согласованы исключительно верхняя и нижняя разбрызгивающая труба. Однако, альтернативно возможно, что прокатная клеть имеет по меньшей мере одну среднюю разбрызгивающую трубу. В этом случае, упомянутая по меньшей мере одна средняя разбрызгивающая труба расположена между верхней и нижней разбрызгивающей трубой. Она проходит параллельно верхнему рабочему валку и имеет средние разбрызгивающие сопла, посредством которых жидкое охлаждающее средство разбрызгивается на верхний рабочий валок. Средние разбрызгивающие сопла каждой средней разбрызгивающей трубы выполнены, как правило, по меньшей мере в центральной области соответствующей средней разбрызгивающей трубы либо одинаково в виде плоскоструйных сопел, либо одинаково в виде полноструйных сопел. Следовательно, если, например, имеются две средние разбрызгивающие трубы, то является возможным, что разбрызгивающие сопла обеих средних разбрызгивающих труб выполнены одинаково в виде плоскоструйных сопел. Альтернативно возможно, что разбрызгивающие сопла обеих средних разбрызгивающих труб выполнены одинаково в виде полноструйных сопел. В свою очередь, альтернативно является возможным, что разбрызгивающие сопла одной средней разбрызгивающей трубы выполнены одинаково в виде плоскоструйных сопел, а разбрызгивающие сопла другой средней разбрызгивающей трубы - одинаково в виде полноструйных сопел. Выполнение, в котором разбрызгивающие сопла одной и той же средней разбрызгивающей трубы выполнены частично в виде плоскоструйных сопел, а частично в виде полноструйных сопел, напротив, хотя и возможно, но не предпочтительно.
Верхняя разбрызгивающая труба, средние разбрызгивающие трубы и нижняя разбрызгивающая труба, если смотреть сверху вниз, образуют последовательность разбрызгивающих труб. Предпочтительным образом, в пределах этой последовательности разбрызгивающих труб для корреспондирующих друг с другом в направлении ширины плоского прокатываемого продукта областей разбрызгивающих труб только один единственный раз осуществляется смена с плоскоструйных сопел на полноструйные сопла. То есть, если, например, у одной определенной средней разбрызгивающей трубы разбрызгивающие сопла выполнены в виде полноструйных сопел, то предпочтительным образом также у каждой другой разбрызгивающей трубы, которая находится ниже этой средней разбрызгивающей трубы, разбрызгивающие сопла выполнены в виде полноструйных сопел. Аналогичным образом, если у одной определенной средней разбрызгивающей трубы разбрызгивающие сопла выполнены в виде плоскоструйных сопел, то также предпочтительным образом у каждой другой разбрызгивающей трубы, которая находится выше этой средней разбрызгивающей трубы, разбрызгивающие сопла выполнены в виде плоскоструйных сопел.
Плоскоструйные сопла, как правило, эксплуатируются с относительно высоким рабочим давлением. Рабочее давление может составлять до 20 бар. Полноструйные сопла, наоборот, могут эксплуатироваться с более низким давлением. Вследствие этого, предпочтительным образом подведенное к полноструйным соплам охлаждающее средство нагружается первым рабочим давлением, а подведенное к плоскоструйным соплам охлаждающее средство - вторым рабочим давлением. Первое рабочее давление, как правило, меньше, чем второе рабочее давление. Например, первое рабочее давление может составлять максимум 5 бар, в то время как второе рабочее давление - по меньшей мере 6 бар. Обычно первое рабочее давление составляет от 1 до 4 бар, предпочтительно от 2 до 3 бар, в то время как втрое рабочее давление, как правило, лежит между 10 и 20 бар, чаще всего между 12 и 16 бар. Однако, также возможны другие рабочие давления, например первое рабочее давление приблизительно 7 бар, а второе рабочее давление приблизительно 8 бар. В отдельных случаях первое давление даже может быть больше, чем второе рабочее давление. Также возможно, что подведенное к полноструйным соплам охлаждающее средство и подведенное к плоскоструйным соплам охлаждающее средство нагружаются единым рабочим давлением. Это рабочее давление может составлять до 10 бар.
Описанные выше свойства, признаки и преимущества данного изобретения, а также то, каким образом они достигаются, становятся более понятными и ясными в связи с последующим описанием примеров осуществления, которые более подробно поясняются в сочетании с чертежами. При этом на схематических изображениях показано:
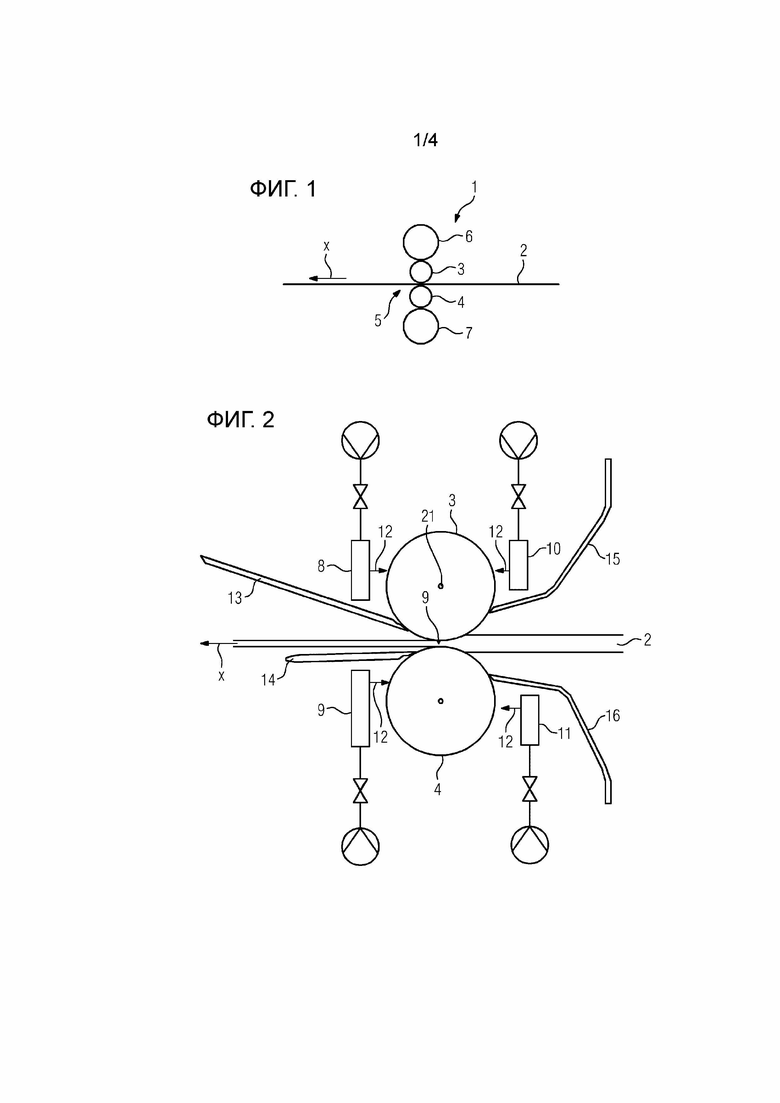
Фиг.1 прокатная клеть,
Фиг.2 рабочие валки прокатной клети по фиг.1 и охлаждающие устройства для рабочих валков,
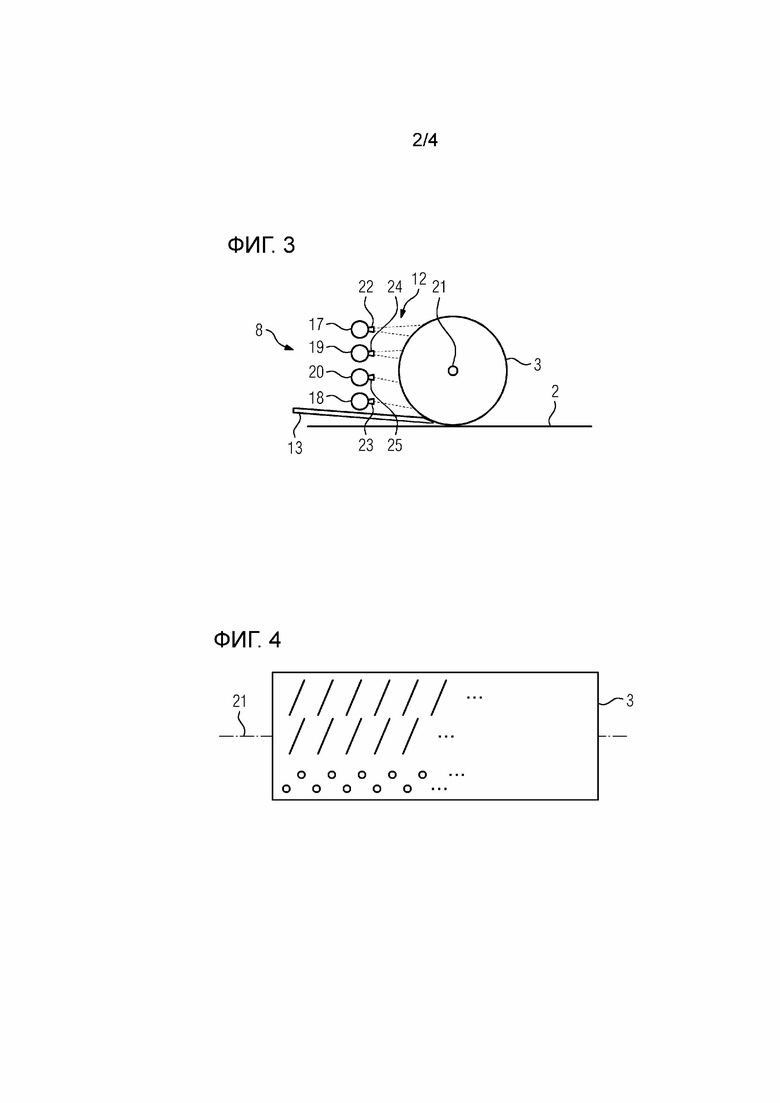
Фиг.3 верхний рабочий валок с согласованным, расположенным с выходной стороны охлаждающим устройством,
Фиг.4 рисунок разбрызгивания,
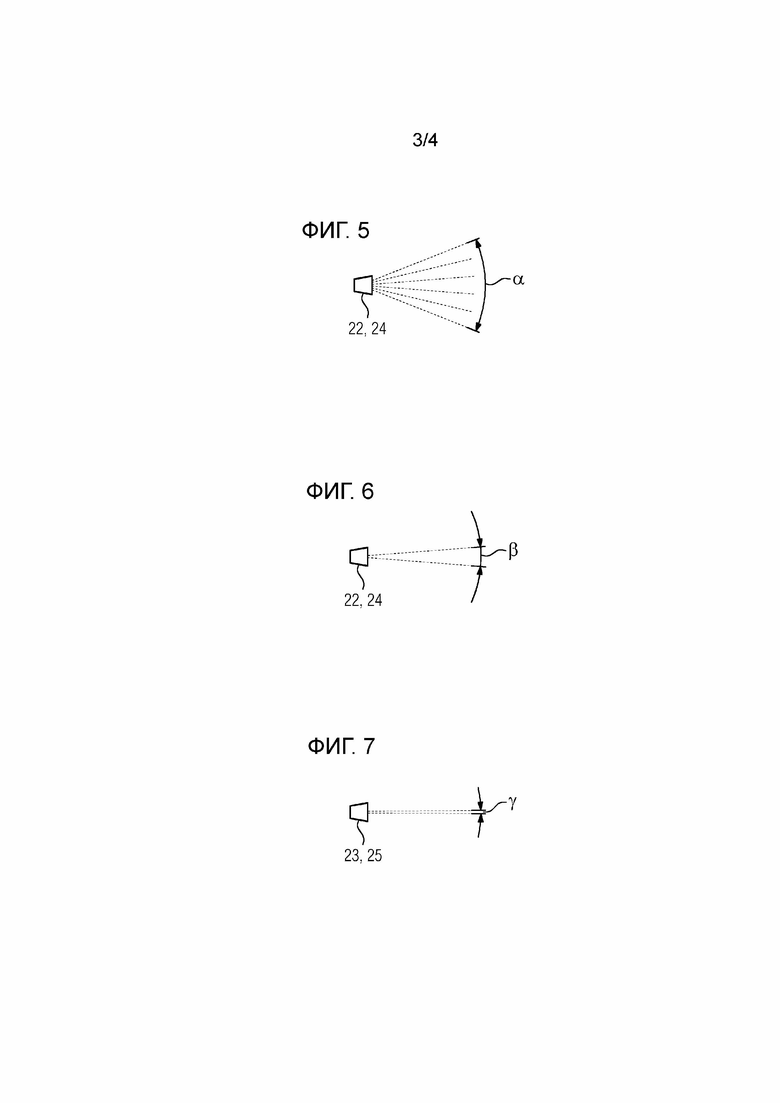
Фиг.5-7 разбрызгивающие сопла и принадлежащие им струи,
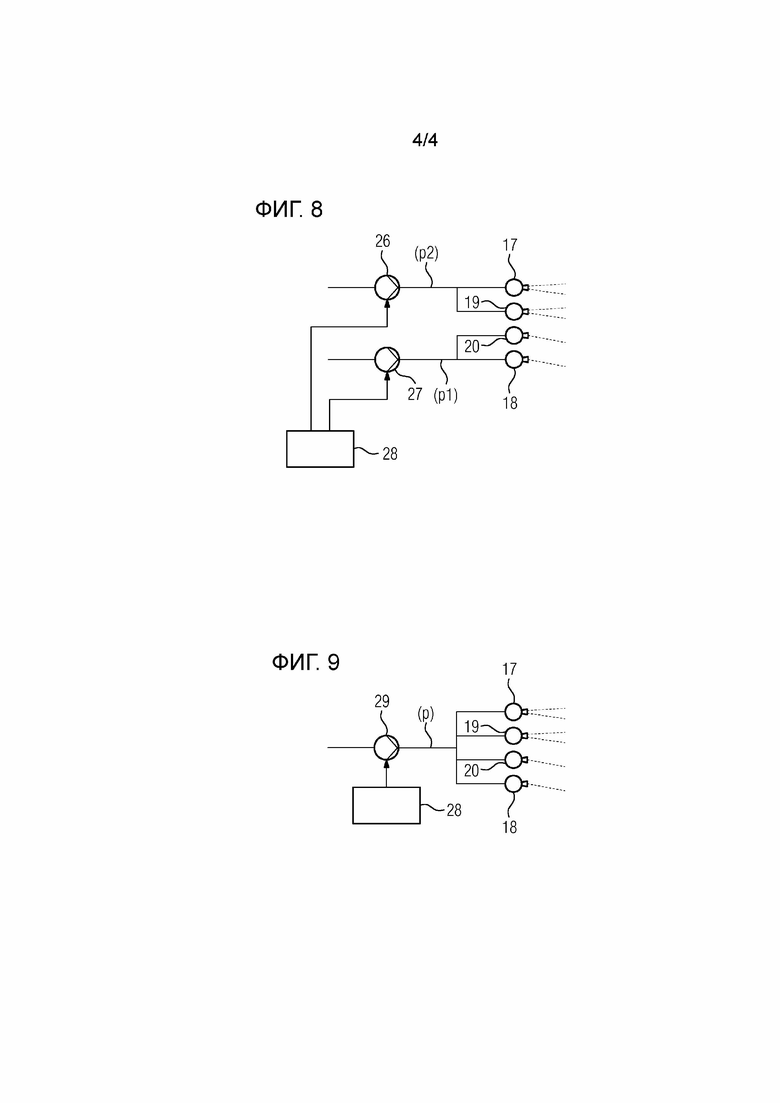
Фиг.8 снабжение разбрызгивающих сопел охлаждающими средствами, и
Фиг.9 другое снабжение разбрызгивающих сопел охлаждающими средствами.
Согласно фиг.1 посредством прокатной клети 1 должен прокатываться плоский прокатываемый продукт 2. Плоский прокатываемый продукт 2 альтернативно может быть лентой или толстым листом. Плоский прокатываемый продукт 2 состоит из металла, например из стали, алюминия или меди. Для прокатки плоского прокатываемого продукта 2 прокатная клеть 1 имеет по меньшей мере один верхний рабочий валок 3 и один нижний рабочий валок 4. Рабочие валки 3, 4 являются теми валками прокатной клети 1, которые непосредственно контактируют с плоским прокатываемым продуктом 2 при прокатке и пластически деформируют его. Таким образом, рабочие валки 3, 4 образуют между собой межвалковый зазор 5, через который во время прокатки плоского прокатываемого продукта 2 проходит плоский прокатываемый продукт 2 в направлении х транспортировки.
Прокатная клеть 1 может быть составной частью многоклетьевого прокатного стана, например, чистового прокатного стана. В этом случае, направление х транспортировки, как правило, жестко определено и для каждого процесса прокатки является одним и тем же. Такое выполнение является правилом, в частности, в случае металлической ленты. Альтернативно, прокатная клеть 1 может быть выполнена в виде реверсивной клети. В этом случае, направление х транспортировки реверсируется (инвертируется, переменяется) от прохода к проходу. Реверсивные клети используются, в частности, для прокатки толстого листа. Но иногда, они также используются для прокатки металлической ленты, например, для черновой прокатки (прокатка в обжимной клети) или для стана Стеккеля.
Плоский прокатываемый продукт 2, как правило, имеет дополнительно к рабочим валкам 3, 4 по меньшей мере один верхний и один нижний опорные валки 6, 7. Иногда могут иметься и другие валки, например у сексто-станов - верхний и нижний промежуточный валок. Опорные валки 6, 7 и при необходимости также промежуточные валки в рамках настоящего изобретения имеют второстепенное значение. Также в рамках настоящего изобретения имеет второстепенное значение, являются ли рабочие валки 3, 4 и/или имеющиеся при необходимости промежуточные валки аксиально смещаемыми. Поэтому, далее подробно не останавливаются на опорных валках 6, 7, промежуточных валках и возможности аксиального смещения рабочих валков 3, 4 и/или промежуточных валков.
По меньшей мере с выходной стороны прокатной клети 1 согласно фиг.2 расположены верхнее охлаждающее устройство 8 и нижнее охлаждающее устройство 9. Посредством упомянутого верхнего охлаждающего устройства 8 может охлаждаться с выходной стороны верхний рабочий валок 3, а посредством упомянутого нижнего охлаждающего устройства 9 - нижний рабочий валок 4. Часто также с входной стороны прокатной клети 1 расположены соответствующие охлаждающие устройства 10, 11. Для охлаждения соответствующего рабочего валка 3, 4 посредством соответствующего охлаждающего устройства 8-11 на верхний, соответственно, нижний рабочий валок 3, 4 наносится жидкое охлаждающее средство 12. Жидкое охлаждающее средство 12 является водой или содержит по меньшей мере в виде основного компонента -чаще всего более 95%, например 99% и более - воды.
Кроме того, с каждым имеющимся охлаждающим устройством 8-11 согласован снимающий элемент 13-16. Посредством соответствующего снимающего элемента 13-16 нанесенное на соответствующий рабочий валок 3, 4 жидкое охлаждающее средство 12 снимается с соответствующего рабочего валка 3, 4 с тем, чтобы оно не попало на плоский прокатываемый продукт 2.
В рамках настоящего изобретения решающим становиться выполнение расположенного с выходной стороны прокатной клети 1 верхнего охлаждающего устройства 8. Хотя возможно, что расположенное с входной стороны прокатной клети 1 верхнее охлаждающее устройство 10 выполнено таким же образом. Однако, оно также может быть выполнено и иначе. Только если прокатная клеть 1 эксплуатируется как реверсивная клеть, это охлаждающее устройство 10 должно быть выполнено точно также, поскольку входная сторона и выходная сторона при каждом проходе меняются относительно предыдущего прохода. Также возможно, что нижние охлаждающие устройства 9, 11 выполнены похожим образом, как и верхние охлаждающие устройства 8, 10. В этом случае последующие осуществления для выполнения верхнего охлаждающего устройства 8 использовались бы зеркально-симметрично. Но также они могут выполняться другим образом. Поскольку выполнение нижних охлаждающих устройств 9, 11 и расположенных с входной стороны прокатной клети 1 охлаждающих устройств 10, 11 в рамках настоящего изобретения имеет второстепенное значение, то далее более подробно поясняется только расположенное с выходной стороны прокатной клети 1 верхнее охлаждающее устройство 8.
Согласно фиг.3 расположенное с выходной стороны прокатной клети 1 верхнее охлаждающее устройство 8 имеет по меньшей мере одну верхнюю разбрызгивающую трубу 17 и одну нижнюю разбрызгивающую трубу 18. Нижняя разбрызгивающая труба 18 во время прокатки плоского прокатываемого продукта 2 расположена между плоским прокатываемым продуктом 2 и верхней разбрызгивающей трубой 17. В некоторых случаях упомянутая верхняя и упомянутая нижняя разбрызгивающие трубы 17, 18 являются единственными разбрызгивающими трубами 17, 18 охлаждающего средства 8. В других случаях дополнительно имеются средние разбрызгивающие трубы 19, 20. Упомянутые средние разбрызгивающие трубы 19, 20, при условии что они имеются, расположены между упомянутой верхней и упомянутой нижней разбрызгивающими трубами 17, 20. Количество средних разбрызгивающих труб 19, 20 составляет чаще всего одну или две. Как правило, не имеется больше, чем в общей сложности четыре разбрызгивающие трубы 17-20.
Разбрызгивающие трубы 17-20 проходят параллельно верхнему рабочему валку 3. Следовательно, направления протяженности разбрызгивающих труб 17-20 проходят параллельно оси 21 вращения 21 верхнего рабочего валка 3. Каждая разбрызгивающая труба 17-20 имеет несколько разбрызгивающих сопел 22-25. Разбрызгивающие сопла 22-25, если смотреть в направлении протяженности соответствующей разбрызгивающей трубы 17-20, расположены рядом друг с другом. Посредством разбрызгивающих сопел 22-25 жидкое охлаждающее средство 12 разбрызгивается на верхний рабочий валок 3. Разбрызгивающие сопла 22 верхней разбрызгивающей трубы 17 далее называются как верхние разбрызгивающие сопла 22, разбрызгивающие сопла 23 нижней разбрызгивающей трубы 18 - как нижние разбрызгивающие сопла. Так же разбрызгивающие сопла 24, 25 средних разбрызгивающих труб 19, 20 называются как средние разбрызгивающие сопла. Отличие в виде верхних, нижних и средних сопел 22-25 служит исключительно для согласования с соответствующей разбрызгивающей трубой 17-20. Далеко идущее значение не подходит для данного названия.
Фиг.4 показывает полученный посредством разбрызгивающих сопел 22-25 разбрызгивающих балок 17-20 рисунок разбрызгивания. Из изображения на фиг.4 видно, что разбрызгивающие сопла 22-25, если смотреть в направлении протяженности разбрызгивающих труб 17-20, расположены равноудаленно (эквидистантно). Однако, также возможно предусмотреть не равноудаленное расположение. Например, смотря по обстоятельствам, может быть целесообразным на боковых краях предусмотреть бо‘льшие расстояния. Кроме того, возможно объединить разбрызгивающие сопла 22-25 соответствующей разбрызгивающей трубы 17-20 в группы соседних разбрызгивающих сопел 22-25, так что каждая отдельная группа разбрызгивающих сопел 22-25 имеет возможность независимой настойки.
Далее из фиг.4 следует, что верхние разбрызгивающие сопла 22 выполнены в виде плоскоструйных сопел. Плоскоструйными соплами являются соответственно изображению на фиг.5 и 6 разбрызгивающие сопла, которые выдаваемую ими жидкостную струю широко разветвляют (в виде веера) в одном направлении, в то время как в другом направлении осуществляется очень малое разветвление. Угол α раствора в направлении, в котором жидкостная струя разветвляется (веером), составляет согласно фиг.5 по меньшей мере 20°, чаще всего 40° или более. Ортогональный ему угол β раствора, в котором жидкостная струя не разветвляется, составляет согласно фиг.6 максимум 3°, чаще всего 1°-2°.
Далее из фиг.4 следует, что нижние разбрызгивающие сопла 23 выполнены в виде полноструйных сопел. Полноструйными соплами являются соответственно изображению на фиг.7 разбрызгивающие сопла, которые выданную ими жидкостную струю разветвляют (веером) настолько мало, насколько возможно. Идеальным образом, угол γ раствора составляет 0°. На практике, он составляет чаще всего 1°-2°, а максимум 5°. Угол γ раствора, как правило, является независимым от плоскости, которая рассматривается.
В выполнении согласно фиг.4 разбрызгивающие сопла 22, 23 верхней и нижней разбрызгивающей трубы 17, 18 соответственно выполнены единообразно в виде плоскоструйных сопел или в виде полноструйных сопел. Однако, в отдельном случае верхняя разбрызгивающая труба 17 - в частности, если смотреть в направлении ширины плоского прокатываемого продукта 2, на своих краях - может иметь также плоскоструйные сопла. Также, аналогичным образом нижняя разбрызгивающая труба 18 - в частности, если смотреть в направлении ширины (по ширине) плоского прокатываемого продукта 2, на своих краях - может иметь и другие в виде полноструйных сопел.
Средние разбрызгивающие сопла 24, 25 по мере надобности могут быть выполнены в виде плоскоструйных сопел или в виде полноструйных сопел. Однако, предпочтительно, каждая средняя труба 19, 20 имеет только один единственный тип разбрызгивающих сопел, т.е. либо плоскоструйные сопла, либо полноструйные сопла, но не сочетает плоскоструйные сопла и полноструйные сопла. По меньшей мере это высказывание справедливо - если смотреть в направлении ширины плоского прокатываемого продукта 2 - для центральной области соответствующей средней разбрызгивающей трубы 19, 20. То есть, в отношении каждой одной из средних разбрызгивающих труб 19, 20 разбрызгивающие сопла 24, 25 соответствующей средней разбрызгивающей трубы 19, 20 выполнены единообразно. По меньшей мере
Разбрызгивающие трубы 17-20 - если смотреть сверху вниз - образуют последовательность разбрызгивающих труб 17, 19, 20, 18. Предпочтительно, внутри этой последовательности разбрызгивающих труб 17, 19, 20, 18 только один единственный раз происходит смена плоскоструйных сопел на полноструйные сопла. То есть возможно, что разбрызгивающие сопла 24, 25 обеих средних разбрызгивающих труб 19, 20 выполнены в виде полноструйных сопел. В этом случае смена плоскоструйных сопел на полноструйные сопла происходит при переходе от верхней разбрызгивающей трубы 17 к верхней средней разбрызгивающей трубе 19. Также возможно, что разбрызгивающие сопла 24, 25 обеих средних разбрызгивающих труб 19, 20 выполнены в виде плоскоструйных сопел. В этом случае смена плоскоструйных сопел на полноструйные сопла осуществляется при переходе от нижней средней разбрызгивающей трубы 20 к нижней разбрызгивающей трубе 18. Также возможно, что разбрызгивающие сопла 24, 25 каждой из обеих средних разбрызгивающих труб 19, 20 выполнены в виде плоскоструйных сопел и в виде полноструйных сопел. В этом случае смена плоскоструйных сопел на полноструйные сопла осуществляется согласно изображению на фиг.3 при переходе от верхней средней разбрызгивающей трубы 19 к нижней средней разбрызгивающей трубе 20. Выполнение, при котором разбрызгивающие сопла 24 верхней средней разбрызгивающей трубы 19 выполнены в виде полноструйных сопел, а разбрызгивающие сопла 25 нижней средней разбрызгивающей трубы 20 - в виде плоскоструйных сопел, хотя принципиально и возможно, но его по возможности следовало бы избегать. По меньшей мере это высказывание справедливо для корреспондирующих друг с другом в направлении ширины плоского прокатываемого продукта 2 областей разбрызгивающих труб 17, 19, 20, 18.
Далее, из фиг.3 и 4 видно, что области верхнего рабочего валка 3, которые обрызгиваются соответственно одним из разбрызгивающих сопел 22-25, обособлены от областей, которые обрызгиваются другими разбрызгивающими соплами 22-25. То есть, каждое отдельное сопло 22-25 индивидуально обрызгивает соответствующую область верхнего рабочего валка 3, причем области обособлены друг от друга. Тем не менее, вполне возможно, что выполненные в виде плоскоструйных сопел разбрызгивающие сопла 22 и возможно также 24 и 25 наносят охлаждающее средство ни горизонтально, ни вертикально, а наклонно соответственно изображению на фиг.4, так что в вертикальном направлении существует некоторое наложение (перекрытие).
Относительно эксплуатации охлаждающего устройства 8 соответственно изображению на фиг.8 является возможным, что жидкое охлаждающее средство 12 нагружается первым рабочим давлением р1, если подводится полноструйными соплами, согласно этому примеру осуществления, т.е. нижними разбрызгивающими соплами 23 и средними разбрызгивающими соплами 25 нижней средней разбрызгивающей трубы 20. Аналогичным образом жидкое охлаждающее средство 12 может нагружаться вторым рабочим давлением р2, если подводится плоскоструйными соплами, согласно этому примеру осуществления, т.е. верхними разбрызгивающими соплами 22 и средними разбрызгивающими соплами 24 верхней средней разбрызгивающей трубы 20. Например, для этой цели могут быть предусмотрены соответствующие насосы 26, 27. Первое рабочее давление р1 может настраиваться, например, первым управляющим устройством 28 посредством соответствующей настройки насоса 26. Второе рабочее давление р2 может настраиваться, например, управляющим средством 28 посредством соответствующей настройки насоса 27. Также может осуществляться настройка рабочего давления р1 и/или рабочего давления р2, соответственно, объемного потока, например, посредством регулировочного клапана.
Оба рабочих давления р1, р2 могут настраиваться указанным управляющим устройством 28 независимо друг от друга. Однако, первое рабочее давление р1 при выполнении согласно фиг.8 меньше второго рабочего давления р2. Например, первое рабочее давление р1 может составлять приблизительно 5 бар, в частности приблизительно 2-3 бара. Второе рабочее давление р2, наоборот, предпочтительно составляет по меньшей мере 6 бар, например, приблизительно 12-16 бар.
Альтернативно, соответственно изображению на фиг.9 является возможным, что жидкое охлаждающее средство 12 вне зависимости от того, подводится ли он полноструйными соплами или плоскоструйными соплами, нагружается единым рабочим давлением р. Например, для этой цели может быть предусмотрен общий насос 29. В этом случае общее рабочее давление р может настраиваться управляющим устройством 28 посредством соответствующей настройки насоса 29. Рабочее давление р в этом случае составляет предпочтительно максимум 10 бар. В частности, оно, аналогично первому рабочему давлению р1, может составлять приблизительно 2-3 бара.
Настоящее изобретение имеет много преимуществ. В частности, нижняя область верхнего рабочего валка 3 может хорошо охлаждаться даже тогда, когда на согласованном снимающем элементе 13 образовывалась бы жидкостная ванна. Кроме того, также простым образом возможно соответственно дооснастить традиционную, не соответствующую изобретению охлаждающую систему существующей прокатной клети 1. Для этого, лишь уже имеющаяся самая нижняя разбрызгивающая труба должна демонтироваться и замениться соответствующей изобретению нижней разбрызгивающей трубой 17. Кроме того, если смотреть в окружном направлении верхнего рабочего валка 3, может доводиться до максимума (максимизироваться) угловая область, на которой осуществляется охлаждение. В частности, охлаждение может начинаться уже непосредственно над расположенным с выходной стороны прокатной клети 1 верхним снимающим элементом 13.
Хотя изобретение более подробно было проиллюстрировано и описано в деталях посредством предпочтительного примера осуществления, изобретение не ограничено этими раскрытыми примерами и из этого специалистом могут выводиться другие варианты без выхода за объем защиты изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 прокатная клеть
2 плоский прокатываемый продукт
3,4 рабочие валки
5 межвалковый зазор
6,7 опорные валки
8-11 охлаждающие устройства
12 жидкое охлаждающее средство
13-16 снимающие элементы
17-20 разбрызгивающие трубы
21 ось вращения
22-25 разбрызгивающие сопла
26,27,29 насосы
28 управляющее устройство
р, р1,р2 рабочие давления
х направление транспортировки
α,β,γ углы раствора
Изобретение относится к прокатной клети. Прокатная клеть имеет верхний рабочий валок и нижний рабочий валок. С выходной стороны прокатной клети расположено верхнее охлаждающее устройство, посредством которого охлаждают верхний рабочий валок. Верхнее охлаждающее устройство имеет верхнюю разбрызгивающую трубу с верхними разбрызгивающими соплами и нижнюю разбрызгивающую трубу с нижними разбрызгивающими соплами. Нижняя разбрызгивающая труба расположена между прокатываемым продуктом и верхней разбрызгивающей трубой. Некоторые из верхних разбрызгивающих сопел выполнены в виде плоскоструйных сопел. Некоторые их нижних разбрызгивающих сопел выполнены в виде полноструйных сопел. В результате обеспечивается высокоэффективное и равномерное охлаждение верхнего рабочего валка. 6 з.п. ф-лы, 9 ил.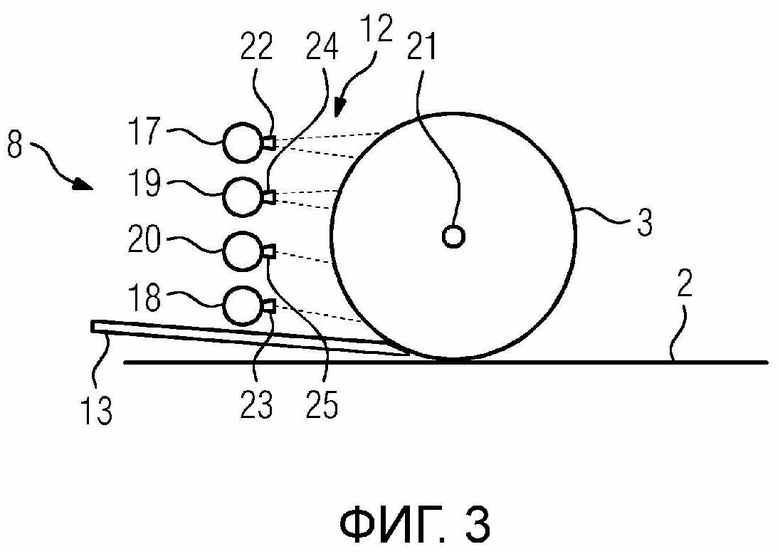
1. Прокатная клеть для прокатки плоского прокатываемого продукта (2) из металла,
- причем прокатная клеть имеет верхний рабочий валок (3) и нижний рабочий валок (4), которые между собой образуют межвалковый зазор (5),
- межвалковый зазор (5) служит для прохождения через него плоского прокатываемого продукта в направлении (х) транспортировки во время прокатки плоского прокатываемого продукта (2),
- с выходной стороны прокатной клети расположено верхнее охлаждающее устройство (8), посредством которого охлаждают верхний рабочий валок (3),
- верхнее охлаждающее устройство (8) имеет верхнюю разбрызгивающую трубу (17), которая проходит параллельно верхнему рабочему валку (3) и имеет верхние разбрызгивающие сопла (22), посредством которых жидкое охлаждающее средство (12) разбрызгивают на верхний рабочий валок (3),
- верхнее охлаждающее устройство (8) имеет нижнюю разбрызгивающую трубу (18), которая проходит параллельно верхнему рабочему валку (3) и имеет нижние разбрызгивающие сопла (23), посредством которых жидкое охлаждающее средство (12) разбрызгивают на верхний рабочий валок (3),
- нижняя разбрызгивающая труба (18) расположена между плоским прокатываемым продуктом (2) и верхней разбрызгивающей трубой (17),
- по меньшей мере некоторые из верхних разбрызгивающих сопел (22) - как правило все верхние разбрызгивающие сопла (22) - выполнены в виде плоскоструйных сопел,
отличающаяся тем, что по меньшей мере некоторые из нижних разбрызгивающих сопел (23) - как правило все нижние разбрызгивающие сопла (23) - выполнены в виде полноструйных сопел.
2. Прокатная клеть по п.1, отличающаяся тем, что имеет по меньшей мере одну среднюю разбрызгивающую трубу (19, 20), которая расположена между верхней и нижней разбрызгивающими трубами (17, 18), проходит параллельно верхнему рабочему валку (3) и имеет средние разбрызгивающие сопла (24, 25), посредством которых жидкое охлаждающее средство (12) разбрызгивают на верхний рабочий валок (3), и причем средние разбрызгивающие сопла (24, 25) каждой средней разбрызгивающей трубы (19, 20) по меньшей мере в центральной области соответствующей средней разбрызгивающей трубы (19, 20) выполнены либо одинаково в виде плоскоструйных сопел, либо одинаково в виде полноструйных сопел.
3. Прокатная клеть по п.2, отличающаяся тем, что верхняя разбрызгивающая труба (17), средние разбрызгивающие трубы (19, 20) и нижняя разбрызгивающая труба (18) - если смотреть сверху вниз - образуют последовательность разбрызгивающих труб (17, 19, 20, 18), причем в пределах этой последовательности разбрызгивающих труб (17, 19, 20, 18) для корреспондирующих друг с другом в направлении ширины плоского прокатываемого продукта (2) областей разбрызгивающих труб (17, 19, 20, 18) только один единственный раз осуществляется смена плоскоструйных сопел на полноструйные сопла.
4. Прокатная клеть по любому из пп.1-3, отличающаяся тем, что подведенное к полноструйным соплам охлаждающее средство (12) нагружается первым рабочим давлением (р1), что подведенное к плоскоструйным соплам охлаждающее средство (12) нагружается вторым рабочим давлением (р2) и что первое рабочее давление (р1) меньше второго рабочего давления (р2).
5. Прокатная клеть по п.4, отличающаяся тем, что первое рабочее давление (р1) составляет максимум 5 бар и что второе рабочее давление (р2) составляет по меньшей мере 6 бар.
6. Прокатная клеть по любому из пп.1-3, отличающаяся тем, что подведенное к полноструйным соплам охлаждающее средство (12) и подведенное к плоскоструйным соплам охлаждающее средство (12) нагружаются одинаковым рабочим давлением (р).
7. Прокатная клеть по п.6, отличающаяся тем, что рабочее давление (р) составляет максимум 10 бар.
| DE 102009053074 A1, 09.09.2010 | |||
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| EP 3308868 A1, 18.04.2018. | |||

