Настоящая заявка является частичным продолжением заявки на патент США c серийным №09/374935, поданной 16 августа 1999 г.
Настоящее изобретение имеет отношение к непрерывному нанесению покрытия на кусочки или сердцевины из жевательного материала, такого как жевательная или пузырящаяся резинка. Жевательные сердцевины покрывают распылением во вращающихся барабанах при одновременном нагревании и сушке.
Известно множество жевательных резинок с покрытием. Одним из таких продуктов является жевательная резинка Chiclets, производимая компанией Warner-Lambert. Обычно покрытые жевательные резинки производят в длительных и трудоемких периодических процессах.
В периодических процессах используют большие вращающиеся контейнеры для покрытия жевательных сердцевин или кусочков. Сначала получают жевательный материал с помощью стандартных экструзионных или периодических способов и формуют из него большие тонкие листы материала, имеющие ширину в несколько дюймов, или в один фут или более. На листах жевательного материала выдавливают или формуют разделительные линии, определяющие форму более мелких жевательных кусочков (далее "сердцевины"), после чего листы могут храниться в холодильнике или в охлаждающей атмосфере, чтобы кондиционировать их для последующей обработки.
В соответствии с применяемыми в настоящее время периодическими способами покрытия жевательных сердцевин листы жевательного материала загружают во вращающиеся смесители, где они разделяются и ломаются на отдельные сердцевины в ходе галтовки. После этого в смеситель, который продолжает вращение, добавляют покрывающий раствор, такой как сахарный сироп. Для сушки покрытых сердцевин используют горячий воздух с температурой около 120°F.
Для того чтобы получить жевательный продукт с однородным и прочным покрытием желаемой толщины, описанный процесс повторяют несколько раз, пока не будет завершено требуемое покрытие. Для того чтобы получить приемлемое покрытие, этот процесс могут повторять до 40-50 раз, всякий раз добавляя к покрытию небольшой тонкий слой. Для завершения этого процесса может потребоваться до 6-7 часов, причем он является весьма трудоемким.
Таким же образом можно наносить отделочное восковое покрытие для получения блестящей поверхности у покрытых жевательных продуктов. После нанесения всех слоев покрытия покрытые жевательные изделия направляют на другое рабочее место или на другой участок, где их собирают и упаковывают обычным образом.
Задачей настоящего изобретения является создание усовершенствованного способа покрытия продуктов типа жевательных или пузырящихся резинок. Другой задачей настоящего изобретения является снижение времени и трудоемкости, которые в настоящее время требуются для производства покрытых жевательных продуктов.
Еще одной задачей изобретения является создание способа непрерывного покрытия кусочков или сердцевин из жевательного материала. Еще одной задачей изобретения является производство покрытых жевательных или пузырящихся жевательных продуктов более быстрым, дешевым и эффективным образом по сравнению с известными способами периодического типа.
Эти и другие задачи изобретения будут ясны из последующего описания изобретения со ссылкой на сопровождающие чертежи и формулу изобретения.
Для решения этих задач предлагается способ непрерывного покрывания отдельных кусочков жевательного материала, предусматривающий: введение имеющих ослабленные линии листов жевательного материала в смеситель; вращение указанного смесителя для разделения листов жевательного материала на отдельные кусочки жевательного материала; перемещение отдельных кусочков жевательного материала в первый вращающийся барабанный элемент, имеющий входной конец и выпускной конец; транспортирование отдельных кусочков жевательного материала от указанного входного конца к указанному выпускному концу; нанесение по меньшей мере нескольких первых покрытий из первого материала на указанные отдельные кусочки жевательного материала в указанном первом вращающемся барабанном элементе; обработку отдельных кусочков жевательного материала в указанном первом вращающемся барабанном элементе воздухом при первой температуре, для предотвращения слипания отдельных кусочков; наклон первого вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные в указанный входной конец, были по существу первыми кусочками жевательного материала, выходящими из выпускного конца; перемещение отдельных кусочков жевательного материала во второй вращающийся барабанный элемент, имеющий входной конец и выпускной конец; транспортирование указанных отдельных кусочков жевательного материала от входного конца к выпускному концу указанного второго вращающегося барабанного элемента; нанесение по меньшей мере нескольких вторых покрытий из второго материала на указанные отдельные кусочки жевательного материала в указанном втором вращающемся барабанном элементе; сушку указанных отдельных кусочков жевательного материала в указанном втором вращающемся барабанном элементе циркуляцией в нем воздуха, причем указанный воздух нагрет до второй температуры, выше температуры воздуха в первом вращающемся барабанном элементе; наклон указанного второго вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные во входной конец указанного второго вращающегося барабанного элемента, были по существу первыми кусочками жевательного материала, выходящими из выпускного конца указанного второго вращающегося барабанного элемента.
При этом образуются гладкие толстые оболочки из покрывающих материалов на каждом указанном кусочке жевательного материала, сравнимые с оболочками, образованными периодическими процессами нанесения покрытия, но полученные быстрее.
Жевательный материал может подаваться в процесс образования оболочек в виде уже отдельных кусочков, а не листов жевательного материала. В этом варианте стадия обработки в смесителе для разделения кусочков не требуется.
Рецептуры покрывающего раствора также могут регулироваться на различных стадиях процесса покрытия, чтобы получить более прочное и однородное покрытие. Настоящее изобретение позволяет производить покрытие жевательных резинок более быстрым, дешевым и легким образом, чем известные в настоящее время процессы, при нанесении более прочного и однородного покрытия.
В варианте способа может использоваться резервуар периодического действия для нанесения одного или нескольких начальных слоев покрытия на сердцевины или кусочки жевательного материала перед их введением во вращающиеся барабаны.
Другие задачи, преимущества и характеристики изобретения будут более ясны из последующего подробного описания, приведенного со ссылкой на сопровождающие чертежи, а также из формулы изобретения.
Краткое описание чертежей
Фиг.1-3 - схематично иллюстрируют периодический способ уровня техники,
фиг.4 - схематично иллюстрирует способ покрытия по изобретению,
фиг.5 - схематично иллюстрирует вариант способа покрытия жевательных продуктов по изобретению.
Предпочтительные варианты выполнения изобретения
Настоящее изобретение обеспечивает значительное усовершенствование известных систем производства покрытых жевательных резинок. На фиг.1-3 показан типичный периодический процесс, используемый в настоящее время для изготовления покрытых жевательных продуктов.
Как показано на фиг.1, в процессе 10 используют смесительное устройство 12 типа большой вращающейся корзины (далее "смеситель"). Смеситель 12 приводится во вращение двигателем 13 с приводным механизмом 17 и может содержать группы перегородок или выступов 14 во внутренней полости 15, которые содействуют переворачиванию материалов, помещенных в смеситель. Листы 16 жевательного материала типа жевательной резинки, которые получают обычным образом, вводят в смеситель 12. Жевательный материал может быть получен непрерывной экструзией или в периодическом процессе. Затем из этого материала изготавливают большие плоские листы 16, которые выдерживают в охлаждающей атмосфере (в холодильнике). Как показано на фиг.1, листы материала 16 имеют ослабленные линии 18, выдавленные или иначе отформованные на листах материала (любым обычным образом) и ограничивающие индивидуальные сердцевины или кусочки 20 жевательного материала.
Когда листы жевательного материала 16 вводят в смеситель 12, то за счет вращения смесителя эти листы разделяются и разрушаются с образованием отдельных небольших сердцевин 20 из жевательного материала. Размер сердцевин выбран таким образом, чтобы получить отдельные жевательные кусочки, которые после покрытия упаковывают и направляют в продажу.
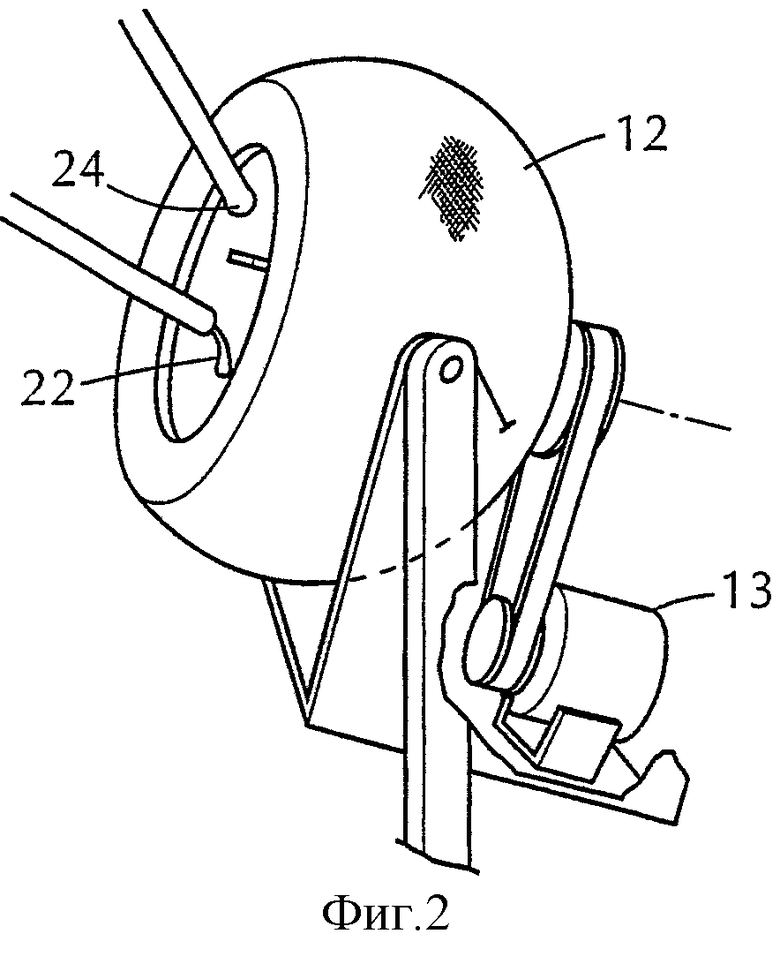
Как показано на фиг.2, сахарный сироп 22 добавляют во вращающийся смеситель 12, чтобы нанести покрытие на кусочки материала 20, которые переворачиваются и вращаются в смесителе. Сироп 22 может добавляться в смеситель вручную или может распыляться, например, с помощью распылительной насадки. После этого горячий воздух 24 вводят во вращающийся смеситель для сушки покрывающего сиропа 22, нанесенного на сердцевины 20. Воздух обычно имеет температуру 80-90°F, что обеспечивает сушку сиропа на жевательных сердцевинах. Использованный в процессе воздух может выходить различным образом, например, в воздухоотводный короб (не показан), или просто выпускаться в помещение.
Чтобы получить готовую покрытую жевательную резинку с приемлемым покрытием, имеющим заданную толщину и отделку, процедуры покрытия, галтовки и сушки, показанные на фиг.2, повторяют до 40-50 раз, пока не будут получены готовые покрытые изделия. При этом на каждой операции покрытия, тонкий слой покрытия наносится на сердцевины 20. За счет этого покрытие равномерно распределяется по поверхности сердцевин.
Периодический процесс нанесения покрытия является трудоемким и, как упомянуто выше, требует проведения трех отдельных технологических операций (распыление, галтовка и сушка). Известный процесс требует в общем 6-7 часов для выполнения 40-50 операций.
После завершения покрытия кусочков 20' материала, их ссыпают в отдельные поддоны 28, как показано на фиг.3, и направляют на участок или зону упаковки, например, с помощью конвейерной системы 26, для заполнения индивидуальных пакетиков или коробок с жевательной резинкой, которые затем направляют в продажу.
Для получения блестящей поверхности покрытых кусочков из жевательного материала можно добавлять восковое покрытие. Для этого в последней из множества операций процесса покрытия используют материал на основе воска, а не сахарный сироп.
Другой известный процесс использует удлиненный горизонтальный цилиндр, в который помещают листы материала, затем осуществляют аналогичный процесс покрытия. За счет вращения цилиндра листы разделяются на отдельные кусочки, в то время как сахарный сироп распыляют в центральной части и подают горячий воздух для сушки покрытых кусочков. Материал остается в цилиндре много часов, так как операции распыления и сушки время от времени повторяют, пока не будет получена соответствующая толщина покрытия. Такая система для покрытия жевательного материала выпускается фирмой Dumoulin.
В соответствии с настоящим изобретением предлагается устройство или система и способ непрерывного покрытия кусочков или сердцевин из материала для жевательной резинки или пузырящейся жевательной резинки ("баббл-гам"). Эта система и устройство показаны на фиг.4 с позицией 30.
Для получения приемлемых коммерческих покрытых жевательных продуктов требуется нанесение достаточного количества слоев покрытия, позволяющих получить гладкую толстую оболочку, которая при жевании имеет "хрустящие" свойства. Приемлемые покрытия имеют толщину порядка 0,1-0,5 мм и содержатся в количестве около 20-40 вес.% от веса готовой жевательной подушечки. Предпочтительно, покрытие составляет 30-35% веса готового изделия.
Настоящее изобретение существенно ускоряет процесс изготовления приемлемых коммерческих покрытых жевательных резинок, имеющих гладкое толстое покрытие толщиной порядка 0,1-0,5 мм или более, вес которого составляет 30% или более от веса готового продукта. При этом полученные по изобретению готовые продукты, сопоставимые по качеству с продуктами, полученными с помощью известных периодических процессов, могут быть получены при сокращении на 50% времени, требуемого для получения продуктов уровня техники.
В соответствии с изобретением листы жевательного материала 16 сначала помещают во вращающийся барабан или смеситель 12 для галтовки и разделения их на отдельные кусочки материала 20. Отдельные сердцевины или кусочки материала 20 затем транспортируют при помощи конвейерного устройства 32 к входному или первому концу 33 по меньшей мере одного вращающегося барабанного устройства 34. При этом в настоящем изобретении может использоваться одно вращающееся барабанное устройство 34 или, предпочтительно, два или более вращающихся барабанных устройств 34, 34', как показано на фиг.4. Количество отдельных барабанных устройств, которые используют для непрерывного покрытия жевательных материалов, зависит от ряда факторов, таких как скорость процесса, толщина желательного покрытия и желательное качество готового продукта.
Барабанное устройство 34 содержит раму 36 и цилиндрический барабанный элемент 35, вращаемый вокруг оси 38, наклонной к горизонтальной плоскости. Степень или угол наклона также предпочтительно можно регулировать так, чтобы можно было выбирать по желанию период времени, в течение которого сердцевины находятся в барабанном элементе, и количество слоев или толщину покрытия на каждой сердцевине. Для изменения угла наклона барабанного устройства могут использоваться выдвижные опорные элементы 60, приводимые двигателем 62.
В предпочтительных способе и системе по изобретению вращающийся барабанный элемент 35 имеет такой угол наклона к горизонтали, что сердцевины 20 входят в барабанный элемент и выходят из него равномерно и непрерывно друг за другом. В этом отношении предпочтительной является система последовательной обработки ("первым вошел, первым вышел"), в которой сердцевины материала, которые первыми поступают во входной (первый) конец 33 барабанного элемента, также являются сердцевинами, которые первыми покидают барабанный элемент или выходят из него. Это обеспечивает однородную и однообразную обработку всех сердцевин, причем на каждую сердцевину будет нанесено одинаковое количество материала покрытия и обеспечена одинаковая толщина покрытия у всех сердцевин.
Несколько распылительных насадок 40 выступают внутрь каждого барабанного элемента 35 вдоль его длины, которые используются для нанесения тонкого слоя покрывающего раствора 42 на кусочки или сердцевины из жевательного материала, введенные в барабанные элементы.
Предпочтительно, барабанный элемент содержит несколько расположенных под углом перегородок, выступов или "рифлей" (не показаны) с промежутками между ними, для галтовки кусочков 20 при их прохождении от первого конца 33 к выходному концу 39 каждого барабанного элемента 35.
Покрывающий раствор, такой как сахарный сироп, подают в барабан 34 из емкости или резервуара 50. Покрывающий раствор предпочтительно содержит около 60-70% сахара, 30-35% воды и различные небольшие процентные содержания других ингредиентов.
Горячий воздух подают в барабанные элементы 35, 35' из источника повышенного давления 52, 52' для сушки кусочков 20, покрытых покрывающим раствором 42, 42'. В соответствии с изобретением сушку покрытия на отдельных кусочках или сердцевинах из жевательного материала 20 производят одновременно с нанесением раствора на кусочки. Это обеспечивает получение равномерного прочного покрытия и позволяет постепенно создавать множество тонких слоев на каждой сердцевине, каждый из которых содержит небольшое количество покрывающего материала.
Воздух может подаваться в барабанные элементы 35, 35' самыми различными способами, однако предпочтительно его вводят через отверстия (перфорации) в боковых стенках внутренних барабанных элементов, чтобы получить по существу однородный поток горячего воздуха через всю внутреннюю полость барабанного элемента.
Когда используют несколько вращающихся барабанных устройств 34, 34', то применяют небольшие конвейерные устройства 54 или трубопроводы обычной конструкции для транспортирования кусочков 20 от одного барабанного элемента к другому.
Распылительные насадки 40 зафиксированы внутри барабанов и не вращаются вместе с ними. Распылительные насадки 40 установлены вдоль одного или нескольких трубопроводов или каналов 41, проходящих вдоль вращающихся барабанных элементов 35 внутри них. Сахар или другие материалы для покрытия сердцевин могут поступать в виде жидкости или сухого порошка, однако влажное покрытие является предпочтительным. Если используют порошок, то его можно вводить во вращающиеся барабанные элементы из центральной трубы также преимущественно в виде распыляемого материала (аэрозоли).
Барабанные элементы предпочтительно наклонены к горизонтали на несколько градусов, например, на 1-5°. Также предпочтительно предусмотрен регулируемый механизм 60, 62, который может изменять угол наклона барабанных элементов. Изменение угла наклона барабанных элементов воздействует на скорость прохождения продуктов через них. Таким образом, имеется возможность по желанию ускорять или замедлять процесс покрытия, чтобы изменять толщину и/или качество покрытия.
Стенки вращающихся барабанных элементов 35, 35' предпочтительно сделаны из сетки, так что нагретый воздух легко может проникать через нее. Распылительные насадки 40 расположены рядами в продольном направлении внутри барабанного элемента 35. Насадки 40 установлены на трубопроводе (или канале) 41, расположенном внутри барабанного элемента 35 предпочтительно вдоль его центральной оси. Каждая из насадок 40 подключена к трубопроводу, через который поступает покрывающий раствор, предназначенный для распыления из насадок.
Система, которую используют для сушки материала в барабанных элементах 35, 35', предпочтительно включает в себя стационарный кожух (или раму) 56, который охватывает часть внутреннего барабанного элемента 35. Воздух вводят в кожух 56 через патрубок, соединенный с источником воздуха 52. Этим источником воздуха может быть любой источник обычного типа, такой как воздуходувка (не показана). Кроме того, воздух нагревают с помощью нагревательного устройства обычного типа (не показано), так что в барабанный элемент поступает нагретый воздух через его перфорации или сетчатые боковые стенки. Предпочтительно также, из этого воздуха удалена влага.
Воздух также непрерывно выпускают из барабанных элементов 35, 35', чтобы можно было непрерывно подавать новый нагретый воздух внутрь барабанного элемента и, следовательно, практически мгновенно производить сушку покрывающего раствора на кусочках материала.
В работе небольшие сердцевины или кусочки 20 вводят во входной конец 33 первого барабанного элемента 35. Так как барабанный элемент вращается, то кусочки 20 перемещаются под действием силы тяжести в продольном направлении через барабанный элемент, для покрытия раствором 42, распыляемым из насадок 40. По желанию могут быть предусмотрены дверцы или другие средства доступа у выпускного конца 39 барабанного элемента, обеспечивая закрытый цилиндр для осуществления процессов покрытия и сушки.
Барабанные элементы вращаются со скоростью около 15-35 об/мин в зависимости от желательной скорости потока исходного материала (сердцевин) и покрывающего раствора. За счет вращения барабанных элементов фланцы, выступы или направляющие внутри барабана перемещают кусочки вокруг периметра барабанного элемента и позволяют им падать или переворачиваться внутри барабанного элемента. Таким образом получают завесу или "волну" материала, смещенную от боковых стенок барабанного элемента.
Насадки 40 могут быть направлены в сторону завесы или волны материала, образованной внутри барабанного элемента 35, для эффективного покрытия каждой сердцевины. Нагретый воздух от источника воздуха 52 пропускают через материал и выпускают наружу. Нагретый воздух сушит покрывающий раствор 42 на кусочках 20. Обычно температура нагретого воздуха составляет около 150-250°F и предпочтительно 200-220°F, чтобы поддерживать температуру кусочков около 120°F. Нагретый воздух может быть также направлен непосредственно в сторону завесы или волны материала, образованной внутри барабанного элемента. В этом случае сушка покрытия происходит практически одновременно с его нанесением на сердцевины.
По мере продвижения кусочков 20 вдоль барабанных элементов 35, 35' кусочки покрываются последовательными слоями или небольшими количествами покрывающего раствора, образующими внешнюю оболочку.
Предпочтительно используют компьютер или микропроцессор для управления работой системы или устройства 30 для непрерывного нанесения покрытия. Например, может использоваться компьютер для управления подачей электропитания, углом наклона барабанных элементов, скоростью их вращения, параметрами распыления насадок, а также расходом воздуха и температурой в системе сушки.
Предпочтительно барабанные элементы 35, 35' имеют 10-12 футов в длину, однако в соответствии с изобретением эта длина также может быть выбрана меньшей или большей. Кроме того, для получения приемлемого покрытия жевательных резинок предпочтительно используют несколько барабанных элементов. Барабанные элементы могут быть расположены в непрерывной линии, как показано на фиг.4, или они могут быть установлены вертикально друг над другом, что позволяет уменьшить занимаемую производственную площадь.
Для равномерного покрытия материала желательно, чтобы каждая отдельная сердцевина (или кусочек) 20 проходила через вращающийся барабанный элемент по существу за одинаковое время. Это означает, что кусочки материала, введенные первыми через вход первого барабанного элемента, будут также кусочками материала, выходящими первыми из барабанного элемента или извлекаемыми из барабанного элемента на его выпускном конце. Для выполнения указанной задачи может быть увеличен угол наклона вращающегося барабана. Это не позволяет отдельным деталям или группам деталей галтоваться на одном месте, что могло бы привести к нанесению различного количества покрывающего раствора на различные кусочки в барабанном элементе.
Кроме того, желательно предотвратить слипание друг с другом кусочков жевательного материала в первом барабанном элементе системы непрерывного нанесения покрытия. Следует иметь в виду, что жевательный материал при его нагревании до повышенной температуры становится вязким или липким, за счет чего отдельные кусочки материала могут сцепляться друг с другом, что нежелательно. Следовательно, кусочки материала необходимо вводить в первый вращающийся барабанный элемент при относительно низкой температуре. Кроме того, температура воздуха, подаваемого в первый из нескольких барабанных элементов, должна быть ниже температуры воздуха в последующих барабанных элементах, чтобы предотвратить слипание друг с другом кусочков жевательного материала, пока они не будут защищены одним или более слоями покрывающего раствора, нанесенными на них. После того, как кусочки материала получат начальное покрытие при галтовке внутри вращающихся барабанов, температура воздуха может быть повышена. Кроме того, для снижения липкости (покрытия) из вводимого в систему воздуха должна быть удалена влага.
Способ непрерывного покрывания, предназначенный для покрытия отдельных сердцевин или кусочков жевательного материала, позволяет существенно снизить производственные затраты и время изготовления покрытых жевательных продуктов. Например, периодический процесс нанесения материала покрытия, который обычно занимает 6-7 часов, за счет использования настоящего изобретения может быть осуществлен в течение 1-3 часов. Следует иметь в виду, что в отличие от известных процессов, в которых распыление покрытия, галтовка сердцевин и сушка представляют собой по существу отдельные операции, в настоящем изобретении все эти три операции могут осуществляться по существу одновременно. За исключением короткого времени остановки распыления для чистки насадок (около 5 секунд в минуту), процедуры распыления, галтовки и сушки протекают одновременно.
Кроме того, требуется меньше производственных площадей для получения покрытых продуктов с помощью способа непрерывного нанесения покрытия. Например, управление системой, в которой используется шесть последовательных вращающихся барабанных элементов, может производиться одним оператором, если для управления процессом использовать компьютер. В отличие от этого, потребуется использовать батарею, содержащую до десяти смесителей, и бригаду из шести операторов или более, чтобы получить такое же количество покрытого жевательного материала.
Капитальные затраты на приобретение, установку и эксплуатацию системы непрерывного нанесения покрытия также значительно меньше соответствующих расходов при использовании системы для осуществления периодического процесса, позволяющего получить аналогичные результаты.
Для оптимальной отделки покрытого продукта желательно, чтобы первые несколько слоев покрытия были возможно более гладкими. Чем более гладкими и более однородными являются начальные слои покрытия, тем более гладкими и более однородными будут последующие слои покрытия и готовый продукт.
Для получения прочных и однородных начальных слоев покрытия можно также использовать альтернативный способ покрытия, показанный на фиг.5. В системе 80 для осуществления указанного способа сначала используют один или несколько известных смесителей 12, чтобы разделить лист материала, получить отдельные сердцевины или небольшие кусочки материала и нанести на них начальные слои покрытия.
После того, как на кусочки материала будут нанесены один или несколько начальных слоев с небольшими количествами покрывающего материала, кусочки транспортируют к вращающемуся барабанному элементу. После этого все последующие слои покрытия наносят на сердцевины с помощью вышеописанного устройства и системы непрерывного нанесения покрытия.
Другой возможностью улучшения качества покрытия жевательных резинок является изменение состава сахарного сиропа или покрывающего раствора, используемого в непрерывном способе. Состав покрытия может также меняться при переходе от одного барабанного элемента к другому барабанному элементу в непрерывном процессе или при переходе от исходного смесителя периодического действия к вращающимся барабанным элементам. Например, примерным составом сиропа покрытия является следующий состав:
Указанные проценты также могут изменяться. Например, содержание сахара может варьировать в диапазоне 50-80% при соответствующем изменении содержания воды. Другие ингредиенты предпочтительно не изменяются больше чем на 1-2%.
Кроме того, большее количество аравийской камеди может быть добавлено в сироп до доведения его содержания до величины более 1 процента на начальных стадиях процесса покрытия. После этого на последующих стадиях процесса покрытия содержание аравийской камеди может быть снижено до 0,25% или менее.
Вращающиеся барабанные элементы, которые могут использоваться в изобретении, могут быть любого обычного сетчатого типа; например, такими, которые используются в непрерывных системах фирмы Coating Machinery Systems, Inc. (Ames, Iowa, США).
Как упомянуто выше, покрывающим материалом может быть как сухой порошок, так и жидкий раствор. Кроме того, покрывающий материал может не содержать сахара. Покрытия таких типов являются обычными в настоящее время и хорошо знакомы специалистам.
За счет использования настоящего изобретения обеспечивается более однородное покрытие кусочков материала в течение значительно более короткого периода времени по сравнению с периодическими процессами нанесения покрытия. Сокращение времени изготовления составляет 30% или более. При этом также существенно сокращаются требуемые производственные площади на 20% или более по сравнению с системами покрытия периодического действия.
Хотя выше со ссылкой на чертежи описаны конкретные варианты выполнения изобретения, понятно, что специалист в данной области может внести изменения и дополнения, а также предложить альтернативные варианты, не выходящие, однако, из объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОСКОРОСТНОГО ПОКРЫТИЯ СЕРДЦЕВИН КОНДИТЕРСКИХ ПРОДУКТОВ | 2002 |
|
RU2478298C2 |
| ЛЕДЕНЕЦ С НАЧИНКОЙ ИЗ ЖВАЧКИ С ОБОЛОЧКОЙ ИЗ ТВЕРДОЙ КАРАМЕЛИ | 2001 |
|
RU2283592C2 |
| ТРЕХКОМПОНЕНТНОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭКСТРУЗИЕЙ | 2002 |
|
RU2280370C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ БРУСКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2269269C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2313224C2 |
| СПОСОБ И МАШИНА ДЛЯ НЕПРЕРЫВНОГО ПОКРЫТИЯ СЕРДЦЕВИН ИЗДЕЛИЙ, В ЧАСТНОСТИ, КОНДИТЕРСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2511975C2 |
| СПОСОБ И СПИРАЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТА ГАЗА С ТВЕРДЫМ ВЕЩЕСТВОМ | 2008 |
|
RU2474127C2 |
| ВЫСОКОПЛОТНЫЕ ТАБЛЕТКИ ИЗ СТЕКЛОПРЯЖИ | 2003 |
|
RU2307802C2 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ЛИСТА И ИЗДЕЛИЯ ИЗ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2009 |
|
RU2512168C2 |
| ЖЕВАТЕЛЬНЫЕ РЕЗИНКИ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2002 |
|
RU2327363C2 |



Изобретение относится к пищевой промышленности и может быть использовано для производства жевательной резинки с покрытием. Способ непрерывного покрывания отдельных кусочков жевательного материала предусматривает: введение имеющих ослабленные линии листов жевательного материала в смеситель, вращение указанного смесителя для разделения листов жевательного материала на отдельные кусочки жевательного материала, перемещение отдельных кусочков жевательного материала в первый вращающийся барабанный элемент, имеющий входной конец и выпускной конец, транспортирование отдельных кусочков жевательного материала от указанного входного конца к указанному выпускному концу. Способ предусматривает нанесение по меньшей мере нескольких первых покрытий из первого материала на указанные отдельные кусочки жевательного материала в указанном первом вращающемся барабанном элементе, обработку отдельных кусочков жевательного материала в указанном первом вращающемся барабанном элементе воздухом при первой температуре, для предотвращения слипания отдельных кусочков, наклон первого вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные в указанный входной конец, были, по существу, первыми кусочками жевательного материала, выходящими из выпускного конца, перемещение отдельных кусочков жевательного материала во второй вращающийся барабанный элемент, имеющий входной конец и выпускной конец. Способ предусматривает транспортирование указанных отдельных кусочков жевательного материала от входного конца к выпускному концу указанного второго вращающегося барабанного элемента, нанесение по меньшей мере нескольких вторых покрытий из второго материала на указанные отдельные кусочки жевательного материала в указанном втором вращающемся барабанном элементе, сушку указанных отдельных кусочков жевательного материала в указанном втором вращающемся барабанном элементе циркуляцией в нем воздуха, причем указанный воздух нагрет до второй температуры выше температуры воздуха в первом вращающемся барабанном элементе, наклон указанного второго вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные во входной конец указанного второго вращающегося барабанного элемента, были по существу первыми кусочками жевательного материала, выходящими из выпускного конца указанного второго вращающегося барабанного элемента, при этом образуются гладкие толстые оболочки из покрывающих материалов на каждом указанном кусочке жевательного материала, сравнимые с оболочками, образованными периодическими процессами нанесения покрытия, но полученные быстрее. Способ непрерывного покрывания отдельных кусочков жевательного материала, позволяющий получить на них гладкие толстые оболочки из покрывающего материала, предусматривает: подачу отдельных кусочков жевательного материала в первый вращающийся барабанный элемент, имеющий входной конец и выпускной конец, транспортирование отдельных кусочков жевательного материала от указанного входного конца к указанному выпускному концу. Способ предусматривает нанесение по меньшей мере первого покрытия из первого материала на указанные отдельные кусочки жевательного материала в указанном первом вращающемся барабанном элементе, обработку отдельных кусочков жевательного материала в указанном первом вращающемся барабанном элементе воздухом при первой температуре, чтобы предотвратить слипание отдельных кусочков, наклон первого вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные в указанный входной конец, были по существу первыми кусочками жевательного материала, выходящими из выпускного конца. Способ предусматривает перемещение отдельных кусочков жевательного материала во второй вращающийся барабанный элемент, имеющий входной конец и выпускной конец, транспортирование указанных отдельных кусочков жевательного материала от входного конца к выпускному концу указанного второго вращающегося барабанного элемента, нанесение по меньшей мере одного второго покрытия из второго материала на указанные отдельные кусочки жевательного материала в указанном втором вращающемся барабанном элементе, сушку указанных отдельных кусочков жевательного материала в указанном втором вращающемся барабанном элементе циркуляцией в нем воздуха, причем указанный воздух нагрет до второй температуры, выше температуры воздуха в первом вращающемся барабанном элементе. Способ предусматривает наклон указанного второго вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные во входной конец указанного второго вращающегося барабанного элемента, были по существу первыми кусочками жевательного материала, выходящими из выпускного конца указанного второго вращающегося барабанного элемента, при этом образуются гладкие толстые оболочки из покрывающих материалов на каждом кусочке жевательного материала, сравнимые с оболочками, образованными с помощью периодических процессов покрытия, но полученные быстрее. 2 н. 7 з.п. ф-лы, 5 ил.
введение имеющих ослабленные линии листов жевательного материала 16 в смеситель 12;
вращение указанного смесителя для разделения листов жевательного материала на отдельные кусочки 20 жевательного материала;
перемещение отдельных кусочков жевательного материала в первый вращающийся барабанный элемент 34, имеющий входной конец 33 и выпускной конец;
транспортирование отдельных кусочков жевательного материала от указанного входного конца к указанному выпускному концу;
нанесение по меньшей мере нескольких первых покрытий из первого материала на указанные отдельные кусочки жевательного материала в указанном первом вращающемся барабанном элементе;
обработку отдельных кусочков жевательного материала в указанном первом вращающемся барабанном элементе 34 воздухом 52 при первой температуре для предотвращения слипания отдельных кусочков;
наклон первого вращающегося барабанного элемента 34 в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные в указанный входной конец, были, по существу, первыми кусочками жевательного материала, выходящими из выпускного конца;
перемещение отдельных кусочков жевательного материала во второй вращающийся барабанный элемент 34', имеющий входной конец 33' и выпускной конец;
транспортирование указанных отдельных кусочков жевательного материала от входного конца к выпускному концу указанного второго вращающегося барабанного элемента;
нанесение по меньшей мере нескольких вторых покрытий из второго материала на указанные отдельные кусочки жевательного материала в указанном втором вращающемся барабанном элементе;
сушку указанных отдельных кусочков жевательного материала в указанном втором вращающемся барабанном элементе циркуляцией в нем воздуха, причем указанный воздух нагрет до второй температуры, выше температуры воздуха в первом вращающемся барабанном элементе;
наклон указанного второго вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные во входной конец указанного второго вращающегося барабанного элемента, были, по существу, первыми кусочками жевательного материала, выходящими из выпускного конца указанного второго вращающегося барабанного элемента,
при этом образуются гладкие толстые оболочки из покрывающих материалов на каждом указанном кусочке жевательного материала, сравнимые с оболочками, образованными периодическими процессами нанесения покрытия, но полученные быстрее.
подачу отдельных кусочков 20 жевательного материала в первый вращающийся барабанный элемент 34, имеющий входной конец 33 и выпускной конец;
транспортирование отдельных кусочков жевательного материала от указанного входного конца к указанному выпускному концу;
нанесение по меньшей мере первого покрытия из первого материала на указанные отдельные кусочки жевательного материала в указанном первом вращающемся барабанном элементе;
обработку отдельных кусочков жевательного материала в указанном первом вращающемся барабанном элементе воздухом при первой температуре, чтобы предотвратить слипание отдельных кусочков;
наклон первого вращающегося барабанного элемента 34 в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные в указанный входной конец, были, по существу, первыми кусочками жевательного материала, выходящими из выпускного конца;
перемещение отдельных кусочков жевательного материала во второй вращающийся барабанный элемент 34', имеющий входной конец 33' и выпускной конец;
транспортирование указанных отдельных кусочков жевательного материала от входного конца к выпускному концу указанного второго вращающегося барабанного элемента;
нанесение по меньшей мере одного второго покрытия из второго материала на указанные отдельные кусочки жевательного материала в указанном втором вращающемся барабанном элементе;
сушку указанных отдельных кусочков жевательного материала в указанном втором вращающемся барабанном элементе циркуляцией в нем воздуха, причем указанный воздух нагрет до второй температуры, выше температуры воздуха в первом вращающемся барабанном элементе;
наклон указанного второго вращающегося барабанного элемента в достаточной степени, чтобы первые отдельные кусочки жевательного материала, введенные во входной конец указанного второго вращающегося барабанного элемента, были, по существу, первыми кусочками жевательного материала, выходящими из выпускного конца указанного второго вращающегося барабанного элемента,
при этом образуются гладкие толстые оболочки из покрывающих материалов на каждом кусочке жевательного материала, сравнимые с оболочками, образованными с помощью периодических процессов покрытия, но полученные быстрее.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 6365203 B2, 02.04.2002 | |||
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ОСНОВЫ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ (ВАРИАНТЫ); ОСНОВА ЖЕВАТЕЛЬНОЙ РЕЗИНКИ, ПОЛУЧЕННАЯ ПО ЭТОМУ СПОСОБУ (ВАРИАНТЫ); ЖЕВАТЕЛЬНАЯ РЕЗИНКА, СОДЕРЖАЩАЯ ЭТУ ОСНОВУ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ (ВАРИАНТЫ) | 1995 |
|
RU2158095C2 |

