Настоящее изобретение относится к способу для нанесения охлаждающего средства на прокатываемый материал и/или на по меньшей мере один рабочий валок прокатной клети с очагом деформации, причем прокатываемый материал прокатывают с помощью прокатной клети. Далее изобретение относится также к прокатной клети.
Использование охлаждающих и смазывающих средств при прокатке прокатываемого материала известно, например, из книги "Основы прокатки полосы", Карлхайнц Вебер, ФЕБ Немецкое издательство для промышленности основных материалов, Лейпциг, 1973, страницы 210 до 215. Здесь, в частности, описывают использование масел или масляных эмульсий, которые наносят на прокатываемый материал или валки прокатной клети стана холодной прокатки.
Нанесение охлаждающего средства, как правило, масла или, соответственно, масляной эмульсии, служит для охлаждения прокатываемого материала и/или валков прокатной клети. Одновременно посредством масла или, соответственно, масляной эмульсии также смазывают очаг деформации прокатной клети. Тем самым охлаждающее средство может служить также или, соответственно, в экстремальном случае даже исключительно в качестве смазочного средства.
Из выложенного описания изобретения DE 2927769 известны способ и установка для плоской прокатки полосового материала из стали и цветного металла. При этом рабочие валки прокатных клетей с помощью множества распылительных сопел обрызгивают охлаждающей жидкостью и при этом регулируют или, соответственно, управляют зонами охлаждения и/или разбрызгиваемыми количествами.
Из Европейской заявки на патент ЕР 0908248 А2 известны устройство и способ для воздействия на условия трения между верхним и нижним валком прокатной клети. На входной стороне прокатной клети расположено распыляющее устройство для разбрызгивания определенного количества жидкости в направлении очага деформации и регулирующее устройство для количественного определения и выдачи этой жидкости.
Из описания изобретения к патенту US 3802231 известен способ для локализованного контроля профиля полосы. Далее раскрывает D3 распылительные сопла, которыми охлаждающую жидкость наносят на верхний рабочий валок прокатной клети.
Из японского выложенного описания изобретения JP 02197309 известен способ для управления профилем полосы посредством охлаждающего средства. Для этого охлаждающее средство наносят на целевой объект посредством распылительных сопел.
Задачей изобретения является нанесение охлаждающего средства на прокатываемый материал и/или на по меньшей мере один рабочий валок прокатной клети таким образом, чтобы были обеспечены по возможности постоянные и стабильные условия охлаждения или, соответственно, смазки.
Эта задача решается за счет способа для нанесения охлаждающего средства на прокатываемый материал и/или на по меньшей мере один рабочий валок прокатной клети с очагом деформации, причем прокатываемый материал прокатывают с помощью прокатной клети и причем количество подлежащего нанесению охлаждающего средства определяют в зависимости от действующей в очаге деформации мощности, причем мощность, действующая в очаге деформации прокатной клети, составляется из мощности по меньшей мере одного привода прокатной клети с прибавлением мощности в выходном натяжении прокатной клети за вычетом мощности во входном натяжении прокатной клети. Таким образом минимизируют мешающие воздействия толщины и избегают слишком высоких температур полосы или, соответственно, валков.
Предпочтительно количество подлежащего нанесению охлаждающего средства можно определять пропорционально действующей в очаге деформации мощности.
Преимущественно плоскостность прокатываемого материала можно определять по множеству зон в направлении ширины, причем охлаждающее средство в зависимости от определенного распределения плоскостности наносят распределенно по множеству зон на прокатываемый материал и/или на по меньшей мере один рабочий валок.
Целесообразно способ может быть выполнен со следующими шагами:
i) установление подлежащего нанесению общего количества охладителя в зависимости от действующей в очаге деформации мощности,
ii) установление количеств охладителя для множества расположенных в направлении ширины зон в зависимости от рассогласования распределения плоскостности,
iii) определение разницы количеств охладителя путем сравнения суммы количеств охладителя согласно шагу ii) с общим количеством охладителя согласно шагу i),
iv) определение дополнительных составляющих количеств охладителя для зон на основе разницы количеств охладителя согласно шагу iii) с учетом верхней и нижней границы количеств охладителя для зон,
v) повторение шагов ii) до iv), пока разница количеств охладителя согласно шагу iii) не опустится ниже ранее задаваемого значения.
Предпочтительно охлаждающее средство можно наносить на прокатываемый материал с помощью охлаждающих сопел.
Дальнейшие преимущества и подробности изобретения поясняются в последующем в виде примера на основе чертежей. При этом показывают:
ФИГ.1 - прокатную клеть с системой измерения плоскостности и управляющей вычислительной машиной,
ФИГ.2 - пример для системы охлаждения с множеством расположенных в направлении ширины зон,
ФИГ.3 - пример для расположения зон со ссылкой на прокатываемый материал,
ФИГ.4 - схематически прохождение способа для установления количеств охладителя для отдельных зон.
ФИГ.1 показывает прокатную клеть 2 с рабочими валками 3 и опорными валками 4 для прокатки прокатываемого материала 1. Прокатываемый материал 1 предпочтительным образом имеет форму полосы и выполнен в виде металлической ленты, например стальной ленты или ленты из легкого металла, например алюминия. В показанном примере прокатываемый материал 1 проходит через прокатную клеть 2 в продольном направлении х. Прокатная клеть 2 содержит множество рабочих валков 3, которые простираются в направлении ширины у и расположены в основном друг над другом. Между рабочими валками 3 находится очаг деформации 9, через который прокатываемый материал 1 проходит во время процесса прокатки. В направлении ширины у расположены охлаждающие сопла 5, которые направлены на один или несколько из рабочих валков 3 и/или на прокатываемый материал 1. Охлаждающие сопла 5 служат для нанесения охлаждающего средства 8 на прокатываемый материал 1 и/или на рабочие валки 3. В частности, при холодной прокатке можно охлаждать валки 3, 4 и прокатываемый материал 1 так называемым прокатным маслом в качестве охлаждающего средства 8. Прокатное масло служит при этом одновременно для смазки очага деформации 9. Охлаждающее средство 8 может содержать масляную эмульсию. Охлаждающее средство 8 может по меньшей мере частично состоять из воды.
К прокатной клети 2 и к находящемуся в ней прокатываемому материалу 1 подводят энергию через по меньшей мере один не представленный более подробно на чертеже привод. Большая часть этой энергии отводится с перемещающимся нагретым прокатываемым материалом 1 и через охлаждающее средство 8, в частности прокатное масло. Распределение отведенной энергии на прокатываемый материал 1 и охлаждающее средство 8 зависит от различных обстоятельств, как, например, от вида подлежащего прокатке материала, твердости материала, сопротивления деформации и скорости прокатываемого материала 1.
Охлаждающие сопла 5 расположены предпочтительно на одной или множестве балок 10 (см. ФИГ.2, на ФИГ.1 более подробно не представлены).
На прокатной клети 2 предусмотрены предпочтительно на каждый рабочий валок 3 от одной до трех балок 10 для охлаждения и, при необходимости, дополнительно одна следующая балка 10 для смазки.
В направлении движения прокатываемого материала 1, а именно в показанном примере в продольном направлении x, после прокатной клети 2, то есть на выходной стороне прокатной клети 2, расположена система измерения плоскостности 6, которая через управляющую вычислительную машину 7 связана с прокатной клетью 2.
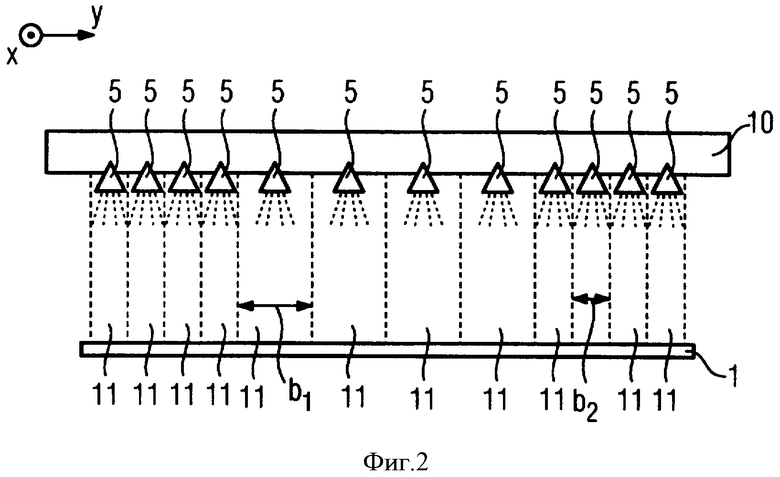
ФИГ.2 показывает расположенную над прокатываемым материалом 1 балку 10 системы охлаждения для охлаждения прокатываемого материала 1 и/или валков 3, 4. На чертеже прокатываемый материал представлен в сечении. На балке 10 расположено множество охлаждающих сопел 5, которые по меньшей мере частично направлены на прокатываемый материал 1 и/или на не представленный более подробно на ФИГ.2 рабочий валок 3. Охлаждающие сопла 5 присвоены соответственно зонам 11, причем эти зоны 11 могут иметь различную ширину b1 или, соответственно, b2. В показанном на ФИГ.2 примере представлены малые зоны охлаждения с шириной b2 и большие зоны охлаждения с шириной b1, причем ширина b1 является вдвое большей, чем ширина b2. В представленном на ФИГ.2 примере на балке 10 предусмотрено точно по одному охлаждающему соплу 5 на каждую зону 11. Показанное на ФИГ.2 расположение может быть перенесено обратно без проблем на расположенную под прокатываемым материалом 1 систему охлаждения с охлаждающими соплами 5 и с по меньшей мере одной балкой 10.
ФИГ.3 показывает распределение зон 11 относительно прокатываемого материала 1. На чертеже прокатываемый материал 1 представлен в виде сверху.
В примерной форме выполнения изобретения необходимое общее количество охладителя для охлаждения в прокатной клети 2 определяют в зависимости от действующей в очаге деформации 9 мощности. Предпочтительным образом можно определять необходимое общее количество охладителя пропорционально действующей в очаге деформации 9 мощности. Действующая в очаге деформации 9 мощность складывается из мощности по меньшей мере одного привода прокатной клети 2 с прибавлением мощности в выходном натяжении прокатной клети 2 за вычетом мощности во входном натяжении прокатной клети 2. Получающаяся мощность в очаге деформации 9 преобразуется в работу деформации и тем самым в тепло.
Действующую в очаге деформации 9 мощность определяют в регулированиях скоростей вращения приводов, действующих на подлежащем прокатке прокатываемом материале 1. Как правило, на прокатываемом материале 1, который проходит через группу клетей прокатного стана, являются действующими приводы множества клетей прокатного стана 2.
Общее количество охладителя при малой скорости прокатки ограничивают предпочтительно до минимального значения. Преимущественно производят аналогично ограничение общего количества охладителя до максимального значения при больших скоростях прокатки.
Как показано на ФИГ.1 и 2, необходимое количество охладителя наносят через охлаждающие сопла 5 в виде охлаждающего средства 8 на валки 3, 4, предпочтительно рабочие валки 3 и, при необходимости, на прокатываемый материал 1. Охлаждающим соплам 5 соответственно присвоены зоны 11, причем на каждую зону 11 предусмотрено по меньшей мере одно, предпочтительным образом точно одно охлаждающее сопло 5.
Для точной настройки общего количества охладителя, определенного в зависимости от действующей в очаге деформации 9 мощности, на многозонное регулирование охлаждения накладывается регулятор общего количества охладителя, который заботится о том, чтобы настраивать необходимое общее количество охладителя за счет повышения или, соответственно, уменьшения количества охладителя в отдельных зонах 11 охлаждения. При этом обеспечивают, что необходимое общее количество охладителя при постоянных условиях поддерживается по возможности постоянным. Таким образом избегают, что прокатываемый материал 1 и валки 3, 4, в частности рабочие валки 3, чрезмерно нагреваются. Настройка количества охладителя для каждой отдельной зоны 11 охлаждения происходит за счет установления соотношения времен "включено-выключено" клапана охлаждения соответствующего охлаждающего сопла 5 или с помощью пропорционального клапана.
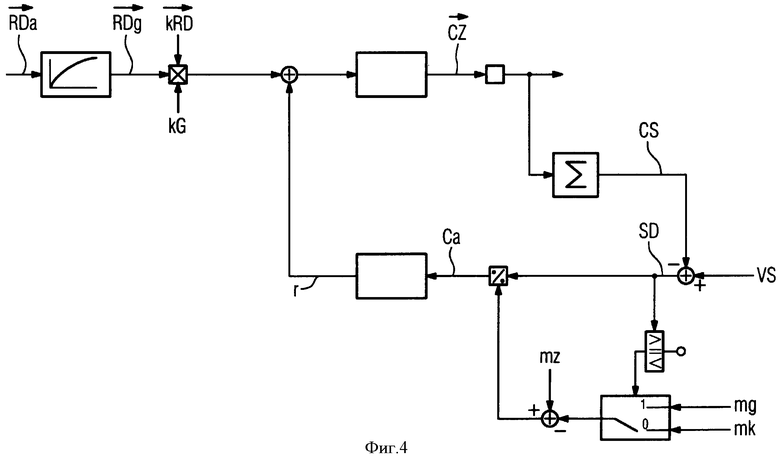
Как схематически представлено на ФИГ.4, сначала из актуального рассогласования  на каждую зону 11 образуют сглаженное рассогласование
на каждую зону 11 образуют сглаженное рассогласование  на каждую зону 11 и умножают соответственно с зависящим от рассогласования усилением
на каждую зону 11 и умножают соответственно с зависящим от рассогласования усилением  и не зависящим от зон общим усилением регулятора kG. Тем самым на основе актуального рассогласования
и не зависящим от зон общим усилением регулятора kG. Тем самым на основе актуального рассогласования  распределения плоскостности, определенного с помощью системы измерения плоскостности 6 (см. ФИГ.1), за счет многозонного регулирования охлаждения определяют соответствующее распределение количеств охладителя
распределения плоскостности, определенного с помощью системы измерения плоскостности 6 (см. ФИГ.1), за счет многозонного регулирования охлаждения определяют соответствующее распределение количеств охладителя  в отдельных охлаждающих соплах 5 или, соответственно, зонах 11. В случае величин актуального рассогласования , сглаженного рассогласования
в отдельных охлаждающих соплах 5 или, соответственно, зонах 11. В случае величин актуального рассогласования , сглаженного рассогласования  , зависящего от рассогласования усиления
, зависящего от рассогласования усиления  и распределения количеств охладителя
и распределения количеств охладителя  речь идет о векторах, причем количество элементов этих векторов предпочтительно соответствует количеству зон 11. Остальные показанные на ФИГ.4 величины являются предпочтительно скалярными.
речь идет о векторах, причем количество элементов этих векторов предпочтительно соответствует количеству зон 11. Остальные показанные на ФИГ.4 величины являются предпочтительно скалярными.
Наложенным регулятором общего количества охладителя сравнивают общее количество охладителя CS, получающееся из измерения плоскостности или, соответственно, регулирования плоскостности, с заранее заданным общим количеством охладителя VS. Заданное общее количество охладителя VS предпочтительно определяют, как описано выше в качестве примера, в зависимости от мощности, действующей в очаге деформации. Из получающейся отсюда общей разности количеств охладителя SD вычисляют дополнительную составляющую количества охладителя Са для отдельных охлаждающих сопел 5 или, соответственно, зон 11. При этом принимают во внимание, что минимальное или, соответственно, максимальное количество охладителя на каждую зону 11 не может выходить за нижний или, соответственно, верхний предел и что различные ширины зон b1, b2 (см. ФИГ.2) обуславливают различные количества протекающего охлаждающего средства. Различают между недостающими составляющими количества охладителя mk, отнесенными к зонам 11 большой ширины b1, и избыточными составляющими количества охладителя mg, отнесенными к зонам 11 большой ширины b1. Избыточные составляющие количества охладителя mg, отнесенные к зонам 11 большой ширины b1, вычитают из полных составляющих количества охладителя mz, отнесенных к зонам 11 большой ширины b1, чтобы определить дополнительную составляющую количества охладителя Са для отдельных охлаждающих сопел 5. Теперь эту дополнительную составляющую количества охладителя Са суммируют не непосредственно на распределение количеств охладителя , а пересчитывают в рассогласование r и суммируют так с выходом регулятора каждой зоны 11. Сравнение общего количества охладителя CS с заданным общим количеством охладителя VS и получающуюся отсюда коррекцию выхода регулятора повторяют так часто, пока разница между общим количеством охладителя CS и заданным общим количеством охладителя VS не опустится ниже задаваемого значения.
Существенная лежащая в основе изобретения идея может быть резюмирована следующим образом.
Изобретение относится к способу для нанесения охлаждающего средства 8 на прокатываемый материал 1 и/или на по меньшей мере один валок 3, 4 прокатной клети 2 с очагом деформации 9. При этом сначала устанавливают подлежащее нанесению общее количество охладителя в зависимости от мощности, действующей в очаге деформации 9. Затем устанавливают количество охладителя для множества зон 11 в зависимости от рассогласования распределения плоскостности, определенного с помощью системы измерения плоскостности 6, причем посредством сравнения суммы определенных таким образом количеств охладителя с установленным ранее общим количеством охладителя определяют разницу количеств охладителя, на основе которой определяют дополнительные составляющие количеств охладителя для зон 11 с учетом верхней и нижней границ количеств охладителя для зон 11. Этот образ действий повторяют так долго, пока разница количеств охладителя не понизится ниже задаваемого значения. Согласно изобретению за счет соблюдения заданного общего количества охладителя VS обеспечивают постоянные и стабильные условия охлаждения и смазки. Влияния толщин прокатываемого материала 1 и повышенные температуры прокатываемого материала 1 или, соответственно, валков 3, 4 избегаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СМАЗЫВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2287386C2 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ И/ИЛИ ШЕРОХОВАТОСТИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2417850C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| СПОСОБ СМАЗКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2004 |
|
RU2364454C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ДЛЯ ПРОКАТНОГО СТАНА | 2009 |
|
RU2523177C2 |
| ХОЛОДНАЯ ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ГРУППЕ ПРОКАТНЫХ КЛЕТЕЙ, ИМЕЮЩЕЙ НЕСКОЛЬКО ПРОКАТНЫХ КЛЕТЕЙ | 2020 |
|
RU2792913C1 |

Изобретение предназначено для повышения стабильности условий охлаждения при прокатке. Способ включает нанесение охлаждающего средства 8 на прокатываемый материал 1 и/или по меньшей мере на один валок 3, 4 прокатной клети 2 с очагом деформации 9. Постоянные и стабильные условия охлаждения и смазки, исключающие влияние толщин прокатываемого материала 1 и повышенных температур прокатываемого материала 1 или валков, обеспечиваются за счет того, что сначала определяют подлежащее нанесению общее количество охладителя в зависимости от действующей в очаге деформации 9 мощности, складывающейся из мощности по меньшей мере одного привода прокатной клети (2), с добавлением мощности в выходном натяжении прокатной клети (2) за вычетом мощности во входном натяжении прокатной клети (2), затем устанавливают количество охладителя для множества зон 11 в зависимости от рассогласования распределения плоскостности, определенного с помощью системы измерения плоскостности 6, причем за счет сравнения суммы определенных таким образом количеств охладителя с установленным ранее общим количеством охладителя определяют разницу количеств охладителя, на основе которой определяют дополнительные составляющие количеств охладителя для зон 11 с учетом верхней и нижней границы количеств охладителя для зон 11. 3 н. и 1 з.п. ф-лы, 4 ил.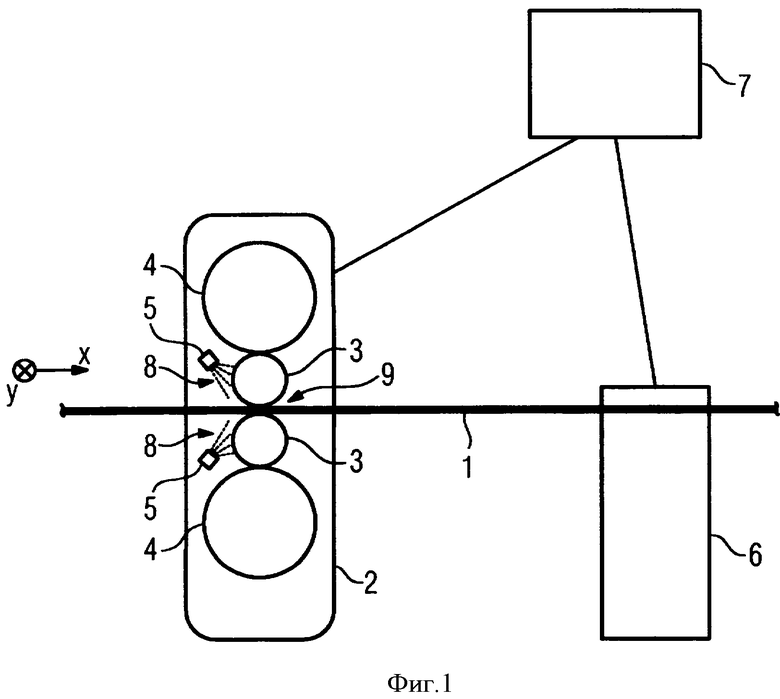
1. Способ нанесения охлаждающего средства (8) на прокатываемый материал (1) и/или на, по меньшей мере, один рабочий валок (3) прокатной клети (2) с очагом деформации (9), причем прокатываемый материал (1) прокатывают с помощью прокатной клети (2), отличающийся тем, что количество подлежащего нанесению охлаждающего средства (8) определяют в зависимости от действующей в очаге деформации мощности, причем действующая в очаге (9) деформации мощность составляется из мощности, по меньшей мере, одного привода прокатной клети (2), с прибавлением мощности в выходном натяжении прокатной клети (2), за вычетом мощности во входном натяжении прокатной клети (2).
2. Управляющая вычислительная машина (7) для, по меньшей мере, одной прокатной клети (2), отличающаяся тем, что она запрограммирована компьютерным программным продуктом со средствами программного кода и выполнена с возможностью реализации указанного компьютерного программного продукта для осуществления способа по п.1.
3. Прокатная клеть (2) с системой охлаждения (5, 10), с системой измерения плоскостности (6) и с управляющей вычислительной машиной (7) по п.2, причем управляющая вычислительная машина (7) связана с системой измерения плоскостности (6) и с системой охлаждения (5, 10).
4. Прокатная клеть (2) по п.3, отличающийся тем, что система охлаждения (5, 10) содержит множество расположенных на, по меньшей мере, одной балке (10) охлаждающих сопел (5).
| US 4392367 A, 12.07.1983 | |||
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА СООТНОШЕНИЯ В ТРЕНИИ МЕЖДУ ВЕРХНИМ И НИЖНИМ ВАЛКОМ ПРОКАТНОЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПОЛОСООБРАЗНОГО ПРОКАТА | 1998 |
|
RU2208488C2 |
| Способ охлаждения калиброванных валков прокатного стана | 1984 |
|
SU1296248A1 |

