Устройство относится к технологическому сварочному оборудованию, в частности, к устройствам импульсной подачи сварочной проволоки в зону сварки.
Известно устройство, которое содержит микроконтроллерный блок формирования задания скорости вращения и частоты изменения скорости вращения вала электродвигателя и двухконтурной системой управления электродвигателем с внутренним контуром тока и внешним контуром скорости для регулирования скорости и частоты разнонаправленного вращения вала электродвигателя (патент на полезную модель RU 199206 U1, опубликовано 21.08.2020 Бюл. №24).
В отличии от аналога, в заявляемом устройстве регулирование скорости двигателя выполняется не двухуровневым алгоритмом, а программным широтно-импульсным модулятором (ШИМ) с изменяемой полярностью напряжения. При этом заявляемое устройство позволяет раздельно регулировать основные параметры режима подачи проволоки: длительность прямой подачи, скорость прямой подачи, длительность обратной подачи. Скорость обратной подачи, ускорение прямой и обратной подачи, паузу между прямой и обратной подачей.
Задача - создание компактного устройства управления, с возможностью включения в состав любого промышленно выпускаемого механизма подачи сварочной проволоки с двигателем постоянного тока, позволяющего в зависимости от сформированного задания синхронизировать подачу и возвратно-поступательное (импульсное) перемещение проволоки при осуществлении сварки.
Технический результат - упрощение конструкции за счет исключения контура обратной связи по скорости и датчика скорости, повышение точности регулирования скорости вращения электродвигателя и изменения направления вращения за счет широтно-импульсной модуляции, возможность раздельного регулирования скорость прямой подачи; скорость обратной подачи; длительность разгона; длительность торможения; длительность прямой подачи, длительность обратной подачи, длительность паузы между прямой подачей и обратной, возможность оперативного изменения параметров импульсов от внешнего устройства управления, возможность работы с широким диапазоном напряжений питания, возможность интегрирования в промышленные системы подачи проволоки без доработок их механических частей и управления электродвигателями с разными электрическими характеристиками (напряжениями питания, частотами вращения, мощностями).
Устройство управления импульсной подачей проволоки в зону сварки выполнено с возможностью регулирования скорости и частоты разнонаправленного вращения вала электродвигателя, содержит микроконтроллер, силовые ключи, датчик тока, аттенюатор напряжения питания, блок связи, устройство ввода данных, дисплей. Устройство управляет электродвигателем и может получать сигналы управления от внешнего устройства управления.
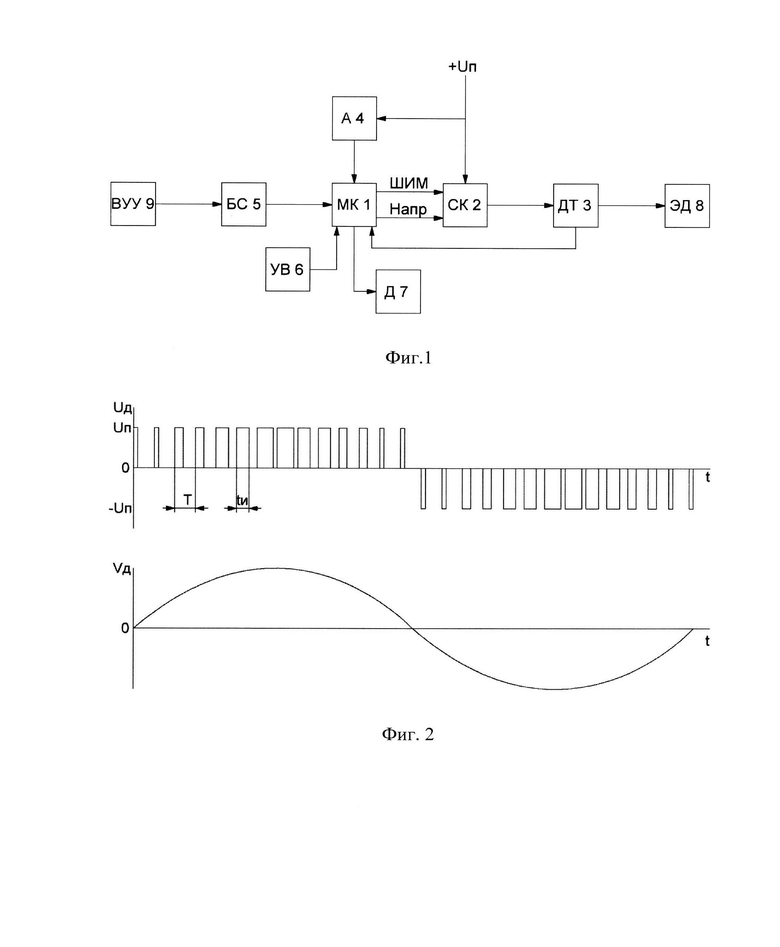
Принцип работы устройства поясняется на фигурах, где на фиг. 1 приведена схема устройства управления механизмом импульсной подачи проволоки, на фиг. 2 - диаграмма напряжения двигателя и скорости двигателя, на фиг.3-диаграммы работы устройства подачи проволоки в реверсивном режиме и в режиме без реверса.
Устройство управления (фиг.1) состоит из: микроконтроллера МК (1), силовых ключей СК (2), датчика тока ДТ (3), аттенюатора напряжения питания А (4), блока связи БС (5), устройства ввода данных УВ (6), дисплея Д (7). Устройство управления управляет электродвигателем ЭД (8) и может получать сигналы управления от внешнего устройства управления ВУУ (9).
При этом стрелки на схеме показывают направление передачи данных или энергии источника электропитания, но не количество сигналов, то есть одна стрелка может соответствовать как одному сигналу, так и нескольким (шине сигналов).
Микроконтроллер предполагается стандартный, с количеством дискретных входов не менее трех для УВ6, одного для встроенного асинхронного универсального приемника (UART), количеством аналоговых входов не менее 2 (для анализа сигналов с А4 и ДТ3), количеством дискретных выходов не менее 6 для Д7 и двух дискретных выходов (ШИМ и Напр).
При практической реализации устройства использовался микроконтроллер ATmega8, но могут быть использованы и другие универсальные микроконтроллеры семейств ATtinyxxx, ATmegaxxx, ATxmegaxxx, PICxx, STM32 или других производителей с вышеуказанными характеристиками.
Алгоритм работы микроконтроллера определяется управляющей программой, разработанной авторами заявки и регистрируется отдельно как программа для ЭВМ.
Программа анализирует сигналы от ВУУ9, УВ6, А4, ДТ3 и формирует сигналы управления Д7, а также ШИМ и Напр.
Сигнал Напр - цифровой сигнал направления движения электродвигателя: 1 - движение проволоки вперед, 0 - движение проволоки назад.
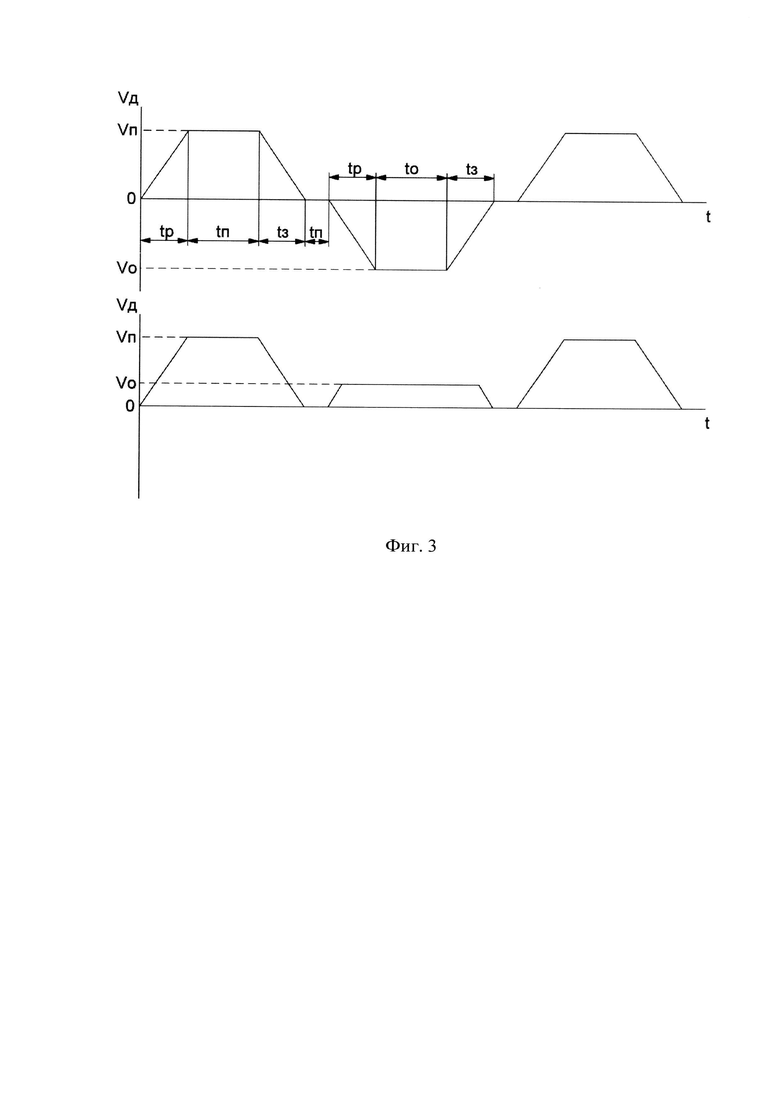
Сигнал ШИМ - выходной цифровой сигнал с ШИМ модулятора. Форма сигнала показана на фиг. 2.
Блок СК2 содержит 4 силовых ключа (полевых транзистора), включенных по мостовой схеме, а также блок управления ими. Так как авторы заявки при реализации патентуемого устройства использовали стандартную микросхему LMD18200, конструктивно содержащую все указанные элементы, то в описании устройства (фиг. 1) они обозначены одним функциональным блоком СК2.
В заявляемом устройстве в качестве СК2 применялся стандартный мостовой инвертор. Стандартный мостовой инвертор работает следующим образом: устройство управления УУ принимает сигналы Напр и ШИМ (на рисунке не показаны). На устройство КУ1 приходит дискретный сигнал высокого уровня, если Напр=1 и ШИМ=1, на устройство КУ2 приходит дискретный сигнал высокого уровня, если Напр=0 и ШИМ=1. Устройства КУ1 и КУ2 управляют парами транзисторных ключей, соответственно VT1, VT4 и VT2, VT3 в результате чего в нагрузку Rн подается ШИМ модулированное напряжение прямой или обратной полярности от источника питания Е. В заявляемом устройстве напряжение питания на фиг. 1 обозначено +Uп.
Устройство работает следующим образом. Микроконтроллер (1) выдает два сигнала управления силовым ключам - широтно-модулированный сигнал и сигнал направления вращения (Напр) электродвигателя. Силовые ключи (2), выполненные по мостовой схеме, в импульсном режиме коммутируют напряжение питания (Uп) и подают его на питание электродвигателя. При этом выходное напряжение ключей может принимать одно из трех значений: +Uп, 0, -Uп. Датчик тока (3) измеряет среднее значение тока двигателя и передает измеренное значение микроконтроллеру (1), которое используется в качестве сигнала обратной связи.
Аттенюатор (4) понижает напряжение питания до уровня, равного входному напряжению аналого-цифрового преобразователя микроконтроллера и преобразуется в цифровой код средствами микроконтроллера. Это значение используется для стабилизации напряжения электродвигателя при изменении напряжения питания схемы.
За счет измерения напряжения питания схемы устройство выполняет стабилизацию напряжения электродвигателя следующим образом. При отклонении напряжения питания от номинального значения рассчитывается отклонение напряжения питания и корректировка ШИМ сигналов управления с целью сохранения среднего напряжения питания электродвигателя на заданном уровне, что обеспечивает независимость скорости вращения вала электродвигателя от повышения напряжения питания.
Для настройки режима работы устройства применяется устройство ввода (УВ), которое включает в себя клавиатуру и дисплей (Д).
Устройство может интегрироваться в систему управления сварочного аппарата, для чего имеет блок связи (БС). Этот блок обеспечивает гальваническую развязку цепей управления и согласование сигналов управления по уровню. При управлении устройством через блок связи внешнее устройство управления передает сигналы управления, содержащие информацию о режиме работы: включено/отключено, скорость прямой подачи, скорость обратной подачи, длительность прямой подачи и обратной подачи, пауза между прямой подачей и обратной, время разгона и торможения двигателя.
Широтно-импульсная модуляция (фиг. 2) подразумевает выдачу напряжения одного из трех значений: +Uп, 0, -Uп. При этом осуществляется изменение длительность импульса (tи) при сохранении неизменным периода следования импульсов (Т). Это дает возможность плавного регулирования среднего значения напряжения двигателя (Uд) в диапазоне от -Uп до +Uп, и, следовательно, плавного регулирования скорости вращения электродвигателя (Vд) и изменения направления вращения.
Алгоритм работы устройства управления позволяет раздельно регулировать следующие параметры вращения вала двигателя механизма подачи проволоки (фиг. 3):
- скорость прямой подачи (Vп);
- скорость обратной подачи (Vo);
- длительность разгона (tp) или ускорение при разгоне;
- длительность торможения (tp) или ускорение при замедлении;
- длительность прямой подачи (tп);
- длительность обратной подачи (to);
- длительность паузы между прямой подачей и обратной (tп).
При этом скорости прямой и обратной подач могут быть как разного знака, так и одинакового, или равны нулю. В этом случае может быть реализован алгоритм подачи с реверсом (Vп и Vo разного знака), без реверса (Vп и Vo одного знака) или подача с паузами (Vo или Vп равны нулю).
Исключение из системы контура обратной связи и датчика скорости упрощает устройство и исключает необходимость доработки механической части механизма подачи проволоки (исключение необходимости установки датчика скорости), так как штатные механизмы подачи проволоки, как правило, не имеют датчик скорости. Так как вал электродвигателя жестко (через механический редуктор) связан с подающими роликами, то контроль скорости перемещения проволоки не является необходимым.
За счет измерения напряжения питания схемы устройство выполняет стабилизацию напряжения электродвигателя следующим образом. При отклонении напряжения питания от номинального значения рассчитывается отклонение напряжения питания и корректировка ШИМ сигналов управления с целью сохранения среднего напряжения питания электродвигателя на заданном уровне, что обеспечивает независимость скорости вращения вала электродвигателя от повышения напряжения питания.
Управление временем разгона и торможения (ускорениями при разгоне и торможении) позволяет ограничивать нагрузку на механические части механизма подачи проволоки, ограничить токи двигателя, а также задавать требуемое ускорение перемещения проволоки для обеспечения режима «сброса» капли расплавленного металла с проволоки.
Пауза между прямым и обратным ходами позволяет исключить броски напряжения, возникающие при смене полярности напряжения электродвигателя.
Раздельное плавное регулирование параметрами импульсов прямого и обратного хода позволяет гибко настраивать параметры подачи проволоки под различные режимы сварки при исследованиях процессов сварки, отработки режимов сварки и поиска оптимального режима, а также во время сварки с оптимальным режимом подачи проволоки.
Применение блока связи с внешним устройством управления позволяет непосредственно в процессе сварки оперативно изменять параметры режима подачи проволоки для коррекции режима при изменении условий сварки.
Устройство может интегрироваться в существующие системы непрерывной подачи сварочной проволоки с электродвигателями постоянного тока и различными характеристиками (напряжением питания, мощностью, частотой вращения вала) без доработок механических частей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| САМОХОДНАЯ МАШИНА С ЭЛЕКТРОМЕХАНИЧЕСКОЙ ТРАНСМИССИЕЙ И СИСТЕМОЙ ОТБОРА МОЩНОСТИ | 2020 |
|
RU2726814C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Футляр для мобильного электронного устройства | 2019 |
|
RU2718330C1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| ВЕНТИЛЬНО-ИНДУКТОРНЫЙ ЭЛЕКТРОПРИВОД С ЭКСТРЕМАЛЬНЫМ РЕЖИМОМ РАБОТЫ | 2013 |
|
RU2540319C2 |
| Блок управления управляющим двигателем-маховиком с резервированием управляющего канала | 2015 |
|
RU2627493C2 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
Изобретение относится к области сварочного оборудования и может быть использовано в устройствах импульсной подачи сварочной проволоки в зону сварки. Устройство содержит микроконтроллер, связанный с блоком силовых ключей, который выполнен с возможностью соответствующего соединения с электродвигателем механизма подачи проволоки, датчик тока электродвигателя и блок ввода данных, связанные с соответствующими входами микроконтроллера. Устройство также снабжено аттенюатором напряжения питания, блоком связи с внешним устройством управления и дисплеем, соответствующим образом соединенными с микроконтроллером, который выполнен с возможностью программного формирования ШИМ-сигнал, подаваемого на устройство управления мостовой схемы блока силовых ключей с обеспечением возможности регулировок соответствующих подач механизма. Использование изобретения позволяет расширить технологические возможности устройства и упростить его конструкцию. 3 ил.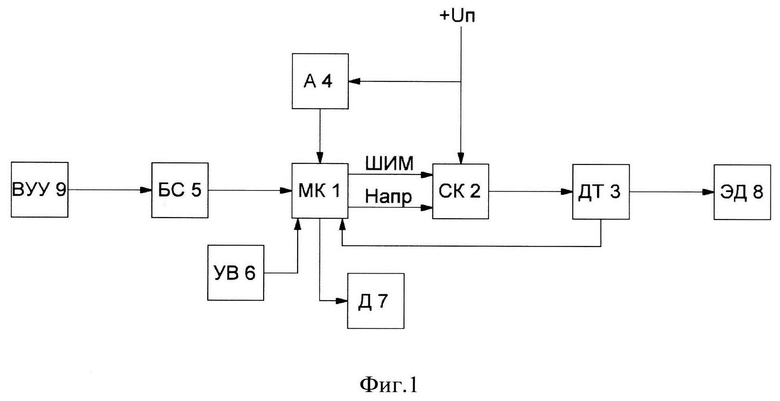
Устройство для управления механизмом импульсной подачи проволоки в зону сварки, содержащее микроконтроллер, связанный с блоком силовых ключей, соединенных в мостовую схему, имеющую свое устройство управления, который выполнен с возможностью соответствующего соединения с электродвигателем упомянутого механизма, датчик тока упомянутого электродвигателя и блок ввода данных, связанные с соответствующими входами микроконтроллера, отличающееся тем, что оно снабжено аттенюатором напряжения питания, блоком связи с внешним устройством управления и дисплеем, соответствующим образом соединенными с микроконтроллером, который выполнен с возможностью программного формирования ШИМ-сигнал, подаваемого на устройство управления мостовой схемы блока силовых ключей с обеспечением возможности раздельной регулировки скорости прямой подачи, скорости обратной подачи, длительности разгона, длительности торможения, длительности прямой подачи, длительности обратной подачи и длительности паузы между прямой и обратной подачей упомянутого механизма.
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| 0 |
|
SU199206A1 | |
| Прибор для определения октановых чисел жидких моторных топлив | 1945 |
|
SU68401A1 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Устройство управления электроприводом подачи электродной проволоки | 1988 |
|
SU1606279A1 |
| CN 101814885 A, 25.08.2010 | |||
| US 6204479 B1, 20.03.2001 | |||
| JP 59104269 A, 16.06.1984. | |||

