Изобретение относится к лазерной электрохимии, а конкретно к устройствам для проведения электрохимической обработки материалов с помощью лазерного излучения, в частности к устройствам для нанесения токопроводящего материала путем осаждения на подложку, к устройствам для получения рисунка электрохимическим травлением, и может быть использовано при травлении печатных плат, а также в других отраслях, где требуется размерная электрохимическая обработка.
Известно устройство для обработки материалов с одновременным применением лазера, содержащее лазер, систему фокусировки лазерного излучения, резервуар для жидкости, циркуляционный насос [1]. Устройство не обеспечивает возможности контроля над процессом обработки и требует ручной настройки после замены изделия.
Известна установка для лазерно-электрохимического нанесения, содержащая лазер, оптическую фокусирующую систему, лазерно-электрохимическую ячейку с анодом и катодом, потенциостат, прецизионный электромеханический стол, устройство программного управления [2]. Установка требует ручной настройки после каждой замены изделия.
Известна струйная лазерно-химическая установка для высокоскоростного осаждения металлов, содержащая лазер, фокусирующий объектив, лазерную электрохимическую ячейку с анодом и катодом, соединенный с ними потенциостат, систему циркуляции электролита с циркуляционным насосом, компьютер [3]. Известная установка не обеспечивает возможности контроля состояния электрохимического осаждения, а внесение изменений в технологические параметры может быть осуществлено лишь по извлечению изделия из электрохимической ячейки, что не позволяет обеспечить высокое качество обработки и ограничивает производительность.
Наиболее близкой по технической сущности является установка для лазерной электрохимической обработки, содержащая лазер, фокусирующую систему, электрохимическую ячейку с катодом и анодом, которые соединены с источником питания (постоянного тока), трехкоординатный стол для перемещения, систему циркуляции электролита, компьютер, выходы управления которого соединены с источником питания и трехкоординатным столом [4]. Известная установка обеспечивает лазерное электрохимическое осаждение металлов. Однако в ней отсутствуют средства для контроля над процессом осаждения. Это не позволяет своевременно внести изменения в технологический процесс, что ограничивает качество обработки.
Предлагаемое изобретение решает задачу создания установки для лазерной электрохимической обработки, обеспечивающей как возможность размерного осаждения металлов на поверхность подложки, так и размерного удаления металлов с поверхности подложки по заданному рисунку обработки.
Технический результат изобретения заключается в обеспечении возможности автоматического контроля и регулирования процесса лазерной обработки.
Решение указанной технической задачи и достижение указанного технического результата обеспечивается тем, что установка для лазерной электрохимической обработки, содержащая рабочий лазер, фокусирующую систему, электрохимическую ячейку с катодом и анодом, источник питания, электрически соединенный с анодом и катодом, трехкоординатный стол, компьютер, электрически связанный с источником питания и трехкординатным столом, систему циркуляции электролита, соединенную с электрохимической ячейкой, дополнительно содержит осветитель, цифровую видеокамеру, электрически соединенную с компьютером, вспомогательный лазер, установленный соосно рабочему, а источник постоянного тока выполнен в виде программируемого потенциометра, электрически соединенного с компьютером.
Введение осветителя позволяет освещать зону обработки, а цифровой видеокамеры - фиксировать процесс изменения структуры поверхности под воздействием лазерного излучения, что обеспечивает автоматический контроль процесса лазерной обработки. Введение вспомогательного лазера обеспечивает возможность автоматической настройки сфокусированного лазерного излучения на обрабатываемую поверхность за счет перемещения трехкоординатного стола.
На чертеже 1 схематически изображена предлагаемая установка. Установка содержит рабочий лазер 1, установленный соосно ему на одной оптической оси вспомогательный лазер 2, поворотное зеркало 3, расположенную по ходу излучения фокусирующую систему 4, электрохимическую ячейку 5, осветитель 6, цифровую видеокамеру 7, оптически связанную через фильтр 8 с поворотным зеркалом 3, программируемый потенциостат 9, электрически связанный через держатели 10 с электродами 11 и 16, систему циркуляции электролита 12, соединенную трубопроводами с электрохимической ячейкой 5, трехкоординатный электромеханический стол 13, на котором размещена ячейка 5, компьютер 14, электрически соединенный с программируемым потенциостатом 9, трехкоординатным столом 13, видеокамерой 7 и программируемым блоком питания 15 рабочего лазера 1. Обрабатываемое изделие 16 закреплено в держателе 10. Вспомогательный лазер 2 имеет длину волны в видимом диапазоне длин волн. Он установлен соосно рабочему 1. Для этого резонаторные зеркала (не показаны) рабочего лазера 1 выполнены из материала, оптически прозрачного для излучения вспомогательного лазера 2.
Блок питания 15 лазера 2 выполнен программируемым, потенциостат 9 также выполнен программируемым, трехкоординатный стол 13 и видеокамера 7 также являются программируемыми устройствами, управляемыми от компьютера 14. Электрическая связь между этими устройствами и компьютером может быть осуществлена через шины управления и информации. Для этого вход-выход компьютера 14 соединен с входом-выходом видеокамеры 7, первый выход компьютера 14 соединен с управляющим входом программируемого потенциостата 9, второй выход компьютера 14 соединен с входом управления программируемого блока питания 15, третий вход компьютера 14 соединен со входом управления трехкоординатного стола 13. Для подключения видеокамеры 7 используется соответствующий интерфейс. Программируемый потенциостат 9 выполнен в виде потенциостата с цифровым входом управления. Он обеспечивает изменение, установку и поддержание в автоматическом режиме напряжении между электродами 11, 16, а при необходимости, смену полярности на электродах 11, 16.
Программируемый блок питания 15 имеет цифровой вход управления, на который подается цифровая команда управления от компьютера 14. Он обеспечивает возможность изменения, поддержания по заданной программе напряжения, подаваемого на систему накачки лазера 2, что позволяет регулировать мощность лазерного излучения от рабочего лазера 1.
Установка работает следующим образом.
Обрабатываемое изделие 16 закрепляется в держателе 10 и погружается в электролит. Включается вспомогательный лазер 2. Его излучение, пройдя через рабочий лазер 1, через зеркало 3 фокусируется системой 4 на поверхность обрабатываемого изделия 16. По команде от компьютера 14 трехкоординатный стол 13 перемещает электрохимическую ячейку 5 с изделием 16 по горизонтали, определяя начальную точку обработки, а затем по вертикали, при этом размер пятна регистрируется видеокамерой 7. При достижении пятном фокусировки минимального размера перемещение прекращается. От компьютера 14 команда о требуемой величине напряжения направляется в программируемый потенциостат 9, который устанавливает и поддерживает требуемую величину напряжения между анодом 16 и катодом 11, по команде компьютера одновременно включается рабочий лазер 1 через программируемый блок питания 15. Излучение, генерируемое лазером 1, фокусируется системой 4 на точке обработки. Осветитель 6 непрерывно освещает зону обработки. Отраженное от обрабатываемого изделия 16 излучение осветителя 6 и вспомогательного лазера 2, пройдя через поворотное зеркало 3 и фильтр 8, непрерывно регистрируется видеокамерой 7, цифровой сигнал от которой обрабатывается компьютером 14. Отраженное от изделия 16 излучение рабочего лазера задерживается фильтром 8. При достижении в рабочей точке требуемой величины осадка компьютер вырабатывает команду на трехкоординатный стол 13, который перемещает зону лазерного воздействия в новую точку. Процесс длится непрерывно перемещением по заданному контуру. При этом циркуляционная система 12 непрерывно обновляет электролит в ячейке 5, обеспечивая тем самым как обновление электролита, так и термостатирование изделия 16. По окончании обработки по командам от компьютера 14 рабочий лазер 2 отключается, а потенциостат 9 прекращает подачу напряжения на электроды 11, 16. Изделие 16 извлекают вместе с держателем 10 из ячейки 5, закрепляют новое. Процесс лазерной электрохимической обработки повторяется автоматически согласно вышеизложенному.
При работе в режиме травления изменяют полярность подаваемого напряжения на электродах 11, 16: анод становится катодом, а катод анодом. Работа установки в таком процессе аналогична вышеизложенному. При этом видеокамерой 7 регистрируется не рост осадка, а рост углублений и линии травления по заданному рисунку.
Если в процессах осаждения или травления возникает сбой, например, обусловленный наличием дефектов подложки, обеднением электролита, то видеокамера зафиксирует изменение размеров точки (линии) обработки, а компьютер - наличие дефектов или недостаточную скорость обработки.
В этом случае по команде компьютера 14 может быть изменена плотность тока на электродах 11, 16 через потенциостат 9, изменена величина тока питания в блоке питания 15, что изменяет плотность мощности лазерного излучения. Тем самым вносятся коррективы в процесс электрохимического осаждения (травления). Монитор компьютера 14 обеспечивает возможность наблюдения за процессом обработки как в режиме реального времени, так и в режиме воспроизведения процесса, записанного в память компьютера цифровой видеокамерой 7.
Для обеспечения возможности автоматического контроля качества обработки и регулирования процесса обработки используется метод эталона.
В качестве эталона с помощью видеокамеры 7 в память компьютера 14 записывается эталонный процесс обработки, на основе цифровой обработки изображений вырабатывается программа управления процессом и контролируется качество текущей и окончательной обработки изделия.
Корректировку в программу обработки и контроля может вносить оператор с помощью клавиатуры компьютера.
Система циркуляции электролита 12 может быть выполнена в виде циркуляционного насоса, резервуаров с электролитом, регенерационных и термостатирующих устройств и т.п.
Благодаря указанным достоинствам установки для лазерной электрохимической обработки она может быть использована в электротехнической промышленности при производстве печатных плат, а также в других отраслях, где требуется размерная электрохимическая обработка.
Источники информации
1. Заявка Японии №7018022, МПК С 23 F 1/02, опубл. 1998.
2. Серянов Ю.В., Аравина Л.В. Лазерно-химические реакции для получения элементов ИЭТ // Обзоры по электронной технике. Серия 7. Технология, организация производства и оборудование. Выпуск 11 (1544) М. - ЦНИИ. "Электроника", 1990, с.35-36.
3. Серянов Ю.В., Аравина Л.В. Лазерно-химические реакции для получения элементов ИЭТ // Обзоры по электронной технике. Серия 7. Технология, организация производства и оборудование. Выпуск 11 (1544) М. - ЦНИИ. "Электроника", 1990, с.38-39.
4. М.Dette and other. Jet and Laser-Jet Electrochemical Micromachining of Nickel and Steel. / Electrochemical Society, Vol.136, №8, August 1989, p.2251-2252.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2451582C2 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ПРОВЕРКИ ЛАЗЕРНОГО ДАЛЬНОМЕРА | 2017 |
|
RU2678259C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛИРУЕМОГО ПОЛУЧЕНИЯ ПОРИСТЫХ ОКСИДОВ ПОЛУПРОВОДНИКОВ IN SITU | 2019 |
|
RU2718773C1 |
| Способ формирования 3D микроструктур в оптических материалах | 2019 |
|
RU2729253C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА СУХОГО ТРАВЛЕНИЯ СТРУКТУРООБРАЗУЮЩЕГО СЛОЯ МИКРОСХЕМЫ | 2008 |
|
RU2372690C1 |
| Способ получения материала для бесферментного биосенсора методом лазерно-индуцированного соосаждения металлов из раствора смеси их солей | 2022 |
|
RU2805054C1 |
| СПОСОБ И ЭЛЕКТРОД ДЛЯ ОПРЕДЕЛЕНИЯ И РЕПЛИКАЦИИ ШАБЛОНОВ В ПРОВОДЯЩИХ МАТЕРИАЛАХ | 2002 |
|
RU2296820C2 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2018 |
|
RU2682724C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ СЕРЕБРА ИЗ СЕРЕБРОСОДЕРЖАЩЕГО СПЛАВА | 2014 |
|
RU2572665C2 |
| Способ обработки поверхности сплава никелида титана | 2017 |
|
RU2677033C1 |
Изобретение относится к лазерной электрохимии, в частности к устройствам для нанесения токопроводящего материала путем осаждения на подложку, к устройствам для получения рисунка электрохимическим травлением, и может быть использовано при травлении печатных схем. Установка содержит рабочий лазер 1, фокусирующую систему 4, электрохимическую ячейку 5 с анодом и катодом, источник питания 15, соединенный с анодом и катодом, трехкоординатный стол 13, компьютер 14, электрически связанный с источником питания 15 и трехкординатным столом 13, систему циркуляции электролита 12, связанную магистралью с электрохимической ячейкой 5, при этом установка дополнительно снабжена осветителем 6, цифровой видеокамерой 7, вспомогательным лазером 2, а источник питания 15 выполнен в виде программируемого потенциостата, причем вспомогательный лазер 2 установлен соосно рабочему, а цифровая видеокамера 7, программируемый потенциостат и рабочий лазер 1 электрически соединены с компьютером 14. Технический результат изобретения - обеспечение возможности автоматического контроля и регулирования процесса лазерной обработки. 1 ил.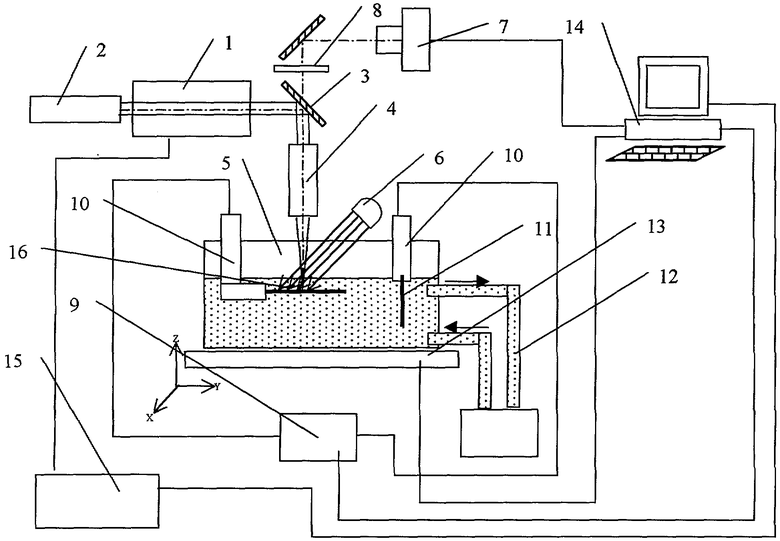
Установка для лазерной электрохимической обработки, содержащая рабочий лазер, фокусирующую систему, электрохимическую ячейку с анодом и катодом, источник питания, соединенный с анодом и катодом, трехкоординатный стол, компьютер, связанный электрически с источником питания и трехкоординатным столом, и систему циркуляции электролита, связанную магистралью с электрохимической ячейкой, отличающаяся тем, что она дополнительно снабжена осветителем, цифровой видеокамерой и вспомогательным лазером, источник питания выполнен в виде программируемого потенциостата, при этом вспомогательный и рабочий лазеры установлены соосно, а цифровая видеокамера и программируемый потенциостат связаны электрически с компьютером.
| DETTE M | |||
| and other | |||
| Jet and Laser-Jet Electrochemical Micromachining of Nickel and Steel | |||
| Electrochemical Society | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Способ локального нанесения металлических покрытий | 1990 |
|
SU1819914A1 |
| JP 59129780, 26.07.1984 | |||
| DE 19723981 A1, 10.12.1998. | |||

