Изобретение относится к технологии машиностроения к обработке материалов резанием, в частности к обработке иглофрезерованием заготовок из металлов.
Известна цилиндрическая щетка, содержащая установленную на корпусе обойму с цилиндрическими гнездами, в каждом из которых размещен стакан с пучком ворса, и упругий элемент, расположенный под стаканами и контактирующий с корпусом, при этом стаканы установлены в гнездах свободно, каждое гнездо на внутренней поверхности имеет кольцевую проточку, а на наружной поверхности стакана выполнен кольцевой выступ, ширина которого меньше ширины проточки гнезда, причем упругие элементы размещены в канавках корпуса, а на упругих элементах смонтированы отражатели [1].
Известная цилиндрическая щетка не позволяет производить резание неровностей значительной глубины, не позволяет управлять усилием прижатия пучков ворса к обрабатываемой поверхности, т.е. не позволяет управлять глубиной резания, что снижает производительность и качество обработки.
Задача изобретения - расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом обрабатываемой поверхности, интенсификация процесса путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности за счет использования специальной конструкции иглофрезы.
Поставленная задача решается с помощью предлагаемой иглофрезы, содержащей корпус с гнездами, на внутренней поверхности имеющими выточку, в каждом из которых свободно размещен стакан с пучком ворса, на наружной поверхности имеющий буртик, ширина которого меньше ширины выточки, и крышку, при этом корпус жестко закреплен на шпинделе и выполнен в виде диска с радиально расположенными гнездами, в поперечном сечении представляющими собой прямоугольник с закругленными углами, и стаканы имеют форму, ответную форме гнезда, причем иглофреза дополнительно снабжена неподвижной опорой в виде трубы, коаксиально расположенной относительно шпинделя, на которой в пазу установлен кулачок, контактирующий с днищем стакана, при этом на периферийной поверхности диска установлено кольцо с отверстиями для пучков ворса.
Особенности конструкции иглофрезы поясняются чертежами.
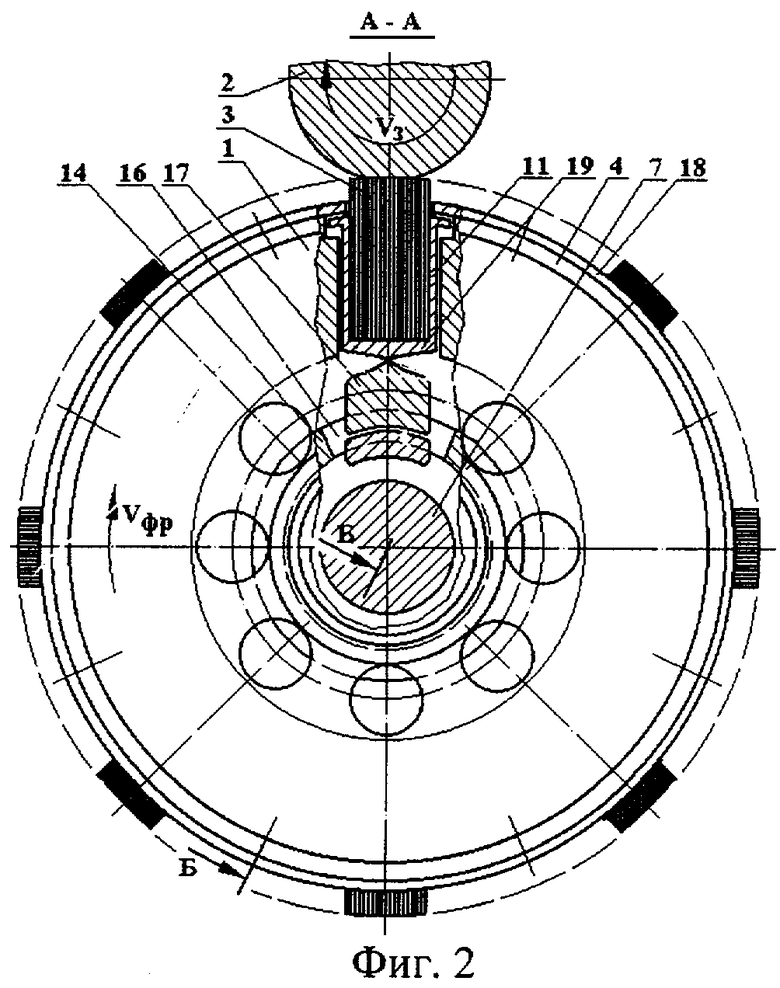
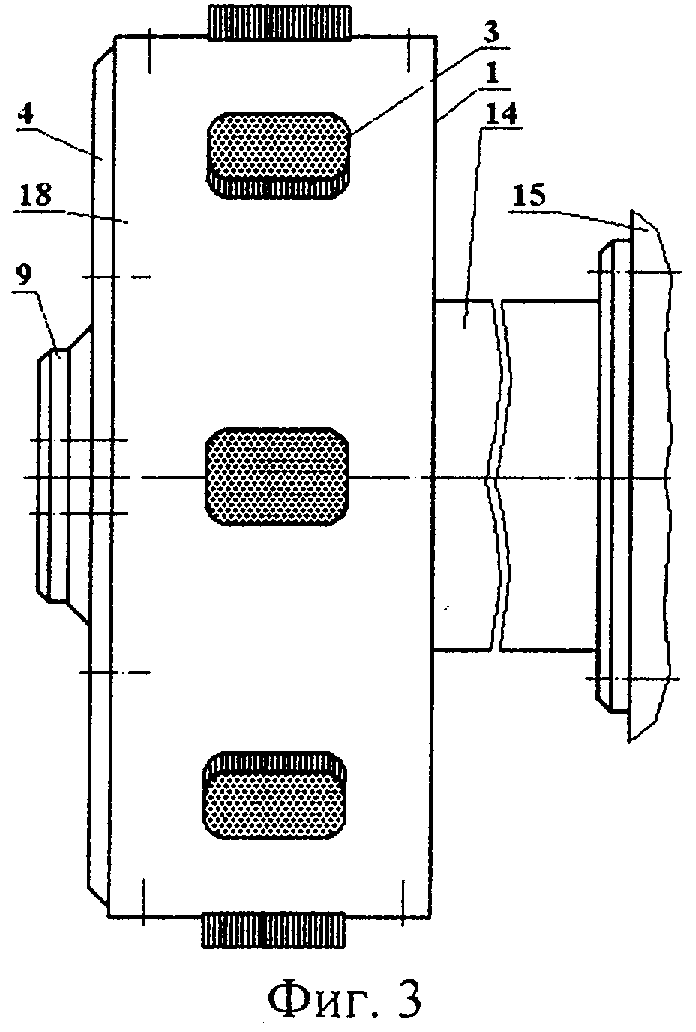
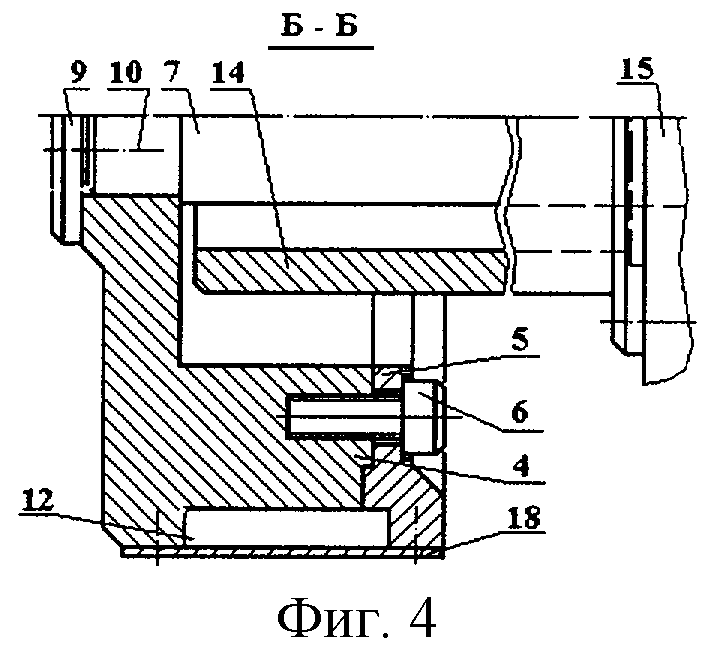
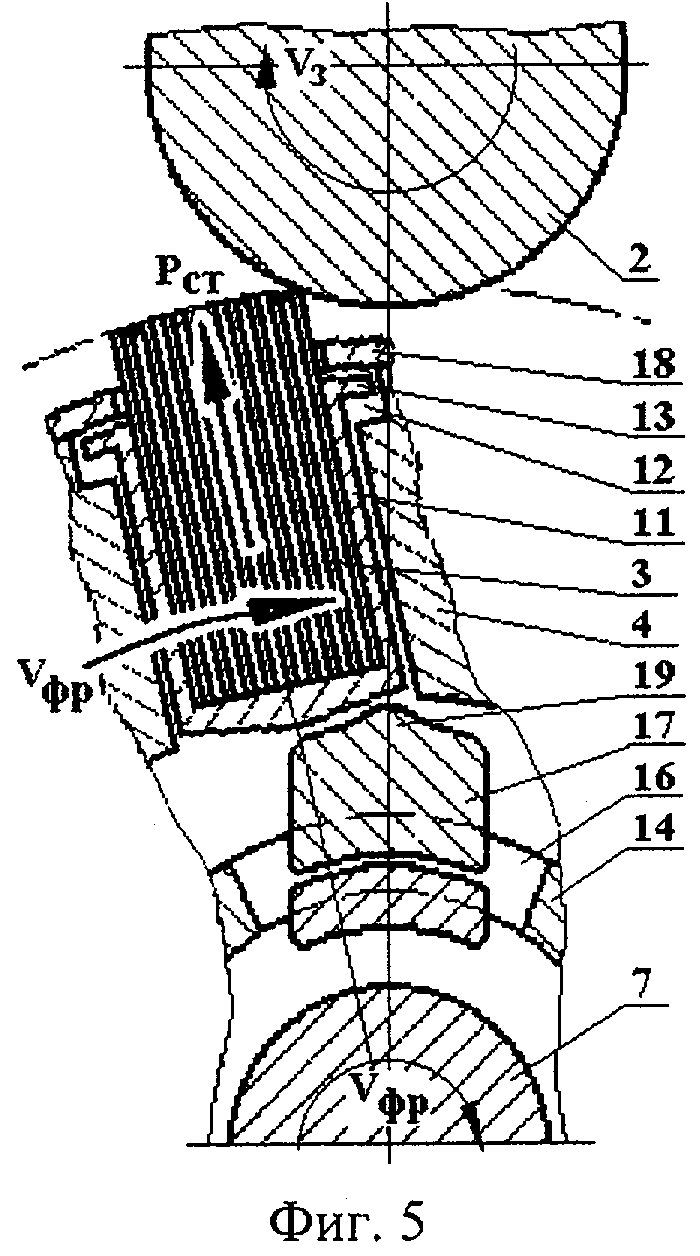
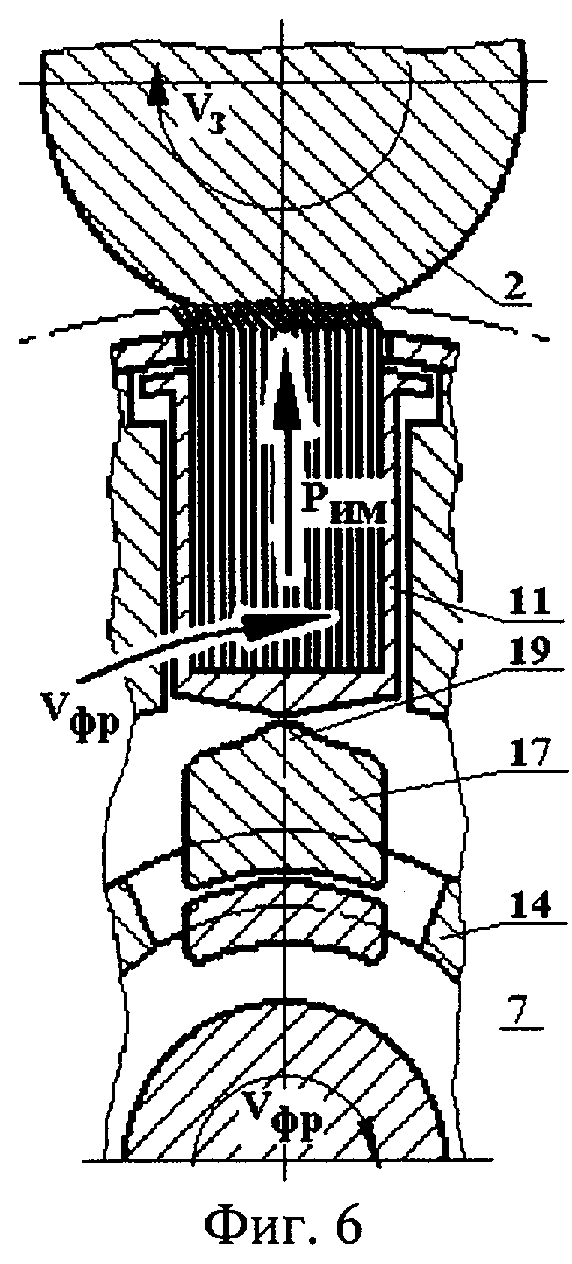
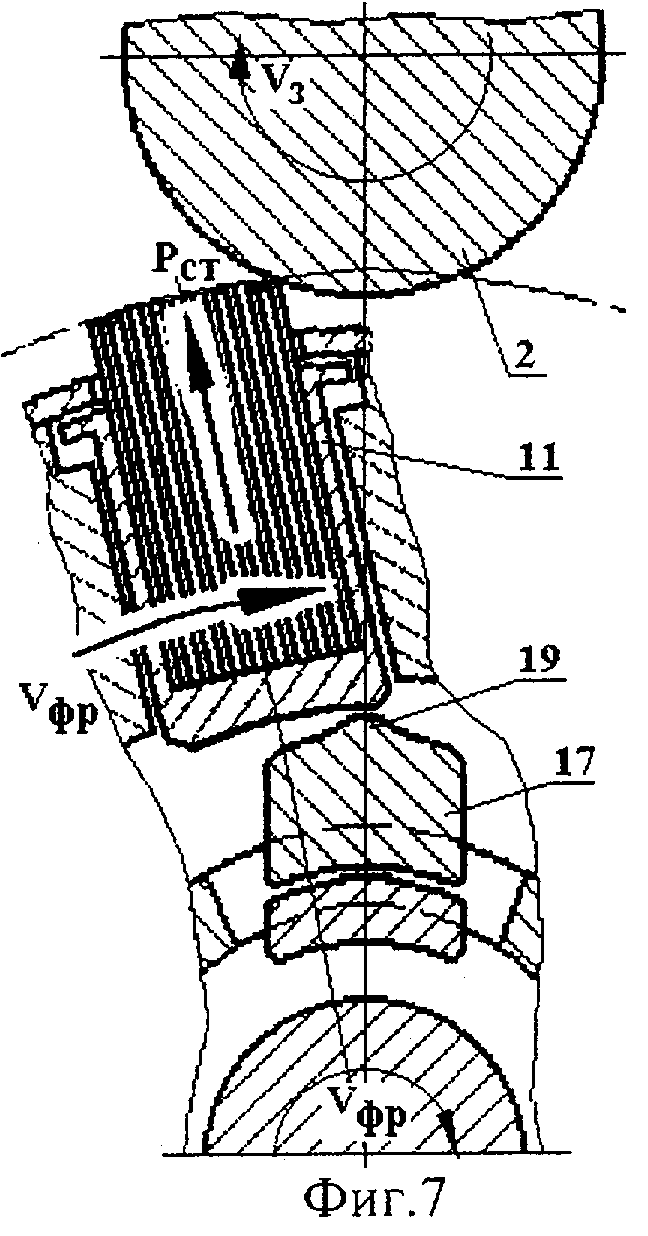
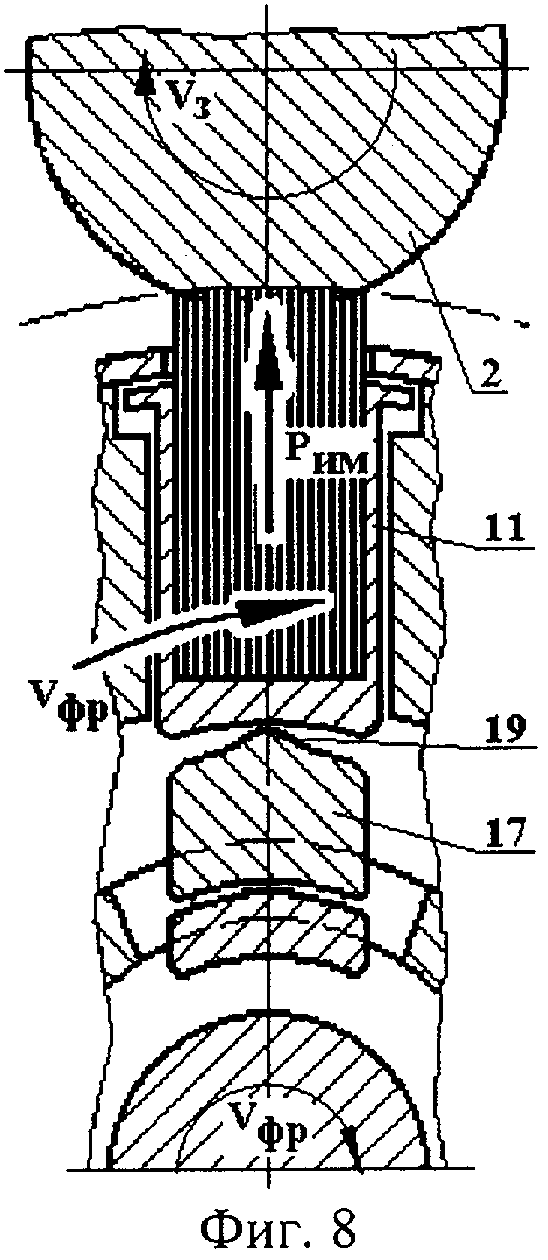
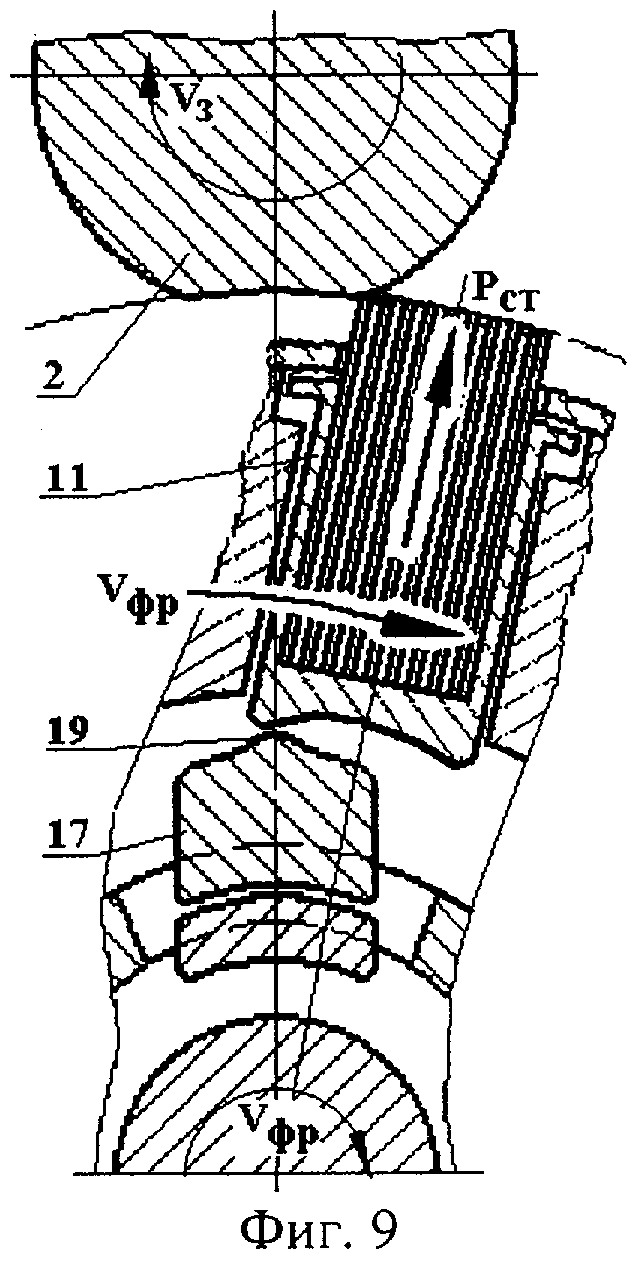
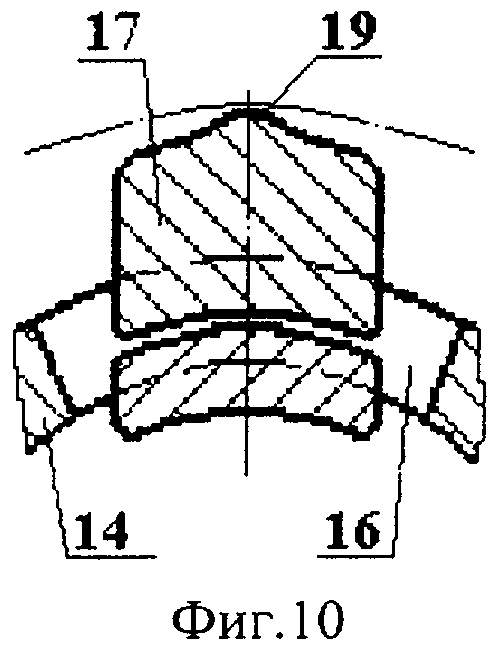
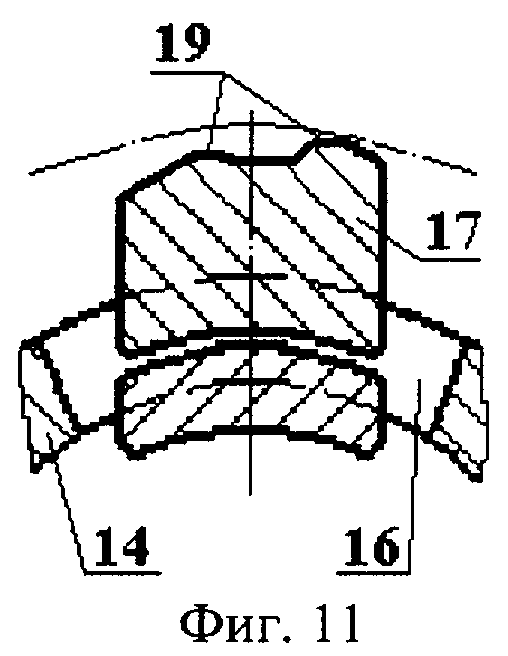
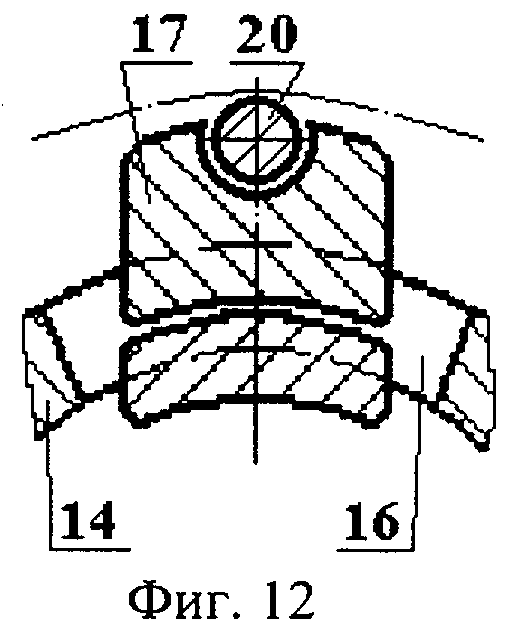
На фиг.1 представлена предлагаемая иглофреза, продольный разрез и схема обработки заготовки - вала; на фиг.2 - общий вид слева и частичный разрез по А-А на фиг.1; на фиг.3 - общий вид иглофрезы; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - положение стакана с выпуклым днищем в момент набегания и касания пучком ворса обрабатываемой заготовки; на фиг.6 - положение стакана с выпуклым днищем в момент импульсной ударной радиальной подачи, обеспечивающей резание с максимальным упрочнением; на фиг.7 - положение стакана с вогнутым днищем в момент набегания и касания пучком ворса обрабатываемой заготовки с одновременным касанием днищем стакана рабочей поверхности кулачка; на фиг.8 - положение стакана с вогнутым днищем, обеспечивающее резание; на фиг.9 - положение стакана с вогнутым днищем в момент выхода пучка ворса из зоны контакта с обрабатываемой заготовкой с одновременным выходом из зоны касания днища стакана с рабочей поверхностью кулачка; на фиг.10 - одноступенчатая рабочая поверхность кулачка, обеспечивающая одноимпульсную радиальную подачу стакана с пучком ворса; на фиг.11 - двухступенчатая рабочая поверхность кулачка, обеспечивающая двухимпульсную радиальную подачу стакана с пучком ворса; на фиг.12 - кулачок с роликом на рабочей поверхности, позволяющий уменьшить износ трущихся поверхностей стакана и кулачка.
Предлагаемая иглофреза 1 служит для обработки периферией заготовок типа тел вращения 2 и плоских поверхностей заготовок со статико-импульсным нагружением пучков ворса 3, позволяющая не только резать, но и упрочнять обработанную поверхность.
Иглофреза 1 содержит корпус 4 в виде диска и крышку 5, скрепленные болтами 6. В корпусе 4 выполнены радиально расположенные гнезда, которые в поперечном сечении совместно с крышкой 5 представляют собой прямоугольник с закругленными углами. Корпус 4 жестко закреплен на шпинделе 7, например, с помощью шпонки 8, шайбы 9 и болтов 10.
В каждом гнезде свободно размещен стакан 11 с пучком ворса 3, при этом на внутренней поверхности гнезда имеется выточка 12, а на наружной поверхности стакана выполнен буртик 13, ширина которого меньше ширины выточки 12. Стаканы 11 имеют в поперечном сечении форму, ответную форме гнезда.
Иглофреза 1 дополнительно снабжена неподвижной опорой в виде трубы 14, которая коаксиально расположена относительно шпинделя 7 и закреплена на корпусе 15 индивидуального привода фрезы (не показан). В пазу 16 трубы 14 установлен кулачок 17, контактирующий с днищем стакана 11. Рабочая часть кулачка 17, которая контактирует с днищем стакана 11, может иметь различный профиль, а от его местоположения на трубе зависит эффективность обработки.
Для удержания стаканов от выпадения под действием центробежной силы при вращении на периферийной поверхности иглофрезы установлено кольцо 18 с отверстиями для пучков ворса.
Так как стаканы с пучками ворса свободно расположены в радиальных отверстиях корпуса, то благодаря действию центробежной силы, возникающей при вращении иглофрезы со скоростью Vфр, создается статическая нагрузка Рст, воздействующая на стакан с пучком ворса по нормали на обрабатываемую поверхность заготовки (см. фиг.5). Изменением скорости вращения иглофрезы Vфр управляют статической нагрузкой Рст и эффективностью обработки.
Как только пучок ворса касается обрабатываемой поверхности и под действием силы Рст первоначально ворсинки начинают отклоняться от своей продольной оси ввиду малой жесткости, в это время стакан набегает на кулачок, т.е. днище стакана оказывается в зоне расположения кулачка. Действию силы Рст будет противодействовать сила упругой жесткости пучка ворса, возрастающей с увеличением зоны контакта иглофрезы с заготовкой. Если при этом окажется, что прочность материала заготовки меньше силы Рст, то начнется резание. Если наоборот, то стакан с пучком ворса получит движение в сторону продольной оси иглофрезы, не начиная резание. Во всяком случае, стакан с пучком ворса получит движение в сторону продольной оси иглофрезы.
Однако стакан, находясь в зоне расположения кулачка 11, в результате воздействия выступа 19 рабочей поверхности кулачка 17 на днище стакана, изменит свое направление движения на противоположное и начнет двигаться от продольной оси иглофрезы. Стакан с пучком ворса и выпуклым днищем получает импульсную ударную радиальную подачу с усилием Рим, обеспечивающую резание с максимальным упрочнением (см. фиг.6). При нахождении стакана с пучком ворса на выступе кулачка производится эффективное резание со снятием максимального припуска и максимальным упрочнением.
От конфигурации профилей кулачка и днища стаканов и их сочетания зависит эффективность обработки и качество обработанной поверхности.
Так, например, выпуклый профиль днища стакана, контактирующий с выпуклым одноступенчатым кулачком, способствует помимо эффективного резания максимальному упрочнению поверхностного слоя (фиг.5-6), а вогнутый профиль днища стакана, контактирующий с выпуклым одновершинным кулачком, способствует только эффективному резанию (фиг.7-9). Двухступенчатый (фиг.11) выпуклый рабочий профиль кулачка позволяет добиться большего эффекта упрочнения обработанного поверхностного слоя по сравнению с одноступенчатым кулачком (фиг.10). Оптимального сочетания конфигурации профилей кулачка и днища стаканов для каждого конкретного случая добиваются опытным путем.
Если позволяют габариты конструкции иглофрезы, на кулачке устанавливают ролик 20 с целью снижения силы трения скольжения, вызывающего большой износ рабочих поверхностей кулачка и днища стакана (фиг.12). Ролик 20 позволяет уменьшить силу трения, заменив ее на трение качения.
Предлагаемая иглофреза работает следующим образом.
При обработке, например, заготовки - вала на токарном станке ее закрепляют в трехкулачковом самоцентрирующем патроне и поджимают центром задней бабки, как при традиционном точении валов. Заготовке дают вращательное движение Vз, иглофрезе, установленной на шпинделе специальной головки с индивидуальным приводом фрезы, смонтированной на суппорте токарного станка, дают также вращательное движение со скоростью Vфр, устанавливают глубину резания и включают продольную подачу Sпр.
В результате вращения центробежная сила Рст, действующая на стаканы с пучками ворса, создает ударный импульс, воздействующий на обрабатываемую поверхность. Ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы, которая деформирует пучок ворса и начинает процесс резания. При дальнейшем вращении иглофрезы и набегании стакана на рабочий выступ кулачка формируется импульсная ударная радиальная подача с усилием Рим, которая интенсифицирует процесс резания и упрочняет поверхностный обрабатываемый слой.
Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Глубина упрочненного слоя, обработанного предлагаемой иглофрезой, достигает 0,5...1,5 мм. Наибольшая степень упрочнения составляет 15...30%.
Пример. Для оценки параметров качества поверхностного слоя, обработанного и упрочненного предлагаемой иглофрезой, проведены экспериментальные исследования обработки вала. Значения технологических факторов (частоты ударов, радиус инструмента, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического воздействия инструмента на обрабатываемую поверхность составляла Рст≥25...40 Н; Римп=255...400 Н. Заготовки из стали 40Х; исходная твердость «сырых» образцов - HV 270...280. Глубина упрочненного статико-импульсной обработкой слоя составила 0,9...1,2 мм.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного-пластического деформирования.
Достигаемая в процессе обработки предлагаемой иглофрезой предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Микровибрации в процессе, реализуемом предлагаемой иглофрезой, благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование срезаемой стружки и упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При данном прерывистом резании режущая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Таким образом, предлагаемая иглофреза позволяет расширить технологические возможности за счет управления глубиной срезаемого слоя и микрорельефом обрабатываемой поверхности, интенсифицировать процесс путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности.
Источники информации, принятые во внимание
1. А.с. СССР 824969, МКИ3 А 46 В 7/10. Цилиндрическая щетка. Берков Б.В. 2809273-12; 08.08.79; 30.04.81. Бюл. №16 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| ИГЛОФРЕЗА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2005 |
|
RU2290280C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2290279C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320460C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
Изобретение относится к области технологии машиностроения, обработке материалов резанием. Иглофреза содержит корпус с имеющими выточку на внутренней поверхности гнездами, в каждом из которых свободно размещен стакан с пучком ворса, на наружной поверхности имеющий буртик, ширина которого меньше ширины выточки, и крышку. Для расширения технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом обработанной поверхности корпус жестко закреплен на шпинделе и выполнен в виде диска с радиально расположенными гнездами с поперечным сечением в виде прямоугольника с закругленными углами, а стаканы имеют форму, ответную форме гнезда, причем иглофреза дополнительно снабжена неподвижной опорой в виде трубы, коаксиально расположенной относительно шпинделя, на которой в пазу установлен кулачок, контактирующий с днищем стакана. При этом на периферийной поверхности диска установлено кольцо с отверстиями для пучков ворса. 12 ил.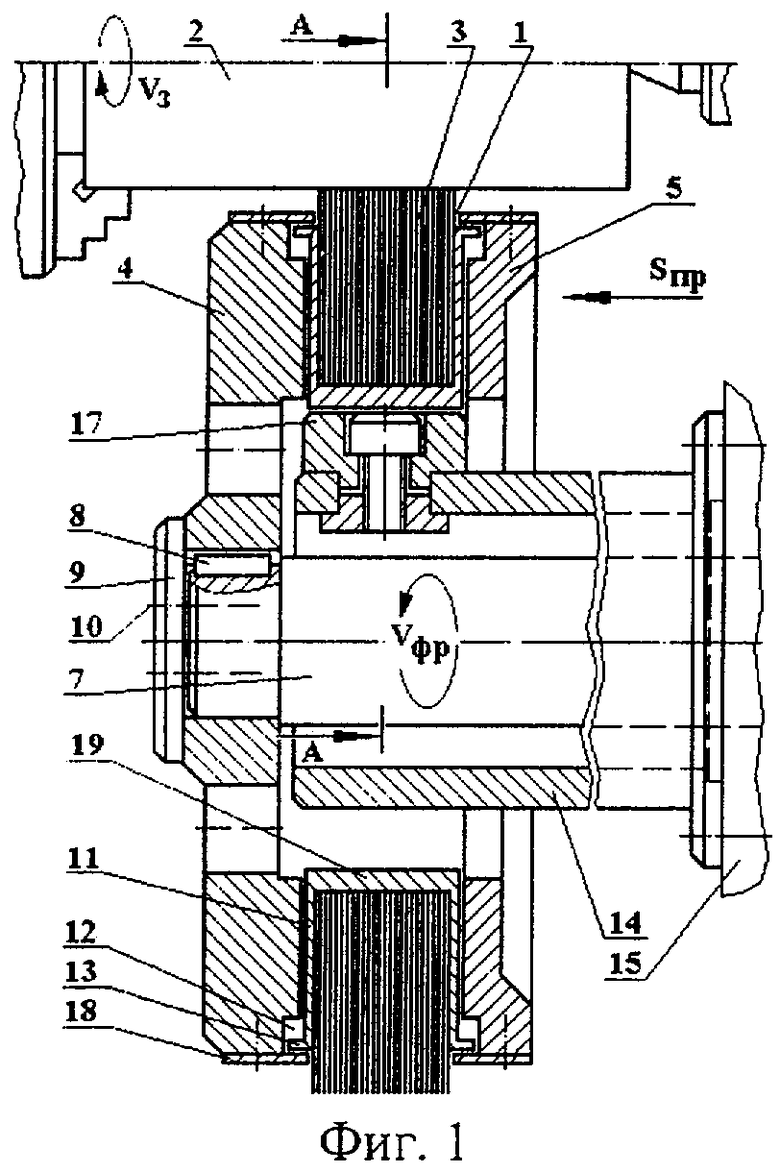
Иглофреза, содержащая корпус с имеющими выточку на внутренней поверхности гнездами, в каждом из которых свободно размещен стакан с пучком ворса, на наружной поверхности имеющий буртик, ширина которого меньше ширины выточки, и крышку, отличающаяся тем, что корпус жестко закреплен на шпинделе и выполнен в виде диска с радиально расположенными гнездами с поперечным сечением в виде прямоугольника с закругленными углами, а стаканы имеют форму, ответную форме гнезда, причем иглофреза дополнительно снабжена неподвижной опорой в виде трубы, коаксиально расположенной относительно шпинделя, на которой в пазу установлен кулачок, контактирующий поочередно с днищами стаканов, при этом на периферийной поверхности диска установлено кольцо с отверстиями для пучков ворса.
| Цилиндрическая щетка | 1979 |
|
SU824969A1 |
| Щетка для очистки поверхностей | 1976 |
|
SU619169A1 |
| Устройство для механической обработки поверхностей | 1984 |
|
SU1266518A1 |
| Дисковая щетка | 1987 |
|
SU1491433A1 |
| US 5901403 A, 11.05.1999. | |||

