Изобретение относится к области изготовления изделий сложной конфигурации из дисперсионно-твердеющих сплавов, например на никелевой основе с равноосной, ориентированной или монокристаллической структурой, включая их термическую обработку, и может найти применение в авиационном двигателестроении, наземном турбоагрегатостроении, например, при изготовлении пустотелых лопаток турбины.
Известен способ обработки пустотелых лопаток турбины, включающий стабилизирующий отжиг в вакуумных печах по режимам ВИАМ (Ю.С.Елисеев, А.Г.Бойцов, В.В.Крымов, Л.А.Хворостухин. Технология производства авиационных двигателей. - М.: Машиностроение, 2003. - С.327-329).
Использование этого способа не обеспечивает требуемую работоспособность изделий из-за низких механических свойств сплава.
Наиболее близким к предлагаемому является способ термообработки изделий из дисперсионно-твердеющих сплавов по авторскому свидетельству SU 1765247 A1, C 22 F 1/10, 30.09.1992, 3 стр., в котором раскрыт способ обработки изделий из дисперсионно-твердеющих сплавов на никелевой основе.
При изготовлении изделий сложной конфигурации, например пустотелых охлаждаемых лопаток турбины из дисперсионно-твердеющих сплавов, при термообработке требуется ускоренное охлаждение для формирования упрочняющей γ'-фазы после нагрева под закалку и выдержки при заданной температуре. Этот процесс, как и термоциклирование, вызывает значительные объемные напряжения, возникающие внутри лопатки, которые могут суммироваться с поверхностными, возникающими после механической обработки для снятия окислов, например, после пескоструйной обработки, а также с рабочими напряжениями.
Технический результат, на достижение которого направлено изобретение, заключается в повышении надежности изделий.
Технический результат достигается тем, что в способе обработки изделий сложной конфигурации из дисперсионно-твердеющих сплавов, например на никелевой основе, включающем в себя термическую обработку с нагревом изделий под закалку, выдержкой при этой температуре, ускоренным охлаждением в потоке инертного газа до температуры 650-700°С и дальнейшим охлаждением в неподвижной инертной среде до 150°С, а затем - на воздухе в отличие от известного перед ускоренным охлаждением дополнительно производят охлаждение с печью на 120-150°С, а после термической обработки осуществляют механическую обработку для снятия окислов и контроль объемных остаточных напряжений рентгеновским методом полного освобождения, включая изделия с равноосной ориентированной или монокристаллической структурой.
Охлаждение с печью в камере нагрева на 120-150°С позволяет повысить прочностные характеристики изделий при высоких температурах перед ускоренным охлаждением.
Механическая обработка для снятия окислов позволяет контролировать монокристальные лопатки на наличие объемных и поверхностных напряжений рентгеновским методом. Замер напряжений на поверхности деталей с равноосной, ориентированной или монокристаллической структурой рентгеновским методом возможен после механической обработки для снятия окислов вследствие разворота блоков тонкой кристаллической структуры от пластической деформации поверхностного слоя. Подтверждением процесса образования псевдополикристаллической структуры является появление на поверхности монокристалла мелкокристаллической структуры после термообработки, следующей за механической обработкой.
Контроль объемных остаточных напряжений позволяет определить возможность появления внутренних и внешних нарушений сплошности и в целом пригодность полученных изделий к эксплуатации.
Способ осуществляют следующим образом.
Детали из дисперсионно-твердеющих сплавов на никелевой основе в процессе изготовления подвергают термообработке, при которой производят: нагрев до температуры на 30-50°С выше температуры полного растворения упрочняющей γ'-фазы в камере нагрева двухкамерной вакуумной печи, выдержку при этой температуре, охлаждение с печью в камере нагрева на 120-150°С, ускоренное охлаждение в потоке инертного газа в камере охлаждения до температуры 650-700°С и охлаждение в неподвижной инертной среде до температуры 150°С и далее на воздухе.
Затем изделия подвергают механической обработке для снятия окислов, например, в пескоструйном аппарате с регламентированными диаметром частиц, диаметром сопла и давлением на выходе.
После этого производят выборочный контроль изделий на наличие объемных и поверхностных остаточных напряжений рентгеновским методом полного освобождения, заключающимся в том, что отобранную делать устанавливают на гониометр рентгенодифрактометра для облучения места против пустотелого участка, замеряют суммарные остаточные напряжения (поверхностные и объемные), затем освобождают облучаемый участок электроэрозионным способом, повторяют замер остаточных поверхностных напряжений и определяют объемные напряжения путем алгебраического вычитания из первого результата второго.
Канал охлаждения вместе со стенками, спинка и корыта представляет собой классическую балку на двух опорах (чертеж), на которую действуют напряжения, стремящиеся оторвать ее от опор, т.е. от перемычек между спинкой и корытом, несущих одну из основных силовых нагрузок при работе лопаток двигателя. Во-первых, на радиус R действуют напряжения объемные σоб (таблица 1), возникающие при недостаточно медленном охлаждении при термообработке; во-вторых - напряжения, наводимые механической, например, пескоструйной обработкой σпов, они имеют отрицательный знак на поверхности детали, а в радиусе R они меняют свой знак на обратный (+), затем при работе двигателя стенки подвергаются нагреву снаружи и охлаждению изнутри - это третья составляющая напряжений σт, возникающих при прогреве лопаток, и четвертая составляющая σр - это напряжения от центробежных нагрузок и от воздействия газового потока. Поэтому предлагается выборочный рентгеновский контроль остаточных напряжений (поверхностных и объемных) методом полного освобождения со вскрытием полости лопатки и металлографическим исследованием радиуса перехода от стенки лопатки к перемычке, определяющей первые две составляющие напряжений и прогрев двигателя на малых оборотах для уменьшения третьей и первоначального воздействия четвертой.
Предлагаемый рентгеновский метод полного освобождения в сравнении с методом тензодатчиков, рекомендуемым ЦИАМ для деталей сложной конфигурации, т.е. для пустотелых охлаждаемых лопаток турбины, более локален и позволяет разделять остаточные напряжения на поверхностные и объемные, а после механической обработки - определять остаточные напряжения и в лопатках с равноосной ориентированной и монокристаллической структурами.
При наличии остаточных напряжений выше установленных норм принимается решение о пригодности всей партии изделий.
1, 2- замеры остаточных напряжений до изменений в технологическом процессе, а 3, 4 - после;
σIR - первая составляющая в радиусе R;
σIIR - вторая составляющая в радиусе R.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2394935C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2608118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 1993 |
|
RU2063284C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ | 1994 |
|
RU2066715C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2459885C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1993 |
|
RU2051013C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1993 |
|
RU2035521C1 |
Изобретение относится к области металлургии, а именно к изготовлению изделий сложной конфигурации из дисперсионно-твердеющих сплавов на никелевой основе. Предложен способ обработки изделий сложной конфигурации из дисперсионно-твердеющих сплавов на никелевой основе. Способ включает термическую обработку с нагревом изделий под закалку, выдержкой при этой температуре, ускоренным охлаждением в потоке инертного газа до температуры 650-700°С и дальнейшим охлаждением в неподвижной инертной среде до 150°С, а затем - на воздухе. Перед ускоренным охлаждением дополнительно производят охлаждение с печью на 120-150°С, а после термической обработки осуществляют механическую обработку для снятия окислов и контроль объемных остаточных напряжений рентгеновским методом полного освобождения, при этом обрабатывают изделия с равноосной, ориентированной или монокристаллической структурой. Технический результат - повышение эксплуатационной надежности изделий. 1 ил., 1 табл.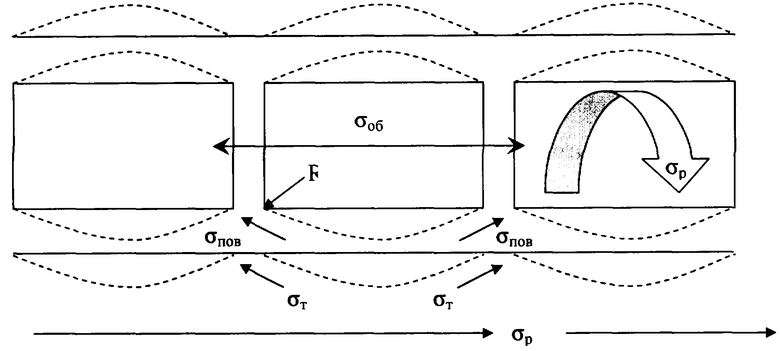
Способ обработки изделий сложной конфигурации из дисперсионно-твердеющих сплавов на никелевой основе, включающий термическую обработку с нагревом изделий под закалку, выдержкой при этой температуре, ускоренным охлаждением в потоке инертного газа до температуры 650-700°С и дальнейшим охлаждением в неподвижной инертной среде до 150°С, а затем - на воздухе, отличающийся тем, что перед ускоренным охлаждением дополнительно производят охлаждение с печью на 120-150°С, а после термической обработки осуществляют механическую обработку для снятия окислов и контроль объемных остаточных напряжений рентгеновским методом полного освобождения, при этом обрабатывают изделия с равноосной, ориентированной или монокристаллической структурой.
| Способ обработки изделий из жапрочных никелевых сплавов | 1969 |
|
SU1765247A1 |
| Способ обработки дисперсионно-твердеющих сплавов на никелевой основе | 1969 |
|
SU463723A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| US 2005081968 A, 21.04.2005 | |||
| WO 9723659 A, 03.07.1997 | |||
| CA 1299070 A, 21.04.1992. | |||

