Изобретение относится к технологии получения изделий с внутренними полостями сваркой взрывом. Способ может быть использован для изготовления изделий с внутренними полостями, таких как теплообменники, кристаллизаторы, сердечники для индукционных нагревателей и другие устройства электротермической и химической промышленности.
Известен способ получения изделий с внутренними полостями сваркой взрывом, согласно которому в оболочке располагают полостеобразующие элементы, в каждом из которых по всей их длине устанавливают заряды взрывчатого вещества (ВВ) и инициируют одновременно все заряды для сварки элементов между собой и с оболочкой, причем берут замкнутую оболочку и трубчатые полостеобразующие элементы, которые устанавливают с зазором параллельно оси оболочки (см. SU 1210330 А, МПК4 В 23 К 20/08, 11.07.1984).
Технический недостаток подобных способов: сложность и трудоемкость сборки в пучок полостеобразующих элементов и нерациональная геометрия сборки.
Известен также способ получения изделий с внутренними полостями, по которому выполняют сборку трубчатой внешней оболочки с трубчатым полостеобразующим элементом и легкоплавким соединительным элементом, при этом при сборке легкоплавкий соединительный элемент навивают по винтовой линии на полостеобразующий элемент, устанавливают трубчатую внутреннюю оболочку, на ее внешнюю поверхность по винтовой линии навивают полостеобразующий элемент, при этом сварку взрывом осуществляют перемещением точки контакта в направлении, перпендикулярном полостеобразующему элементу (RU 2141889 С1, МПК6 В 23 К 101/04, 07.04.98).
Технический недостаток данного способа: использование в качестве соединительного элемента легкоплавкого металла, который удорожает изготовление изделий с внутренними полостями, а также усложняет процесс сборки заготовок под сварку взрывом.
Техническая задача: упрощение технологии сборки и снижение стоимости изделия.
На фиг.1, 2 показан способ получения изделий с внутренними полостями.
Способ осуществляют следующим образом.
Трубчатый полостеобразующий элемент 1 предварительно заполняют взрывчатым веществом 2, например детонирующим шнуром или порошкообразным взрывчатым веществом. Подготовленный таким образом полостеобразующий элемент 1 располагают навивкой между внутренней 3 и внешней трубчатой оболочкой 4, с предварительно нанесенной на внешней поверхности внутренней трубчатой оболочки и на внутренней поверхности внешней оболочки резьбы, а процесс сварки взрывом осуществляют перемещением фронта детонации по винтовой линии.
По предлагаемому способу получения сваркой взрывом изделий с внутренними полостями предварительно в полостеобразующий элемент 1 (в нашем случае медная трубка диаметра 10×1,5 мм) располагали заряд взрывчатого вещества 2 в виде детонирующего шнура. Затем подготовленную к сварке взрывом медную трубку навивали вплотную по спирали на внутреннюю трубу 3 диметра 32×4,5 мм. Полученную сборку устанавливали во внутреннюю обечайку 4 внутреннего диаметра 52 мм.
С целью предохранения свариваемых взрывом деталей от разрушений сборку располагали во внутреннюю полость матрицы - оснастки 5, причем внутренняя поверхность оснастки, как и наружная поверхность внешней обечайки сборки 4, с целью облегчения извлечения свариваемого изделия из матрицы - оснастки изготавливали с одинаковой конусностью.
Для предохранения от разрушений концевых участков сборки от действия расширяющихся продуктов взрыва на внутреннюю трубу 3 устанавливали на резьбе массивные фланцы 6, а свободное пространство между фланцами и трубчатыми полостеобразующими элементами заполняли гранулированным пластичным металлом, например, металлической дробью 7. Для инициирования заряда взрывчатого вещества и выхода продуктов взрыва, один конец трубчатого полостеобразующего элемента с расположенным в нем зарядом взрывчатого вещества выводили из внешней обечайки и матрицы через U-образное отверстие, образованное фланцем и обечайками 4 и 5 (на фиг.1 отверстие не показано). На выведенный конец полостеобразующего элемента 1 с взрывчатым веществом устанавливали на заряд - электродетонатор 8, после подрыва которого инициировали взрывчатое вещество, расположенное во внутренней полости трубчатого полостеобразующего элемента. При этом фронт детонации перемещался по винтовой линии. Под действием расширяющихся продуктов взрыва оболочка полостеобразующего элемента (трубки) также подвергалась расширению и соударению между своей внешней поверхностью витков и с поверхностями внутренней и внешней поверхностями трубчатых элементов 4 и 5, образуя при этом неразъемное сварное соединение.
Предлагаемый способ получения изделий с внутренними полостями позволяет исключить использование дорогостоящего легкоплавкого металла, повысить качество сварного соединения и расширить номенклатуру изделий с внутренними полостями.
Готовое изделие представляет цилиндрическую композиционную деталь, в которой между внутренней оболочкой 4 и 5 расположен спиральный канал прямоугольного сечения 9. Данное изделие может быть использовано в качестве внутреннего сердечника для индукционных нагревателей жидкостей и газов, парогенераторов, а также для малогабаритных теплообменных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1998 |
|
RU2141889C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 1998 |
|
RU2131799C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ ПУТЕМ ВЗРЫВНОГО НАГРУЖЕНИЯ | 2008 |
|
RU2373035C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2424883C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425740C1 |

Изобретение относится к технологии получения изделий с внутренними полостями сваркой взрывом. Способ может быть использован для изготовления изделий с внутренними полостями, таких как теплообменники, кристаллизаторы, сердечники для индукционных нагревателей и др. Способ осуществляют следующим образом. Трубчатый полостеобразующий элемент предварительно заполняют взрывчатым веществом. Подготовленный таким образом полостеобразующий элемент располагают навивкой между внутренней и внешней трубчатой оболочкой с предварительно нанесенной на внешней поверхности внутренней трубчатой оболочки и на внутренней поверхности внешней оболочки резьбы, а процесс сварки взрывом осуществляют перемещением фронта детонации по винтовой линии. Способ позволяет снизить себестоимость изделия и упростить технологию сборки. 4 з.п.ф-лы, 2 ил.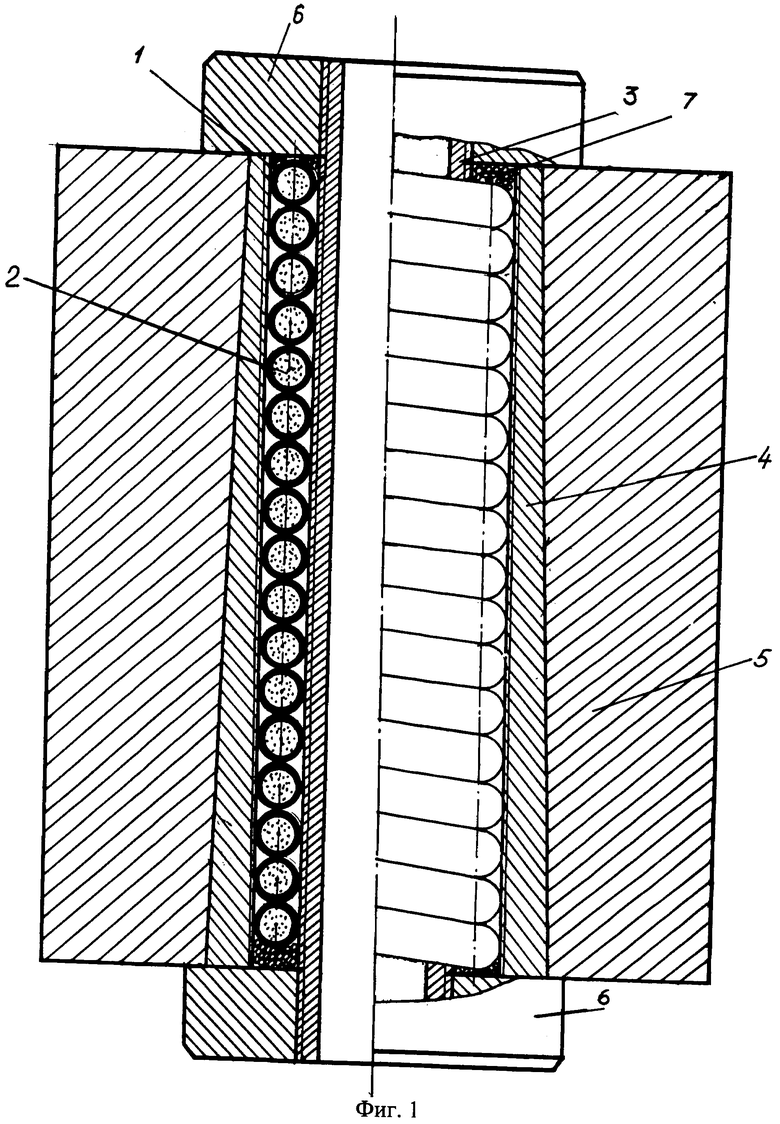
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1998 |
|
RU2141889C1 |
| Способ получения изделий с внутренними полостями сваркой взрывом | 1984 |
|
SU1210330A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 1988 |
|
SU1541913A1 |

