Изобретение относится к способам регулирования процесса дуговой сварки и может быть использовано во всех отраслях народного хозяйства.
Цель изобретения стабилизация и управление процессом каплепереноса электродного металла.
Поставленная цель достигается тем, что в способе регулирования процесса дуговой сварки плавящимся электродом с систематическими короткими замыканиями дугового промежутка, при котором процесс регулируют по изменению энергии, затрачиваемой на каплеобразование, в каждый промежуток времени определяют мгновенную частоту коротких замыканий дугового промежутка по времени между импульсами производных напряжения на дуге в момент касания капли сварочной ванны и время образования капли по времени между импульсами производных напряжения в момент отрыва капли и ее следующего касания, при изменении частоты коротких замыканий сравнивают соответствующее ей время образования капли с временем образования капли при неизменной частоте коротких замыканий и по результатам сравнения изменяют энергию, затрачиваемую на каплеобразование. При этом при увеличении времени образования капли по сравнению с тем же временем при неизменной частоте энергии, затрачиваемую на каплеобразование, уменьшают, а при уменьшении времени образования капли по сравнению с тем же временем при неизменной частоте энергию, затрачиваемую на каплеобразование, увеличивают.
При проведении патентного поиска по данной заявке были обнаружены технические решения, которые обеспечивают регулирование процесса каплепереноса (см. прилагаемую справку о патентном исследовании). Однако известные способы управления процессом не используют параметры, по которым регистрируют и частоту коротких замыканий (КЗ) и время образования капли. Предложенные в данном способе параметры регистрации частоты КЗ и времени образования капли повышают чувствительность процесса управления. Благодаря предложенной совокупности признаков процесс стабилизируется и управляется каплеперенос электродного металла, что снижает его разбрызгивание.
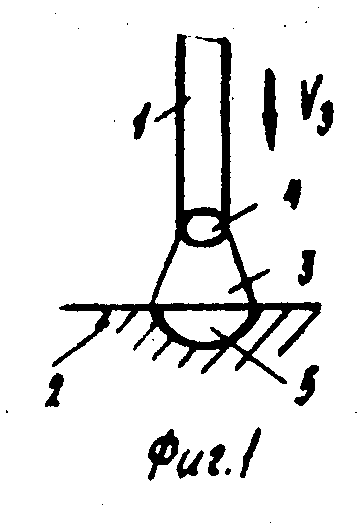
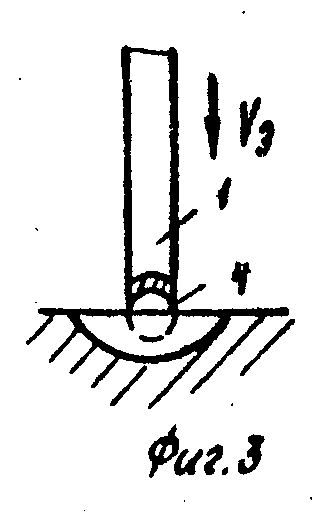
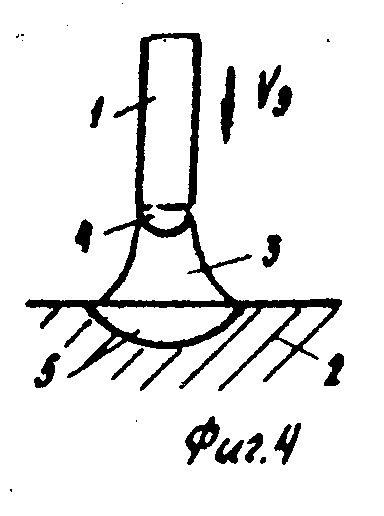
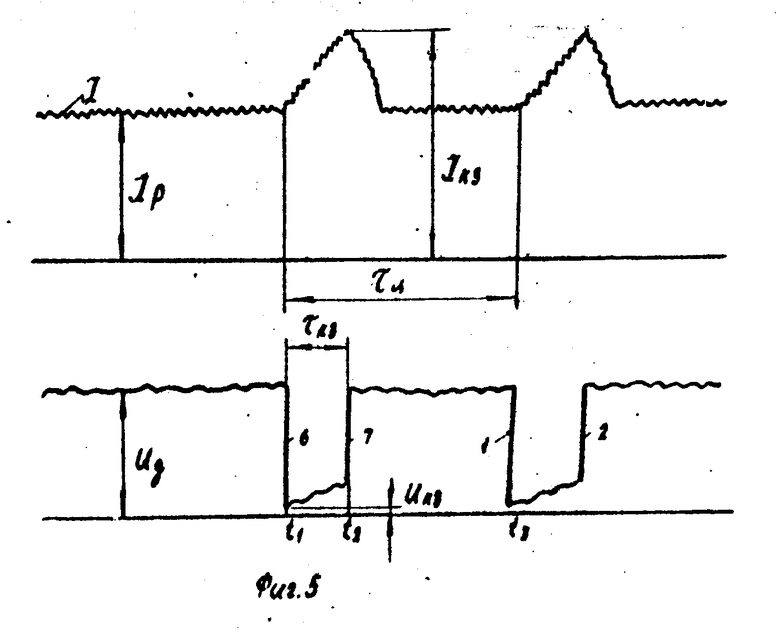
Сущность способа регулирования процесса дуговой сварки плавящимся электродом поясняется фиг. 1-5. На фиг.1 показана стадия образования капли; на фиг.2 момент касания капли сварочной ванны; на фиг.3 момент отрыва капли; на фиг. 4 момент горения дуги после отрыва капли; на фиг.5 характерные осциллограммы тока I и напряжения дуги Uд; на фиг.6 различные стадии процесса и сигналы, регистрируемые по производной напряжения 
Способ регулирования процесса дуговой сварки плавящимся электродом осуществляют следующим образом. Между электродом 1 и изделием 2 горит дуга 3, которая на электроде 1 образует каплю 4, а на изделии 2 сварочную ванну 5 (фиг. 1). Электрод 1 подают со скоростью Vэ и в определенный момент происходит соприкосновение капли 4 со сварочной ванной 5 (фиг.2). Затем происходит отрыв капли 4 от электрода 1 (фиг.3) и вновь запирается дуга 3 (фиг.4). Стадии процесса повторяются.
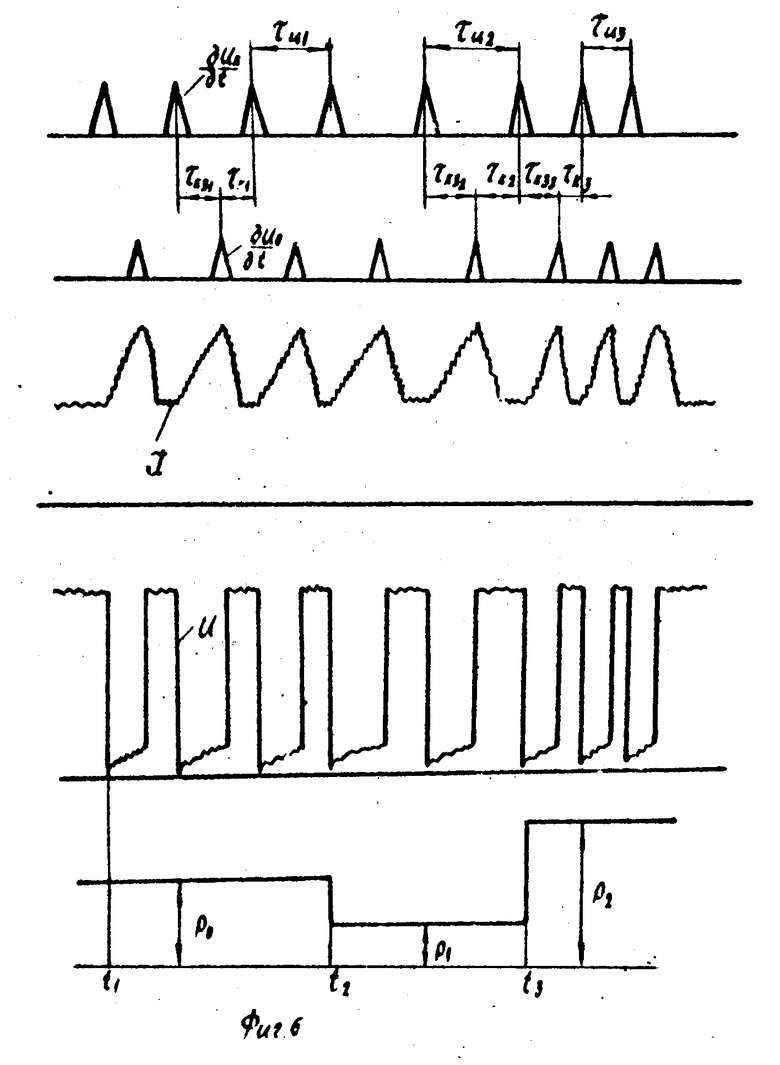
На осциллограммах в каждый промежуток времени наблюдается следующая картина. В момент фиг.1 ток имеет значения lp, а напряжение дуги Uд.р. (фиг. 5). В момент касания капли сварочной ванны 5 ток возрастает до значения Iкз, напряжение дуги резко падает по линии 6 до значения Uкз. В момент отрыва капли 4 от электрода 1 ток падает до значений Ip, а напряжения по линии 7 до значения Uд. Затем протекает процесс каплеобразования и нанесения каплей 4 ванны 5. При изменении напряжения по линии 6 и 7 выделяют импульсы производных напряжения в момент касания каплей 4 ванны 5  отрыва капли 4 от электрода 1
отрыва капли 4 от электрода 1  (фиг.6). Время между импульсами
(фиг.6). Время между импульсами  соответствует времени τц между короткими замыканиями. Величина, обратная этому времени, т.е.
соответствует времени τц между короткими замыканиями. Величина, обратная этому времени, т.е.  соответствует мгновенной частоте f коротких замыканий дугового промежутка. Промежуток между импульсами
соответствует мгновенной частоте f коротких замыканий дугового промежутка. Промежуток между импульсами  соответствует времени образования капли τк.. Поэтому, распределяя в каждый промежуток времени, например в течение от t1 до t2 (фиг.6), мгновенную частоту коротких замыканий
соответствует времени образования капли τк.. Поэтому, распределяя в каждый промежуток времени, например в течение от t1 до t2 (фиг.6), мгновенную частоту коротких замыканий  по времени между импульсами производных напряжения на дуге в момент касания капли сварочной времени
по времени между импульсами производных напряжения на дуге в момент касания капли сварочной времени  фиксируют стабильность процесса. Если f1 не меняется, то процесс протекает стабильно. При изменении частоты до значений
фиксируют стабильность процесса. Если f1 не меняется, то процесс протекает стабильно. При изменении частоты до значений  , регистрируют время образования капли между импульсами в момент отрыва капли
, регистрируют время образования капли между импульсами в момент отрыва капли  и ее следующего касания
и ее следующего касания  . Время образования капли τк2 сравнивают с соответствующим ей значением времени образования капли при неизменной частоте коротких замыканий f1 и по результатам сравнения изменяют энергию, затрачиваемую на каплеобразование.
. Время образования капли τк2 сравнивают с соответствующим ей значением времени образования капли при неизменной частоте коротких замыканий f1 и по результатам сравнения изменяют энергию, затрачиваемую на каплеобразование.
При увеличении времени образования капли по сравнению с тем же временем при неизменной частоты (τк2>τк1) энергию Рo, затрачиваемую на каплеобразование, уменьшают до Р1 (фиг.6). При уменьшении времени образования капли τк3 по сравнению с τк1 энергию, затрачиваемую на образование капли, увеличивают до Р2 (фиг.6).
Управляя таким образом процессом, поддерживают размеры капель равными, что стабилизирует время τц и, следовательно, процесс.
П р и м е р. Способ осуществляли при наплавке проволокой из стали Св-04X19Н11М3 в среде аргона на пластину из стали Х18Н10Т при питании от источника ВДУ-504. Мгновенную частоту определяли по импульсам производных напряжения на дуге  в момент касания капли сварочной ванны 5. Импульсы выделяли с помощью специально разработанного и изготовленного датчика. Время образования капли также определяли с использованного указанного датчика и специального устройства. Энергию регулировали с помощью малоинерционного комментирующего устройства. Сварку вели на следующих режимах:
в момент касания капли сварочной ванны 5. Импульсы выделяли с помощью специально разработанного и изготовленного датчика. Время образования капли также определяли с использованного указанного датчика и специального устройства. Энергию регулировали с помощью малоинерционного комментирующего устройства. Сварку вели на следующих режимах:
I 200 A; Uxx 21 B; dпр 1,2 мм; Vэ 150 м/ч; Vcв 18 м/ч.
Сигнал производных напряжения на дуге в момент касания и отрыва капли четко фиксировались и имели крутые передние, хорошо сформированные фронты.
Время между импульсами  составляло 0,0156 с в режиме с неизменной частотой. Частота коротких замыканий была 64 Гц. При изменении частоты от 51 до 73 Гц. Определяли время каплеобразования, которое составило 0,016-0,008 с соответственно. Аналогичное время при неизменной частоте составило 0,0124 с. Система управления автоматически изменяла энергию, затрачиваемую на образование капли от 70,954 до 36,625 Дж.
составляло 0,0156 с в режиме с неизменной частотой. Частота коротких замыканий была 64 Гц. При изменении частоты от 51 до 73 Гц. Определяли время каплеобразования, которое составило 0,016-0,008 с соответственно. Аналогичное время при неизменной частоте составило 0,0124 с. Система управления автоматически изменяла энергию, затрачиваемую на образование капли от 70,954 до 36,625 Дж.
Предлагаемый способ регулирования процесса дуговой сварки плавящимся электродом стабилизирует процесс и позволяет управлять им, что снижает разбрызгивание электродного металла, повышает качество шва и производительность процесса. ЫЫЫ2 ЫЫЫ4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
Использование: в тех отраслях народного хозяйства, где применяется сварка плавящимся электродом. Сущность изобретения: в каждый промежуток времени определяют частоту коротких замыканий по времени между импульсами производных напряжения на дуге 3 в момент касания капли сварочной ванны 5 и время образования капли 4 по времени между импульсами производных напряжения в момент отрыва капли 4 и ее следующего касания. 2 з.п. ф-лы, 6 ил.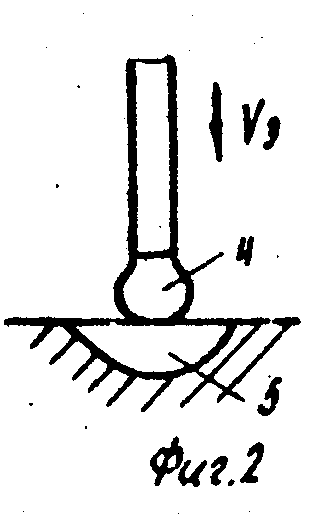
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
