Изобретение относится к механизированной дуговой сварке металлов плавящимся электродом в среде защитных газов и под слоем флюса с постоянной подачей сварочной проволоки при сварке металлоконструкций.
Известен способ сварки, в котором управление размером капли расплавленного металла осуществляется за счет импульсной подачи сварочной проволоки. Способ включает выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала (минимального тока дуги) в автоматическом режиме (см. описание к патенту РФ №2238827, кл. В23K 9/095 2003.07.10).
Недостатком известного способа является необходимость использования специального оборудования - механизма импульсной подачи сварочной проволоки, который имеет сложную конструкцию и повышенные вибрации.
Известен способ импульсно-дуговой сварки, где используются импульсы тока дуги для дозирования энергии на расплавление каждой следующей капли, начиная с момента ее отрыва (см. RU 2133660 C1, В23K 9/09, В23K 9/1732003, 27.07.1999).
Недостатком известного способа является возможность перегрева сварочной ванны под действием управляющих импульсов тока.
Задача - разработать механизированный способ сварки, обеспечивающий стабильный перенос электродного металла без использования импульсов тока.
Поставленная задача достигается тем, что в процессе сварки с постоянной подачей сварочной проволоки на проволоку накладываются продольные колебания. Процесс наложения продольных колебаний реализуется за счет магнитострикционных свойств сварочной проволоки, что позволяет использовать сварочную проволоку в качестве генератора механических продольных импульсов. Упругие продольные импульсы возникают при наложении на сварочную проволоку продольного магнитного поля ультразвуковой частоты (109-1012 Гц).
Продольные колебания создают в сварочной проволоке упругие волны. Упругие волны передают продольные колебания на расплавленную каплю электродного металла, которая в процессе сварки находится на торце сварочной. При совпадении частоты продольных колебаний проволоки с собственной частотой колебаний капли расплавленного металла возникает резонанс, вызывающий резкое возрастание амплитуды колебаний. С ростом амплитуды растут напряжения в расплавленном металле и, когда они достигнут предела прочности, капля расплавленного металла отрывается. Достигается эффект механического отрыва капли электродного металла. Перенос электродного металла в сварочную ванну осуществляется за счет явления резонанса.
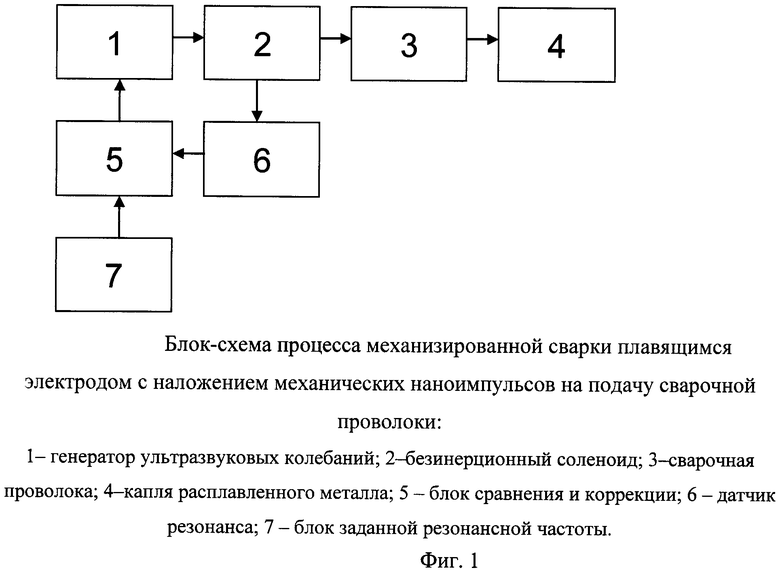
Состав изобретения и способ реализация процесса заключается в следующем. Процесс поясняется блок-схемой, показанной Фиг.1.
Генератор ультразвуковых колебаний 1 с регулируемой частотой от 109 до 1012 Гц подает импульсы тока на безинерционный соленоид 2, внутри которого с постоянной скоростью проходит сварочная проволока 3. Безинерционный соленоид 2 под воздействием импульсов тока создает переменное продольное магнитное поле. В сварочной проволоке 3 за счет магнитострикционного эффекта под действием продольного магнитного поля возникают упругие продольные колебания с амплитудой (4-8)·10-9 м и частотой, равной частоте генератора ультразвуковых колебаний 1. Продольные колебания по закону распространения упругой волны перемещаются по сварочной проволоке 3 и возникающие на торце проволоки волны Рэлея передаются капле электродного металла 4. При совпадении частоты волн Релея и продольных колебаний проволоки с собственной частотой колебания капли расплавленного металла возникает резонанс и резкое возрастание амплитуды вынужденных колебаний. Происходит механический отрыв капли электродного металла 4 от сварочной проволоки 3. Для стабилизации процесса блок управления включает в себя датчик резонанса 6, регистрирующий резкое возрастание амплитуды колебаний. С датчика резонанса 6 сигнал поступает на блок сравнения и коррекции 5, где происходит сравнение сигнала с датчика резонанса 6 и блока заданной резонансной частоты 7. В случае несовпадения сигналов блок сравнения и коррекции 5 корректирует частоту механических колебаний капли путем изменения частоты генератора ультразвуковых колебаний 1.
Заявляемый способ характеризуется наличием следующих существенных отличительных способов:
а) перенос капли электродного металла осуществляется за счет явления резонанса, вызывающего механический отрыв капли электродного металла от сварочной проволоки;
б) управление переносом электродного металла происходит без периодического изменения сварочного тока дуги;
в) предлагаемый способ сварки для получения управляемого переноса не требует импульсных источников питания и специальных устройств импульсной подачи сварочной проволоки.
Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки «а», «б» и «в» заявленного способа в них отсутствуют. Следовательно, заявляемый способ соответствует критериям изобретения «новизна» и «изобретательский уровень». Лабораторные испытания способа показали его осуществимость, т.е. промышленную применимость, высокие и стабильные механические и эксплутационные свойства сварных соединений.
Использование всей совокупности существенных признаков заявляемого способа позволяет получать управляемый перенос электродного металла, используя стандартные источники питания и стандартные системы подачи сварочной проволоки, улучшить форму капли, ее симметрию относительно оси сварочной проволоки и получить кинетическую энергию, необходимую для переноса капли в сварочную ванну.
При использовании предложенного способа:
1) уменьшается время перехода капли электродного металла в сварочную ванну, что позволяет увеличить скорость переноса;
2) снижается размер капли электродного металла;
3) снижается выгорание легирующих элементов, что приводит к улучшению механических свойств металла сварного шва;
4) улучшается перемешивание сварочной ванны;
5) снижается разбрызгивание электродного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Способ импульсной сварки под слоем флюса | 2016 |
|
RU2674718C2 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к механизированной дуговой сварке металлов плавящимся электродом в среде защитных газов и под слоем флюса с постоянной подачей сварочной проволоки. Способ включает осуществление сварки при постоянной подаче сварочной проволоки с наложением упругих продольных колебаний ультразвуковой частоты. Продольные колебания передаются капле электродного металла. Капля расположена на торце сварочной проволоки. Отрыв капли электродного металла происходит за счет резонансных явлений. Техническим результатом изобретения является увеличение скорости переноса капли электродного металла в сварочную ванну, снижение размера капли электродного металла, улучшение механических свойств металла сварного шва, улучшение перемешивания сварочной ванны и снижение разбрызгивания электродного металла. 1 ил.
Способ механизированной сварки плавящимся электродом с наложением механических наноимпульсов на подачу сварочной проволоки, отличающийся тем, что осуществляют управляемый перенос капли электродного металла в сварочную ванну под воздействием на расплавленную каплю продольных импульсов тока с ультразвуковой частотой и амплитудой до 10-9 м.
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| СПОСОБ УПРАВЛЕНИЯ РАЗМЕРОМ КАПЛИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ СВАРКЕ С ИМПУЛЬСНОЙ ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2003 |
|
RU2238827C1 |
| Способ электродуговой сварки | 1980 |
|
SU927432A1 |
| JP 0063157767 A, 30.06.1988. | |||

