Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению термопечатных форм для трафаретной печати, в частности способу изготовления печатных форм и устройству для изготовления печатных форм для трафаретной печати и к устройству для трафаретной печати, которые реализуют изготовление печатных форм путем использования материала печатных форм для трафаретной печати, по существу, состоящего только из пленки термопластичной смолы без проницаемой для типографской краски основы, например, такой основы, как японская бумага, нетканый материал и т.д. Кроме того, вышеупомянутое выражение "состоящий, по существу, только из пленки термопластичной смолы" следует рассматривать, как охватывающий такую структуру пленки, на поверхность которой можно нанести антистатическое покрытие и покрытие, предотвращающее приваривание, при условии, что она не имеет основы, проницаемой для типографской краски.
Предшествующий уровень техники
Обычно трафарет, который используется в качестве печатной формы для трафаретной печати, в общем случае содержит проницаемую для типографской краски основу и пленку термопластичной смолы, которая наклеена на основу с помощью клеев. Проницаемую для типографской краски основу изготавливают из японской бумаги или нетканого материала и т.п. Пленку термопластичной смолы изготавливают из сложного полиэфира и т.п. Толщина пленки термопластичной смолы составляет 1,5 мкм и обычно соответствует толщине основы, составляющей примерно 30-40 мкм. Печать осуществляют путем съема типографской краски с печатной формы для трафаретной печати, которую формируют главным образом посредством термической перфорации пленки. Упомянутую термическую перфорацию осуществляют в основном путем нагрева термической головки, а именно вставляют упомянутый трафарет между термической головкой и печатным валиком, а затем нагревают с помощью термической головки.
В связи с трафаретной печатью, осуществляемой путем использования такого трафарета, изготовленного или гравированного вышеупомянутым способом, в технической литературе на основании имеющегося опыта упоминается о различных неудобствах или недостатках использования печатной формы для трафаретной печати, к которой с помощью клеев приклеена пленка термопластичной смолы. Между тем внесены различные предложения по усовершенствованиям, заключающиеся в использовании печатной формы для трафаретной печати, состоящей только из пленки термопластичной смолы без основ. Однако ни одно из этих предложений сейчас не внедрено, а любые новые предложения должны обуславливать устранение определенных технических проблем. В частности, когда печатная форма для трафаретной печати состоит только из пленки термопластичной смолы, с этой печатной формой для трафаретной печати трудно работать, если толщина пленки не является достаточно большой. Кроме того, необходимо увеличить выходное усилие термической головки, чтобы осуществить термическую перфорацию на толстой пленке. Это создавало различные проблемы и обусловило наибольшее затруднение при использовании.
С другой стороны, отверстия перфорации печатной формы для трафаретной печати, выполняемые для трафаретной печати, предпочтительно выполнять независимо для каждой точки, а для этого желательно сделать размер нагревателей, соответствующий шагу между точками, как можно меньше, что показано в Японской патентной публикации № 2732532. Однако с уменьшением размера нагревателя до малой величины соответственно увеличивается влияние рассеяния тепла, которое нагреватель получает от окружных электродов, вследствие чего термический кпд термической головки падает, а срок службы термической головки становится коротким. Более того, в связи с термической головкой того типа, которая нужна для тонкой пленки, следует отметить, что, поскольку экзотермическая часть является заглубленной по сравнению с окружающим электродом, трафарет будет поддерживаться высокими участками электрода, расположенными вокруг заглубленной части, в соответствии с уменьшением размера нагревателя. Следовательно, состояние контакта или состояние слипания между экзотермической частью и трафаретом становится неудовлетворительным, а термический кпд падает еще больше.
Помимо этого, чтобы решить вышеупомянутую проблему ухудшения состояния контакта между экзотермической частью и трафаретом за счет уменьшения размера нагревателя, предложена термическая головка так называемого "частичного лощения", которая посредством лощения приподнимает только экзотермическую часть.
Однако даже если термическая головка является головкой частичного лощения, поскольку подъем при частичном лощении является очень гладким, кривая подъема также превращается в приблизительно прямую линию. Ввиду всего этого полное решение проблемы слипания становится невозможным.
Сущность изобретения
Как упоминалось выше, проблема трафарета для трафаретной печати и проблема термической головки для трафаретной печати соответственно являются независимыми. В основу настоящего изобретения поставлена идея, заключающаяся в том, что эти проблемы нужно решать одновременно. Поэтому в настоящем изобретении предложен способ и устройство для изготовления печатных форм и машина для трафаретной печати, которые реализуют трафаретную печать, при которой трафарет (печатная форма для трафаретной печати) состоит только из пленки термопластичной смолы.
Средства решения проблем
Прежде всего, способ изготовления печатных форм для трафаретной печати в соответствии с настоящим изобретением решает технические проблемы, присущие известным техническим решениям, и для достижения поставленной цели он состоит в следующем. А именно способ изготовления печатных форм для трафаретной печати в соответствии с настоящим изобретением предусматривает формирование проницаемых для типографской краски отверстий путем термического плавления теплочувствительного материала печатной формы для трафаретной печати, предназначенного для трафаретной печати и состоящего из растянутой пленки термопластичной смолы, имеющей заданную толщину, и отличается тем, что сохраняют внутри вышеупомянутой пленки механическое напряжение растяжения, характерное для момента растяжения, и формируют на одной боковой поверхности вышеупомянутой пленки множество мелких выемок, а поверхность, противоположную той, где находятся мелкие выемки, нагревают с помощью термической головки, при этом вырабатываемая для нагревания энергия термической головки оказывается достаточной для проплавления насквозь тонкой закрывающей части мелкой выемки, но ограничена диапазоном, который не допускает проплавление насквозь толстой части за исключением заглубленной части пленки, так что упомянутые отверстия формируются нагретой расплавленной частью, сообщающейся с мелкой выемкой.
В основном направлении сканирования в одной последовательности или ярусе на термической головке расположены два или более нагревателей. Когда шаг расположения нагревателей на стороне, идущей вдоль основного направления сканирования, задан равным РМ, длина нагревателей на стороне, идущей вдоль основного направления сканирования, задана равной НМ, шаг подачи на стороне, идущей вдоль второстепенного направления сканирования, задан равным PS, а длина нагревателей на стороне, идущей вдоль второстепенного направления сканирования, задана равной HS, то желательно, чтобы размер нагревателей удовлетворял неравенствам НМ>0,6PM и HS>0,7PS.
Желательно, чтобы энергия термической головки при отпечатывании во время изготовления печатной формы была ниже 35 миллиджоулей на миллиметр квадратный (мДж/мм2).
Кроме того, при осуществлении способа изготовления печатных форм материал печатных форм для трафаретной печати состоит из растянутой пленки, в которой сохраняется растягивающее механическое напряжение, характерное для момента растяжения. Следовательно, когда нагретая часть начинает расплавляться, основание расплавляющейся части сообщается с мелкой выемкой, так что за счет сохраняющегося механического напряжения формируется отверстие перфорации, проницаемое для типографской краски.
Далее, при осуществлении этого способа трафаретной печати желательно, чтобы материал печатных форм для трафаретной печати состоял из растянутой пленки полиэтилентерефталата (ПЭТФ) или растянутой пленки с низкой температурой плавления, полученной путем сополимеризации и полиэтилентерефталата (ПЭТФ) полибутилентерефталата (ПБТФ), причем когда задают рабочую температуру, равную t°С, когда задают температуру плавления пленки, равную m°С, и когда задают температуры стеклования, равную g°С, предпочтительно, чтобы отпечатывание трафарета (получение отпечатка) осуществлялось с приложением усилия, обусловленного рабочим давлением, обозначаемого символом Р, выражаемого в паскалях и равного 104·102(m-t)/(m-g) или большего.
Мелкая выемка может быть проникающей дыркой, у которой диаметр отверстия на нагретой стороне пленки меньше, чем диаметр отверстия на стороне, которая противоположна нагретой стороне, но при этом диаметр отверстия на нагретой стороне мал, чтобы не допустить проникновение типографской краски.
Кроме того, мелкая выемка может быть впадиной, которая частично уменьшает толщину пленки и образует тонкую закрывающую часть.
Далее, устройство для изготовления печатных форм для трафаретной печати согласно настоящему изобретению включает следующие элементы. А именно это устройство содержит секцию подачи печатных форм, которая подает теплочувствительный материал печатных форм для трафаретной печати, состоящий из растянутой пленки термопластичной смолы, имеющей заданную толщину, средство для формирования множества мелких выемок на одной боковой поверхности пленки и нагревательное средство для формирования проницаемых для типографской краски отверстий путем нагрева пленки, причем поверхность, противоположная имеющей мелкие выемки стороне пленки, нагревается нагревательным средством, механическое напряжение, характерное в момент растяжения, сохраняется внутри пленки термопластичной смолы, вырабатываемая для нагревания энергия нагревательного средства достаточна для проплавления насквозь тонкой закрывающей части мелкой выемки, но ограничена диапазоном, который не допускает проплавление насквозь толстой части, за исключением заглубленной части пленки, так что отверстия формируются нагретой расплавленной частью, сообщающейся с мелкой выемкой.
Это нагревательное средство представляет собой термическую головку, на которой в основном направлении сканирования в одной последовательности или ярусе расположены два или более нагревателей, причем когда шаг расположения нагревателей на стороне, идущей вдоль основного направления сканирования, задан равным РМ, длина нагревателей на стороне, идущей вдоль основного направления сканирования, задана равной НМ, шаг подачи на стороне, идущей вдоль второстепенного направления сканирования, задан равным PS, а длина нагревателей на стороне, идущей вдоль второстепенного направления сканирования, задана равной HS, желательно, чтобы размер нагревателей удовлетворял неравенствам НМ>0,6PM и HS>0,7PS, а вырабатываемая энергия термической головки была ниже 35 мДж/мм2.
Конечно, можно также сконструировать машину для трафаретной печати, оснащенную вышеупомянутым устройством для изготовления печатных форм для трафаретной печати в качестве секции изготовления печатных форм.
Кроме того, в любом случае устройства для изготовления печатных форм и машины для трафаретной печати мелкая выемка может быть выполнена в форме проникающей дырки, у которой диаметр отверстия на нагретой стороне пленки меньше, чем диаметр отверстия на стороне, которая противоположна нагретой стороне, но при этом диаметр отверстия на нагретой стороне является малым, чтобы не допустить проникновение типографской краски.
Эффекты, достигаемые с помощью настоящего изобретения и обуславливающие его превосходство над известными техническими решениями
Настоящее изобретение обеспечивает возможность термической перфорации проницаемых для типографской краски индивидуальных отверстий в пленке независимо и без увеличения вырабатываемой энергии термической головки, а также реализует трафаретную печать путем использования материала печатных форм для трафаретной печати, состоящего только из пленки термопластичной смолы. Поэтому проблема трафарета (материала печатных форм для трафаретной печати) и проблема термической головки решаются одновременно.
Краткое описание чертежей
На фиг.1 показана концепция способа и устройства для изготовления печатных форм в соответствии с настоящим изобретением.
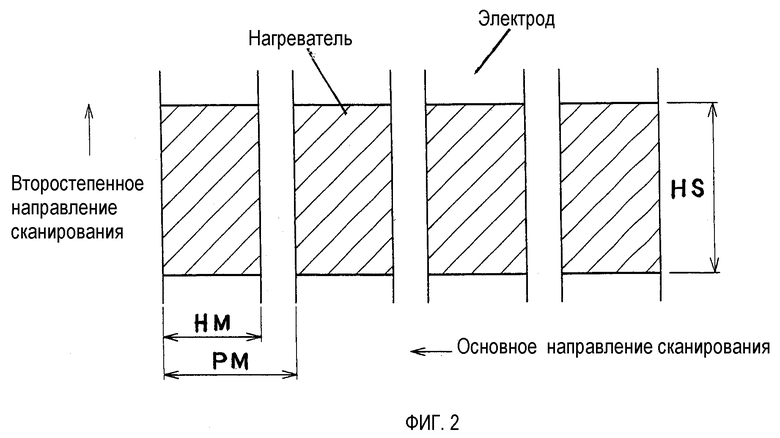
На фиг.2 - вид спереди состояния матрицы участка нагревателей термической головки.
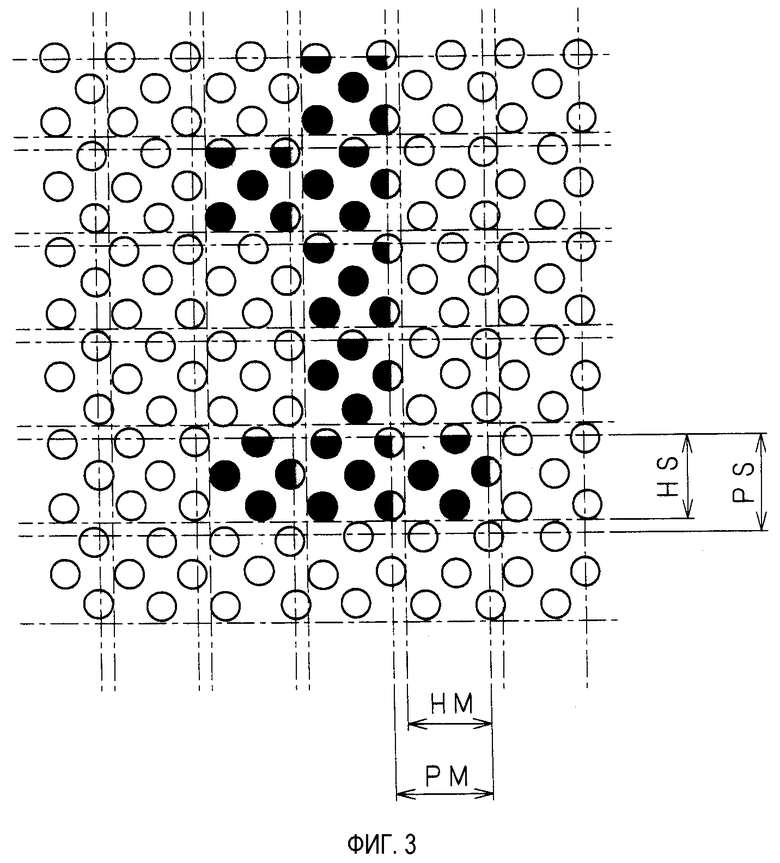
На фиг.3 - состояние печатной формы для трафаретной печати, перфорируемой с приданием нагревателю положения "1" в соответствии с выработкой тепла согласно этому способу изготовления печатных форм, при этом вышеупомянутый процесс осуществляется посредством реализации способа изготовления печатных форм в соответствии с настоящим изобретением.
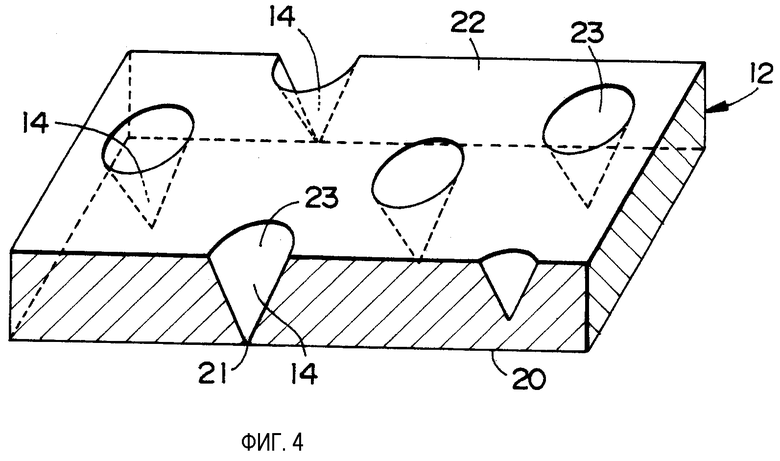
На фиг.4 - концепция структуры трафарета, используемого для осуществления способа и устройства для изготовления печатных форм в соответствии с настоящим изобретением.
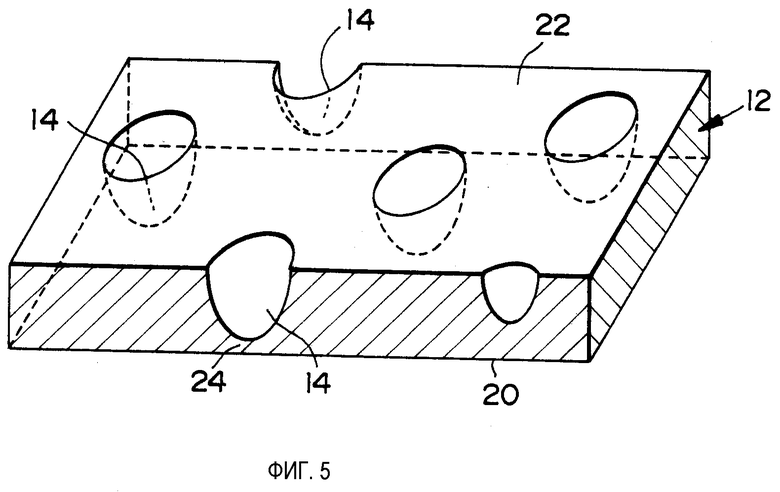
На фиг.5 - концепция структуры трафарета, используемого для осуществления способа и устройства для изготовления печатных форм в соответствии с настоящим изобретением.
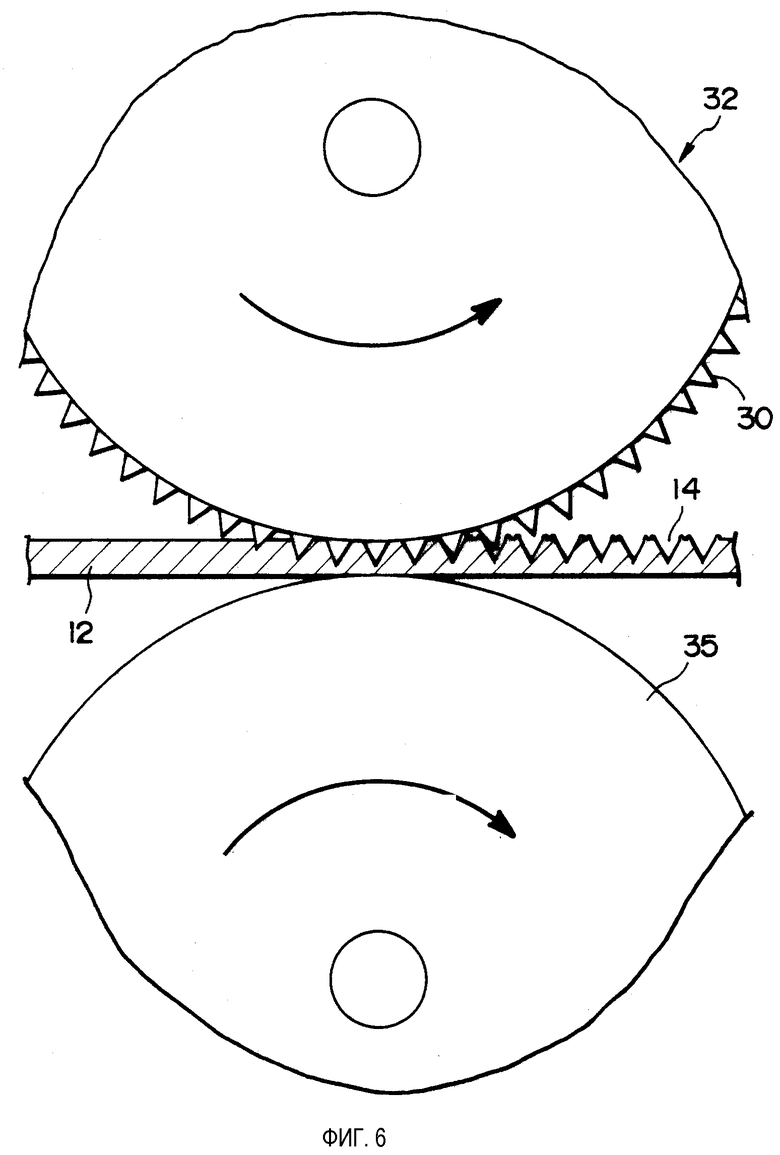
На фиг.6 - пример совокупности технических средств для формирования мелких выемок в трафарете.
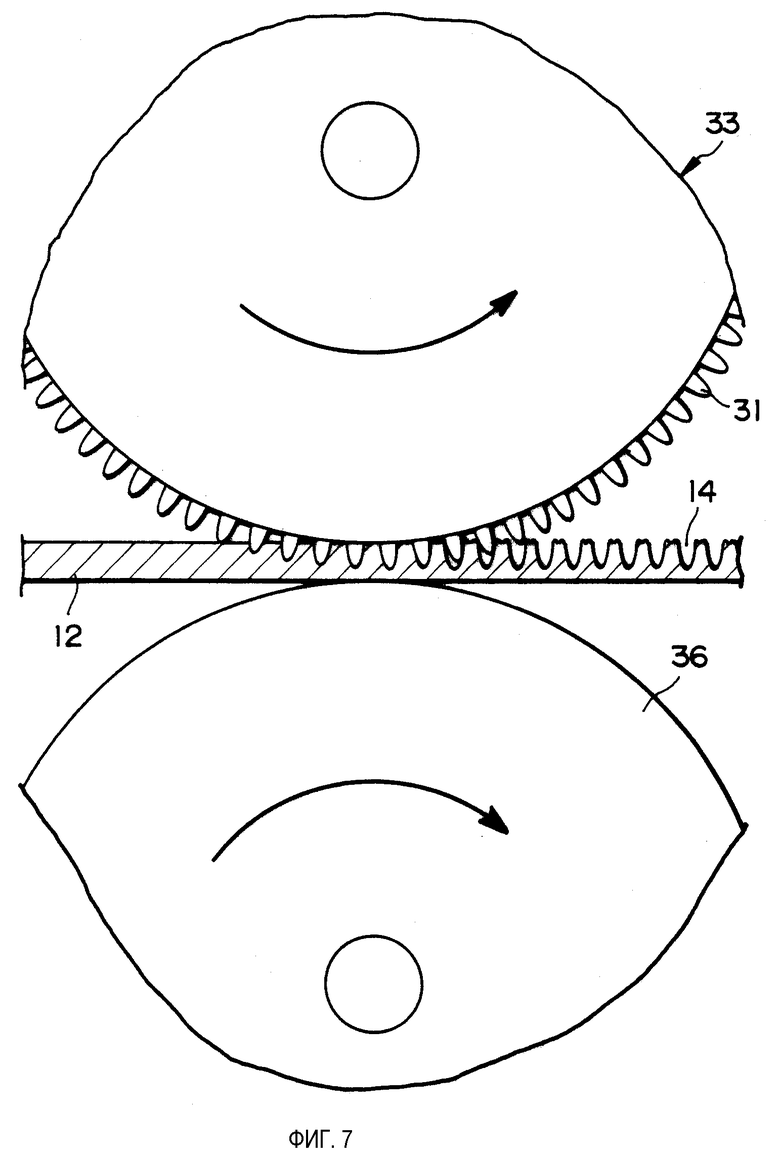
На фиг.7 - другой пример совокупности технических средств для формирования мелких выемок в трафарете.
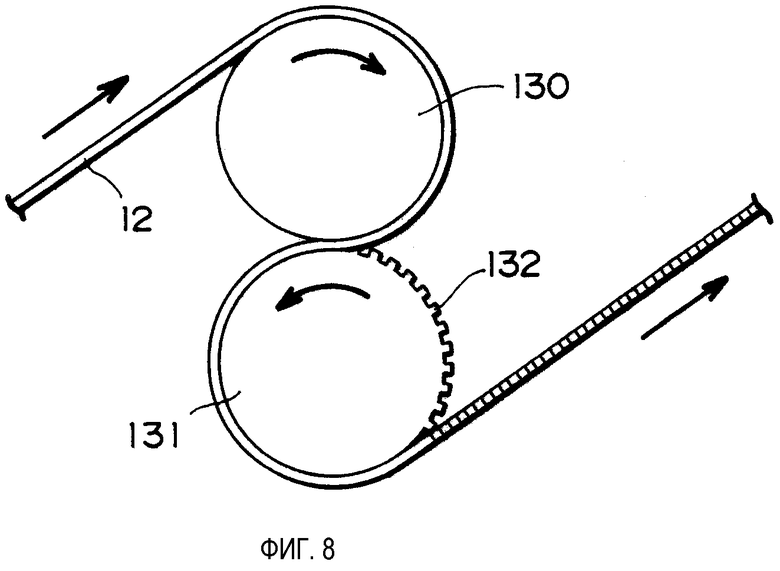
На фиг.8 - еще один пример совокупности технических средств для формирования мелких выемок в трафарете.
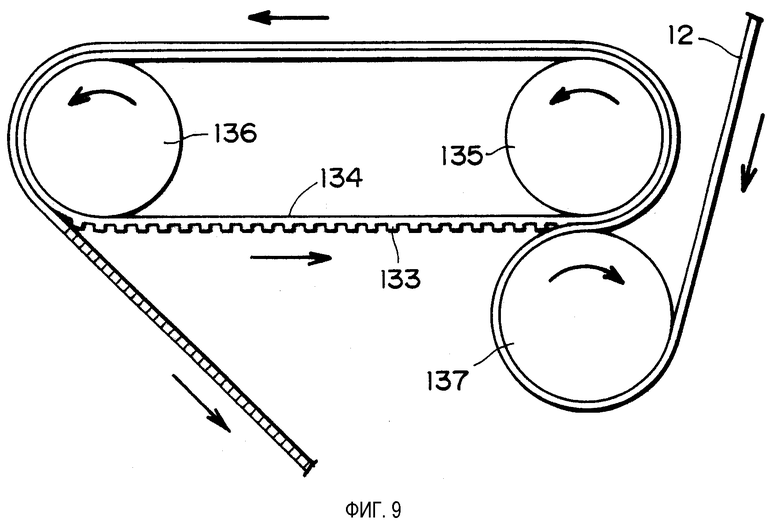
На фиг.9 - следующий пример совокупности технических средств для формирования мелких выемок в трафарете.
Лучший вариант осуществления изобретения
Теперь, со ссылками на фиг.1-9, будет приведено описание способа и устройства для изготовления печатных форм для трафаретной печати и машины для трафаретной печати в соответствии с настоящим изобретением. На фиг.1 представлен способ изготовления печатных форм в соответствии с настоящим изобретением. На фиг.1 ссылочный номер 10 обозначает термическую головку, а ссылочный номер 11 обозначает печатный валик. Трафарет 12, состоящий из растянутой пленки полиэтилентерефталата (ПЭТФ), движется слева направо в направлении стрелки, показанной на фиг.1. Хотя на фиг.1 представлен разрез в увеличенном масштабе, реальный размер каждого технического средства является, например, таким: толщина трафарета 12 составляет порядка нескольких микрометров, а длина участка 13 нагревателей термической головки 10 составляет примерно от 10 мкм до 20 мкм и несколько микрометров в направлении подачи трафарета. Кроме того, хотя печатный валик 11 показан на фиг.1 лишь частично, он представляет собой резиновый валик, который имеет диаметр примерно 20 мм.
Помимо этого, в качестве вышеупомянутой пленки можно использовать и другую термопластичную смолу, например, полиэтилентерефталатную смолу, полиэтиленовую смолу, поливинилхлоридную смолу, поливинилиденхлоридную смолу, полиметилпентеновую смолу, полипропиленовую смолу, полиэтиленнафталатную смолу, полимер изопропилового спирта, нейлон 6. В частности, при использовании пленки сложного полиэфира предпочтительно использовать вышеупомянутую полиэтилентерефталатную (ПЭТФ) пленку, полиэтилентерефталатную (ПЭТФ) пленку со степенью кристалличности 20% или менее, растянутую пленку с низкой температурой плавления, полученную путем сополимеризации полиэтилентерефталата (ПЭТФ) и полибутилентерефталата (ПБТФ), или пленку с низкой температурой плавления, полученную путем сополимеризации полиэтилентерефталата (ПЭТФ) со степенью кристалличности 20% или менее и полибутилена (ПБ).
На одной боковой поверхности трафарета 12 выполнено много мелких или микровыемок 14, расположение которых является случайным. Упомянутая боковая сторона находится в контакте с печатным валиком 11. На фиг.1 показано состояние, в котором на термическую головку 10 подано электропитание, так что часть трафарета 12, которая находится в контакте с участком 13 нагревателей, перфорируется. Пронизывание трафарета 12 осуществляется путем плавления дна мелкой выемки 14, вследствие чего формируется проницаемое для типографской краски отверстие. Таким образом, проницаемое для типографской краски отверстие можно сформировать в желаемой части для изготовления печатной формы, делая это путем управления подачей электропитания к участку 13 нагревателей термической головки 10, подключая либо отключая электропитание при этом.
Следовательно, поскольку мелкие выемки 14 формируются на одной боковой поверхности пленочного трафарета 12, когда этот трафарет 12 нагревают и перфорируют с его противоположной стороны, становится возможным формирование отверстий, проницаемых для типографской краски, путем проплавления насквозь только нижней части выемки 14 без пронизывания всей толщины пленки.
Плотность формирования мелких выемок 14 можно изменять в соответствии с желаемым разрешением. В связи с плотностью выемок 14 желательно, чтобы коэффициент раскрытия составлял 5-30% на точку, что обеспечивает превосходную печать, предотвращая при этом обратное выпучивание и просвечивание изображения на обратной стороне оттиска. То есть область пленки, находящаяся в контакте с одним участком 13 нагревателей термической головки 10, эквивалентна одной точке матрицы, и в этой области должна располагаться, по меньшей мере, одна мелкая выемка 14.
Кроме того, хотя матрица мелких выемок 14 может быть упорядоченной, предпочтительно, чтобы эта матрица была неупорядоченной в фиксированных пределах, соответствующих желаемому коэффициенту раскрытия, чтобы предотвратить явление "муара". Явление "муара" означает, что в профиле полосок на отпечатанном листе появляется тень типографской краски. В случае такого явления средний шаг мелких выемок 14 задают меньшим, чем шаг матрицы участка 13 нагревателей термической головки 10.
На фиг.2 представлен вид в плане, изображающий состояние матрицы участка нагревателей термической головки. Два или более нагревателей расположены в основном направлении сканирования в одном ярусе, при этом шаг расположения нагревателей на стороне, идущей вдоль основного направления сканирования, составляет РМ, длина нагревателей на стороне, идущей вдоль основного направления сканирования, составляет НМ, шаг подачи на стороне, идущей вдоль второстепенного направления сканирования, составляет PS, а длина нагревателей на стороне, идущей вдоль второстепенного направления сканирования, составляет HS. В этом случае длина нагревателей на стороне, идущей вдоль основного направления сканирования, превышает 0,6 шага расположения нагревателей на стороне, идущей вдоль основного направления сканирования, а длина нагревателей на стороне, идущей вдоль второстепенного направления сканирования, превышает 0,7 шага расположения нагревателей на стороне, идущей вдоль второстепенного направления сканирования. Даже если размер нагревателей становится таким большим размером, отверстие перфорации не должно становиться большим в связи с этим. Причина заключается в том, что изготовление печатных форм осуществляется при использовании материала трафаретов, содержащего только пленку термопластичной смолы, которая имеет множество мелких выемок на одной своей боковой поверхности, а энергия, вырабатываемая термической головкой для нагревания, оказывается достаточной для проплавления насквозь тонкой закрывающей части мелкой выемки, но ограничена диапазоном, который не допускает проплавление насквозь толстой части, за исключением заглубленной части пленки. Если отверстие перфорации, соответствующее размеру нагревателя, формируется в обычном трафарете на обычной машине для изготовления печатных форм, то диаметр отверстия перфорации становится большим в связи с увеличением размера нагревателя и, в конечном счете, это отверстие перфорации становится сообщающимся со следующим отверстием перфорации. В таких случаях, даже если печатается символ "0", этот символ может оказаться размазанным и принять форму  .
.
Во время изготовления печатных форм вырабатываемая энергия термической головки составляет менее 35 мДж/мм2. Вышеупомянутые отверстия перфорации совершенно независимы, поскольку их формируют с использованием выемок. На фиг.3 показано состояние печатной формы для трафаретной печати, перфорируемой путем придания нагревателю положения "1" в соответствии с выработкой тепла согласно этому способу изготовления печатных форм. Некоторые отверстия перфорации, которые перфорированы путем нагрева термической головки, размываются в черные пятна. Таким образом, поскольку каждое отверстие перфорации можно формировать независимо друг от друга, не делая размер нагревателей малым, можно принять, что нагреватель имеет большой размер при достаточном термическом кпд, а также мало подвержен влиянию рассеяния тепла. Если можно дополнительно увеличить размер нагревателей, то можно улучшить характер контакта между пленкой и нагревателем, полностью воспользовавшись преимуществом эффекта подъема, обеспечиваемого нагревателем (нагревательным элементом) для частичного лощения, а термический кпд при этом станет еще выше. В частности, поскольку размер нагревателей во второстепенном направлении сканирования увеличивается, преимущество (улучшение характера контакта за счет подъема) использования средства частичного лощения становится значительным.
На фиг.4 представлено изображение в изометрии в разрезе, иллюстрирующее трафарет 12, в котором мелкая выемка представляет собой проникающую дырку, но эта дырка достаточно мала, чтобы не допустить проникновение типографской краски. Хотя отверстие 21 на поверхности 20, которая нагревается во время изготовления печатных форм, является достаточно малым, чтобы не допустить проникновение типографской краски, отверстие 23 на поверхности 22 противоположной стороны может быть больше упомянутого и может быть достаточно большим, чтобы типографская краска могла попасть в мелкую полость 14. Кроме того, на фиг.5 показана ситуация, в которой мелкую выемку 14 формируют, придавая ей форму впадины с тонким дном 24.
Помимо этого, когда мелкую выемку 14 формируют, придавая ей форму впадины, предпочтительно, чтобы толщина тонкого дна 24 составляла примерно 80% или менее толщины пленки, но упомянутый номинал толщины зависит от материала пленки. Кроме того, во время растяжения пленки может возникать остаточное механическое напряжение, и механическое напряжение может концентрироваться в мелкой выемке поверхности, обуславливая сопротивление раскрытию, и в этом случае оно оказывается действенным также в выемке, глубина которой составляет 20% толщины пленки. С другой стороны, когда во время растяжения пленки возникает малое остаточное механическое напряжение, необходимо делать глубину выемки большей (с уменьшением толщины тонкого дна), и в этом случае предпочтительно, чтобы толщина тонкого дна составляла примерно 2 мкм или менее.
Для поиска надлежащего размера нагревателя термической головки и нахождения соответствующей энергии термической головки, необходимой для изготовления печатных форм, провели следующие эксперименты. Используемая пленка была растянутой пленкой с низкой температурой плавления и полученной путем сополимеризации ПЭТФ и ПБТФ с достижением толщины 6 мкм. Проводили фототравление на глубину 18 мкм в поверхность пластины из нержавеющей стали толщиной 0,2 мм, вследствие чего получали такой трафаретный материал, который имеет множество круглых мелких выступов, имеющих диаметр 40 мкм и высоту 18 мкм, расположенных с шагом 30 мкм друг от друга. Каждую вышеупомянутую пленку соответственно укладывали на упомянутый трафаретный материал и пропускали между парой утюжащих валиков с диаметром 100 мм и длиной 200 мм. Рабочую температуру задавали равной 25°С, а рабочее давление между валиками задавали равным 200 миллионов паскалей (2t/мм2). В экспериментах использовали следующие термические головки.
Параметры термической головки А: 400 точек на дюйм, относится к типу головки для частичного лощения, размер нагревателей в основном направлении сканирования составляет 30 мкм, а размер нагревателей во второстепенном направлении сканирования составляет 40 мкм. Параметры термической головки В: 400 точек на дюйм, относится к типу головки для частичного лощения, размер нагревателей в основном направлении сканирования составляет 30 мкм, а размер нагревателей во второстепенном направлении сканирования составляет 80 мкм. Параметры термической головки С: 400 точек на дюйм, относится к типу головки для частичного лощения, размер нагревателей в основном направлении сканирования составляет 47 мкм, а размер нагревателей во второстепенном направлении сканирования составляет 80 мкм. Параметры термической головки D: 400 точек на дюйм, относится к типу головки для частичного лощения, размер нагревателей в основном направлении сканирования составляет 47 мкм, а размер нагревателей во второстепенном направлении сканирования составляет 100 мкм. Тесты на изготовление печатных форм проводили в соответствии с такими условиями, что период повторения на линию был задан равным 2 миллисекунды (мс), ширина импульса печати была задана равной 500 микросекунд (мкс), а вырабатываемую энергию задавали равной 10-35 мДж/мм2. Результат экспериментов показан в таблице 1. В этом случае термин "вырабатываемая энергия" означает энергию, потребляемую за 1 излучение импульса на 1 мм2 нагревателя термической головки. Когда прикладываемое напряжение нагревателя установлено равным V (вольт), электрическое удельное сопротивление нагревателя установлено равным R (Ом), длина нагревателя на стороне, идущей вдоль основного направления сканирования, задана равной НМ (мм), длина нагревателя на стороне, идущей вдоль второстепенного направления сканирования, задана равной HS (мм), ширина импульса задана равной Т (сек), а энергия на 1 мм2 задана равной Е (джоулей), упомянутая энергия Е в джоулях выражается формулой E=T(V2/R)/(HM·HS).

При указании вышеизложенных оценок, символ Х, символ  символ O и символ ⓪ приведены на основании каждого состояния после изготовления печатных форм.
символ O и символ ⓪ приведены на основании каждого состояния после изготовления печатных форм.
Символ Х означает неявную перфорацию. А именно после изготовления печатных форм любые отверстия перфорации, полученные за счет нагрева термической головки, не могут допустить проникновение типографской краски.
Символ означает, что отверстия перфорации, полученные за счет нагрева термической головки, могут допустить проникновение типографской краски, но количество отверстий перфорации является недостаточным.
Символ O означает, что некоторые отверстия перфорации, полученные за счет нагрева термической головки, были явными, а количество отверстий перфорации после изготовления печатных форм было достаточным.
Символ ⓪ означает явную перфорацию. А именно, после изготовления печатных форм отверстия перфорации, полученные за счет нагрева термической головки, были явными и допускали проникновение типографской краски.
Вышеупомянутый символ O также означает, что некоторые отверстия перфорации возникли частично вне выемок за счет избыточной энергии, и некоторые из них соединились друг с другом. А именно, это следует считать избыточной перфорацией.
Вышеупомянутый символ также означает, что некоторые отверстия перфорации возникли в основном вне выемок за счет избыточной энергии, и некоторые из них соединились друг с другом. А именно это следует считать избыточной перфорацией.
Вышеупомянутый символ Х также означает, что некоторые отверстия перфорации возникли в основном вне выемок за счет избыточной энергии, и все они соединились друг с другом. А именно это следует считать избыточной перфорацией.
Когда шаг расположения нагревателей на стороне, идущей вдоль основного направления сканирования, задан равным РМ, длина нагревателей на стороне, идущей вдоль основного направления сканирования, задана равной НМ, шаг подачи на стороне, идущей вдоль второстепенного направления сканирования, задан равным PS, а длина нагревателей на стороне, идущей вдоль второстепенного направления сканирования, задана равной HS, становится понятно, что изготовление печатных форм с использованием термических головок С и D, удовлетворяющих условиям формулы "НМ>0,6PM и HS>0,7PS" на нагревателе, дают превосходный результат по сравнению с изготовлением печатных форм с использованием термических головок А и В, не удовлетворяющих вышеупомянутым условиям формулы. Более того, когда энергия, потребляемая при изготовлении печатных форм, оказывается больше 30 мДж/мм2, вся пленка проплавляется насквозь, вследствие чего при изготовлении печатных форм изображение становится неразличимым.
Ниже приводится описание способа формирования мелких выемок 14 на трафарете 12, который состоит из пленки термопластичной смолы. Отпечатывание трафарета на пленке или тиснение пленки осуществляют путем внедрения выступов на одной боковой поверхности пленки. Например, для проникновения в пленку термопластичной смолы на заданную глубину можно также использовать "шкуркообразное" средство, на которое наклеено множество алмазных частиц. Вообще говоря, трудно внедрить выступ в тонкий пленкообразный лист для формирования проникающей дырки. В таком случае, обычно на стороне, противоположной той, где внедряют выступ (а именно, где появляется впадина с тонким дном), остается слой в виде кожуры, или выступ внедряется лишь в той степени, в какой плавно образуется отверстие вокруг трещины (малое отверстие, являющееся таким, что оно не допускает проникновение типографской краски через него). Если обработку ведут с использованием этого свойства, подходящая мелкая выемка будет образовываться на обрабатываемой стороне. Следовательно, даже если мелкая выемка достигает поверхности противоположной стороны, отверстие не станет таким, чтобы допустить проникновение типографской краски через него.
На фиг.6 и 7 проиллюстрирован вариант осуществления формирования мелких выемок 14. Трафаретные валики 32, 33 и опорные валики 35, 36 расположены таким образом, что они вращаются во взаимно противоположных направлениях, при этом поверхности трафаретных валиков 32, 33 являются неровными поверхностями, к которым приклеено множество частиц, а поверхности опорных валиков 35, 36 являются гладкими поверхностями. Пленку 12 термопластичной смолы с фиксированной толщиной вводят между валиками 32 и 35 или между валиками 33 и 36, которые в обоих случаях вращаются. Мелкие выемки 14 формируются на боковой поверхности пленки термопластичной смолы, которая находится в контакте с трафаретными валиками 32 или 33 при отпечатывании трафарета, а форма каждой выемки становится такой же, как форма каждой частицы.
Как показано на фиг.7, когда выемки формируются трафаретным валиком 33, на который наклеены частицы 31, имеющие сравнительно округлые кромки, мелкая выемка 14 не достигает даже противоположной боковой поверхности пленки. С другой стороны, как показано на фиг.6, когда выемки 14 формируются трафаретным валиком 32, на который наклеены частицы 30, имеющие сравнительно острые кромки, мелкая выемка 14 может достигать противоположной боковой поверхности пленки. Однако в таком случае выемка 14 не становится достаточно большой, чтобы получилось отверстие, проницаемое для типографской краски.
Далее, на фиг.8 и 9 проиллюстрирован вариант формирования мелких выемок 14 на листе пленки сложного полиэфира. На фиг.8 показана пара валиков 130 и 131, расположенных таким образом, что они вращаются во взаимно противоположных направлениях. Один валик 131 используется в качестве трафаретного валика, при этом на периметре периферийной поверхности валика 131 сформированы мелкие выступы. Другой валик 130 является опорным валиком с гладкой периферийной поверхностью. Отпечатывание трафарета осуществляют путем введения пленки 12 термопластичной смолы с фиксированной толщиной между трафаретным валиком 131 и опорным валиком 130, которые вращаются в направлениях, обозначенных стрелками. Рабочие условия будут соответствовать вышеупомянутым условиям.
На фиг.9 показана концепция альтернативного способа и устройства для производства материала печатных форм для трафаретной печати. Металлический ремень 134, протянутый между валиками 135 и 136, имеет мелкие выступы 133 на периметре своей периферийной поверхности. Кроме того, предусмотрен опорный валик 137, который имеет гладкую периферийную поверхность 135. Обработка в виде отпечатывания трафарета осуществляется путем введения пленки 12 термопластичной смолы с фиксированной толщиной между металлическим ремнем 134 и опорным валиком 137. Рабочие условия будут соответствовать вышеупомянутым условиям.
Ниже приводится описание одного примера формирования мелких выступов 132 на валике 131, показанном на фиг.8. После осуществления нанесения покрытия из керамики в пламени плазменной струи на лицевую поверхность (периферийную поверхность) материала металлического валика эту лицевую поверхность можно загрублять, а также можно формировать на ней множество мелких выступов 132 путем лазерной гравировки. Шаг мелких выступов 132 предпочтительно составляет 100 мкм или менее, в более предпочтительном варианте осуществления изобретения - 30 мкм или менее. Глубину лазерной гравировки задают равной 3-40 мкм, при этом на валике 131 формируют мелкие выступы 132, высота которых составляет от 70% до 200% толщины пленки, вследствие чего валик 131 оказывается трафаретным валиком.
Первое преимущество использования валика в качестве трафаретного тела заключается в том, что легко достигается упрочнение поверхности по сравнению со случаем, когда в качестве трафаретного тела используется ремень. Иными словами, использование ремня, покрытого керамикой, затруднено ввиду недостатка гибкости, однако в случае валика гибкость и не требуется. Второе преимущество использования валика в качестве трафаретного тела заключается в том, что упрощается высокоточная бесконечная обработка. А бесконечная технологическая сварка на ремне, осуществляемая с тем, чтобы продолжить рисунок микрообработки на поверхности, затруднена.
Ниже приводится описание одного примера формирования мелких выступов 133 на валике 134, показанном на фиг.9. Посредством фототравления можно сформировать множество мелких выступов 133 в металлической печатной форме с толщиной от 0,1 мм до 0,5 мм. И в этом случае шаг мелких выступов 133 тоже предпочтительно составляет 100 мкм или менее, в более предпочтительном варианте - 30 мкм или менее. Глубину фототравления задают равной 3-40 мкм, при этом на ремне 134 формируют мелкие выступы 133, высота которых составляет от 70% до 200% толщины пленки, вследствие чего ремень 134 оказывается трафаретным ремнем.
Преимущество использования ремня в качестве трафаретного тела заключается в том, что легко достигается получение тела с большим размером длины по сравнению со случаем, когда в качестве трафаретного тела используется валик. Касательно получения тела с большим размером длины нужно также отметить в качестве преимуществ две следующие особенности. В соответствии с первой особенностью, поскольку площадь обработки трафарета увеличивается за 1 оборот ремня, обработку пленки в количестве, соответствующем поставленным целям, можно осуществлять посредством небольшого числа повторений, при этом износ мелких выступов части (ремня) уменьшается, а срок службы ремня увеличивается. В соответствии со второй особенностью, поскольку пленку после обработки можно вводить в контакт с ремнем на длительное время, можно при этом осуществить термоосаждение в полном объеме. С другой стороны, осуществление бесконечной технологической сварки ремня требует усовершенствованной технологии сварки. Вместе с тем, поскольку не обязательно формировать мелкие выступы в соединяемой части печатной формы для трафаретной печати, а по поводу печатной формы для трафаретной печати при изготовлении трафарета принято решение о величине длины в пересчете на один выпуск, то, если соединяемой частью должна служить привариваемая часть, бесконечная технологическая сварка окажется необязательной, вследствие чего будет решена и соответствующая проблема.
Кроме того, задав рабочую температуру, равную t°С, температуру плавления пленки, равную m°С, и температуру стеклования, равную g°С, отпечатывание трафарета можно осуществлять с приложением усилия, обусловленного рабочим давлением, обозначаемого символом Р, выражаемого в паскалях и равного 104·102(m-t)/(m-g) или большего, с получением полезного трафарета. Это недвусмысленно подтверждено экспериментом.
В соответствии с траекторией транспортировки трафарета 12 можно предусмотреть любую из совокупностей технических средств, которые показаны на фиг.9 или фиг.10, и тогда применима совокупность технических средств, показанная на фиг.1. На этой основе можно выполнить технологическую цепочку устройства для изготовления печатных форм. Кроме того, в этой машине для трафаретной печати, соответствующей настоящему изобретению, также можно предусмотреть встраивание устройства для изготовления печатных форм в качестве секции изготовления печатных форм в машину для трафаретной печати.
В связи со способом изготовления печатных форм, предназначенным для трафаретной печати и осуществляемым так, как описано выше, нужно отметить, что, поскольку трафарет состоит только из пленки термопластичной смолы, наслаивание на основу становится необязательным. Следовательно, неудобство, обусловленное наличием основы, исключается. Например, процесс наслаивания становится необязательным. Необязательными становятся клеи. Вредное влияние на качество печати таких явлений, как "деформация отверстия, проницаемого для типографской краски", и т.д., вносимых клеями в изготовление печатных форм, утрачивается. Утрачивается и вредное влияние, вносимое волокном подложки, проникающим в отверстие перфорированной пленки, дающее эффект "лощения при печати". Хотя и очевидно, что это будет причиной появления "завитков" при наклеивании материалов различных типов, существует свойство, которое позволит легко устранить такой завиток. В случае многослойной структуры типографская краска, которая впиталась в основу, бесполезно терялась, но в случае структуры, содержащей только пленку, такие бесполезные потери типографской краски исключаются, потому что пленка не снабжена никакой основой, имеющей толщину, примерно в 20-30 раз превышающую толщину пленки.
Кроме того, хотя в случае многослойной композиции обычной основы толщина самой пленки и составляла примерно 1,5 мкм, в случае структуры, содержащей только пленку и соответствующей настоящему изобретению, можно обеспечить реальную возможность манипулировать пленкой, поскольку эта пленка имеет определенную величину толщины, например, 4-5 мкм (толщина, характерная для ленты кассеты, предназначенной для воспроизведения звука) или более, в соответствии с повышением твердости материала согласно его качеству. Если не указано иное, то, когда толщина трафарета является толщиной только пленки (составляет примерно 1,5 мкм) в случае многослойной структуры, печатная форма для трафаретной печати сама будет слишком тонкой, и с ней тяжело будет иметь дело. В настоящем изобретении, поскольку толщина самой пленки не является столь же малой, как ее толщина в многослойной композиции известной основы, можно эффективно предотвратить обратное выпучивание и просвечивание изображения на обратной стороне оттиска путем переноса избыточной типографской краски на печатаемый лист.
В случае обычного многослойного трафарета, поскольку пленку термопластичной смолы с толщиной примерно 1,5 мкм перфорируют путем нагревания термической головки, перфорацию пленки термопластичной смолы с толщиной 4-5 мкм или более нельзя осуществить путем нагревания той же самой термической головки ввиду недостаточности энергии, вырабатываемой термической головкой. Более того, если энергия, вырабатываемая термической головкой, возрастает, высокая энергия нагрева подводится к печатному валику, и поэтому ее вредное влияние достигает опорного валика, что не является предпочтительным с точки зрения срока службы самой термической головки. Однако посредством способа изготовления печатных форм в соответствии с настоящим изобретением - хотя это и основано также на типе материала пленки - пленка приобретает толщину, имеющую определенную величину, по меньшей мере, достаточную для легкого манипулирования пленкой. При этом энергия нагрева, которая требуется при перфорации, не становится большой по сравнению с обычным случаем. Причина заключается в том, что на одной стороне пленки возникает множество мелких выемок. Вследствие этого можно получить отверстие, проницаемое для типографской краски, с противоположной стороны только путем проплавления пленки до такой степени, которая обеспечивает сообщение с мелкой выемкой в перфорируемой части.
Обычно в случае трафарета, содержащего только пленку термопластичной смолы, трудно работать с этим трафаретом, если толщина пленки не является достаточно большой, и необходимо увеличивать вырабатываемую энергию термической головки для осуществления термической перфорации. Это представляет собой самую большую проблему эксплуатации. В соответствии с настоящим изобретением становится возможным осуществление термической перфорации проницаемого для типографской краски отверстия без увеличения вырабатываемой энергии термической головки, что способствует решению упомянутой проблемы.
Предпочтительно, чтобы энергия нагрева, передаваемая на печатный валик и подводимая термической головкой к обеим сторонам тонкой пленки термопластичной смолы, была как можно меньшей. Для достижения этой цели становится возможным сделать энергию, передаваемую от термической головки к печатному валику, достаточно малой, поскольку вырабатываемая энергия термической головки становится малой, а мелкая выемка образует теплоизолирующий воздушный промежуток.
В частности, поскольку пленка термопластичной смолы растянута, а внутреннее растягивающее механическое напряжение, характерное для момента растяжения, сохраняется в этой пленке, трещина создается только термическим плавлением небольших частей, и при этом формируется отверстие, которое появляется у мелкой выемки по соседству с ней. Следовательно, не обязательно осуществлять нагрев до тех пор, пока расплавленная часть не окажется у мелкой выемки, и это способствует минимизации вырабатываемой энергии термической головки. Таким образом, чтобы внутри пленки сохранялось растягивающее механическое напряжение, характерное для момента растяжения, необходимо, чтобы механическая обработка, подобная обработке давлением в пресс-форме и способствующая формированию мелкой выемки, осуществлялась при температуре ниже температуры плавления термопластичной смолы. Кроме того, рабочая температура предпочтительно должна быть выше, чем температура стеклования термопластичной смолы, чтобы можно было сформировать выемку под воздействием меньшего усилия, обусловленного рабочим давлением, с предотвращением появления трещины в пленке.
В дополнение к сказанному следует отметить, что способ изготовления печатных форм согласно настоящему изобретению можно осуществлять с использованием устройства для изготовления печатных форм для трафаретной печати. Пленку термопластичной смолы с равномерной заданной толщиной подают в устройство и формируют выемки на одной боковой поверхности подаваемой пленки. Потом нагревают противоположную боковую поверхность пленки термической головкой, вырабатывающей тепло при малой вырабатываемой энергии, так что формируется отверстие, проницаемое для типографской краски, для получения печатной формы. Последовательность этих операций можно проводить с помощью независимого устройства для изготовления печатных форм внутри машины для трафаретной печати, в которой такое устройство для изготовления печатных форм выполняет функцию секции изготовления печатных форм.
Промышленная применимость
Способ и устройство для изготовления печатных форм для трафаретной печати и машина для трафаретной печати могут быть использованы в такой области техники, как трафаретная печать.
Изобретение относится к способу изготовления печатных форм для трафаретной печати, устройству изготовления печатных форм для трафаретной печати и устройству для трафаретной печати. При осуществлении способа расплавляют теплочувствительный материал печатных форм для трафаретной печати, состоящий из пленки термопластичной смолы с заданной толщиной, посредством нагрева термической головки для перфорации отверстий, проницаемых для типографской краски. На одной стороне пленки формируют множество мелких выемок. Конструкция термической головки 10 такова, что размер ее нагревателей удовлетворяет неравенствам НМ>0,6РМ и HS>0,7PS при шаге расположения нагревателей на стороне основного направления сканирования, равном РМ, длине нагревателей на стороне основного направления сканирования, равной НМ, шаге подачи на стороне, идущей вдоль второстепенного направления сканирования, равном PS, а длине нагревателей на стороне, идущей вдоль второстепенного направления сканирования, равной HS. Сторону, противоположную имеющей мелкие выемки стороне пленки, нагревают путем нагрева термической головки с вырабатываемой энергией ≤35 мДж/мм2, так что нагретая часть расплавляется для сообщения с выемками, обеспечивая формирование отверстий, проницаемых для типографской краски. Это создает возможность термической перфорации индивидуальных отверстий, проницаемых для типографской краски, в пленке независимо друг от друга и без увеличения вырабатываемой энергии термической головки, а также способствует реализации трафаретной печати путем использования материала печатных форм для трафаретной печати, состоящего только из пленки термопластичной смолы. 3 н. и 15 з.п. ф-лы, 1 табл. 9 ил.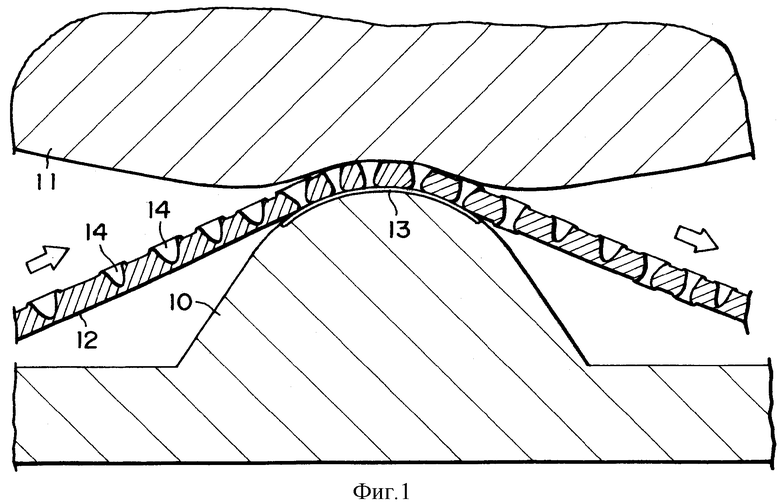
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| US 5592209 А, 07.01.1997 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

