Область техники, к которой относится изобретение
Настоящее изобретение относится к трафаретной печати. В частности, оно относится к трафаретной печати с использованием трафарета нового типа, который обеспечивает печать большим количеством краски и/или печать с более высоким разрешением с возможностью получения линий шириной менее 100 мкм.
Уровень техники
Трафаретная печать - это печатная технология, в которой обычно используется трафарет, выполненный из тканой сетки, на которой имеется задерживающий краску шаблон. Присоединенный шаблон определяет открытые области сетки, которые передают краску в виде изображения с четкими границами на субстрат. Ролик или скребок перемещают через трафарет с задерживающим краску шаблоном, выдавливая или проталкивая краску через нити тканой сетки в открытых областях. Графическая трафаретная печать широко используется сегодня для создания многих массово или крупносерийно выпускаемых графических материалов, таких как афиши или демонстрационные стенды. Полноцветные изображения могут создаваться в системе цветопередачи CMYK (голубой, пурпурный, желтый и черный). Трафаретную печать нередко предпочитают другим технологиям, таким как сублимационная или струйная печать, ввиду ее низкой стоимости и возможности печати на многих типах субстрата.
Важной характеристикой трафаретной печати является то, что большая толщина краски может быть нанесена на субстрат, чем это возможно в других печатных технологиях. Поэтому трафаретная печать также является предпочтительной, когда требуется, чтобы толщина осажденной краски составляла приблизительно 5-20 мкм или больше, что не может с легкостью быть обеспечено при использовании других печатных технологий. Это делает трафаретную печать пригодной для печатания элементов солнечных батарей, электронных схем и т.д. Термин «краска» в настоящем документе охватывает не только (пигментированные) краски на основе растворителя и на основе воды, но также (бесцветные) лаки, связующие, металлические краски, проводящие краски и т.д.
Как правило, трафарет представляет собой кусок проницаемого мелкотканого полотна, называемого сеткой, растянутый на раме, выполненной, например, из алюминия или древесины. В настоящее время большая часть сеток изготавливается из созданных человеком материалов, таких как сталь. Как было сказано выше, некоторые области трафарета закрыты непроницаемым материалом для образования шаблона, представляющего собой негатив изображения, которое требуется печатать; иными словами, открытые места представляют собой области, где будет нанесена краска.
В процессе печатания трафарет с шаблоном, обращенным к субстрату, помещают на субстрат, такой как бумага или ткань. В стандартной плоской трафаретной печати краску помещают поверх трафарета и используют наполнительный брусок (также известный как смачивающий брусок) для наполнения отверстий сетки краской. Оператор сначала располагает наполнительный брусок у задней части трафарета позади резервуара с краской. Оператор приподнимает трафарет таким образом, чтобы тот не касался субстрата, а затем, слегка надавливая вниз, тянет наполнительный брусок к передней части трафарета. Это эффективно наполняет отверстия сетки краской и перемещает резервуар с краской к передней части трафарета. Оператор затем использует скребок (резиновую пластинку) для смещения сетки вниз к субстрату и толкает этот скребок к задней части трафарета. Краска, которая находится в отверстиях сетки, проталкивается или выдавливается капиллярным действием на субстрат в контролируемом и заданном количестве. Теоретически толщина нанесенной жидкой краски соответствует толщине сетки и/или шаблона, о чем будет сказано ниже. Когда скребок движется к задней части трафарета, натяжение сетки тянет сетку вверх от субстрата (это называется отрывом) и краска остается на поверхности субстрата. При ротационной трафаретной печати краска обычно выдавливается с внутренней стороны цилиндрического трафарета. В настоящее время этот процесс автоматизирован.
Имеется три типа печатных машин для трафаретной печати: плоские (вероятно, наиболее широко используемые), цилиндрические и ротационные. Плоские и цилиндрические печатные машины похожи тем, что они используют плоский трафарет и трехэтапный возвратно-поступательный процесс для осуществления операции печатания. Трафарет сначала перемещают в положение над субстратом, затем скребок прижимают к сетке и тянут над областью, где должно быть изображение, а затем трафарет поднимают от субстрата для завершения процесса. При использовании плоской печатной машины субстрат, на котором требуется печатать, обычно помещают на горизонтальный печатный стол, который параллелен трафарету. При использовании цилиндрической печатной машины субстрат помещают на цилиндр; в этом случае возможны сложности с обеспечением стабильности изображения ввиду перемещения металлических нитей тканого трафарета. Ротационные трафаретные печатные машины предназначены для непрерывного высокоскоростного печатания на рулонном материале. Трафареты, используемые на ротационных трафаретных печатных машинах, представляют собой, например, бесшовные тонкие металлические цилиндры. Открытые на концах цилиндры закрыты крышками и установлены в составе блоков на боковой стороне печатной машины. Во время печатания краска закачивается внутрь одного конца цилиндра таким образом, что поддерживается постоянная подача свежей краски. Скребок, например, представляет собой свободно плавающую стальную полосу внутри цилиндра, а давление скребка поддерживается и регулируется, например, магнитами, установленными под столом печатной машины. Ротационные трафаретные печатные машины наиболее часто используются для печати на тканях, обоях и других изделиях, требующих непрерывного рисунка.
Трафаретная печать является более универсальной, чем другие печатные технологии. Нет необходимости в том, чтобы во время печатания поверхность находилась под давлением, в отличие от гравировки и литографии, а также в том, чтобы эта поверхность обязательно была плоской. В трафаретной печати могут быть использованы краски, пригодные для разнообразных субстратов, таких как ткани, керамика, древесина, бумага, стекло, металл и пластик. В результате трафаретная печать используется во многих областях промышленности.
Одной из интересных областей трафаретной печати являются краски, которые могут быть использованы для создания выпуклых изображений, гладких блестящих сплошных областей или узоров из тонких линий, которые можно воспринимать как зрительно, так и осязательно. Имеется необходимость в повышении качества таких печатных изображений.
В частности, для получения качественных печатных изображений, таких как текст, написанный шрифтом Брайля (шрифтом для слепых), требуется чрезвычайно равномерный относительно толстый слой краски без случайных пятен или полос. Поэтому было бы очень выгодно улучшить равномерность осаждения при нанесении увеличенного количества краски на субстраты, особенно для более мелких элементов. Это было бы выгодно как в плоской и цилиндрической, так и в ротационной трафаретной печати.
Кроме трафаретов, выполненных на основе тканой сетки из металлических нитей, как в US 3759799, были разработаны трафареты на основе сплошного металлического листа с множеством отверстий. Например, в US 4383896 или US 4496434 и в последующих патентах, которые получены автором настоящего изобретения, описывается металлический трафарет, содержащий перегородки и отверстия. Этот металлический трафарет изготавливают способом электролитического формования, содержащим: формование в первой электролитической ванне основы трафарета на матрице, снабженной разделительным средством; снятие полученной основы трафарета с матрицы; обработку основы трафарета электролизом во второй электролитической ванне для осаждения металла на эту основу. Этот способ был использован для изготовления металлических трафаретов, предназначенных для трафаретной печати, имеющих различные линейные плотности расположения отверстий (например, от 75 до 350 отверстий на линейный дюйм), различные толщины трафарета (от приблизительно 50 до более 300 мкм) и различные диаметры отверстий (от 25 мкм), а следовательно, различные степени открытости (от приблизительно 10% до приблизительно 55%), толщины осаждаемой краски (от приблизительно 5 до более 350 мкм) и разрешение (от приблизительно 90 до 350 мкм). Эти трафареты превосходят тканые трафареты по таким параметрам, как срок службы, устойчивость к нагрузкам и стабильность, устойчивость к складкообразованию и устойчивость к разрывам или повреждениям во время подготовки печатной машины к работе или во время печатания. Однако по-прежнему имеется необходимость в усовершенствовании таких нетканых трафаретов, а именно в увеличении количества осаждаемой краски и в повышении четкости изображений. Соответственно, это является одной из задач настоящего изобретения.
Далее, как было сказано выше, трафаретная печать является идеальной для изготовления элементов солнечных батарей, в основе которых лежат пластины, используемые для изготовления электронных схем. Изготовление таких элементов содержит печать контактов и шин из серебра на передней стороне и печать шин из серебра на задней стороне. Шины и контакты требуются для транспортировки электрического заряда. С другой стороны, шины и контакты должны занимать настолько мало поверхности на элементах солнечных батарей, насколько это возможно, и поэтому должны быть относительно высокими. Трафаретная печать является идеальной для данной области, поскольку один из параметров, который можно варьировать в широких пределах и который можно получать с высокой точностью, - это толщина печати.
Солнечные батареи становятся тоньше и больше, поэтому требуется точная печать, с тем чтобы поддерживать в допустимых пределах число обрывов на единицу длины. В то же время высокая производительность на этапе печати увеличивает производительность всей линии по производству элементов солнечных батарей.
Ротационная трафаретная печать представляет собой обычно технологию с приемом субстрата из одного рулона и его сматывания в другой рулон, что позволяет осуществлять непрерывное массовое и высокоскоростное производство. К числу других преимуществ относятся уменьшенное количество отходов краски и химических веществ, большее количество осаждаемой краски, высокая производственная гибкость (различные узоры и различная ширина полотна субстрата) при высочайших качестве, повторяемости результата и надежности работы.
Производство электронных схем способом их массового печатания на едином протяженном субстрате (бумаге, пленке и ткани) с помощью ротационной трафаретной печати - это относительно новая технология. Ротационная трафаретная печать обеспечивает дешевое производство печатных электронных схем, таких как чипы радиочастотной идентификации (RFID-чипы).
Например, компанией «Stork Prints» были разработаны различные линии ротационной трафаретной печати специально для производства печатных электронных схем. Механические компоненты таких линий специально разрабатывались для высокоточной печати на (термо)чувствительных субстратах. Например, конструкция линии PD-RSI 600/900 ротационной печати (Брошюра 101510907 компании «Stork Prints») позволяет производить весь RFID-чип за один проход на скорости более 50000 изделий в час.
Однако требования, предъявляемые к трафаретам для изображений и (особенно) для электронных схем, ужесточаются, поскольку печатаемые элементы становятся меньше, а объемы производства увеличиваются. Печать линий шириной менее 80 мкм и в то же время передача большого количества краски, долговечность трафарета и высочайшая повторяемость результатов печатания - все эти требования становятся совершенно обычными. Несмотря на то что трафаретная печать (в частности, ротационная трафаретная печать) с использованием нетканых трафаретов имеет много преимуществ, плоские тканые трафареты по-прежнему обеспечивают большее разрешение и большую четкость. Даже при использовании трафаретов с (очень) большими степенями открытости и с более тонкими перегородками, образующими сетку, изображения с линиями шириной менее 100 мкм, полученные ротационным трафаретным печатанием, могут быть менее четкими и могут содержать меньшее количество краски, чем изображения, полученные с помощью плоского тканого металлического трафарета. Таким образом, интерес представляет создание усовершенствованного трафарета, который обладает прочностью и долговечностью нетканых трафаретов, например таких, что разработаны компанией «Stork Prints», и при этом обеспечивает повышенную четкость изображения и увеличенную передачу краски для получения изображений высокого разрешения. Кроме того, интерес представляет создание нетканого трафарета (обладающего вышеназванными свойствами), который может быть применен в ротационной трафаретной печати, где тканые трафареты не могут быть использованы.
Является желательным, чтобы обе задачи (увеличенное количество осаждаемой краски и более четкое изображение) решались одним трафаретом.
Раскрытие изобретения
Соответственно, изобретением предлагается способ трафаретной печати с использованием трафарета, предпочтительно металлического трафарета, изготовленного электролитическим формованием, имеющего систему отверстий, разделенных перегородками и точками пересечения, и имеющего плоскую поверхность на скребковой стороне, при этом трафарет на печатной стороне имеет трехмерную структуру, содержащую выступы и углубления, образованные разностью толщин между перегородками и точками пересечения. Далее, изобретением предлагается трафарет для печати, содержащий трехмерную структуру, с присоединенным к нему шаблоном с негативом или без негатива изображения, подлежащего печати. Далее, изобретением предлагается печатная машина, содержащая один (или более) трафарет для печати согласно изобретению, снабженный одним (или более) резервуаром для краски и/или роликом или скребком.
В частности, трафарет представляет собой металлический трафарет с линейной плотностью расположения отверстий 150-1000 отверстий, предпочтительно 190-800 отверстий на линейный дюйм, имеющий плоскую сторону, содержащую систему перегородок, которые соединены друг с другом точками пересечения. Перегородки определяют границы отверстий, при этом толщина точек пересечения не равна толщине перегородок на печатной стороне трафарета, противоположной плоской скребковой стороне. Предпочтительно разница в толщине между перегородками и точками пересечения составляет от 5 до 100 мкм.
Краткое описание чертежей
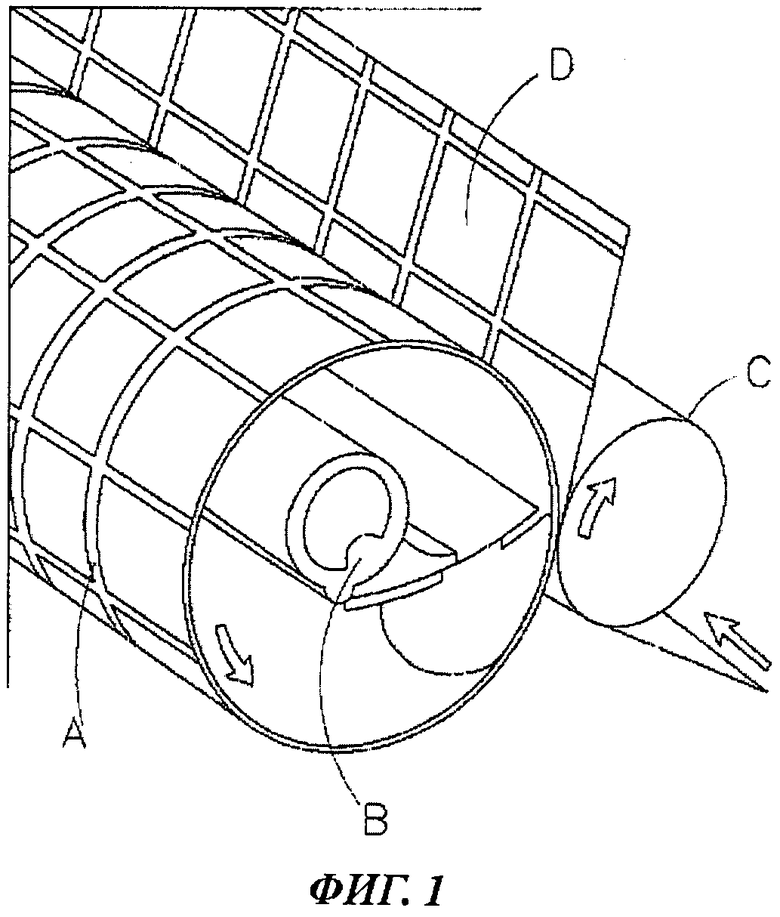
Фигура 1 - схематичное представление принципа ротационной трафаретной печати; А - трафарет, В - скребок, С - прижимной ролик, D - субстрат;
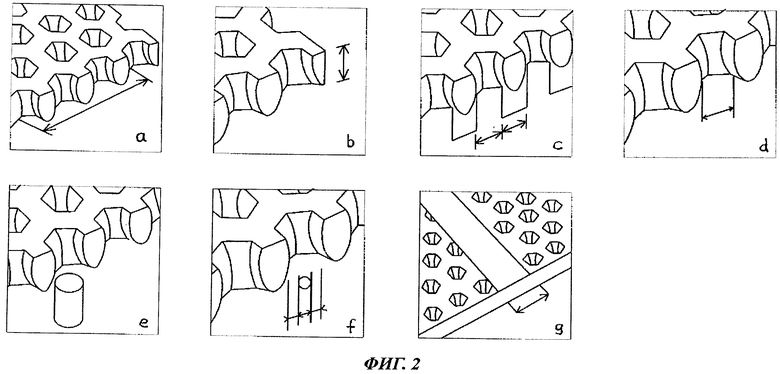
Фигура 2 - схематичные представления трафарета согласно предпочтительному варианту осуществления изобретения, изготовленного электролитическим формованием. Таким образом показан нетканый трафарет. Показан трафарет с шестиугольными отверстиями (отверстиями в форме пчелиных сот), которые ограничены так называемыми перегородками, соединяющимися в точках пересечения. Электролитическое формование может также быть использовано в изготовлении трафаретов с другими формами отверстий, например прямоугольной формой. На чертежах, обозначенных буквами а)-g), показаны следующие параметры трафарета: а) линейная плотность расположения отверстий; b) толщина; с) степень открытости; а) диаметр отверстия; е) удельный объем осаждаемой жидкой краски; f) максимальный размер частицы; g) разрешение. Линейная плотность расположения отверстий - это количество отверстий на линейный дюйм трафарета. Толщина - это толщина трафарета. Степень открытости - это доля суммарной пропускной площади всех отверстий в общей площади трафарета. Диаметр отверстия - это наименьшее расстояние между двумя противоположными стенками отверстия. Удельный объем осаждаемой жидкой краски - это объем краски в отверстиях сетки, приходящийся на единицу площади субстрата; объем краски в отверстиях сетки вычисляется как суммарная пропускная площадь отверстий, умноженная на толщину сетки; единицей измерения удельного объема осаждаемой жидкой краски является микрометр или, как эквивалент, см3/м2. Максимальный размер частицы - это 1/3 диаметра отверстия для лучшего прохождения краски.
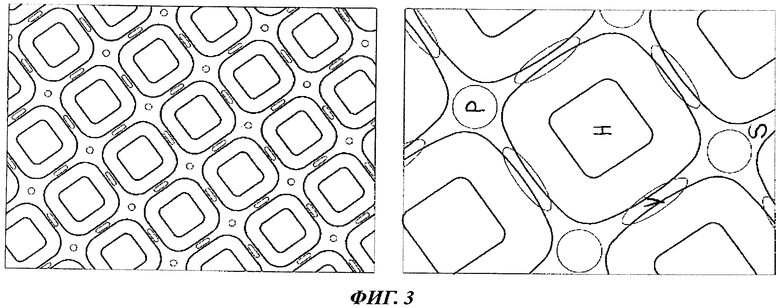
Фигура 3 - схематичное представление фотографии, выполненной оптическим микроскопом, показывающее вид сверху печатной стороны трафарета согласно изобретению с прямоугольными отверстиями и трехмерной структурой, при этом диаметр отверстия составляет приблизительно 40 мкм. Этот трафарет (S) имеет прямоугольное отверстие (Н). Кроме того, на изображенном справа увеличенном виде овалы показывают углубления (V), образованные перегородками, а круги показывают выступы (Р), образованные точками пересечения.
Осуществление изобретения
Способ электролитического формования для изготовления металлических изделий, имеющих систему отверстий, разделенных перегородками, с использованием матрицы в электролитической ванне известен, например, из WO 9740213.
В публикации WO 2004043659 металлический трафарет с трехмерной структурой поверхности предлагается использовать в качестве перфорирующего шаблона в перфорации пластиковых пленок и т.д. по аналогии со способом и устройством, которые известны, например, из US 6024553. Трехмерная структура поверхности сформирована лишь на одной стороне трафарета разностью толщины между перегородками и точками пересечения. В WO 2004043659 ничего не говорится об использовании предлагаемого трафарета для трафаретной печати.
Было выяснено, что для печатания сплошных областей и выпуклых изображений новые трехмерные трафареты обеспечивают большее количество осаждаемой краски и более высокую четкость осажденного изображения.
Далее, было выяснено, что для трафаретной печати очень высокого разрешения новые трехмерные трафареты с линейной плотностью расположения отверстий 150-1000 отверстий на линейный дюйм, предпочтительно 190-800 отверстий на линейный дюйм, имеющие плоскую скребковую сторону и систему выступов и углублений на печатной стороне, являются идеальными. Эти трафареты позволяют печатать гораздо более тонкие линии по сравнению с трафаретами, не имеющими трехмерной структуры поверхности.
Достигаемое качество печати неожиданно оказалось более высоким, чем при использовании трафарета (из уровня техники) с гораздо большей степенью открытости и более тонкими перегородками. Было сделано предположение, что трехмерная структура поверхности с выступами и углублениями на печатной стороне увеличивает передачу краски через трафарет и позволяет осаждать большее количество краски на субстрат благодаря выступам, в то время как углубления обеспечивают четкость осаждения краски. То есть трафарет является пригодным как для осаждения краски с целью получения на субстрате сплошного изображения с ровной поверхностью и/или выпуклого изображения, так и для осаждения краски с целью получения непрерывных тонких линий с четкими границами. Причем эти возможности обеспечиваются без снижения прочности, стабильности и долговечности трафарета.
Способ для изготовления трафарета не является объектом настоящего изобретения. Безусловно, способы, известные из US 4383896 или US 4496434, могут быть использованы для изготовления плоского трафарета, а трехмерную структуру на печатной стороне трафарета могут создавать за счет принудительного движения жидкости, как в способе, раскрытом в вышеупомянутой заявке на патент WO 2004043659. Трафарет с трехмерной структурой поверхности могут изготавливать и с помощью других технологий и из других материалов. Например, трехмерную структуру могут также получать лазерной гравировкой, травлением или электрохимической обработкой. Кроме того, в объем изобретения входит изготовление такого трафарета выдавливанием рельефа на полимере или нанесением покрытия на сетку способом химического осаждения из газовой фазы, способом физического осаждения из газовой фазы, способом плазменного напыления или другими способами нанесения покрытия. Трехмерную структуру поверхности могут также получать нанесением на трафарет отдельного слоя лака.
Новый трехмерный трафарет может быть использован в плоском и цилиндрическом печатании, а также в ротационном печатании.
Для печатания сплошных областей и выпуклых изображений предпочтительным является трафарет, осаждающий большое количество жидкой краски (более 6 мкм, предпочтительно более 10 мкм). В настоящем документе количество жидкой краски выражено как удельный объем осаждаемой жидкой краски, толкование которого было приведено выше. Подходящие трафареты имеют линейную плотность расположения отверстий 35-500 отверстий на линейный дюйм, предпочтительно 75-450 отверстий на линейный дюйм. Толщина трафарета может варьироваться от 35 до 200 мкм, предпочтительно от 60 до 150 мкм. Диаметр отверстия может варьироваться от 10 до 650 мкм, предпочтительно от 15 до 400 мкм.
Для получения изображений высокого разрешения с разрешением менее 100 мкм предпочтительным является трафарет с линейной плотностью расположения отверстий 150-1000 отверстий на линейный дюйм, предпочтительно 190-800 отверстий на линейный дюйм. Толщина трафарета может варьироваться от 20 до 200 мкм, предпочтительно от 35 до 160 мкм. Диаметр отверстия может варьироваться от 5 до 130 мкм, предпочтительно от 15 до 105 мкм.
Предпочтительно трафарет представляет собой ротационный трафарет.
Изобретением также предлагается трафарет для печатания, содержащий трехмерную структуру, с присоединенным шаблоном с негативом или без негатива изображения, которое требуется печатать. Это сочетание трехмерного трафарета и шаблона является новым и повышает качество печатания.
Далее, изобретением предлагается печатная машина, содержащая один (или более) трехмерный трафарет для печатания согласно изобретению, снабженный одним (или более) резервуаром для краски и/или роликом либо скребком.
Предложен способ трафаретной печати изображения высокого разрешения на субстрате, в котором используют трафарет с системой отверстий, разделенных перегородками и точками пересечения, имеющий плоскую поверхность на скребковой стороне. Трафарет на печатной стороне снабжен трехмерной структурой, содержащей выступы и углубления, образованные разностью толщины между перегородками и точками пересечения, и шаблон, обращенный к субстрату и представляющий собой негатив изображения, которое требуется печатать, причем согласно способу осаждают краску на субстрат, тем самым формируя изображение с разрешением менее 100 мкм. 4 н. и 14 з.п. ф-лы, 3 ил.
1. Способ трафаретной печати изображения высокого разрешения на субстрате (D), в котором используют трафарет (A; S) с системой (Н) отверстий, разделенных перегородками и точками пересечения, имеющий плоскую поверхность на скребковой стороне, причем трафарет (A; S) на печатной стороне снабжен трехмерной структурой, содержащей выступы (Р) и углубления (V), образованные разностью толщины между перегородками и точками пересечения, и шаблон, обращенный к субстрату (D) и представляющий собой негатив изображения, которое требуется печатать, причем согласно способу осаждают краску на субстрат (D), тем самым формируя изображение с разрешением менее 100 мкм.
2. Способ по п. 1, отличающийся тем, что используют металлический трафарет, изготовленный электролитическим формованием.
3. Способ по п. 1, отличающийся тем, что точки пересечения образуют выступы (Р) и имеют большую толщину, чем перегородки, образующие углубления (V).
4. Способ по п. 1, отличающийся тем, что разность толщины между перегородками и точками пересечения составляет от 5 до 100 мкм.
5. Способ по п. 1, отличающийся тем, что используют плоский, цилиндрический или ротационный трафарет (А), предпочтительно бесшовный ротационный трафарет.
6. Способ по п. 5, отличающийся тем, что трафарет (A; S) представляет собой металлический ротационный трафарет с линейной плотностью расположения отверстий 150-1000 отверстий, предпочтительно 190-800 отверстий на линейный дюйм, более предпочтительно 300-650 отверстий на линейный дюйм.
7. Способ по любому из пп. 1-6, отличающийся тем, что трафарет (A; S) имеет толщину от 20 до 200 мкм, предпочтительно от 35 до 160 мкм, и/или диаметр отверстия от 5 до 130 мкм, предпочтительно от 15 до 105 мкм.
8. Способ по п. 1, отличающийся тем, что его используют в производстве чипов радиочастотной идентификации (RFID-чипов), панелей солнечных батарей, электронных схем.
9. Способ трафаретной печати выпуклых изображений и/или сплошных областей на субстрате (D) с использованием трафарета (A; S), содержащего систему (Н) отверстий, разделенных перегородками и точками пересечения, и имеющего плоскую поверхность на скребковой стороне, причем трафарет (A; S) на печатной стороне снабжен трехмерной структурой, содержащей выступы (Р) и углубления (V), образованные разностью толщины между перегородками и точками пересечения, и шаблон, обращенный к субстрату (D) и представляющий собой негатив изображения, которое требуется печатать, причем согласно способу осаждают жидкую краску на субстрат (D) в количестве, выраженном как удельный объем осаждаемой жидкой краски, именно объем краски в отверстиях сетки, приходящийся на единицу площади субстрата, вычисляемый как суммарная пропускная площадь отверстий, умноженная на толщину сетки, больше 6 мкм.
10. Способ по п. 9, отличающийся тем, что количество осаждаемой жидкой краски, выраженное как удельный объем осаждаемой жидкой краски, именно объем краски в отверстиях сетки, приходящийся на единицу площади субстрата, вычисляемый как суммарная пропускная площадь отверстий, умноженная на толщину сетки, больше 10 мкм.
11. Способ по одному из пп. 9-10, отличающийся тем, что трафарет (A; S) имеет линейную плотность расположения отверстий от 35 до 500 отверстий на линейный дюйм, предпочтительно от 75 до 450 отверстий на линейный дюйм, и/или толщину от 35 до 200 мкм, предпочтительно от 60 до 150 мкм, и/или наименьшее расстояние между двумя противоположными стенками отверстия, именно диаметр отверстия, от 10 до 650 мкм, предпочтительно от 15 до 400 мкм.
12. Способ по одному из пп. 9-10, отличающийся тем, что используют металлический трафарет, изготовленный электролитическим формованием.
13. Способ по одному из пп. 9-10, отличающийся тем, что точки пересечения образуют выступы (Р) и имеют большую толщину, чем перегородки, образующие углубления (V).
14. Способ по одному из пп. 9-10, отличающийся тем, что разность толщины между перегородками и точками пересечения составляет от 5 до 100 мкм.
15. Способ по п. 9-10, отличающийся тем, что его используют в производстве чипов радиочастотной идентификации (RFID-чипов), панелей солнечных батарей, электронных схем.
16. Трехмерный трафарет (A; S) для печати, снабженный системой (Н) отверстий, разделенных перегородками и точками пересечения и имеющий плоскую поверхность на скребковой стороне, причем на печатной стороне трафарет содержит выступы (Р) и углубления (V), образованные разностью толщины между перегородками и точками пересечения, и снабжен присоединенным к нему шаблоном с негативом или без негатива изображения, подлежащего печати.
17. Трафарет (A; S) по п. 16, отличающийся тем, что он изготовлен электролитическим формованием.
18. Печатная машина, содержащая один или более трехмерный трафарет (А; S) по п. 16 или 17, снабженный одним или более резервуаром для краски и/или роликом или скребком (В).
| WO 2004043659 A1, 27.05.2004 | |||
| US 5939172 A, 17.08.1999 | |||
| ПРОЦЕССЫ ЛАЗЕРНОГО СВЕРЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ФОРМИРОВАНИЯ МАТЕРИАЛА И ПЛЕНКИ | 1996 |
|
RU2151036C1 |

