Изобретение относится к области сварки, а именно к способам управления технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону дуги.
Известен способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в систему управления механизмом (см. описание к патенту РФ №1484526, В 23 К 9/10, 07. 06. 89).
Недостатком известного способа является непредсказуемость процесса капельного переноса металла электродной проволоки в сварочную ванну и процесса горения дуги.
Известен устраняющий указанные недостатки способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, в котором систему управления выполняют адаптивной, а в качестве источника управляющего сигнала используют датчик напряжения сварочной дуги (см. описание изобретения к патенту РФ №2198079, В 23 К 9/095, 9/12, 2000 г.).
Недостатком данного изобретения является сложность схемы управления.
Задача - создание способа, позволяющего управлять шагом подачи и, как следствие, размером переносимых в сварочную ванну капель электродного металла при упрощении схемы управления устройством, реализующим способ.
Поставленная задача достигается тем, что в способе управления механизмом импульсной подачи сварочной проволоки, включающем выдачу сигнала в адаптивную систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, в качестве источника сигнала используют датчик усилия давления сварочной проволоки в направляющем канале сварочного шланга и датчик шага подачи. Импульс подачи проволоки производят в момент достижения сварочной проволокой в направляющем канале сварочного шланга энергии, соответствующей оптимальному ускорению движения сварочной проволоки, при этом частота следования импульсов определяется настройкой датчика усилия и скоростью подающего механизма (с постоянной скоростью подачи проволоки) и заданного датчиком шага подачи сварочной проволоки. Т.е. механизм импульсной подачи сварочной проволоки управляется импульсами, время подачи и частота которых зависит от настройки датчика усилия, скорости подачи сварочной проволоки штатным подающим механизмом и датчика шага подачи, что, в свою очередь, влияет на размер капли электродного металла и частоту ее переноса. Поэтому любые изменения, произошедшие в системе «подающий механизм - сварочный шланг - преобразователь постоянной подачи в импульсную», отражаются на частоте следования импульсов, т.е. система является замкнутой.
Заявляемый способ характеризуется наличием следующих признаков:
а) в качестве источника сигнала для управления механизмом импульсной подачи сварочной проволоки в автоматическом режиме используют датчик усилия сварочной проволоки в направляющем канале сварочного шланга и датчик шага подачи;
б) частота следования импульсов определяется настройкой датчика усилия, скоростью подающего механизма и заданным датчиком шагом подачи сварочной проволоки.
Техническая сущность заявляемого изобретения поясняется чертежом, где схематично представлено устройство для реализации способа управления механизмом импульсной подачи сварочной проволоки. Способ осуществляется следующим образом:
В начальный момент времени, при подаче проволоки 1 подающим механизмом 2, на электромагнит (на чертеже не показан) запирающего устройства 3 из блока 4 управления подается напряжение питания электромагнита, таким образом, сварочная проволока 1, перемещаясь по направляющему каналу сварочного шланга 5, останавливается запирающим устройством 3. Проволока 1, продолжающая движение в направляющем канале шланга 5, накапливает энергию за счет образования упругих волн по длине шланга 5 и одновременно оказывает давление на датчик усилия 6. В момент, когда давление проволоки 1 на датчик 6 усилия превысит заданное значение, сигнал с датчика 6 поступит в блок 4 управления запирающим устройством 3, которое снимает напряжение с электромагнита запирающего устройства 3. Происходит открытие запирающего устройства, и сварочная проволока 1 выпрямляется за счет накопленной энергии упругой деформации. По мере прохождения проволоки 1 определенного расстояния, которое задается датчиком шага подачи 7 проволоки 1, сигнал с датчика 7 через блок управления 4 подает рабочее напряжение на электромагнит запирающего устройства 3, проволока 1 останавливается.
После чего процесс повторяется.
При этом частота следования импульсов будет зависеть от заданного усилия на датчике 6, скорости подающего механизма 2 и заданного шага подачи проволоки 1 на датчике 7 шага подачи.
Таким образом, разработан способ управления механизмом импульсной подачи сварочной проволоки, позволяющий управлять шагом подачи и, как следствие, размером переносимых капель электродного металла, при этом значительно упростилась схема управления устройством, реализующим способ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАЗМЕРОМ КАПЛИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ СВАРКЕ С ИМПУЛЬСНОЙ ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2003 |
|
RU2238827C1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ | 2006 |
|
RU2297309C1 |
| Способ импульсной сварки под слоем флюса | 2016 |
|
RU2674718C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2086373C1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ ПУЧКА ЭЛЕКТРОДОВ | 2007 |
|
RU2360774C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С НАЛОЖЕНИЕМ МЕХАНИЧЕСКИХ НАНОИМПУЛЬСОВ НА ПОДАЧУ СВАРОЧНОЙ ПРОВОЛОКИ | 2011 |
|
RU2481931C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ ПРОВОЛОКИ В ЗОНУ СВАРКИ | 2022 |
|
RU2793010C1 |
Изобретение относится к области сварки, а именно к способам управления технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону дуги. Способ включает выдачу сигнала в адаптивную систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме. В качестве источника управляющего сигнала используют датчик усилия сварочной проволоки в направляющем канале сварочного шланга и датчик шага подачи. Импульс производят в момент достижения сварочной проволокой в направляющем канале шланга энергии, соответствующей оптимальному ускорению движения сварочной проволоки. Частота следования импульсов определяется настройкой датчика усилия, скоростью подающего механизма и шагом, заданным датчиком шага подачи сварочной проволоки. Это позволит упростить схему управления, обеспечить управление шагом подачи проволоки и, как следствие, размером переносимых в сварочную ванну капель электродного металла. 1 ил.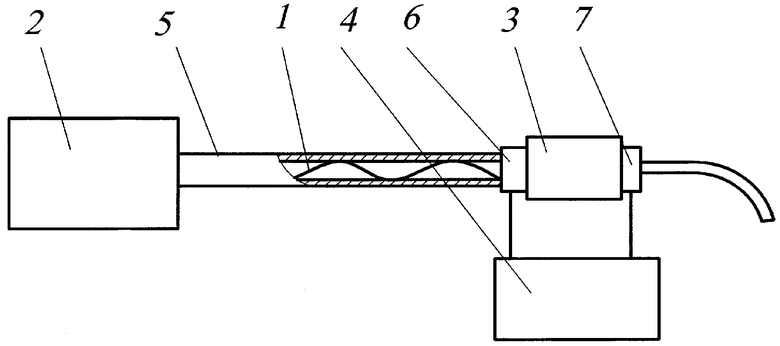
Способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в адаптивную систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, отличающийся тем, что в качестве управляющего сигнала используют сигнал датчика усилия сварочной проволоки в направляющем канале сварочного шланга и датчика шага подачи, а импульс производят в момент достижения сварочной проволокой в направляющем канале шланга энергии, соответствующей оптимальному ускорению движения сварочной проволоки, при этом частоту следования импульсов определяют настройкой датчика усилия, скоростью подачи проволоки и шагом, заданным датчиком шага подачи сварочной проволоки.
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ УПРАВЛЕНИЯ РАЗМЕРОМ КАПЛИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ СВАРКЕ С ИМПУЛЬСНОЙ ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2003 |
|
RU2238827C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| US 6831251 A, 14.12.2004. | |||

