ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу непрерывного покрытия сердцевин изделий, в частности кондитерских изделий, на которые ссылается нижеследующее описание, не подразумевая этим какое-либо ограничение.
УРОВЕНЬ ТЕХНИКИ
В кондитерской промышленности известно производство изделий, которые содержат внутреннюю сердцевину и один или более слоев покрытия самой сердцевины, полученной с разными изделиями. В частности, в кондитерской промышленности существует потребность в покрытии очень хрупких сердцевин, таких, например, которые образуют внутреннюю часть изделий Rocher® или Raffaello®, изготавливаемых настоящим заявителем, которые обычно образованы из двух полуоболочек из вафель, расположенных обращенными друг к другу и наполненных кремом. Покрытие оболочек обычно образовано первым слоем шоколада и вторым слоем сахарного сиропа. Оба слоя получаются посредством распыления и последующего отвердевания или испарения распыленных материалов. Чтобы сделать покрытие возможным, является необходимым для сердцевин, на которые будет наноситься покрытие, и/или промежуточных изделий, на которые наносится покрытие, поддерживаться во вращении таким образом, что, во время движения вращения и переворачивания, требуемое количество покрывающего продукта будет располагаться и равномерно распределяться по внешней поверхности каждой отдельной сердцевины или промежуточного изделия. Покрытие сахарными сиропами требует то, что за каждой операцией распыления сахарного сиропа будет следовать стадия покоя, а затем стадия сушки и/или обезвоживания. Обезвоживание выполняется посредством направления на промежуточное изделие, частично или полностью покрытое, потока воздуха, который, когда удален, захватывает с собой влагу сахарного сиропа, заставляя ее испаряться. Вышеописанные операции, повторенные несколько раз, обеспечивают возможность образования на сердцевинах покрытий разных толщин.
Для вышеописанных операций покрытия является известным использовать машины для одинарного покрытия, работающие периодически, при этом указанные машины известны под термином "вращающиеся ванны для нанесения покрытия", которые вызывают, однако, большие простои машины для загрузки/разгрузки и промывания, или еще машины для покрытия, работающие непрерывно, например, типа описанного в опубликованной заявке США 2007/0275163. Указанные машины содержат приводимый в движение двигателем полый барабан, который может вращаться в направлении вращения вокруг своей собственной продольной оси, и размещают приводимый в движение двигателем спирально или винтообразно продолжающийся корпус, соединенный герметичным образом с внутренней поверхностью барабана. Во время покрытия барабан вращается, тогда как спиральный корпус поддерживается неподвижным в барабане в течение заданного периода времени и образует вместе с барабаном ряд обрабатывающих камер для обработки сердцевин.
Напротив, спиральный корпус вращается относительно полого барабана и независимо от самого полого барабана посредством своего собственного связанного электродвигателя для перемещения сердцевин в осевом направлении к выходу барабана и последовательно между одной камерой и соседней.
В известных машинах вышеописанного типа, в по меньшей мере части камер, подающее сопло обеспечено для распыления материала, используемого для покрытия сердцевин, и дутьевая головка для подачи сушильного воздушного потока распыленного покрывающего материала.
Известные машины вышеописанного типа, хотя используются, являются далеко не удовлетворительными с функциональной точки зрения, прежде всего по причине того, что комбинация вращения барабана в заданном направлении вращения и независимого вращения спирального корпуса определяет, во время процесса покрытия, высокую степень трения сердцевин друг о друга и о внутренние поверхности барабана и спирального корпуса, с результатом того, что даже после относительно небольших периодов обработки имеет место постепенное истирание самих сердцевин с нежелательным образованием крошек и порошка. В таком случае, образование крошек и порошка тем более усугубляется, чем более хрупкими и нежными являются сердцевины.
Дополнительно, в известных машинах вышеописанного типа, в результате вращения в одном направлении барабана, масса сердцевин, содержащаяся в каждой из камер, сама размещается в положение, наклоненное относительно горизонтальной плоскости, и остается в указанном положении в течение всей продолжительности обработки сердцевин, имеющихся в самой камере. Наклонное расположение массы сердцевин задает расположение подающего сопла и дутьевой головки в самой камере, в заданном положении, чтобы указанное оборудование не погружалось в саму массу или не контактировало с ней. Положения, предусматривающиеся до настоящего времени, в барабане, для подающего сопла и для дутьевой головки, однако, пока не являются функционально оптимальными. В действительности, настоящее относительное положение, которое обусловлено нехваткой пространства, доступного внутри барабана для покрытия, подразумевает, что, во время покрытия, часть покрывающего сиропа, распыляющегося подающим соплом, неизбежно попадает в дутьевую головку, засоряя ее до такой степени, что изменяется распределение и направление подающегося потока воздуха, в результате чего сушка больше не является равномерной.
Более того, снова во время покрытия, часть потока воздуха, поданного дутьевой головкой, пересекает струю покрывающего сиропа, нарушая его и, следовательно, делая регулирование и настройку системы распыления проблематичными.
В заключение, в известных машинах не является возможным или, по меньшей мере, является чрезвычайно проблематичным произвольно изменить термодинамические условия в каждой из камер, и это предотвращает выполнение некоторого количества стадий сушки; т.е. это предотвращает изменение характеристик воздуха, когда изменяются характеристики покрывающих материалов.
В заключение, известные машины являются относительно сложными с конструктивной точки зрения, требуют точных допусков на обработку и высокую конструктивную недеформируемость, при этом является необходимым всегда обеспечивать герметичность между внешним кожухом и спиральным корпусом, вне зависимости от размеров изделия, подлежащего покрытию, при этом его очистка является чрезвычайно трудоемкой и, в любом случае, требует извлечения винтового корпуса из внутренней части барабана, что не влечет за собой ничего, только небольшие трудности.
СУЩЕСТВО ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в создании способа и машины для непрерывного покрытия сердцевин, в частности, кондитерских изделий, которые решают вышеописанные проблемы простым и экономически выгодным образом.
В соответствии с настоящим изобретением обеспечен способ непрерывного покрытия сердцевин изделий, в частности кондитерских изделий, в машине для покрытия, содержащей по меньшей мере один полый барабан, вращающийся вокруг своей собственной шарнирной оси и имеющий внутри множество обрабатывающих камер, сообщенных друг с другом, причем каждая камера выполнена с возможностью размещения соответствующей массы сердцевин, подлежащих обработке; при этом способ включает стадии подачи массы сердцевин, подлежащих обработке, и по меньшей мере одного покрывающего материала в одну из указанных камер, и покрытия указанных сердцевин указанным покрывающим материалом, манипулируя ими в указанной камере, при этом указанный способ отличается тем, что манипулирование указанными сердцевинами в указанной камере включает стадию углового и цикличного качания указанного барабана в противоположных направлениях вокруг указанной шарнирной оси, поддерживая массу, подлежащую обработке, в указанной обрабатывающей камере.
Предпочтительно, в определенном выше способе, указанное угловое и цикличное качание в противоположных направлениях осуществляют так, чтобы циклично перемещать и располагать указанную массу, подлежащую обработке, в двух разных взаимно обращенных угловых положениях, по существу, симметричных относительно вертикальной плоскости, проходящей через шарнирную ось барабана.
Более того, настоящее изобретение относится к машине для непрерывного покрытия сердцевин, в частности, для кондитерских изделий.
В соответствии с настоящим изобретением обеспечена машина для непрерывного покрытия сердцевин изделий, в частности кондитерских изделий, при этом машина содержит по меньшей мере один полый барабан, имеющий свою собственную шарнирную ось и имеющий внутри множество обрабатывающих камер, сообщенных друг с другом; двигатель для приведения в движение указанного барабана для вращения указанного барабана вокруг указанной оси; первое подающее средство для подачи массы указанных сердцевин, подлежащих обработке, в одну из указанных камер; и второе подающее средство для подачи по меньшей мере одного материала для покрытия указанных сердцевин в указанную камеру, при этом указанная машина отличается тем, что она дополнительно содержит корпус, спирально продолжающийся и расположенный в указанном барабане и постоянно прикрепленный к указанному барабану, для ограничения вместе с барабаном указанных камер, и тем, что командный и управляющий узел указанного двигателя обеспечен для вращения указанного барабана с движением углового и цикличного качания в противоположных направлениях вокруг указанной шарнирной оси, поддерживая массу, подлежащую обработке, в указанной обрабатывающей камере.
Предпочтительно, машина, определенная выше, дополнительно содержит третье транспортирующее средство для подачи массы воздуха, общего для всех из указанных камер, в указанный барабан, нагнетающие средства для создания соответствующего сушильного воздушного потока в каждой из указанных камер и средства изменения, для каждой из указанных камер, характеристик соответствующего указанного сушильного воздушного потока.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение далее описано со ссылкой на прилагаемые чертежи, на которых показан неограничивающий пример его варианта выполнения, и на которых:
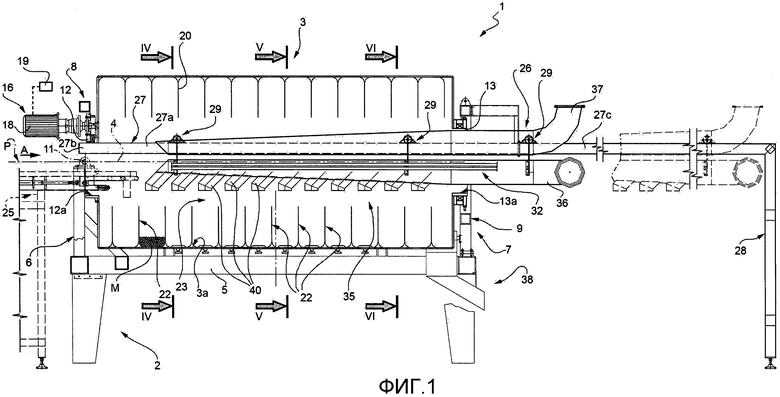
Фиг. 1 - схематичный вид в сечении предпочтительного варианта выполнения машины для непрерывного покрытия сердцевин изделий, в частности, кондитерских изделий, выполненной в соответствии с настоящим изобретением;
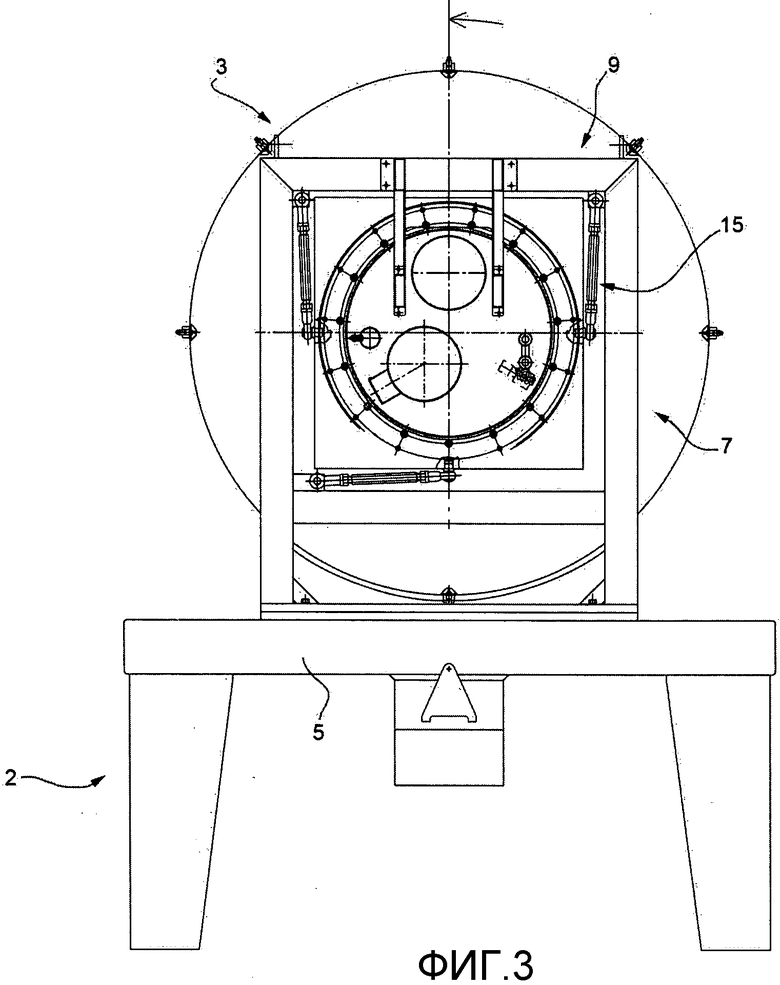
Фиг. 2 и 3 - противоположные виды спереди машины по Фиг. 1 с частями, удаленными для наглядности;
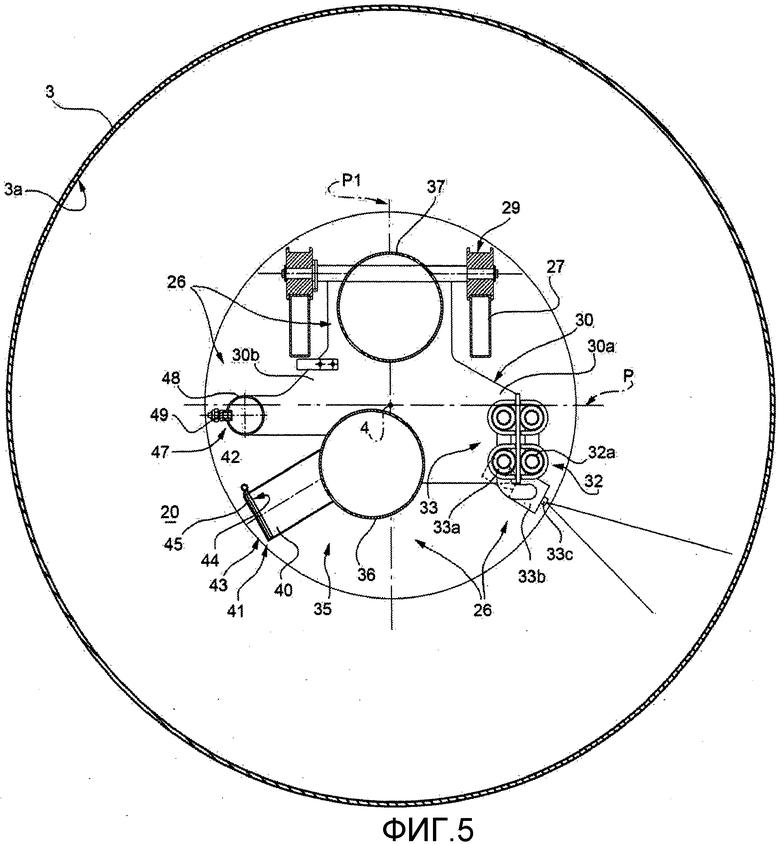
Фиг. 4, 5 и 6 - виды в сечении по IV-IV, V-V и VI-VI, соответственно, в увеличенном масштабе и с частями, удаленными для наглядности;
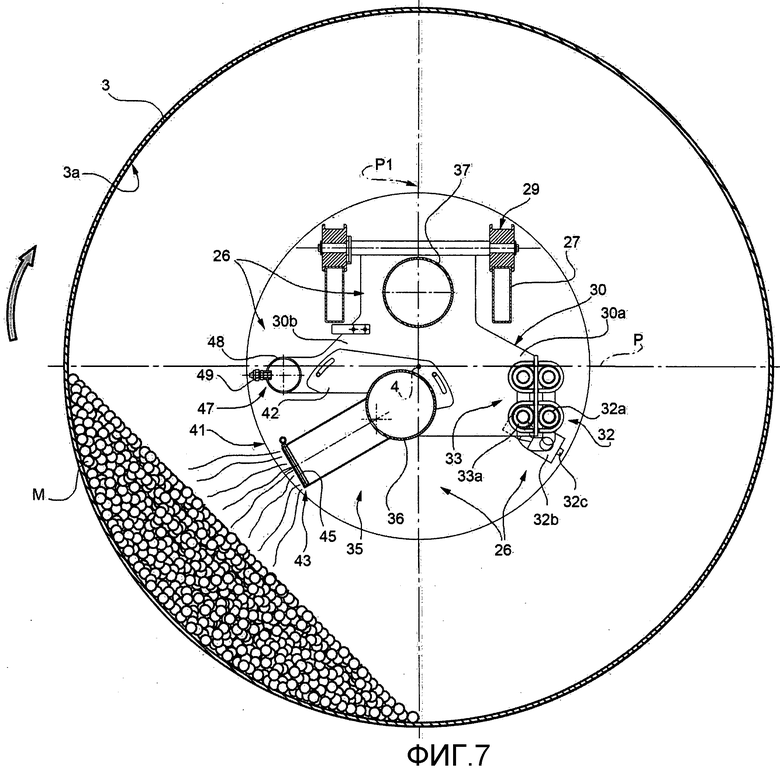
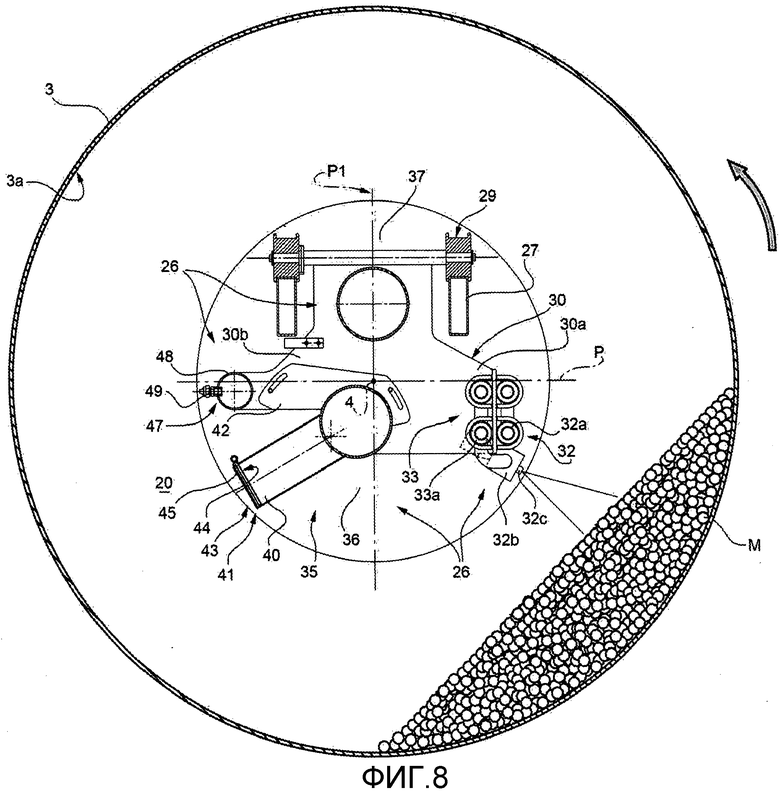
Фиг. 7 и 8 - виды, подобные Фиг. 4, машины и массы сердцевин, обрабатываемых в двух разных положениях обработки;
Фиг. 9 - увеличенный вид в сечении узла по Фиг. 1; и
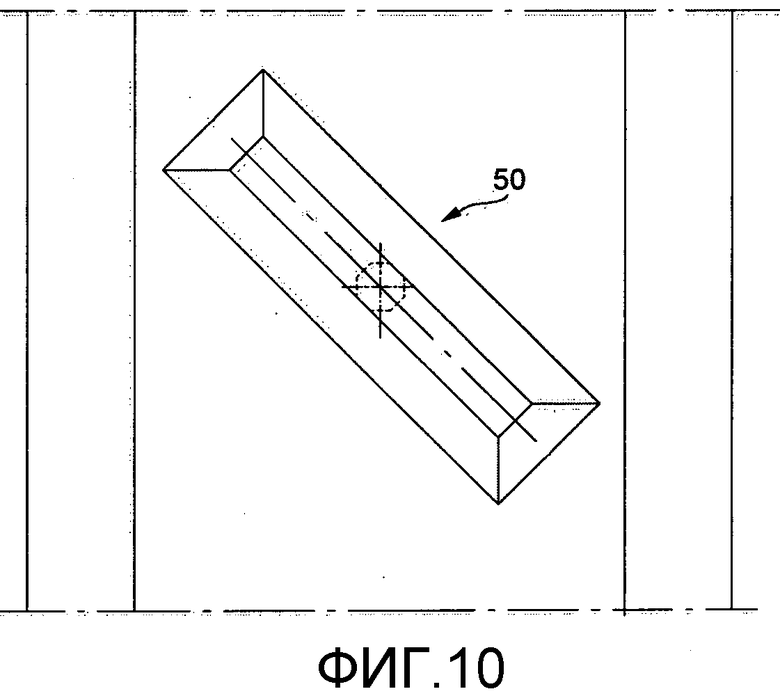
Фиг. 10 - вид в сечении по X-X на Фиг. 9.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 позицией 1 обозначена в целом машина для непрерывного покрытия сердцевин изделий, в частности кондитерских изделий. Машина 1 содержит поддерживающую структуру 2 и расположенный сверху полый барабан 3, имеющий свою собственную, по существу, горизонтальную ось 4. Поддерживающая структура 2 содержит неподвижное основание 5 и две пары 6 и 7 стоек, проходящих вверх от основания 5 и установленных на противоположных осевых сторонах барабана 3. С каждой парой 6, 7 стоек связано соответствующее структурное кольцо 8, 9, которое в данном случае является четырехугольным. Кольцо 8 шарнирно соединено со стойками 6 так, чтобы поворачиваться вокруг, по существу, горизонтальной шарнирной оси 11, перпендикулярной относительно оси 4 и пересекаемой самой осью 4, тогда как кольцо 9 неподвижно соединено со стойками 7.
Барабан 3 имеет две концевые соединительные манжеты 12 и 13, противоположные относительно друг друга и имеющие одну и ту же ось 4, причем манжета 12 соединена с кольцом 8 через посредство соответствующего упорного подшипника, неподвижно соединенного с самим кольцом 8, тогда как манжета 13 соединена с кольцом 9 посредством соответствующего упорного подшипника, положение которого относительно кольца 9 является регулируемым через посредство группы 15 подъемных устройств, расположенной между кольцом 9 и соответствующим упорным подшипником (Фиг. 3). Группа 15 подъемных устройств обеспечивает, в частности, возможность изменения наклона оси 4 барабана 3 относительно горизонтальной плоскости вокруг шарнирной оси 11.
Барабан 3 имеет возможность вращаться вокруг оси 4 под воздействием узла 16 преобразования движения, поддерживаемого кольцом 8 и соединенного под углом с соответствующим упорным подшипником через посредство передачи, удобным образом, зубчатого типа. Узел 16 преобразования движения содержит электродвигатель 18, который управляется посредством узла 19 оперативного управления для вращения барабана 3 вокруг оси 4 переменно-возвратным или непрерывным образом, как будет лучше описано в дальнейшем.
Еще раз со ссылкой на Фиг. 1, барабан 3 размещает внутри него кольцевой или полый в осевом направлении корпус 20, который спирально или винтообразно продолжается в осевом направлении, установлен во взаимодействии с внутренней поверхностью 3а барабана 3 и неподвижно соединен с самим барабаном 3 для разграничения, вместе с внутренней поверхностью 3а, множества кольцевых камер 22. Камеры 22 сообщены с другом посредством центрального прохода 23, который имеет общую ось 4 и, в свою очередь, сообщен с внешней частью через осевые отверстия 12а и 13а, ограниченные, соответственно, манжетами 12 и 13.
Ленточный транспортер 25, по сути известный и не описанный подробно, проходит через отверстие 12а для подачи массы М сердцевин, подлежащих обработке, в одну из камер 22. Подающий узел 26 проходит через отверстие 13а, взамен, в барабане 3, для подачи в каждую из камер 22 материалов, предусмотренных для покрытия сердцевин, подлежащих обработке, массы сушильного или обрабатывающего воздуха для сушки покрывающих материалов, когда они нанесены на сердцевины, и текучей среды для промывки барабана 3.
Подающий узел 26 содержит направляющий рельс 27, имеющий промежуточный участок 27а, который проходит в барабане 3 над и параллельно относительно горизонтальной плоскости Р, проходящей через ось 4, и два противоположных концевых участка 27b и 27с, которые выступают в осевом направлении снаружи барабана 3 и соединены, первый - со структурным кольцом 8, а второй - с поддерживающей стойкой 28, которая стоит на полу. Три каретки 29 соединены с рельсом 27, каждая из которых поддерживает ее собственную подвешенную раму 30, которая имеет форму, по существу, аналогичную Т, установленную в перевернутом положении с двумя противоположными горизонтальными плечами 30а и 30b (Фиг. 4 и 6).
Узел 26 дополнительно содержит два подающих устройства, обозначенных с помощью 32 и 33, для подачи, в данном случае, первого покрывающего материала на основе шоколада или другого покрывающего материала и второго покрывающего материала на основе сахарного сиропа. Каждое устройство 32, 33, в свою очередь, содержит соответствующую подающую трубу 32а и 33а, соединенную с концами горизонтальных плеч 30а, и, для по меньшей мере части камер 22, соответствующую подающую головку 32b, 33b, по сути известную и не описанную подробно, соединенную с соответствующей трубой 32а, 33а регулируемым образом на входе соответствующей камеры 22. Каждая подающая головка 32b и 33b имеет по меньшей мере одно соответствующее подающее сопло 32с, 33с, установленное ниже плоскости Р и на входе соответствующей камеры 22 для распыления материала, полученного из соответствующей трубы 32а, 33а, на внутреннюю поверхность 3а барабана 3 и, при использовании, на саму массу М материала, обрабатываемого в камере 22.
Узел 26 затем содержит устройство 35 для сушки распыленных покрывающих материалов; устройство 35 содержит общий проход 36 для ввода массы воздуха, общего для всех камер 22, и проход 37 для отвода воздуха, имеющегося в барабане 3, оба из которых неподвижно соединены с вышеуказанными рамами 30 и оба из которых представляют собой соответствующие участки, установленные в самом барабане 3, имеющем секцию, которая увеличивается к выходу 38 барабана 3.
Более подробно, проход 37 для отвода проходит в поднятом положении, по существу, вдоль рельса 27, тогда как проход 36 для ввода воздуха установлен в опущенном положении относительно прохода 37 для отвода и соединен с плечами 30b, по существу, на той же высоте, что и, но в положении, установленном латерально на расстоянии от, проходы 32а, 33а для подачи покрывающих материалов. Для каждой из камер 22, устройство 35 затем содержит соответствующий подающий проход 40, который имеет вход, сообщенный со входным проходом 36, и выход 41, ориентированный к внутренней поверхности 3а барабана 3 и установленный снова на противоположной стороне выходов сопел 32с, 33с относительно вертикальной плоскости Р1, проходящей через ось 4 барабана и перпендикулярной относительно плоскости Р, как можно видеть на Фиг. 4-6. Проходы 40 поддерживаются посредством их собственной крепежной конструкции 42, соединенной с рамами 30 регулируемым образом вокруг оси входного прохода 36 для того, чтобы обеспечивать возможность регулирования углового положения самого прохода 40 между двумя крайними угловыми положениями конца перемещения.
Вблизи соответствующего выхода 41, каждый подающий поход 40 поддерживает узел 43 кондиционирования и распределения для образования связанного сушильного воздушного потока, направленного на материал, имеющийся в соответствующей камере 22. В частности, каждый узел 43 содержит соответствующее устройство 44 кондиционирования (схематично показанное), независимое от других устройств 44 кондиционирования, для изменения температуры воздуха для сушки, вводимого в соответствующую камеру 22, и устройство 45 для распределения указанного сушильного воздушного потока. В конкретном описанном примере, распределительное устройство 45 содержит перфорированную разделительную стенку, которая может быть выбрана из множества разделительных стенок, которые отличаются друг от друга размерами, геометрией и распределением перфораций, для того, чтобы разделять и ориентировать поток воздуха, направляемый на соответствующую массу сердцевин, покрываемых разным образом.
В заключение, узел 26 содержит промывное устройство 47, которое, в свою очередь, содержит трубу 48 для входа промывной жидкости, соединенную с плечами 30b в положении, установленном вдоль входной трубы 36, и множеством сопел 49, обращенных к внутренней поверхности 3а и установленных, по существу, в горизонтальной плоскости Р.
С конкретной ссылкой на Фиг. 9 и 10, в каждой из камер 22 расположено кольцо перемешивающих лемехов 50, которые проходят к оси 4, начиная от внутренней поверхности 3а барабана 3, к которому присоединены лемехи 50 регулируемым образом, каждый посредством соответствующего выступающего регулируемого в угловом направлении устройства 51, которое может приводиться в действие с внешней стороны барабана 3 независимо от других устройств 51. Каждое устройство 51 содержит граненый поддерживающий штифт 52, который является шестигранным в конкретном описанном примере и один конец которого постоянно соединен с соответствующим лемехом 50 и проходит наружу барабана 3 через соответствующее отверстие и во втулке 55 снаружи самого барабана 3, и заканчивается маховиком 56 для вращения и расположения лемеха 50. Втулка 55 имеет участок с формой, соответствующей форме штифта 52, для установки и удерживания лемеха 50 во множестве предварительно установленных угловых положениях в соответствии с количеством и расположением граней, и имеет пару радиальных стопорных винтов 57 для блокировки, разъемным образом, штифта 52 таким образом, что он соединяется с соответствующим участком втулки 55.
Работа машины 1 теперь будет описана с учетом, для простоты объяснения, одной массы М сердцевин, подлежащих обработке, и начиная от состояния (показанного на Фиг. 1), где барабан 3 является неподвижным в его исходном или нерабочем положении, и масса М или слой сердцевин, подлежащих обработке, поданных посредством транспортера, расположен на дне второй из камер 22.
Начиная от указанного состояния, поддерживая массу в вышеупомянутой второй камере 22, узел 19 оперативного управления двигателя 18, исходя из программы перемещения/покрытия, хранящейся в блоке памяти самого узла 19, подает команду на двигатель 18, чтобы он вращал циклично и в течение заданного периода времени барабан 3 сначала в одном направлении вращения, например в направлении против часовой стрелки (Фиг. 8), на заданный угол, условно равный или меньше чем 180°, и затем в противоположном направлении (по часовой стрелке на Фиг. 7) на угол, равный или сравнимый с предыдущим. Во время указанного переменно-возвратного цикличного вращения барабана 3, масса М сердцевин перемещается, располагая себя снова циклично в двух разных угловых крайних положениях, которые направлены друг к другу и установлены симметрично на противоположных сторонах вертикальной плоскости Р1, как можно видеть на Фиг. 7 и 8. Снова во время вращения, будь то в одном направлении или в другом, сердцевины, в результате вращения барабана 3 и совместных действий лемехов 50 и стенок, ограничивающих камеру 22, непрерывно перемешиваются и постепенно принимают положения, направленные к подающим головкам 32b и 33b и выходам 41 проходов 40.
Одновременно, с вращением барабана 3 в направлении против часовой стрелки, через подающую головку 32b, соответствующую камере 22, в которой расположены сердцевины, материал на основе шоколада распыляется на сердцевины. Как только установленный угол вращения был достигнут, узел 19 оперативного управления воздействует на двигатель 18 и реверсирует направление вращения барабана 3, вызывая перемешивание сердцевин, противоположно первому. Перемешивание в одном направлении и в другом содействует сцеплению покрывающего материала с сердцевинами и образованию первого слоя по меньшей мере частичного покрытия сердцевин. Как только исходное или нерабочее положение барабана 3 было превышено, сердцевины, покрытые покрывающим материалом, ранее распыленным, подвергаются потоку обрабатывающего воздуха, ранее заданного как относительно температуры, так и относительно распределения посредством воздействия на соответствующий узел 43 (Фиг. 7). Поданный поток воздуха воздействует на сердцевины и вызывает постепенное отвердевание и стабилизацию материала, имеющегося на самих сердцевинах. Так как все сердцевины непрерывно перемешиваются, также на этой стадии вращения по часовой стрелке, снова в качестве результата совместного действия лемехов 50 и стенок, ограничивающих камеру 22, отвердевание и стабилизация покрывающего материала являются равномерными по всей массе сердцевин.
Операции цикличного вращения барабана 3 в противоположных направлениях, а также обе или только одна из операций распыления и/или сушки, описанных выше, циклично повторяются в течение заданного периода времени таким образом, что весь поданный покрывающий материал в итоге наносится на сердцевины. В соответствии с материалом, подлежащим покрытию, типом покрывающего материала и толщиной слоя, подлежащего выполнению на сердцевинах, может быть необходимым выполнить операции распыления и сушки в разное время и/или с разными потоками воздуха для сушки или просто поддержать частично покрытые сердцевины в относительном движении и в регулируемой атмосфере. По этой причине, как только завершена обработка в одной из камер 22, барабан 3 вращается только в одном направлении на 360°, и масса М подается на один шаг и перемещается в соседнюю камеру 22, где, снова одновременно с дополнительной стадией цикличного качания барабана 3, выполняется дополнительная обработка сердцевин, как описано ранее. Чередование стадии цикличного качания со стадией продвижения на один шаг продолжается до тех пор, пока не получится первый равномерный слой требуемой толщины, при участии блока или последовательности камер 22, которые могут отличаться процессом покрытия друг от друга.
Независимо от количества использующихся камер 22, как только образование первого слоя было завершено, барабан 3 снова вращается только в одном направлении вращения на угол 360°, и покрытые сердцевины перемещаются посредством дополнительной стадии и передаются в соседнюю камеру 22, в которой начинается второе покрытие сахарным сиропом. Как и в случае покрытия первым материалом, также покрытие указанным вторым материалом выполняется посредством чередования одной или более стадий цикличного качания барабана 3 с одной или более стадиями последовательной подачи сердцевин, выполняя, во время одной или более стадий цикличного качания, операцию распыления второго покрывающего материала во время вращения против часовой стрелки барабана 3 и операцию сушки во время его вращения по часовой стрелке. Как и в случае образования первого слоя, операция образования второго слоя также может, в соответствии со случаями, привлекать одну камеру 22 или блок соседних камер 22.
Всякий раз, когда завершается стадия процесса покрытия сахаром, барабан 3 снова вращается только в одном направлении на 360°, и покрытые сердцевины подаются на один шаг, и так далее, до тех пор, пока они не достигнут выхода 38 барабана 3 и не выйдут из машины.
Из практических экспериментальных испытаний было возможным проверить то, что конструкционные характеристики машины 1 и, в частности, факт обеспечения барабана с кольцевыми камерами, установленными рядом друг с другом, и вращения самого барабана 3 циклично в противоположных в угловом отношении направлениях в течение заданного периода времени до передачи сердцевин в следующую обрабатывающую камеру ограничивает, по сравнению с известными решениями, качение сердцевин, обрабатываемых внутри барабана 3 и, следовательно, какое-либо трение сердцевин либо о внутренние поверхности барабана 3 и корпуса 20, либо друг о друга, таким образом, существенно уменьшая какое-либо разрушение и нежелательное образование крошек и порошка, независимо от материала, образующего сердцевины, включая, в частности, ломкие, и независимо от геометрии самих сердцевин.
Дополнительно, цикличное вращение в противоположных направлениях барабана 3 во время стадии покрытия обеспечивает возможность изменения, по сравнению с известными решениями, в которых барабан вращается только в одном направлении, относительного положения подающих головок 32b и 33b и соответствующих выходов 41 прохода для подачи воздуха для сушки, таким образом, предотвращая вышеуказанное взаимодействие между подаваемым материалом и воздушным потоком для сушки. В действительности, в машине 1, во время качания барабана 3, масса сердцевин последовательно размещается в двух разных положениях, соответствующих двум разным и противоположным направлениям вращения, и это обеспечивает возможность подачи покрывающего материала и сушильного воздушного потока в двух расходящихся направлениях, по существу, противоположных друг другу. Таким образом, покрывающий материал не засоряет выходы для воздуха для сушки, и сам воздух для сушки не нарушает действие распыления покрывающего материала, в результате чего обе регулировки значительно облегчаются.
В описанной машине 1, узлы 43 кондиционирования и распределения, установленные на выходах каждого из подающих походов 40, обеспечивают возможность, в каждой из камер 22, получения заданного сушильного воздушного потока, который является конкретным для отдельной камеры и является независимым от потоков других камер 22. Таким образом, каждая камера 22, вместе с ее подающей головкой 32b и 33b и с ее проходом 40 для подачи воздуха, является, практически, эквивалентной одной или независимой вращающейся ванне для нанесения покрытия.
Что касается конструкционного аспекта, то в сравнении с известными техническими решениями, вышеописанная машина 1 является очень простой, использует один двигатель и, прежде всего, не включает в себя элементы, соединенные друг с другом герметичным образом и подвижные относительно друг друга, для ограничения камер.
В заключение, описанная машина 1 является легкой для очистки, и значительное угловое качание в противоположных направлениях барабана 3 существенно способствует операциям очистки, что, с другой стороны, не требует какого-либо извлечения составных элементов внутри барабана.
Из вышеприведенного описания четко является понятным, как модификации и изменения могут быть выполнены относительно описанных машины 1 и способа, таким образом, не выходя за область защиты, определенную независимыми пунктами формулы изобретения.
В частности, барабан 3 может содержать количество камер 22, отличное от показанного в качестве примера, и подающие устройства, отличные от показанных. В частности, машина может содержать количество подающих устройств, отличное от показанного в случае, когда было бы достаточным подать только один покрывающий материал или больше, чем два покрывающих материала.
В заключение, из вышеприведенного описания четко является понятным, как описанные машина и способ могут применяться для любого изделия и всякий раз, когда имеет место проблема предотвращения раскрашивания и, в общем смысле, повреждение, трение или отслаивание изделий, подлежащих покрытию.




Изобретение относится к способу и машине для непрерывного покрытия сердцевин кондитерских изделий. Способ включает стадии подачи массы сердцевин, подлежащих обработке, и по меньшей мере одного покрывающего материала в одну из указанных камер и покрытия указанных сердцевин указанным покрывающим материалом посредством манипулирования ими в указанной камере. Указанный барабан содержит спирально продолжающийся корпус, постоянно прикрепленный к указанному барабану для образования вместе с барабаном указанных камер. Манипулирование указанными сердцевинами в одной из указанных камер включает стадию углового и цикличного качания указанного барабана в противоположных направлениях вокруг указанной шарнирной оси, удерживая массу, подлежащую обработке, в указанной обрабатывающей камере. Указанное угловое и цикличное качание в противоположных направлениях осуществляют так, чтобы циклично перемещать и располагать указанную массу, подлежащую обработке, в двух разных взаимно обращенных угловых положениях. Машина содержит по меньшей мере один полый барабан, имеющий шарнирную ось и содержащий внутри множество обрабатывающих камер, сообщенных друг с другом, приводной двигатель для вращения указанного барабана вокруг указанной оси, первое подающее средство для подачи массы указанных сердцевин, подлежащих обработке, в одну из указанных камер, и второе подающее средство для подачи в указанную камеру по меньшей мере одного покрывающего материала для покрытия указанных сердцевин. Дополнительно она содержит спирально продолжающийся корпус, расположенный в указанном барабане и постоянно прикрепленный к указанному барабану для образования вместе с барабаном указанных камер. При этом обеспечен командный и управляющий узел указанного двигателя для вращения указанного барабана с угловым и цикличным качанием в противоположных направлениях вокруг указанной шарнирной оси, удерживая массу, подлежащую обработке, в указанной обрабатывающей камере. Дополнительно машина содержит третье подающее средство для подачи в указанный барабан массы воздуха, общего для всех из указанных камер, нагнетающие средства для создания в каждой из указанных камер соответствующего обрабатывающего воздушного потока и средства изменения для каждой из указанных камер характеристик указанного соответствующего сушильного воздушного потока. Указанные средства изменения характеристик сушильного воздушного потока содержат для каждой из указанных камер соответствующий узел кондиционирования, расположенный во входе указанной соответствующей камеры. Изобретение обеспечивает способ и машину для непрерывного покрытия сердцевин кондитерских изделий без повреждения, трения или отслаивания указанных изделий, подлежащих покрытию. 2 н. и 12 з.п. ф-лы, 10 ил.
1. Способ непрерывного покрытия сердцевин кондитерских изделий в машине для покрытия, содержащей по меньшей мере один полый барабан, вращающийся вокруг его шарнирной оси и имеющий внутри множество обрабатывающих камер, сообщенных друг с другом, и каждая выполненная с возможностью размещения соответствующей массы сердцевин, подлежащих обработке, при этом способ включает стадии подачи массы сердцевин, подлежащих обработке, и по меньшей мере одного покрывающего материала в одну из указанных камер и покрытия указанных сердцевин указанным покрывающим материалом посредством манипулирования ими в указанной камере, отличающийся тем, что указанный барабан содержит спирально продолжающийся корпус, постоянно прикрепленный к указанному барабану для образования вместе с барабаном указанных камер, а манипулирование указанными сердцевинами в одной из указанных камер включает стадию углового и цикличного качания указанного барабана в противоположных направлениях вокруг указанной шарнирной оси, удерживая массу, подлежащую обработке, в указанной обрабатывающей камере, причем указанное угловое и цикличное качание в противоположных направлениях осуществляют так, чтобы циклично перемещать и располагать указанную массу, подлежащую обработке, в двух разных взаимно обращенных угловых положениях.
2. Способ по п.1, отличающийся тем, что указанные угловые положения являются, по существу, симметричными вертикальной плоскости, проходящей через указанную шарнирную ось.
3. Способ по п.1 или 2, отличающийся тем, что во время указанного углового и цикличного качания указанный барабан вращается в одном направлении или в другом направлении вокруг указанной шарнирной оси на угол, составляющий, по существу, сто восемьдесят градусов.
4. Способ по п.3, отличающийся тем, что он включает дополнительную стадию переноса покрывающего продукта к указанной массе сердцевин, когда масса расположена в одном из указанных двух угловых положений, и подачи сушильного воздушного потока к указанной массе сердцевин, когда масса расположена в другом из указанных двух положений.
5. Способ по п.4, отличающийся тем, что подача указанного сушильного воздушного потока включает стадии введения в указанный барабан массы воздуха, общего для всех из указанных камер, и изменения для каждой из указанных камер характеристик указанной массы воздуха так, чтобы подавать в каждую из указанных камер соответствующий предназначенный для нее сушильный воздушный поток, имеющий идентичные или другие характеристики относительно сушильных воздушных потоков, поданных в другие камеры.
6. Способ по п.5, отличающийся тем, что изменение указанной массы воздуха осуществляют возле входа в каждую из указанных камер и независимым образом от камеры к камере.
7. Способ по п.5 или 6, отличающийся тем, что изменение указанной массы воздуха включает стадии установки для каждой из указанных камер соответствующей температуры, геометрии или распределения указанного соответствующего сушильного воздушного потока.
8. Способ по п.1, отличающийся тем, что в каждой из указанных камер создают вихревое перемешивающее перемещение указанной массы сердцевин путем обеспечения по меньшей мере одного барьера в каждой из указанных камер.
9. Способ по п.8, отличающийся тем, что указанное вихревое перемещение изменяется в каждой из указанных камер, при этом изменение указанного вихревого перемещения в одной из указанных камер выполняется независимым образом от изменения в других камерах.
10. Способ по п.9, отличающийся тем, что указанное вихревое перемещение изменяется посредством изменения положения по меньшей мере одного лемеха, расположенного в каждой из указанных камер и качающегося вокруг указанной шарнирной оси вместе с указанным барабаном.
11. Способ по п.1, отличающийся тем, что указанный барабан вращается только в одном направлении вращения в конце указанной стадии углового и цикличного качания, пока масса сердцевин, обработанных в указанной камере, не поступит в соседнюю обрабатывающую камеру.
12. Машина для непрерывного покрытия сердцевин кондитерских изделий, содержащая по меньшей мере один полый барабан, имеющий шарнирную ось и содержащий внутри множество обрабатывающих камер, сообщенных друг с другом, приводной двигатель для вращения указанного барабана вокруг указанной оси, первое подающее средство для подачи массы указанных сердцевин, подлежащих обработке, в одну из указанных камер, и второе подающее средство для подачи в указанную камеру по меньшей мере одного покрывающего материала для покрытия указанных сердцевин, отличающаяся тем, что она дополнительно содержит спирально продолжающийся корпус, расположенный в указанном барабане и постоянно прикрепленный к указанному барабану для образования вместе с барабаном указанных камер, и при этом обеспечен командный и управляющий узел указанного двигателя для вращения указанного барабана с угловым и цикличным качанием в противоположных направлениях вокруг указанной шарнирной оси, удерживая массу, подлежащую обработке, в указанной обрабатывающей камере, при этом машина дополнительно содержит третье подающее средство для подачи в указанный барабан массы воздуха, общего для всех из указанных камер, нагнетающие средства для создания в каждой из указанных камер соответствующего обрабатывающего воздушного потока и средства изменения для каждой из указанных камер характеристик указанного соответствующего сушильного воздушного потока, причем указанные средства изменения характеристик сушильного воздушного потока содержат для каждой из указанных камер соответствующий узел кондиционирования, расположенный во входе указанной соответствующей камеры.
13. Машина по п.12, отличающаяся тем, что указанные средства изменения содержат для каждой из указанных камер соответствующий узел распределения указанного потока, расположенный во входе указанной соответствующей камеры.
14. Машина по п.12 или 13, отличающаяся тем, что она дополнительно содержит для каждой из указанных камер по меньшей мере один перемешивающий лемех в указанном барабане и регулирующие средства для изменения положения указанного лемеха относительно указанного барабана.
| Способ записи цифровой информации на магнитный носитель записи | 1987 |
|
SU1508278A1 |
| Устройство для нанесения оболочекНА лЕКАРСТВЕННыЕ фОРМы | 1979 |
|
SU848029A1 |
| Способ отработки блока горной породы | 1982 |
|
SU1057686A1 |
| US 2007275163 A1, 29.11.2007 | |||

