Область, к которой относится настоящее изобретение
Настоящее изобретение относится к способу изготовления статора бесщеточного электродвигателя постоянного тока и статору бесщеточного электродвигателя постоянного тока, изготовленному указанным способом, и, более точно, к способу изготовления статора бесщеточного электродвигателя постоянного тока, который может улучшить характеристику В-Н и характеристику потерь в сердечнике путем спиралевидной укладки заднего ярма, изготовленного из листовой кремнистой стали, и вставки полюсов, сформированных из магнитного порошка железа во внутреннюю круговую поверхность заднего ярма, и статору бесщеточного электродвигателя постоянного тока, изготовленному указанным способом.
Уровень техники
В общем случае, бесщеточный электродвигатель постоянного тока не содержит коллектор и имеет либо ротор, либо статор, подсоединенные к источнику питания, причем другой из них приводится в действие посредством электромагнитной индукции.
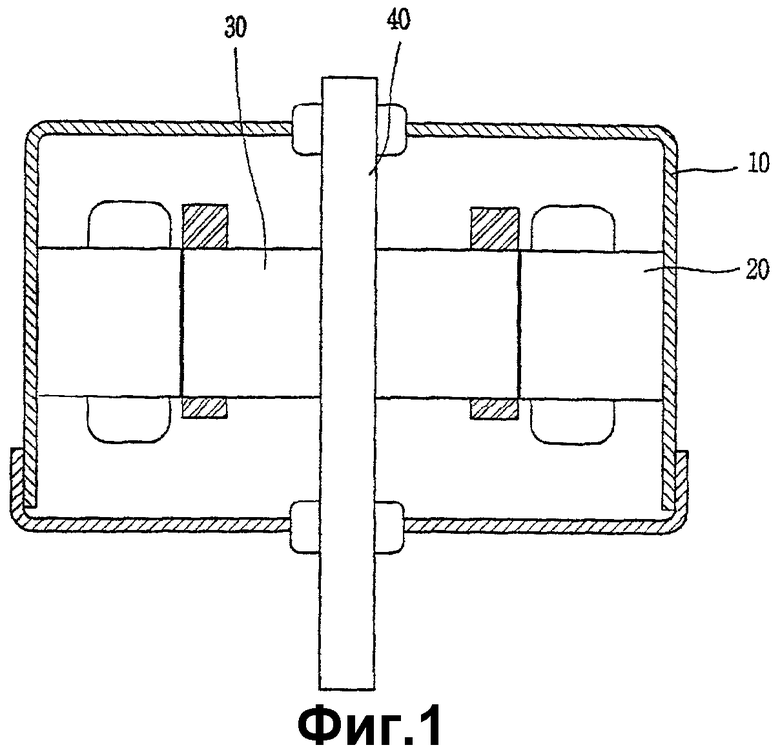
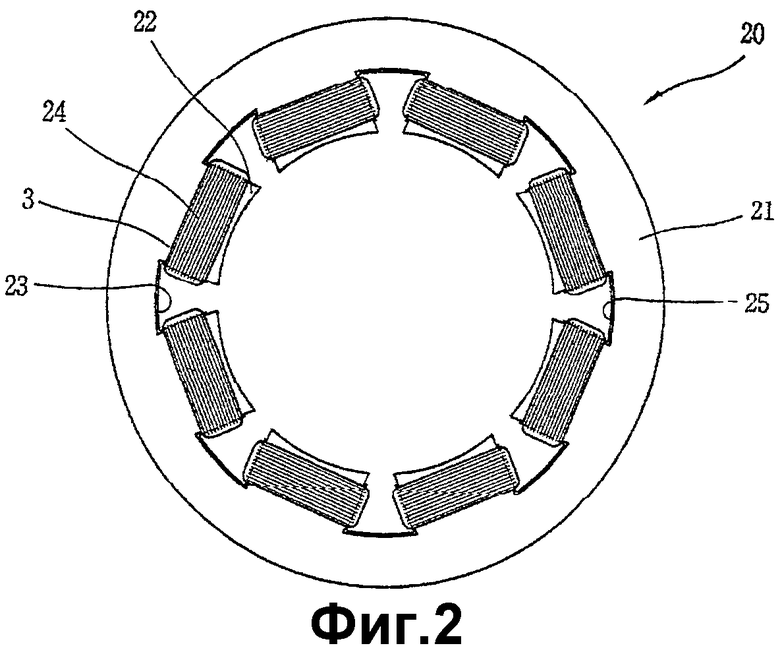
Фиг.1 представляет собой схематическое вертикальное сечение известного бесщеточного электродвигателя постоянного тока, изготовленного из листовой кремнистой стали, и Фиг.2 представляет собой схематический вид сверху, иллюстрирующий статор известного бесщеточного электродвигателя постоянного тока, изготовленного из листовой кремнистой стали.
По Фиг.1 и 2 в известном бесщеточном электродвигателе постоянного тока, изготовленном из листовой кремнистой стали, статор устанавливают вдоль внутренней круговой поверхности основного тела 10 электродвигателя, служащего в качестве корпуса, и ротор 30 установлен с возможностью вращения на оси 40 вращения в центре статора 20.
Статор 20 имеет конструкцию, составленную из множества пластин листовой кремнистой стали. Заднее ярмо 21 формируют на внешней круговой поверхности статора 20, а множество полюсов 22 формируют на внутренней круговой поверхности заднего ярма 21 через заранее определенный интервал.
Заднее ярмо 21 и полюса 22 статора 20 формируют способом штамповки, хорошо известным в данной области техники.
Множество слотов 23 формируют между полюсами 22 через заранее определенные интервалы, причем изоляционная бумага 25 покрывает внешние круговые поверхности каждого полюса 22 и внутреннюю круговую поверхность заднего ярма 21, и катушки 24 наматывают вокруг круговых поверхностей полюсов 22.
Ниже описана работа известного бесщеточного электродвигателя постоянного тока, изготовленного из листовой кремнистой стали.
При подаче питания на катушки 24 вращающееся магнитное поле (магнитное поле, вращающее ротор) генерируется током, протекающим через катушки 24, и в роторе 30 генерируется наведенный ток.
Вращательный момент генерируется ротором 30 при взаимодействии вращающегося магнитного поля с наведенным током, приводя во вращение ротор 30 и ось 40 вращения.
На статоре 20 известного бесщеточного электродвигателя постоянного тока, изготовленного из листовой кремнистой стали, формируют задние ярмо 21 и полюса 22 путем прессования и штамповки листовой кремнистой стали. При этом после формирования заднего ярма 21 и полюсов 22 в процессе штамповки образуется множество обрезков. Тем самым без необходимости переходит в отходы материал (листовая кремнистая сталь).
Для решения вышеизложенной проблемы предлагается процесс порошковой металлургии для изготовления целевых компонентов путем помещения магнитного порошка железа в пресс-форму и спекания магнитного порошка железа.
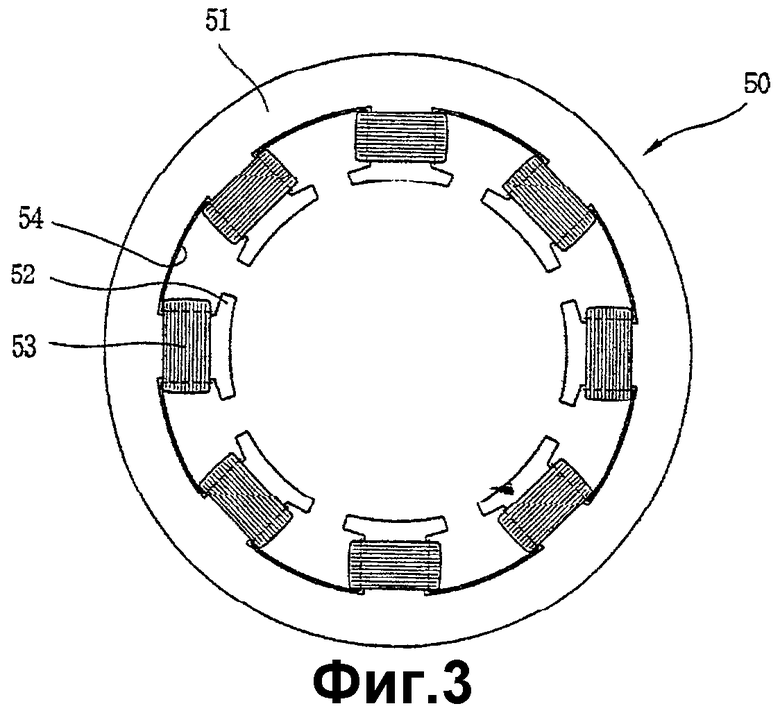
Фиг.3 представляет собой схематический вид сверху, иллюстрирующий статор известного бесщеточного электродвигателя постоянного тока, сформированного из магнитного порошка железа.
Как показано на Фиг.3, в статоре 50 известного бесщеточного электродвигателя постоянного тока, сформированного из магнитного порошка железа, заднее ярмо 51 формируют на внешней круговой поверхности статора 50, и множество полюсов 52 формируют на внутренней круговой поверхности заднего ярма 51 через постоянные интервалы.
В случае формирования статора из магнитного порошка железа заднее ярмо 51 и полюса 52 могут быть сформированы требуемой формы, и объем катушек 53, намотанных вокруг внешней круговой поверхности полюсов 52, может быть уменьшен. Однако в сравнении со статором 20, изготовленным из листовой кремнистой стали по Фиг.2, статор 50, сформированный из магнитного порошка железа, ухудшает характеристику В-Н и характеристику потерь в сердечнике.
Характеристика В-Н и характеристика потерь в сердечнике листовой кремнистой стали и магнитного порошка железа описаны ниже со ссылками на Фиг.4 и 5.
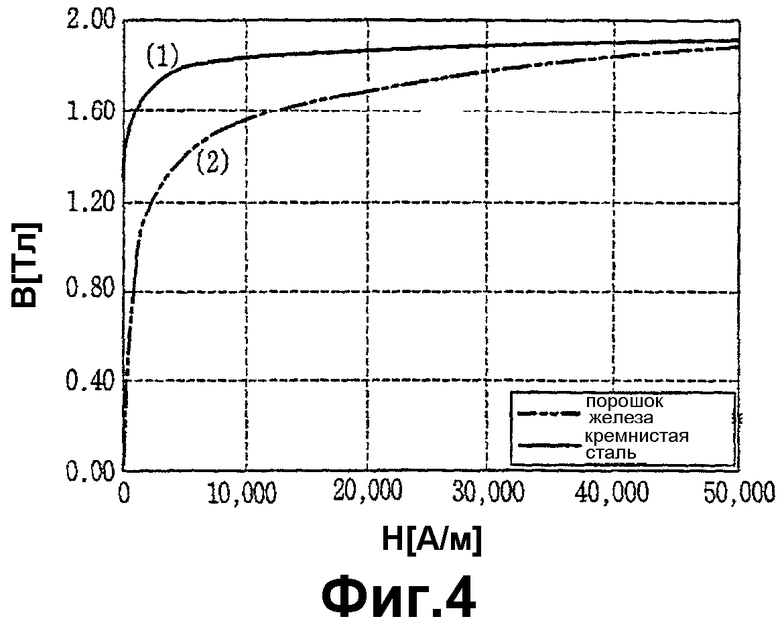
Фиг.4 представляет собой диаграмму, показывающую характеристику В-Н.
Как показано на Фиг.4, поперечная ось показывает электрическое поле Н, ось ординат показывает плотность потока В, кривая 1 относится к листовой кремнистой стали, кривая 2 относится к магнитному порошку железа.
При электрическом поле, меняющемся от 10000 до 20000, кривая 2 находится ниже кривой 1 по плотности магнитного потока В.
Таким образом, электрическое поле пропорционально току, и плотность потока пропорциональна мощности. Соответственно, при приложении одинакового тока мощность электродвигателя, использующего статор, сформированный из магнитного порошка железа, ниже, чем мощность электродвигателя, использующего статор, изготовленный из листовой кремнистой стали.
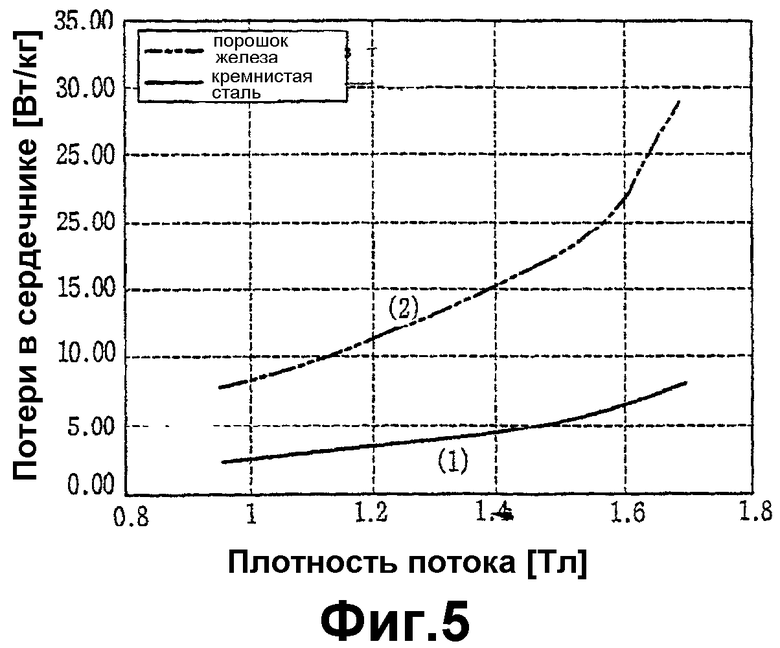
На Фиг.5 показана характеристика потерь в сердечнике.
Как показано на Фиг.5, поперечная ось показывает плотность потока В, ось ординат показывает потери в сердечнике, кривая 1 относится к листовой кремнистой стали, кривая 2 относится к магнитному порошку железа. Во всем показанном диапазоне магнитного потока кривая 2 расположена выше кривой 1.
При рассмотрении характеристики В-Н и характеристики потерь в сердечнике очевидно, что мощность электродвигателя, использующего статор, сформированный из магнитного порошка железа, является относительно более низкой, чем мощность электродвигателя, использующего статор, изготовленный из листовой кремнистой стали.
Как описано выше, известный бесщеточный электродвигатель постоянного тока, изготовленный из листовой кремнистой стали, показывает лучшую характеристику В-Н и характеристику потерь в сердечнике, чем бесщеточный электродвигатель постоянного тока, сформированный из магнитного порошка железа, но при этом образуется большое количество обрезков, что приводит в результате к большим потерям листовой кремнистой стали.
С другой стороны, известный бесщеточный электродвигатель постоянного тока, сформированный из магнитного порошка железа, не дает обрезков, но сильнее ухудшает характеристику В-Н и характеристику потерь в сердечнике по сравнению с известным бесщеточным электродвигателем постоянного тока, изготовленным из плоской пластины кремнистой стали, что приводит в результате к низкой мощности и эффективности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, целью настоящего изобретения является предоставление способа для изготовления статора бесщеточного электродвигателя постоянного тока, который может уменьшить стоимость единицы продукции и улучшить характеристику В-Н и характеристику потерь в сердечнике, посредством формирования заднего ярма в виде ленты, используя листовую кремнистую сталь, спиралевидной укладки заднего ярма и вставки полюсов, сформированных из магнитного порошка железа, во внутреннюю круговую поверхность заднего ярма, и статора бесщеточного электродвигателя постоянного тока, изготовленного указанным способом.
Для достижения указанных и других преимуществ в соответствии с целью настоящего изобретения, подробно описанного в настоящем описании в его вариантах осуществления, предлагается способ изготовления статора бесщеточного электродвигателя постоянного тока, использующего преимущества способа прессования и порошковой металлургии путем формирования заднего ярма статора в процессе штамповки, формируя полюса статора способом порошковой металлургии, и сборки заднего ярма и полюсов в статор, причем способ включает в себя этапы, на которых: формируют материал заднего ярма в виде ленты путем штамповки листовой кремнистой стали; формируют заднее ярмо статора посредством спиралевидной укладки материала заднего ярма; формируют полюса статора путем формирования и спекания магнитного порошка железа; присоединяют полюса к заднему ярму путем вставки полюсов во внутреннюю круговую поверхность заднего ярма; покрывают полюса изоляционной бумагой; и наматывают обмотки вокруг внешних круговых поверхностей полюсов, покрытых изоляционной бумагой.
Согласно другому аспекту настоящего изобретения способ изготовления бесщеточного электродвигателя постоянного тока включает в себя этапы, на которых: формируют материал заднего ярма в виде ленты путем штамповки листовой кремнистой стали; формируют заднее ярмо статора посредством спиралевидной укладки материала заднего ярма; формируют полюса статора с применением магнитного порошка железа; наматывают обмотки вокруг каркасов; вставляют каркасы на внешние круговые поверхности полюсов; присоединяют полюса к заднему ярму путем вставки полюсов во внутреннюю круговую поверхность заднего ярма.
Согласно еще одному аспекту настоящего изобретения статор изготавливают при помощи способа изготовления статора бесщеточного электродвигателя постоянного тока, включающего в себя этапы, на которых: формируют заднее ярмо статора посредством спиралевидной укладки листовой кремнистой стали, имеющей форму ленты; вставляют полюса в соединительные выступы, сформированные на внутренней круговой поверхности заднего ярма через регулярные интервалы; вставляют каркасы на внешние круговые поверхности полюсов; и наматывают обмотки вокруг внешних круговых поверхностей каркасов.
Вышеописанные и другие цели, отличительные особенности, аспекты и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания настоящего изобретения с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые приведены для обеспечения лучшего понимания настоящего изобретения, включены в настоящее описание и являются его составной частью, иллюстрируя варианты осуществления настоящего изобретения, и совместно с описанием служат для объяснения принципов настоящего изобретения.
На чертежах:
Фиг.1 является схематическим вертикальным сечением, иллюстрирующим известный бесщеточный электродвигатель постоянного тока, изготовленный из листовой кремнистой стали;
Фиг.2 является схематическим видом сверху, иллюстрирующим статор известного бесщеточного электродвигателя постоянного тока, изготовленного из листовой кремнистой стали;
Фиг.3 является схематическим видом сверху, иллюстрирующим статор известного бесщеточного электродвигателя постоянного тока, сформированного из магнитного порошка железа;
Фиг.4 является графиком, показывающим характеристику В-Н;
Фиг.5 является графиком, показывающим характеристику потерь в сердечнике;
Фиг.6 является блок-схемой, показывающей последовательность этапов процесса изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения;
Фиг.7А-7G являются диаграммами, иллюстрирующими процесс изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения;
Фиг.8 является схематическим видом сверху, иллюстрирующим статор, изготовленный способом изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения;
Фиг.9 является блок-схемой, показывающей последовательность этапов процесса изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения;
Фиг.10А-10G являются диаграммами, иллюстрирующими процесс изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения;
Фиг.11 является схематическим видом сверху, иллюстрирующим статор, изготовленный способом изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже приводятся подробные описания предпочтительных вариантов настоящего изобретения, примеры которых иллюстрируются прилагаемыми чертежами.
Бесщеточный электродвигатель постоянного тока согласно предпочтительным вариантам настоящего изобретения подробно описан ниже со ссылками на прилагаемые чертежи.
Фиг.6 является блок-схемой последовательности этапов для изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения, и Фиг.7А-7G являются диаграммами, иллюстрирующими процесс изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения.
По Фиг.6 согласно первому варианту осуществления настоящего изобретения способ изготовления статора бесщеточного электродвигателя постоянного тока включает в себя этапы, на которых: формируют материал заднего ярма в виде ленты путем штамповки листовой кремнистой стали (S1); формируют заднее ярмо статора посредством спиралевидной укладки материала заднего ярма (S2); формируют полюса статора c использованием магнитного порошка железа (S3); присоединяют полюса к заднему ярму путем вставки полюсов во внутреннюю круговую поверхность заднего ярма (S4); покрывают внутреннюю круговую поверхность заднего ярма и внешние круговые поверхности полюсов изоляционной бумагой (S5); и наматывают обмотки вокруг внешних круговых поверхностей полюсов, покрытых изоляционной бумагой (S6).
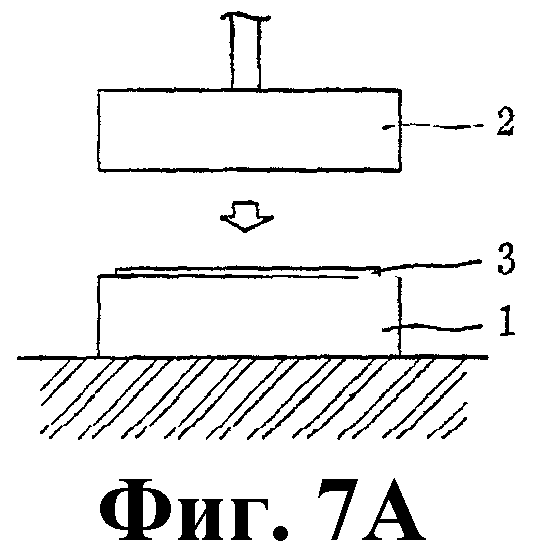
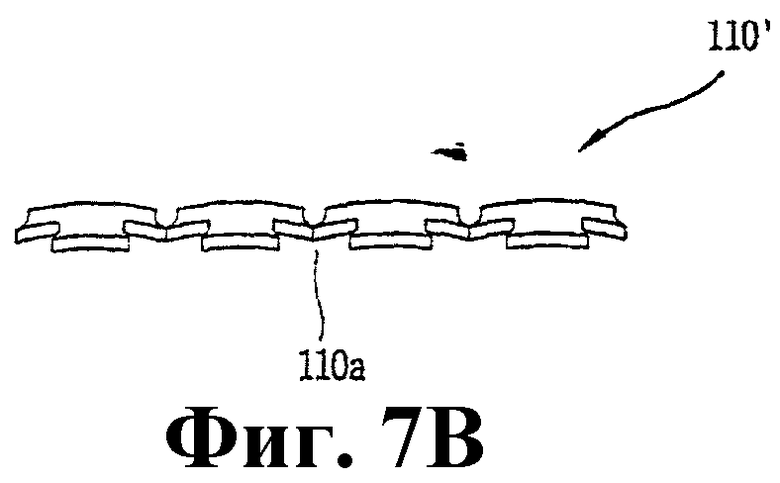
Как показано на Фиг.7А, на этапе формирования материала 110' заднего ярма материал заднего ярма в виде ленты формируют путем прессования и штамповки листовой 3 кремнистой стали, размещенной на основании 1 штампа при помощи подвижного пуансона 2. Как показано на Фиг.7В, соединительные канавки 110а формируют на одной стороне поверхности материала 110' заднего ярма через регулярные интервалы.
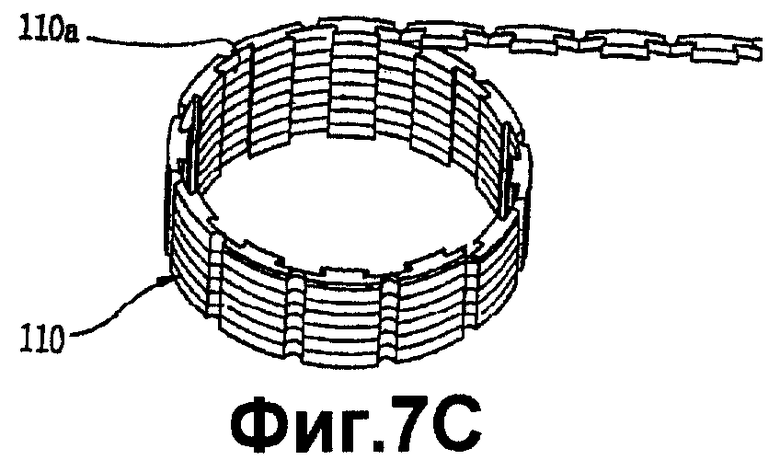
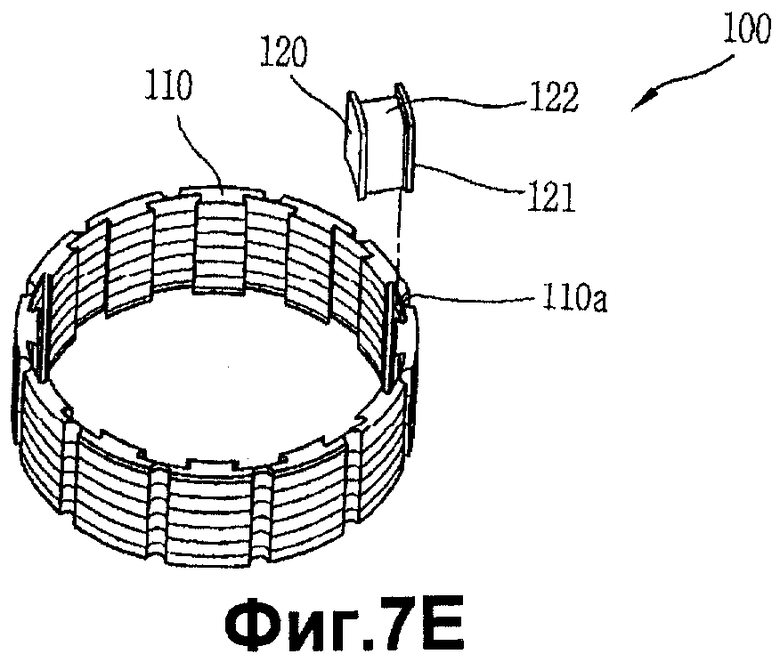
Как показано на Фиг.7С, на этапе формирования заднего ярма формируют цилиндрическое заднее ярмо 110 путем спиральной укладки материала 110' по Фиг.7В. При этом соединительные канавки 110а располагаются на внутренней круговой поверхности заднего ярма 110.
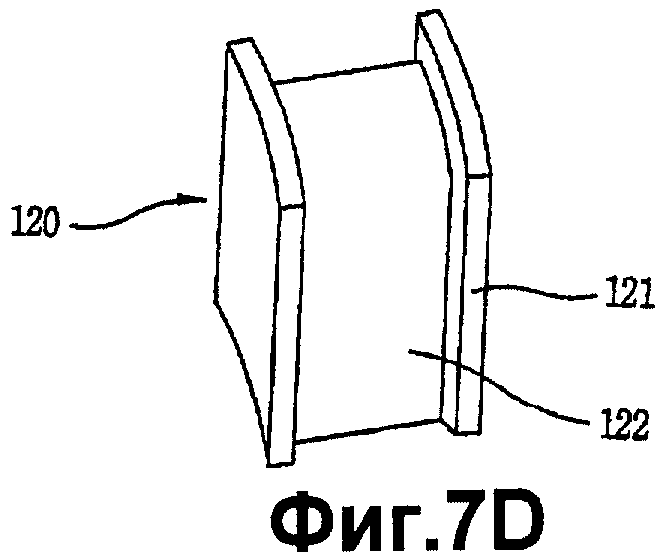
По Фиг.7D на этапе формирования полюсов формируют множество полюсов 120 способом порошковой металлургии. А именно, множество полюсов 120 формируют, помещая магнитный порошок железа в пресс-форму, имеющую форму полюса (не показана), и спеканием магнитного порошка железа.
На каждом из полюсов 120 формируют соединительный выступ 121 на одном конце полюса 120 и формируют закругленный элемент 122 на внешней круговой поверхности средней части полюса 120.
Как показано на Фиг.7Е, на этапе соединения полюсов с задним ярмом соединительные выступы 121 полюсов 120 вставляют в соединительные канавки 110а, сформированные на внутренней поверхности заднего ярма 110 таким образом, что полюса 120 соединяются с задним ярмом 110.
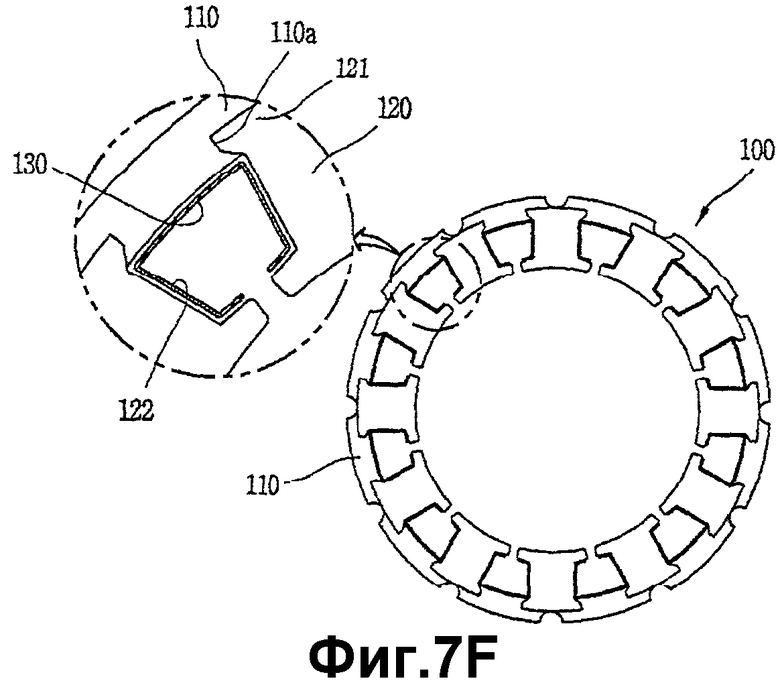
Как показано на Фиг.7F, на этапе покрытия полюсов изоляционной бумагой покрывают изоляционной бумагой 130 внешние круговые поверхности полюсов 120, а именно закругленные элементы 122 и внутреннюю круговую поверхность заднего ярма 110 для предотвращения непосредственного контакта обмоток 140, обсуждавшихся выше, полюсов 120 и заднего ярма 110.
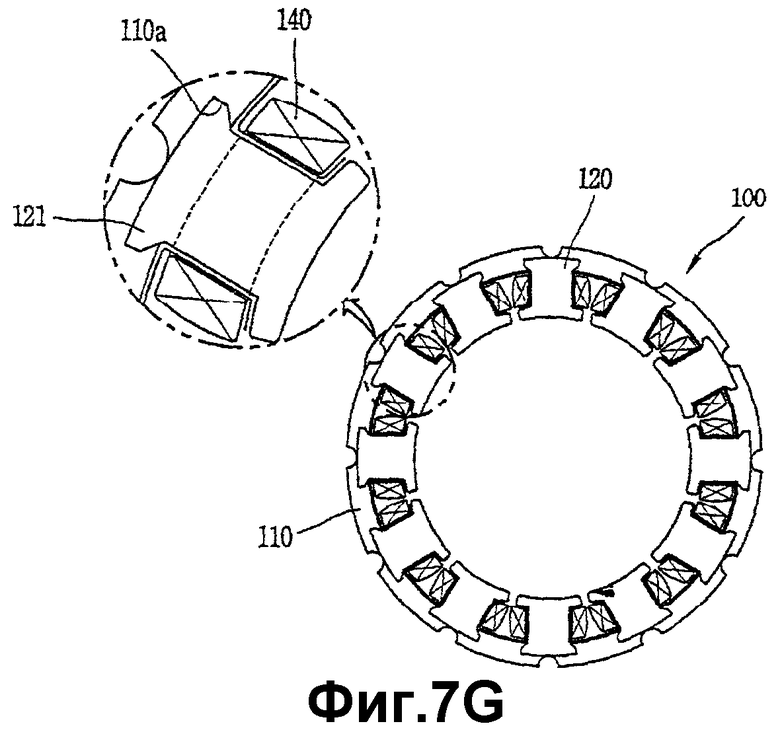
Как показано на Фиг.7G, на этапе намотки обмоток вокруг внешних круговых поверхностей полюсов, покрытых изоляционной бумагой, наматывают обмотки вокруг внешних круговых поверхностей полюсов 120 обычным способом. После этого процесс изготовления статора 100 завершается.
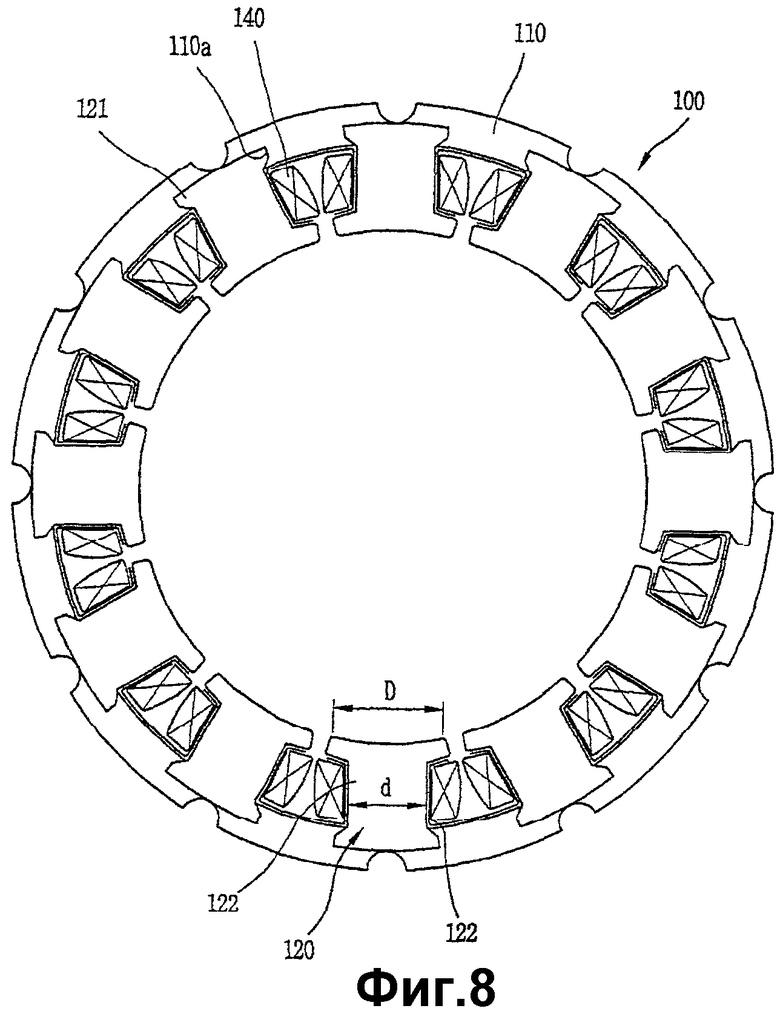
Фиг.8 является схематическим видом сверху статора, изготовленного способом изготовления статора бесщеточного электродвигателя постоянного тока согласно первому варианту осуществления настоящего изобретения.
Как показано на Фиг.8, в статоре 100, изготовленном способом изготовления статора бесщеточного электродвигателя постоянного тока, цилиндрическое заднее ярмо 110 формируют путем спиральной укладки, сформированной в виде ленты, листовой кремнистой стали, соединительные выступы 121 полюсов 120 вставляют в соединительные канавки 110а, сформированные через регулярные интервалы на внутренней круговой поверхности заднего ярма 110, покрывают изоляционной бумагой 130 внешние круговые поверхности полюсов 120 и внутреннюю круговую поверхность заднего ярма 110, и наматывают обмотки 140 вокруг внешних круговых поверхностей полюсов 120.
Закругленные элементы 122 формируют на внешних круговых поверхностях полюсов 120. При этом диаметр (d) закругленных элементов 122 меньше диаметра (D) обоих концов для уменьшения объема обмотки 140, намотанной вокруг закругленного элемента 122.
Как описано выше, согласно первому варианту осуществления настоящего изобретения в статоре 100, изготовленном способом изготовления статора бесщеточного электродвигателя постоянного тока, заднее ярмо 110 формируют штамповкой, полюса 120 формируют способом порошковой металлургии, и полюса 120 соединяют с задним ярмом 110, тем самым уменьшая количество обрезков материала и улучшая характеристику В-Н и характеристику потерь в сердечнике.
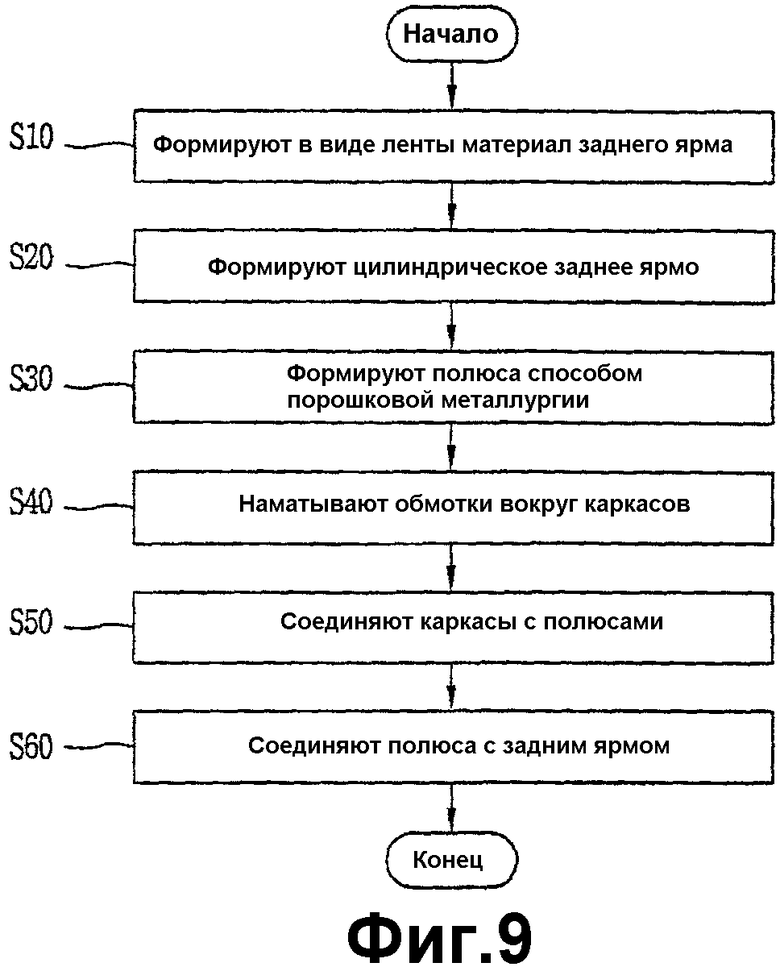
Фиг.9 является блок-схемой, показывающей последовательность этапов процесса изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения, и Фиг.10А-10G являются диаграммами, иллюстрирующими процесс изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения.
Как показано на Фиг.9, согласно второму варианту осуществления настоящего изобретения способ изготовления бесщеточного электродвигателя постоянного тока включает в себя этапы, на которых формируют материал заднего ярма в виде ленты путем штамповки листа кремнистой стали (S10), формируют заднее ярмо статора посредством спиралевидной укладки материала заднего ярма (S20), формируют полюса статора с применением магнитного порошка железа (S30), наматывают обмотки вокруг внешней круговой поверхности каркасов (S40), вставляют каркасы на полюса (S50) и присоединяют полюса, на которые были надеты каркасы, к заднему ярму (S60).
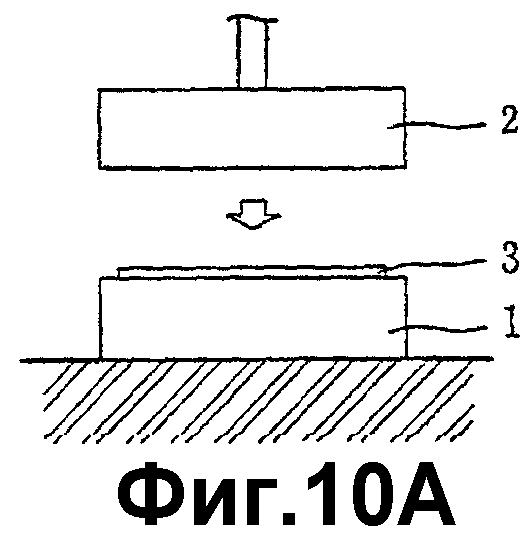
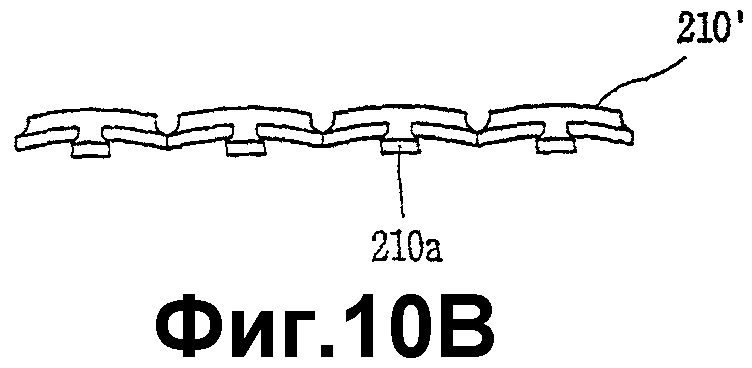
Как показано на Фиг 10А, на этапе формирования материала заднего ярма материал 210' заднего ярма в виде ленты формируют путем прессования и штамповки 3 листовой кремнистой стали, размещенной на основании 1 штампа при помощи подвижного пуансона 2. Как показано на Фиг.10В, на одной стороне поверхности материала 210' заднего ярма формируют через регулярные интервалы соединительные выступы 210а.
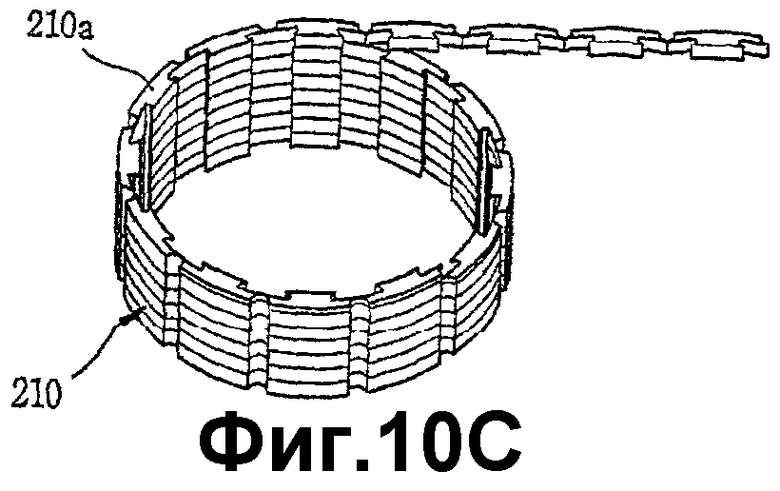
Как показано на Фиг.10С, на этапе формирования заднего ярма формируют цилиндрическое заднее ярмо 210 путем спиральной укладки материала 210'. При этом соединительные выступы 210а располагаются на внутренней круговой поверхности заднего ярма 210.
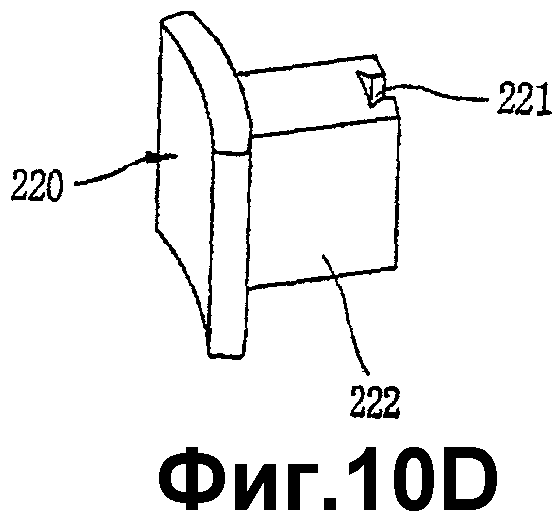
По Фиг.10D на этапе формирования полюсов формируют множество полюсов 220 способом порошковой металлургии, помещая магнитный порошок железа в пресс-форму, имеющую форму полюса (не показана), и спеканием магнитного порошка железа.
На каждом из полюсов 220 на одном конце полюса 220 формируют соединительную канавку 221, в которую вставляют соединительный выступ 210а и формируют закругленный элемент 222 на внешней круговой поверхности средней части полюса 220.
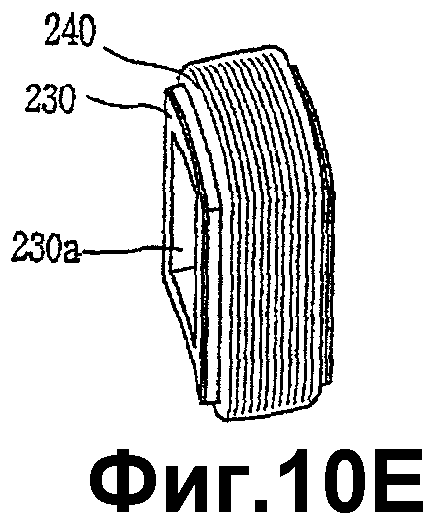
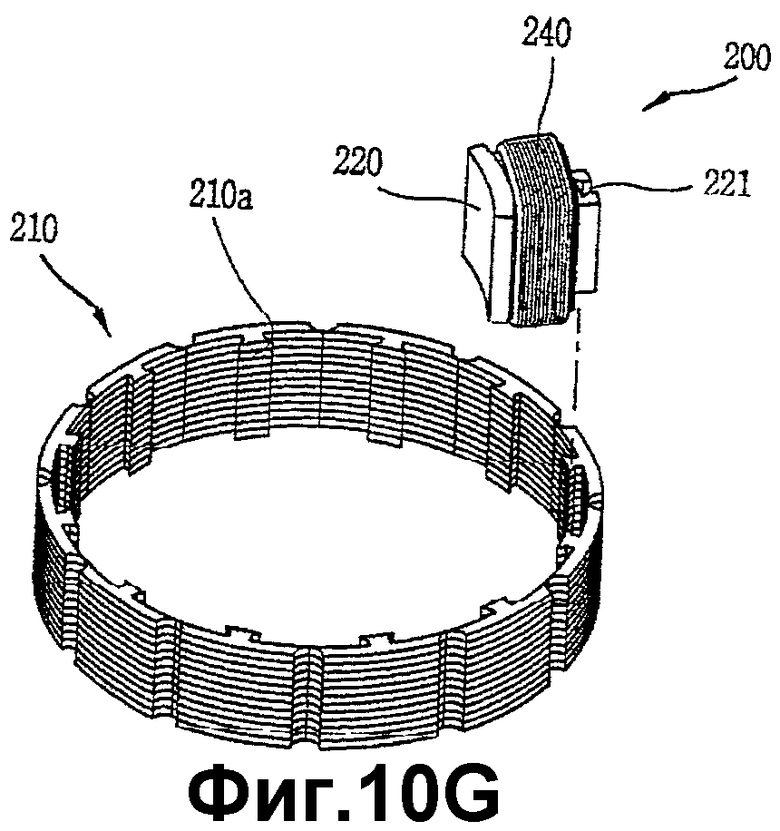
Как показано на Фиг.10Е, на этапе намотки обмоток вокруг внешних круговых поверхностей каркасов наматывают обмотки 240 вокруг внешних поверхностей каркасов 230, имеющих трубчатую форму, которые могут быть надеты на полюса 220 по Фиг.10D. Ссылочная позиция 230а обозначает отверстие для вставки.
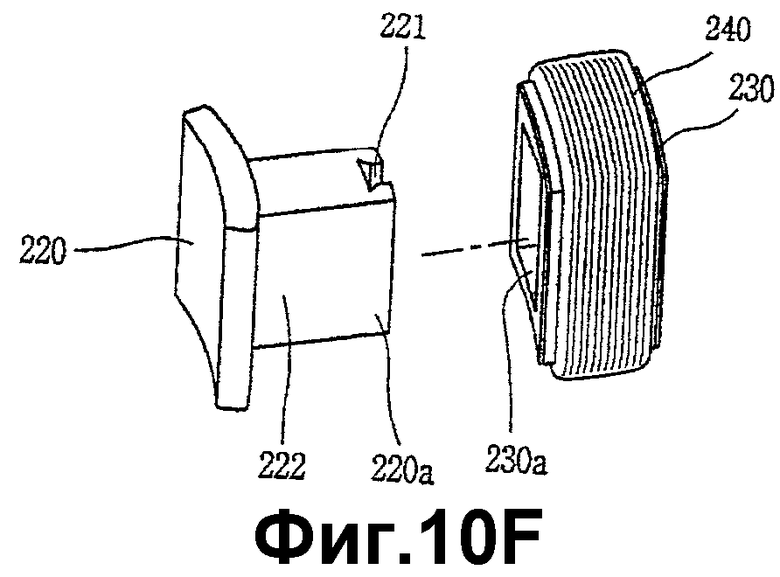
Как показано на Фиг.10F, на этапе надевания каркасов на полюса концы 220в полюсов 220 вставляют в отверстия для вставки 230а каркасов 230 таким образом, что каркасы 230 могут быть соединены с внешними круговыми поверхностями полюсов 220.
Как показано на Фиг.10G, на этапе соединения полюсов, на которые были надеты каркасы, с задним ярмом соединительные выступы 220а заднего ярма 210 вставляют в соединительные канавки 221 полюсов 220 таким образом, что полюса 220 соединяются с внутренней круговой поверхностью заднего ярма 210. Соответственно, процесс изготовления статора 200 завершается.
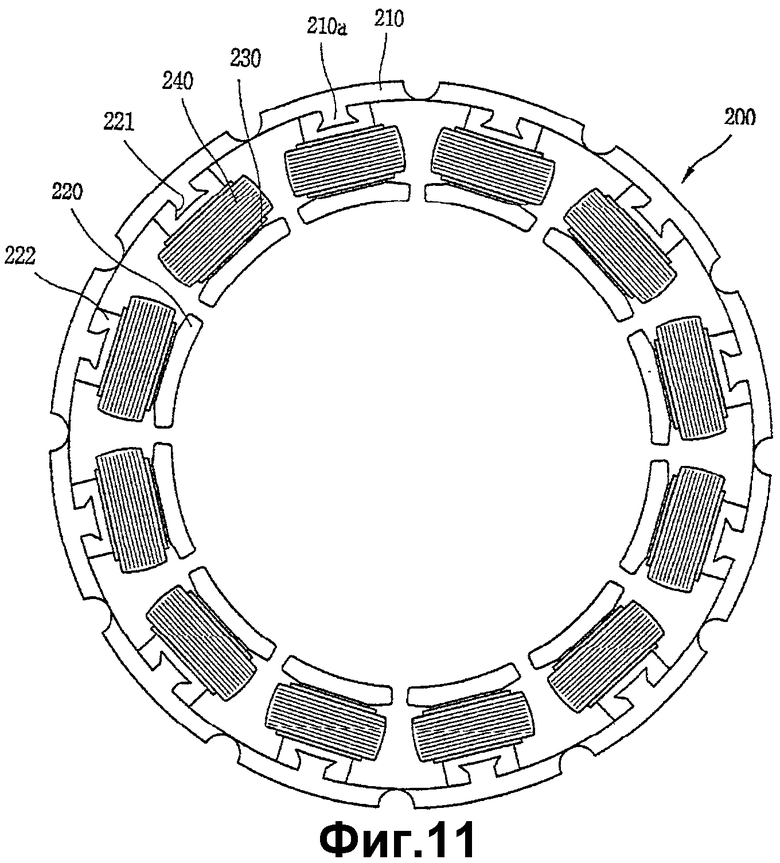
Фиг.11 является схематическим видом сверху статора, изготовленного способом изготовления статора бесщеточного электродвигателя постоянного тока согласно второму варианту осуществления настоящего изобретения.
Как показано на Фиг.11, в статоре 200 бесщеточного электродвигателя постоянного тока заднее ярмо 210 формируют путем спиральной укладки, сформированной в виде ленты, листовой кремнистой стали, полюса 220 вставляют в соединительные выступы 210а, сформированные через регулярные интервалы на внутренней круговой поверхности заднего ярма 210, каркасы 230 надевают на внешние круговые поверхности полюсов 220 и наматывают обмотки 240 вокруг внешних круговых поверхностей каркасов 230.
Как обсуждалось выше, согласно второму варианту осуществления настоящего изобретения статор 200 бесщеточного электродвигателя постоянного тока может уменьшить количество обрезков материала и улучшить характеристику В-Н и характеристику потерь в сердечнике.
Помимо этого, процесс намотки обмоток может быть эффективно выполнен, используя каркасы, вместо использования изоляционной бумаги.
Поскольку настоящее изобретение может быть осуществлено в нескольких формах без выхода за пределы его сущности или существенных характеристик, также необходимо понять, что описанные варианты осуществления не ограничиваются какими-либо деталями приведенного выше описания, если не оговорено противное, но напротив, их следует рассматривать максимально широко в пределах сущности и объема настоящего изобретения, определенных в прилагаемой формуле изобретения, и, следовательно, все изменения и модификации, находящиеся в пределах объема формулы изобретения, или их эквиваленты охватываются прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ В СБОРЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2280935C2 |
| УЗЕЛ СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2269856C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2394334C2 |
| БЕСЩЕТОЧНЫЙ ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА С ТОРМОЖЕНИЕМ В ОБЕСТОЧЕННОМ СОСТОЯНИИ | 2010 |
|
RU2521958C2 |
| СТАТОР ЭЛЕКТРОДВИГАТЕЛЯ | 2005 |
|
RU2330370C2 |
| БЕСЩЕТОЧНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2001 |
|
RU2231200C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ИНДУКТОРА И СТИРАЛЬНАЯ МАШИНА С ТАКИМ ЭЛЕКТРОДВИГАТЕЛЕМ | 2005 |
|
RU2346377C2 |
| БЕСЩЕТОЧНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ И СТЕКЛООЧИСТИТЕЛЬ | 2013 |
|
RU2587457C1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| Статор электродвигателя постоянного тока | 1984 |
|
SU1282262A1 |
Изобретение относится к области электротехники, а именно касается технологии изготовления статора бесщеточного электродвигателя постоянного тока и особенностей его конструктивного выполнения. Технический результат, на достижение которого направлено данное изобретение, состоит в снижении стоимости единицы продукции и улучшении характеристики В-Н и характеристики потерь в сердечнике. Сущность данного изобретения состоит в том, что при осуществлении первого варианта предлагаемого способа изготовления статора бесщеточного электродвигателя постоянного тока поэтапно формируют имеющий форму ленты материал заднего ярма путем штамповки листовой кремнистой стали, формируют заднее ярмо статора путем спиралевидной укладки материала заднего ярма, формируют полюса, имеющие закругленные элементы на их внешней круговой поверхности, с использованием магнитного порошка железа, соединяют полюса с задним ярмом путем вставки полюсов во внутреннюю круговую поверхность заднего ярма, покрывают полюса изоляционной бумагой, а затем наматывают обмотки вокруг внешних круговых поверхностей полюсов, покрытых изоляционной бумагой. Согласно второму варианту осуществления предлагаемого способа изготовления статора бесщеточного электродвигателя постоянного тока также поэтапно формируют имеющий форму ленты материал заднего ярма путем штамповки листа кремнистой стали, формируют заднее ярмо статора путем спиралевидной укладки материала заднего ярма, формируют полюса, имеющие закругленные элементы на их внешней круговой поверхности, с использованием магнитного порошка железа, наматывают обмотки на каркасы, а затем соединяют каркасы с внешними круговыми поверхностями полюсов и соединяют полюса с задним ярмом путем вставки полюсов во внутреннюю поверхность заднего ярма. Изобретение раскрывает также конструкцию статора, изготовленного согласно любому из предложенных способов, а также конструкцию бесщеточного электродвигателя постоянного тока, статор которого может быть изготовлен согласно любому из предложенных способов. 4 н. и 9 з.п. ф-лы, 11 ил.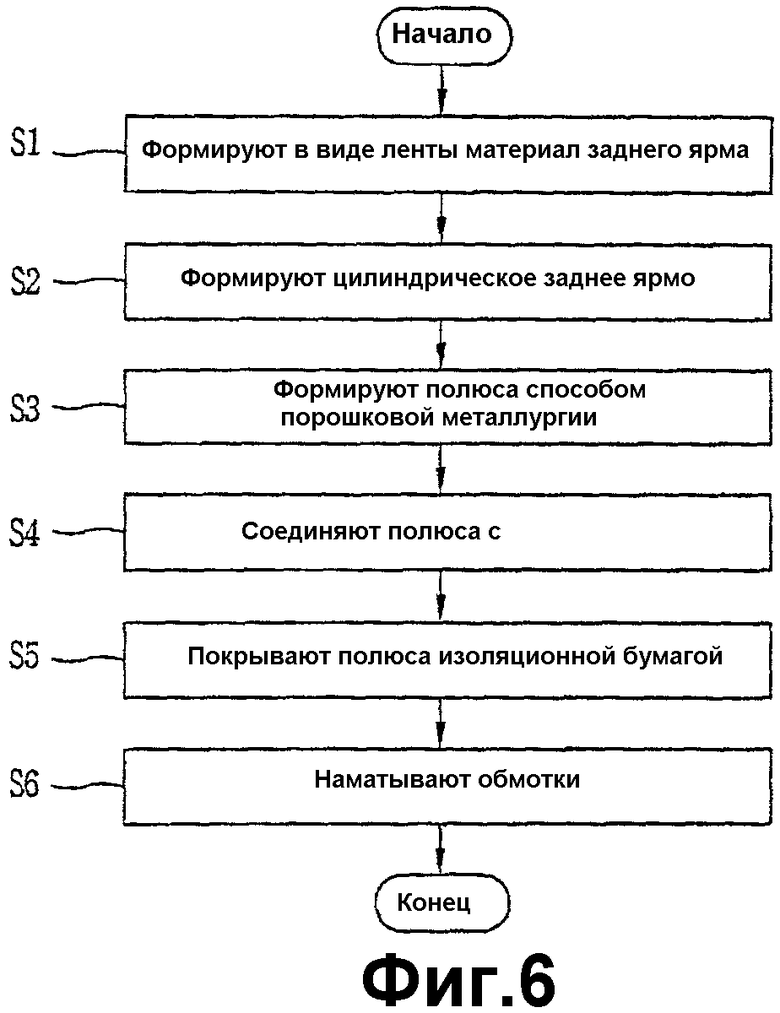
| Магнитопровод статора электрической машины | 1986 |
|
SU1439704A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯКОРЯ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПРЕОБРАЗОВАТЕЛЯ (ВАРИАНТЫ) | 1991 |
|
RU2111598C1 |
| Устройство для изготовления и установки каркасных катушек в статор электрической машины | 1987 |
|
SU1494146A1 |
| Способ сборки статоров электрических машин | 1979 |
|
SU860220A1 |
| Однофазная электрическая машина | 1988 |
|
SU1624603A1 |
| Статор электрической машины | 1981 |
|
SU1001317A1 |
| US 4255684 A, 10.03.1981 | |||
| Способ определения длительного сцепления мерзлого грунта | 1987 |
|
SU1561032A1 |
| US 4631814 A, 30.12.1986. | |||

