Изобретение относится к сварке, а именно к способам управления технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону сварки.
Известен способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в систему управления механизмом (см. SU 1484526 A1, В 23 К 9/10, 07.06.89).
Недостатком известного способа является непредсказуемость процесса капельного переноса металла электродной проволоки в сварочную ванну и процесса горения дуги.
Известен способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, при этом систему управления выполняют адаптивной, а в качестве источника управляющего сигнала используют датчик напряжения сварочной дуги, а импульс подачи сварочной проволоки производят в момент образования капли расплавленного металла, размер которой регулируют длиной сварочной дуги, и частоту следования импульсов подачи проволоки задают скоростью ее плавления (см. SU 2198079 A1, B 23 K 9/095, 9/12, 10.02.2003).
Описанный способ не гарантирует стабильных размеров капли электродного металла из-за различных возмущений, возникающих в процессе сварки и влияющих на величину напряжения источника питания, что вносит свои коррективы в “точку” отсчета начала подачи импульса, а это сказывается на качестве сварного шва.
Задача - создание способа, обеспечивающего управление размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки.
Поставленная задача достигается тем, что в способе управления размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки, включающем выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, в качестве источника управляющего сигнала используют блок регистрации сварочного тока, а импульс подачи сварочной проволоки производят в момент уравнивания минимального сварочного тока с заданным.
Заявляемый способ характеризуется наличием следующих существенных отличительных признаков:
а) в качестве источника управляющего сигнала используют блок регистрации сварочного тока;
б) импульс подачи сварочной проволоки производят в момент уравнивания минимального сварочного тока с заданным.
Использование всей совокупности существенных признаков заявляемого способа стабилизирует величину капли электродного металла и делает сварку нечувствительной к изменению напряжения источника питания. Кроме того, ток дуги не зависит от диаметра проволоки, что позволяет не изменять настройку заданного минимального тока при замене электродной проволоки, хотя, изменяя величину минимального тока, можно изменить момент торможения торца сварочной проволоки относительно сварочной ванны, т.е. регулировать расстояние от торца проволоки до сварочной ванны. Появляется возможность подстройки соприкосновения капли со сварочной ванной независимо от шага подачи сварочной проволоки.
Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки “а” и “б” заявленного способа в них отсутствуют. Отсюда следует, что предложенный способ соответствует критериям изобретения “новизна” и “изобретательский уровень”, а лабораторные исследования показали его осуществимость, т.е. промышленную применимость.
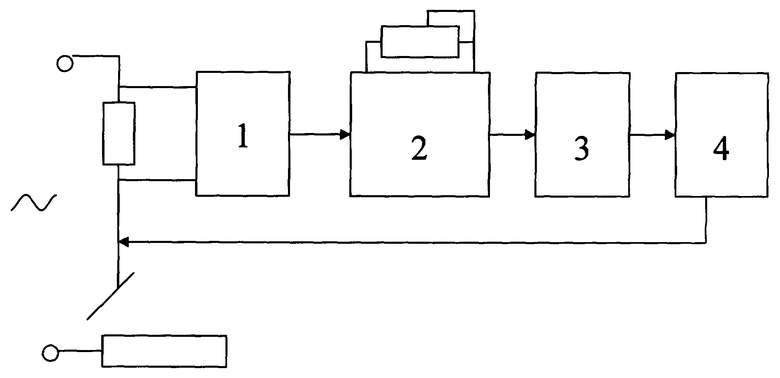
Сущность заявленного поясняется чертежом, где изображена блок-схема устройства для осуществления способа управления размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки.
Устройство для осуществления способа содержит источник питания (на чертеже не показан), блок 1 регистрации тока сварки, блок 2 коррекции, блок 3 - усилитель частотного импульса и блок 4 - механизм импульсной подачи сварочной проволоки.
Способ осуществляется следующим образом.
Во время сварки блок 1 регистрирует величину сварочного тока, который в блоке 2 коррекции сравнивается с заданной величиной минимального сварочного тока. При совпадении значений тока сварки и заданного тока сигнал поступает в блок 3, где усиливается и направляется к исполнительному органу блока 4 механизма импульсной подачи проволоки, который, в свою очередь, подает проволоку в зону сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| Способ импульсной сварки под слоем флюса | 2016 |
|
RU2674718C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С НАЛОЖЕНИЕМ МЕХАНИЧЕСКИХ НАНОИМПУЛЬСОВ НА ПОДАЧУ СВАРОЧНОЙ ПРОВОЛОКИ | 2011 |
|
RU2481931C2 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ | 2006 |
|
RU2297309C1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2005 |
|
RU2288820C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
Изобретение относится к сварке, а именно к способам управления технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону сварки. Способ включает выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме. В качестве источника управляющего сигнала используют блок регистрации сварочного тока. Импульс подачи сварочной проволоки производят в момент уравнивания минимального сварочного тока с заданным. Это позволит управлять размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки. 1 ил.
Способ управления размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки, включающий выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, отличающийся тем, что в качестве источника управляющего сигнала используют блок регистрации сварочного тока, а импульс подачи проволоки производят в момент уравнивания минимального сварочного тока с заданным.
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| US 5233158 A, 03.08.1993. | |||

