Изобретение относится к производству строительных ячеистых бетонов и может быть использовано для получения теплоизоляционно-конструкционных и конструкционных материалов при изготовлении элементов зданий и сооружений в промышленном и гражданском строительстве.
Одним из видов ячеистых бетонов являются газобетоны, в которых формирование пористой структуры обусловлено образованием в объеме материала, пока он находится в вязкожидком состоянии, пузырьков газообразного водорода, восстановленного из воды затворения металлическим алюминием в присутствии анионов ОН-:
2Al+6Н2O+2OН-→2[Al(ОН)4]-+3H2↑
(Шатава В., Шкрдлик Я. Пористый бетон силикорк. - М.: Госстройиздат, 1962. - 232 с.).
Технология производства газобетона включает в себя получение газобетонной смеси, формование из нее изделий в соответствии с технологической схемой принятого способа производства и последующую термовлажностную обработку изделий, в результате которой они приобретают необходимые физико-механические свойства.
Известен способ получения газобетонной смеси, включающий в себя смешивание отдозированных вяжущего, минерального наполнителя, газообразователя (алюминиевой пудры) и воды, разливку полученной смеси в формы или опалубку с последующей выдержкой смеси в формах от 20 мин до 1 ч до окончания процесса газообразования (Инструкция по изготовлению изделий из ячеистого бетона СН 277-80. - М.: Стройиздат, 1981).
Недостатками этого способа являются высокая стоимость алюминиевой пудры, применяемой в качестве газообразователя; отнесение процесса газообразования (поризации) смеси на начало стадии твердения (схватывания) изделий в формах, что удлиняет продолжительность технологического цикла и тем самым снижает оборачиваемость форм и другой технологической оснастки в технологическом процессе; необходимость проведения при достижении поверхностным слоем газобетона пластической прочности в 100-150 г/см2 специальной технологической операции - срезания или прикатывания "горбушки", образующейся в результате вспучивания газобетонной смеси. Все перечисленное повышает себестоимость газобетонных изделий.
Для приготовления газобетонных смесей обычно используют смешивающие устройства, состоящие из цилиндрического корпуса, рабочего органа - вертикально расположенного смесительного вала с закрепленными на нем смешивающими лопастями, а также загрузочно-разгрузочных приспособлений (Королев К.М. Передвижные бетоно-растворосмесители и бетононасосные установки. - М.: Высшая школа, 1986. - 215 с.).
Однако конструкция этих устройств не обеспечивает создания электрической изоляции между смешивающим органом и корпусом, что делает невозможным приложение между ними электрического напряжения с целью инициирования процесса электролитического разложения водной составляющей бетонной смеси.
Наиболее близким аналогом изобретения является устройство для приготовления газобетонной смеси, состоящее из вертикального смесительного вала с закрепленными на нем смешивающими лопастями, и неподвижного цилиндрического корпуса, электроизолированных друг от друга, с возможностью после предварительного перемешивания исходных компонентов бетонной смеси подачи постоянного электрического тока при работающем смесительном вале (SU 565900, В 28 С 5/46, 27.08.1977).
Технический результат - повышение однородности газобетонной смеси.
Сущность изобретения заключается в том, что устройство для приготовления газобетонной смеси состоит из вертикального смесительного вала с закрепленными на нем смешивающими лопастями и неподвижного цилиндрического корпуса, электроизолированных друг от друга, с возможностью после предварительного перемешивания исходных компонентов бетонной смеси подачи постоянного электрического тока при работающем смесительном вале, между обоймами подшипников качения, установленных на смесительном валу, и элементами их крепления к корпусу расположены прокладки - втулки из электроизоляционного материала - текстолита, на наружной части смесительного вала расположено токосъемное кольцо с угольными щетками для подключения смесительного вала к положительному полюсу источника постоянного тока, указанный корпус подключен к отрицательному полюсу источника постоянного тока напряжением 30 В, смешивающие лопасти имеют наклон 10-15° к смесительному валу и снабжены резиновыми накладками вдоль краев с обеспечением плотного прилегания к указанному корпусу.
Известно, что при подаче электрического напряжения на металлические электроды, погруженные в водный раствор, на катоде выделяется водород:
2H2O+2e-↔H2↑+2OH-,
а на аноде - кислород:
2OH-↔1/2O2↑+2e-+H2O.
Суммарная реакция представляется, таким образом, как электролитическое разложение воды (Багоцкий B.C. Основы электрохимии. - М.: Химия, 1988. - 400 с). Таким образом, согласно закону Фарадея, для разложения 18 г водной составляющей бетонной смеси потребуется протекание через объем межэлектродного пространства электрического заряда 53,6 А·ч и в результате этого выделится 33,6 л газа. Стандартные электродные потенциалы для реакций, описанных выше, равняются соответственно 0,83 В и 0,40 В (Краткий справочник физико-химических величин. Под ред. К.П.Мищенко и А.А.Равделя. - Л.: Химия, 1967. - 184 с.), поэтому теоретическое значение напряжения разомкнутой гальванической цепи будет равно в данном случае 1,23 В. С учетом перенапряжения на электродах при протекании тока через объем бетонной смеси, которое для электродов из железа или стали суммарно составляет 0,33 В, минимальное напряжение разложения воды будет равно 1,56 В. Кроме того, при окончательном выборе рабочего напряжения необходимо учитывать падение напряжения на омическом сопротивлении межэлектродного объема бетонной смеси, которое, как правило, определяется экспериментально. Рабочий ток источника напряжения зависит от конструкции смесителя, состава бетонной смеси и проектируемой длительности процесса газообразования. Тем не менее можно указать, что расчетный расход электроэнергии, необходимой для выделения 1 м3 водорода и кислорода, составляет 3,5-5 кВт·ч.
Смешивающее устройство, предназначенное для реализации предлагаемого способа получения бетонной смеси, отличается от известных тем, что металлический корпус и рабочий орган электрически изолированы друг от друга, для чего между элементами крепления подшипников качения, расположенных на смесительном валу, и корпусом смесителя устанавливаются прокладки - втулки из электроизоляционного материала, например текстолита марки Б, стеклотекстолита марки СТ-II или асботекстолита марки ACT-Б (Электротехнический справочник. T.1. Под общей ред. В.Г.Герасимова и др. - М.: Энергоатомиздат, 1985, - 488 с.).
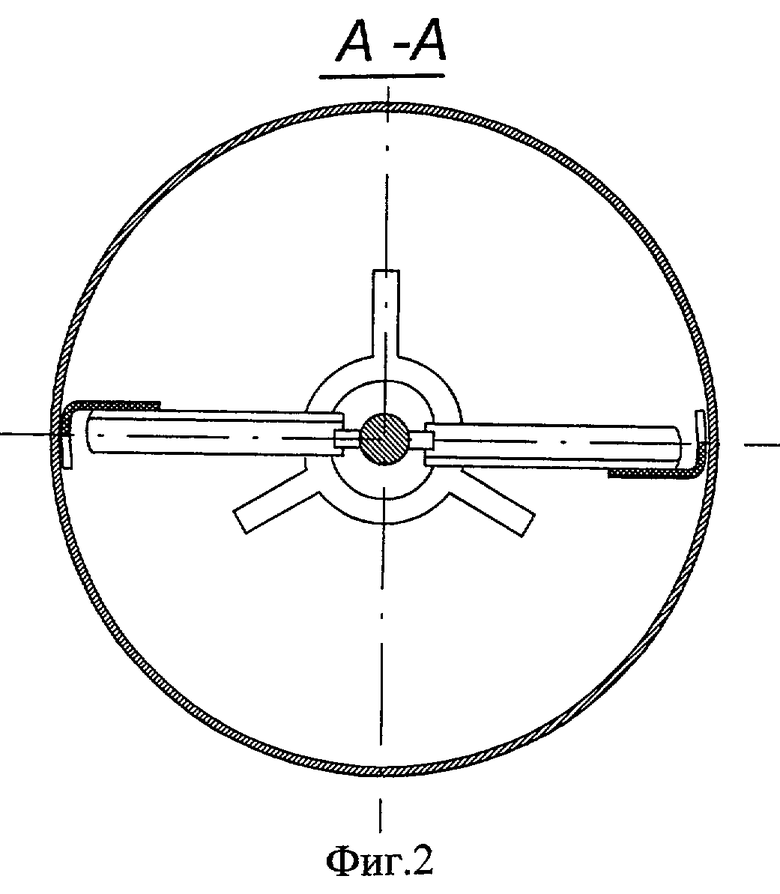
Сущность изобретения поясняется чертежами, на которых представлены: общий вид смешивающего устройства - фиг.1; разрез А-А цилиндрической части корпуса на уровне расположения смешивающих лопастей - фиг.2 и часть вертикального разреза Б-Б смешивающего устройства, на котором показано расположение смешивающих лопастей относительно смесительного вала - фиг.3.
Смешивающее устройство состоит из цилиндрического стального корпуса 1 с нижней конической частью, смесительного вала 2, на котором с помощью кронштейнов закреплены плоские стальные смешивающие лопасти 3 и электропривода (мотор-редуктора) 4. Клиноременная передача 5, которая приводит во вращение смесительный вал, обеспечивает также необходимую электрическую изоляцию смешивающего органа от корпуса. Этой же цели служат прокладки - втулки 6 и 7 из текстолита, расположенные между корпусом смесителя и креплениями подшипников смесительного вала. Приготовленную газобетонную смесь выгружают через отверстие, расположенное в нижней части корпуса и перекрываемое затвором 8.
Для подачи электрического напряжения на корпус и смешивающий орган используются кронштейн 9 с отверстием, приваренный к корпусу, и угольные щетки 10, прижатые с помощью пружин к бронзовому кольцу, насаженному на смесительный вал 2. Смешивающие лопасти снабжены резиновыми накладками 11, расположенными вдоль их краев.
Перед началом работы смешивающего устройства в него через отверстие, расположенное в крышке корпуса 1, загружают исходные материалы в последовательности, изложенной в ″Инструкции по изготовлению изделий из ячеистого бетона СН 277-80″, затем включают электропривод 4 и через 30-60 с включают источник электрического напряжения. После этого в участках объема смеси, прилегающих к внутренней поверхности корпуса 1 и смешивающим лопастям 3, начинается процесс газовыделения, который продолжается в течение всего времени подъема смеси по спирали под действием смешивающих лопастей, имеющих наклон в 10-15° по отношению к оси смесительного вала 2. Этой же цели служат и резиновые накладки 11, обеспечивающие плотное прилегание краев смешивающих лопастей к корпусу. Наклонное расположение лопастей облегчает соскальзывание поризованных участков объема смеси с поверхности лопастей 3 и способствует более равномерному распределению в ней пузырьков газа.
Далее смесь опускается вдоль вала и вновь вовлекается в движение вдоль внутренней поверхности корпуса 1. Готовая смесь через 5-25 мин после начала смешивания (в зависимости от требуемой объемной плотности газобетона и его назначения) выгружается через затвор 8.
Характеристика исходных материалов
При изготовлении пенобетона в качестве вяжущего использовали портландцемент М400 Старооскольского цементного завода. Определение его свойств производили по методикам ГОСТ 310.1-76 "Цементы. Методы испытаний. Общие положения", ГОСТ 310.2-76 "Цементы. Методы определения тонкости помола", ГОСТ 310.3-76 "Цементы. Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема", ГОСТ 310.4-81 "Цементы. Методы определения пределов прочности при изгибе и сжатии".
В качестве минерального наполнителя был использован природный кварцевый песок Ковалевского (Аксайский район Ростовской области) месторождения. Свойства этого песка определяли по методикам ГОСТ 8735-88 "Песок для строительных работ. Методы испытаний" и ГОСТ 8736-93 "Песок для строительных работ. Технические условия".
Результаты испытаний исходных материалов приведены в таблице 1.
Пример реализации изобретения
1. Приготовление газобетонной смеси и образцов для исследования
Назначенный состав газобетонной смеси: С=1 при В/Т=0,32. Газобетонную смесь готовили в экспериментальном смешивающем устройстве объемом 100 л в соответствии с требованиями "Инструкции по изготовлению изделий из ячеистого бетона" СН277-80. Отдозированные вода затворения, цемент и песок последовательно загружали в смешивающее устройство и предварительно перемешивали в течение 30-60 с до получения однородной массы. Затем при работающем смесителе включали источник постоянного тока напряжением 30 В, подключенный положительным полюсом к смесительному валу и отрицательным - к корпусу. Общая длительность перемешивания определялась скоростью газообразования в цементно-песчаном шликере и изменялась от 5 мин до 25 мин. После этого приготовленную газобетонную смесь выливали в стальные кассетные формы с ячейками размером 10×10×10 см и 7,05×7,05×7,05 см. Твердение образцов проходило в пропарочной камере по режиму: подъем температуры - 3 ч, изотермический прогрев при t=(80±5)°C - 10 ч, остывание - естественное.
До проведения испытаний образцы выдерживали при относительной влажности 95-100% и температуре 20-25°С в течение 7 суток. Перед началом испытаний образцы высушивали до влажности 7-12%.
2. Определение свойств газобетона
2.1. Средняя плотность газобетона в серии образцов определялась по методике ГОСТ 12730.1-78 путем определения размеров образца и его взвешивания с последующим уточнением его влажности путем высушивания до постоянной массы кусков бетона, отобранных от образца. Влажность определяли по ГОСТ 12730.2-78 путем отбора пробы от каждого испытанного образца массой не менее 100 г. Куски бетона дробили до зерен не более 5 мм, объединяли пробу в серии и сушили ее до постоянной массы при температуре (105±5)°С.
2.2. Определение истинной плотности бетона производили на абсолютно сухом тонко измельченном порошке, проходящем через сито 063, по методике ГОСТ 7025-91 с погрешностью 0,1 кг/м3.
2.3. Общую пористость пенобетона определяли по методике ГОСТ 12730-78 с погрешностью 0,1% по формуле
где ρ0 - средняя плотность пенобетона в сухом состоянии, кг/м3;
ρист - истинная плотность бетона, кг/м3.
2.4. Предел прочности при сжатии контрольных образцов производили по методике ГОСТ 10180-90. Для отдельного образца предел прочности при сжатии рассчитывали по формуле:

где α - масштабный коэффициент для приведения прочности бетона в контрольных образцах к его прочности в образцах базового размера и формы; F - разрушающая нагрузка, Н; А - площадь рабочего сечения образца, м2; КW - поправочный коэффициент для ячеистого бетона, учитывающий влажность образцов в момент испытания.
Средний предел прочности при сжатии в серии определяли в соответствии с ГОСТ 10180-90 как среднеарифметический результат испытаний шести образцов с погрешностью до 0,01 МПа.
3. Результаты испытаний
Результаты испытаний образцов газобетонов представлены в таблице 2.
В
Как видно из таблицы 2, поризация образцов бетона при пропускании постоянного тока через бетонную смесь происходит достаточно интенсивно. Изменением времени обработки током, а также величиной рабочего тока можно в широких пределах изменять объемную плотность и пористость газобетона. Основные физико-механические характеристики газобетонов соответствуют известным для ячеистых бетонов на природных кварцевых песках (см., например, Юндин А.Н., Ткаченко Г.А., Измалкова Е.В. Ячеистые композиты с карбонатосодержащим компонентом при одностадийном приготовлении. // Известия ВУЗов, "Строительство", №12, 2000. - С.40-44).
В результате применения изобретения уменьшается длительность стадии газообразования, происходит сокращение продолжительности производственного цикла за счет операции срезания или прикатывания "горбушки", образующейся в результате вспучивания газобетонной смеси и уменьшения времени выдержки изделий в формах до начала их тепловой обработки. Кроме того, исключаются прямые расходы, связанные с приобретением, хранением, дозировкой и введением в смесь газообразователей, а также уменьшаются трудовые и материальные затраты на срезание или прикатывание "горбушки". Все это значительно ускоряет технологический цикл изготовления газобетонных изделий и снижает их себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕНОБЕТОННАЯ СМЕСЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2292322C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СЛАБЫХ ГРУНТОВ | 2007 |
|
RU2372445C2 |
| БЕТОННАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2007 |
|
RU2345969C2 |
| СПОСОБ ПОДГОТОВКИ ОСНОВАНИЯ | 2008 |
|
RU2380482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ПЕНОБЕТОНА | 2013 |
|
RU2538567C1 |
| СОСТАВ СЫРЬЕВОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕАВТОКЛАВНОГО ГАЗОБЕТОНА | 2011 |
|
RU2460708C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2304043C1 |
| СПОСОБ ПРИМЕНЕНИЯ ОБРАТНОГО ШЛАМА ДЛЯ ПОЛУЧЕНИЯ СЫРЬЕВОЙ СМЕСИ ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТОГО БЕТОНА АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2023 |
|
RU2804062C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ НЕАВТОКЛАВНОГО ГАЗОБЕТОНА И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2379262C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ЗОЛЬНЫХ ЯЧЕИСТЫХ БЕТОНОВ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2000 |
|
RU2168485C1 |

Изобретение относится к производству строительных ячеистых бетонов и может быть использовано для получения теплоизоляционно-конструкционных и конструкционных материалов при изготовлении элементов зданий и сооружений в промышленном и гражданском строительстве. Технический результат - повышение однородности газобетонной смеси. Устройство для приготовления газобетонной смеси состоит из вертикального смесительного вала с закрепленными на нем смешивающими лопастями и неподвижного цилиндрического корпуса, электроизолированных друг от друга, с возможностью после предварительного перемешивания исходных компонентов бетонной смеси подачи постоянного электрического тока при работающем смесительном вале, согласно изобретению между обоймами подшипников качения, установленных на смесительном валу, и элементами их крепления к корпусу расположены прокладки - втулки из электроизоляционного материала - текстолита, на наружной части смесительного вала расположено токосъемное кольцо с угольными щетками для подключения смесительного вала к положительному полюсу источника постоянного тока, указанный корпус подключен к отрицательному полюсу источника постоянного тока напряжением 30 В, смешивающие лопасти имеют наклон 10-15° к смесительному валу и снабжены резиновыми накладками вдоль краев с обеспечением плотного прилегания к указанному корпусу. 2 табл., 3 ил.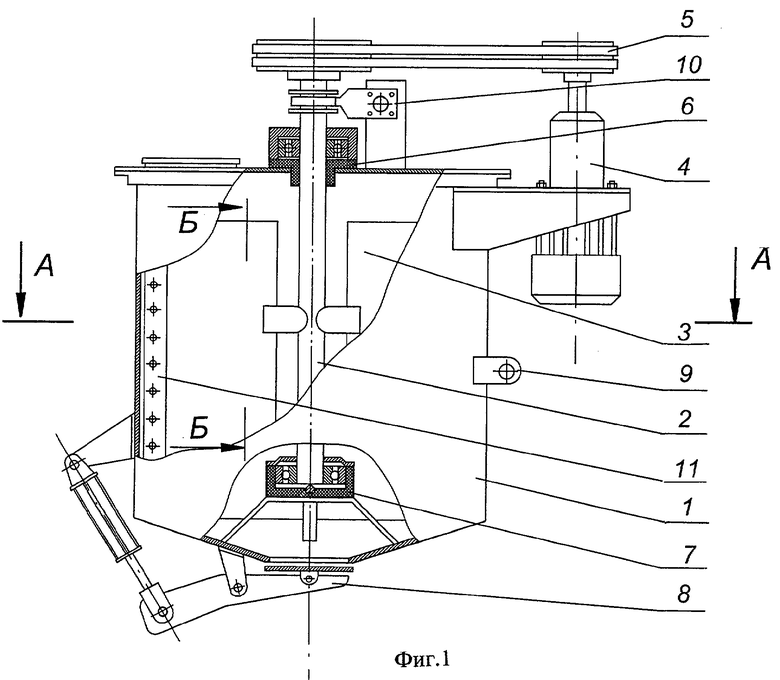
Устройство для приготовления газобетонной смеси, состоящее из вертикального смесительного вала с закрепленными на нем смешивающими лопастями и неподвижного цилиндрического корпуса, электроизолированных друг от друга, с возможностью после предварительного перемешивания исходных компонентов бетонной смеси подачи постоянного электрического тока при работающем смесительном валу, отличающееся тем, что между обоймами подшипников качения, установленных на смесительном валу, и элементами их крепления к корпусу расположены прокладки-втулки из электроизоляционного материала - текстолита, на наружной части смесительного вала расположено токосъемное кольцо с угольными щетками для подключения смесительного вала к положительному полюсу источника постоянного тока, указанный корпус подключен к отрицательному полюсу источника постоянного тока напряжением 30 В, смешивающие лопасти имеют наклон 10-15° к смесительному валу и снабжены резиновыми накладками вдоль краев с обеспечением плотного прилегания к указанному корпусу
| Способ получения ячеистых бетонов | 1975 |
|
SU565900A1 |
| Способ получения пористых бетонов | 1933 |
|
SU37555A1 |
| RU 200103259 А, 20.01.2003 | |||
| Способ изготовления газобетонных изделий | 1974 |
|
SU533488A1 |
| СМЕСИТЕЛЬ ДЛЯ ПРИГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 0 |
|
SU309727A1 |
| 0 |
|
SU401386A1 | |
| Смеситель для приготовления строительных смесей | 1983 |
|
SU1122515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087454C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2362711C1 |

