Изобретение относится к технологии машиностроения, к обработке материалов резанием, в частности к интенсивной обработке иглофрезерованием заготовок из металлов.
Известен способ обработки цилиндрической щеткой, содержащей установленную на корпусе обойму с цилиндрическими гнездами, в каждом из которых размещен стакан с пучком ворса, и упругий элемент, расположенный под стаканами и контактирующий с корпусом, при этом стаканы установлены в гнездах свободно, каждое гнездо на внутренней поверхности имеет кольцевую проточку, а на наружной поверхности стакана выполнен кольцевой выступ, ширина которого меньше ширины проточки гнезда, причем упругие элементы размещены в канавках корпуса, а на упругих элементах смонтированы отражатели [1].
Известный способ не позволяет производить резание неровностей значительной глубины, не позволяет управлять усилием прижатия пучков ворса к обрабатываемой поверхности, т.е. не позволяет управлять глубиной резания, и не позволяет упрочнять обрабатываемую поверхность, что снижает производительность и качество обработки.
Задача изобретения - расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом обрабатываемой поверхности, интенсификация процесса путем приложения импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности за счет использования специальной конструкции комбинированной иглофрезы.
Поставленная задача решается с помощью предлагаемого способа иглофрезерования, при котором сообщают вращательное движение и продольную подачу иглофрезе, содержащей корпус с имеющими на внутренней поверхности выточку гнездами, в каждом из которых свободно размещен стакан с пучком ворса, на наружной поверхности имеющий буртик, ширина которого меньше ширины выточки, и крышку, причем часть стаканов с пучком ворса устанавливают жестко, а часть - подвижно в радиальном направлении и на обрабатываемую поверхность поочередно воздействуют жестко установленными пучками ворса и подвижными пучками ворса, перемещающимися под действием ударной импульсной нагрузки, обеспечивающей резание с максимальным упрочнением, за счет жесткого закрепления корпуса на шпинделе и использования неподвижной опоры, контактирующей с днищем подвижного стакана в процессе резания, при этом корпус иглофрезы выполняют в виде диска с радиально расположенными гнездами с поперечным сечением в виде прямоугольника с закругленными углами, в которых расположены подвижные в радиальном направлении стаканы, имеющие форму, ответную форме гнезда, причем гнезда закрыты крышками, закрепленными на периферийной поверхности диска и имеющими отверстия для пучков ворса, между крышкой и буртиком стакана расположена пружина сжатия, при этом иглофрезу снабжают неподвижными стаканами с пучками ворса, чередующимися с подвижными стаканами, жестко установленными в продольных пазах корпуса, имеющих форму в поперечном сечении расширяющейся к центру трапеции, которые закреплены с помощью клина, причем неподвижные стаканы имеют форму, ответную форме паза.
Особенности способа комбинированного иглофрезерования поясняются чертежами.
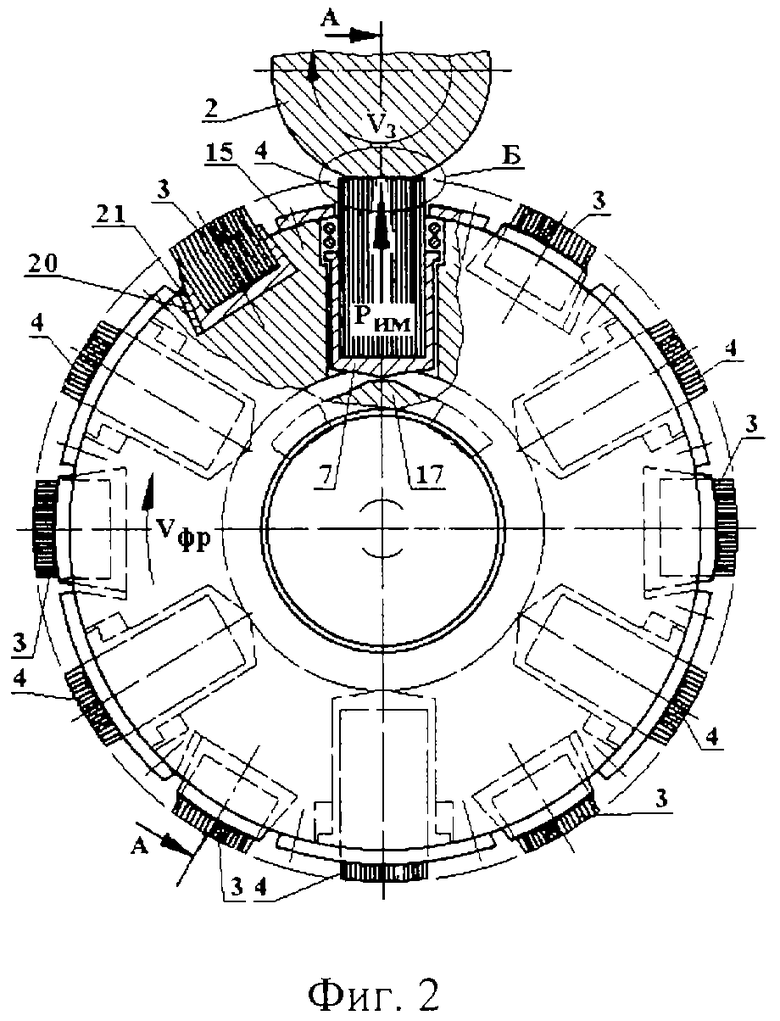
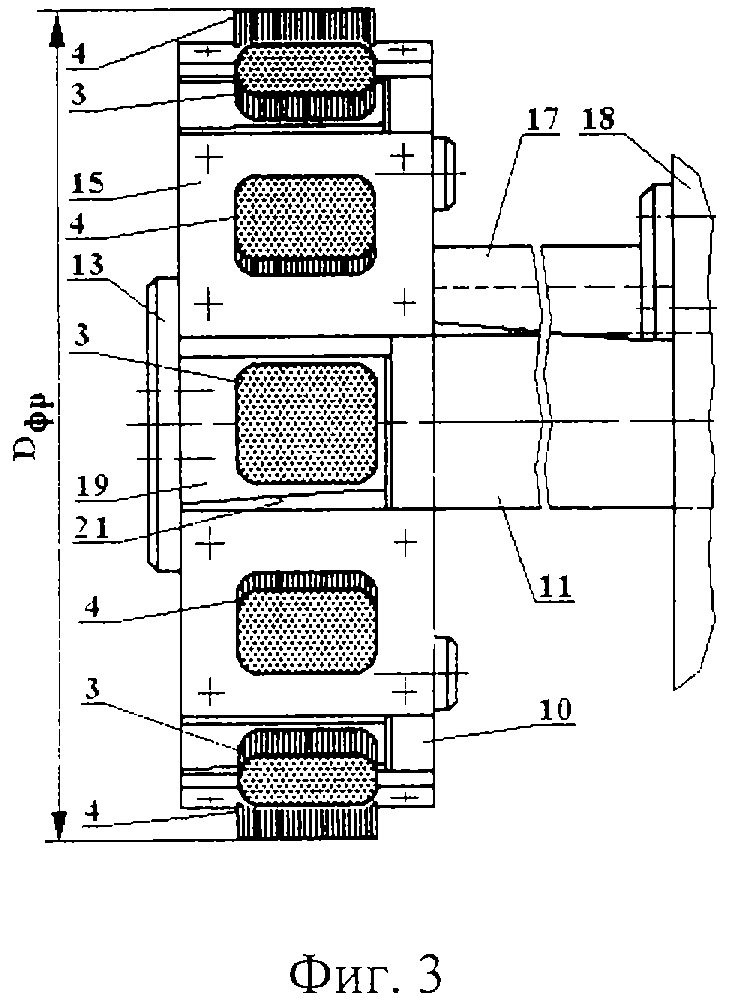
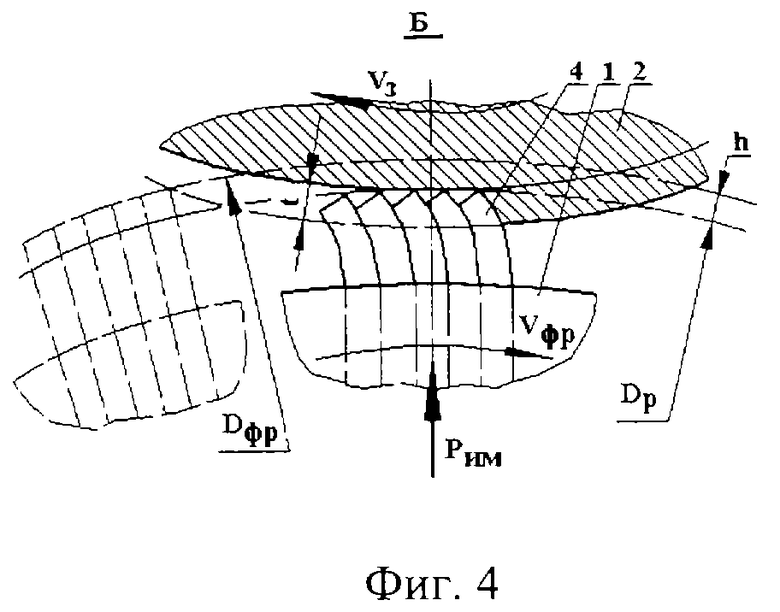
На фиг.1 представлена схема обработки заготовки-вала по предлагаемому способу, реализуемому специальной иглофрезой, продольный разрез А-А на фиг.2; на фиг.2 - общий вид слева на фиг.1 и частичный поперечный разрез иглофрезы; на фиг.3 - общий вид иглофрезы; на фиг.4 - элемент Б на фиг.2, зона контакта подвижного в радиальном направлении пучка ворса с заготовкой-валом.
Предлагаемый способ комбинированного иглофрезерования осуществляется специальной иглофрезой 1, которой сообщают вращательное движение Vфр и продольную подачу Sпр.
Комбинированный способ предназначен для обработки заготовок типа тел вращения 2, а также плоских поверхностей заготовок иглофрезой 1, позволяющей не только резать жестко закрепленными пучками ворса 3, но интенсифицировать процесс резания с упрочнением обработанной поверхности подвижными в радиальном направлении пучками ворса 4 благодаря их импульсному радиальному нагружению. Рабочая режущая поверхность иглофрезы состоит из чередующихся между собой пучков ворса 3 и 4, которые располагаются на периферии.
Иглофреза 1 состоит из корпуса 5 с гнездами 6 для подвижных стаканов 7, на внутренней поверхности имеющие выточку 8. В каждом гнезде 6 свободно размещен подвижный в радиальном направлении стакан 7 с пучком ворса 4, при этом на наружной поверхности стакана имеется буртик 9, ширина которого меньше ширины выточки 8. Корпус 5 выполнен в виде диска с радиально расположенными гнездами 6 и имеет один торец глухой (например, левый, фиг.1), другой торец закрыт крышкой 10, при этом корпус имеет центральное отверстие и ступицу, благодаря которой он жестко закреплен на шпинделе 11 с помощью шпонки 12, шайбы 13 и винтов 14.
Гнезда 6, расположенные в корпусе 5, в совокупности с крышкой 10 в поперечном сечении представляют собой прямоугольник с закругленными углами, в которых расположены подвижные в радиальном направлении стаканы 7, имеющие форму, ответную форме гнезда 6, причем гнезда 6 со стороны пучков ворса закрыты крышками 15, закрепленными винтами на периферийной поверхности корпуса и имеющими отверстия для пучков ворса 4.
Между крышкой 15 и буртиком 9 стакана 7 расположена пружина сжатия 16, которая постоянно стремится переместить стакан к центру иглофрезы.
Иглофреза снабжена неподвижной опорой 17 в виде кронштейна, который закреплен на корпусе 18 индивидуального привода фрезы (не показан). Неподвижная опора 17 контактирует с днищем подвижного стакана 7 и при набегании днища стакана при вращении иглофрезы на неподвижную опору сообщает пучку ворса 4 импульсную радиальную нагрузку Рим по направлению от центра фрезы к периферии.
Иглофреза также снабжена неподвижными стаканами 19 с пучками ворса 3, чередующимися с подвижными стаканами 7, жестко установленными в продольных пазах 20 корпуса 5. Продольные пазы 20 имеют форму в поперечном сечении расширяющейся к центру трапеции. Неподвижные стаканы 19 закрепляются в пазах 20 с помощью клина 21 и имеют форму, в поперечном сечении в совокупности с клином ответную форме паза 20.
Обработка по предлагаемому комбинированному способу осуществляется следующим образом.
В нерабочем неподвижном состоянии иглофрезы ее жестко закрепленные пучки ворса находятся на одном наружном диаметре Dфр, а подвижные в радиальном направлении пучки ворса находятся на меньшем диаметре, так как пружина сжатия 16 постоянно прижимает буртик 9 стакана 7 к днищу выточки 8.
Только при вращении иглофрезы со скоростью Vфр подвижные пучки ворса под действием центробежной силы устанавливаются на диаметре Dфр и при необходимости правятся совместно известными способами, например, шлифовальным кругом.
При обработке, например, заготовки-вала на токарном станке ее закрепляют в трехкулачковом самоцентрирующем патроне и поджимают центром задней бабки, как при традиционном точении валов.
Заготовке дают вращательное движение Vз, иглофрезе, установленной на шпинделе специальной головки с индивидуальным приводом иглофрезы, смонтированном на суппорте токарного станка, дают также вращательное движение со скоростью Vфр, устанавливают глубину резания, т.е., величину снимаемого припуска t, дают натяг h, компенсирующий прогибание ворса, и включают продольную подачу Sпр.
Имеющиеся в конструкции иглофрезы жестко закрепленные пучки ворса 3 работают, как в традиционных иглофрезах. Как только жестко закрепленный пучок ворса 3 касается обрабатываемой поверхности, так первоначально ворсинки начинают отклоняться от своей продольной оси ввиду малой жесткости. Максимальное отклонение пучка ворса 3 составит величину натяга h, т.е. иглофреза режет диаметром, равным
Dp=(Dфр-2h) мм,
где Dp - диаметр режущей иглофрезы с изогнутым пучком ворса, мм;
Dфр - диаметр иглофрезы в нерабочем состоянии, мм;
h - величина натяга, мм.
Когда суммарная сила упругой жесткости пучка ворса 3 будет противодействовать и окажется больше прочности материала заготовки, начнется процесс резания.
При контакте с заготовкой подвижный пучок ворса 4 поведет себя иначе.
При вращении иглофрезы на подвижный стакан 7 действует центробежная сила, которая преодолевает сопротивление пружины 16, заставляя ее сжиматься, при этом подвижные пучки ворса 4 выходят на диаметр Dфр и буртик 9 не касается дна выточки 8.
В первый момент касания пучком ворса 4 заготовки (см. фиг.4), а это произойдет на диаметре Dфр, подвижный стакан 7, преодолевая сопротивление инерционных сил, будет радиально перемещаться к центру иглофрезы на суммарную величину натяга плюс припуск на резание, т.е. на величину (h+t) мм. После прохождения этого пути стакан, находясь в зоне расположения неподвижной опоры 17, днищем начинает контактировать с ее рабочей поверхностью.
В результате воздействия рабочей поверхности неподвижной опоры 17 на днище стакана 7 он изменит свое направление движения на противоположное и пучки ворса 3 начнут двигаться от центра иглофрезы к заготовке.
Подвижный стакан 7 с пучком ворса 4 и выпуклым днищем проходит путь (h+t) мм, получая импульсную ударную радиальную подачу с усилием Рим, обеспечивающую резание с максимальным упрочнением (см. фиг.4).
При нахождении стакана с пучком ворса на выступе неподвижной опоры 17 производится эффективное резание со снятием припуска t ввиду вращения заготовки и максимальное упрочнение.
От конфигурации профилей неподвижной опоры и днища подвижных стаканов и их сочетания зависит эффективность обработки и качество обработанной поверхности.
Оптимального сочетания конфигурации профилей кулачка и днища стаканов для каждого конкретного случая добиваются опытным путем.
Таким образом, при вращении иглофрезы и набегании днища подвижного стакана с пучком ворса на рабочий выступ неподвижной опоры формируется импульсная ударная радиальная подача с усилием Рим, которая интенсифицирует процесс резания и упрочняет поверхностный обрабатываемый слой.
Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Глубина упрочненного слоя, обработанного предлагаемой иглофрезой, достигает 0,5...1,5 мм. Наибольшая степень упрочнения составляет 15...30%.
Для оценки параметров качества поверхностного слоя, обработанного и упрочненного предлагаемой иглофрезой, проведены экспериментальные исследования обработки вала. Величина силы импульсного воздействия инструмента на обрабатываемую поверхность составляла Римп=255...400 Н. Заготовки из стали 40Х; исходная твердость «сырых» образцов - HV 230...280. Глубина упрочненного импульсной обработкой слоя составила 0,9...1,2 мм.
Исследования напряженного состояния обработанного и упрочненного поверхностного слоя показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного - пластического деформирования.
Достигаемая в процессе обработки предлагаемым способом предельная величина шероховатости составляет Ra=1,6 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Микровибрации в процессе благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование срезаемой стружки и упрочняемой поверхности.
Колебания способствует лучшему проникновению смазачно-охлаждающей жидкости (СОЖ) в зону обработки. При данном прерывистом резании режущая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Таким образом, предлагаемый способ позволяет расширить технологические возможности за счет управления глубиной срезаемого слоя и микрорельефом обрабатываемой поверхности, интенсифицировать процесс путем приложения переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности.
Источник информации
1. А.с. СССР 824969, МКИ3 А46В 7/10. Цилиндрическая щетка. Берков Б.В. 2809273-12; 08.08.79; 30.04.81. Бюл. №16 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2290279C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| ИГЛОФРЕЗА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2005 |
|
RU2290280C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
Изобретение относится к области технологии машиностроения, обработке материалов резанием. Способ заключается в том, что иглофрезе, содержащей корпус, имеющий свободно размещенные стаканы с пучком ворса, сообщают вращательное движение и продольную подачу. Для расширения технологических возможностей за счет управления глубиной снимаемого слоя и микрорельефом обработанной поверхности на обрабатываемую поверхность поочередно воздействуют жестко установленными пучками ворса и подвижными в радиальном направлении пучками ворса, перемещающимися под действием ударной импульсной нагрузки. Корпус жестко закреплен на шпинделе и выполнен в виде диска с радиально расположенными гнездами, в которых расположены подвижные в радиальном направлении стаканы. При этом иглофреза снабжена неподвижной опорой, контактирующей с днищем подвижного стакана, и неподвижными стаканами с пучками ворса, чередующимися с подвижными стаканами, жестко установленными в продольных пазах корпуса, имеющих форму в поперечном сечении расширяющейся к центру трапеции, которые закреплены с помощью клина, причем неподвижные стаканы имеют форму, ответную форме паза. 4 ил.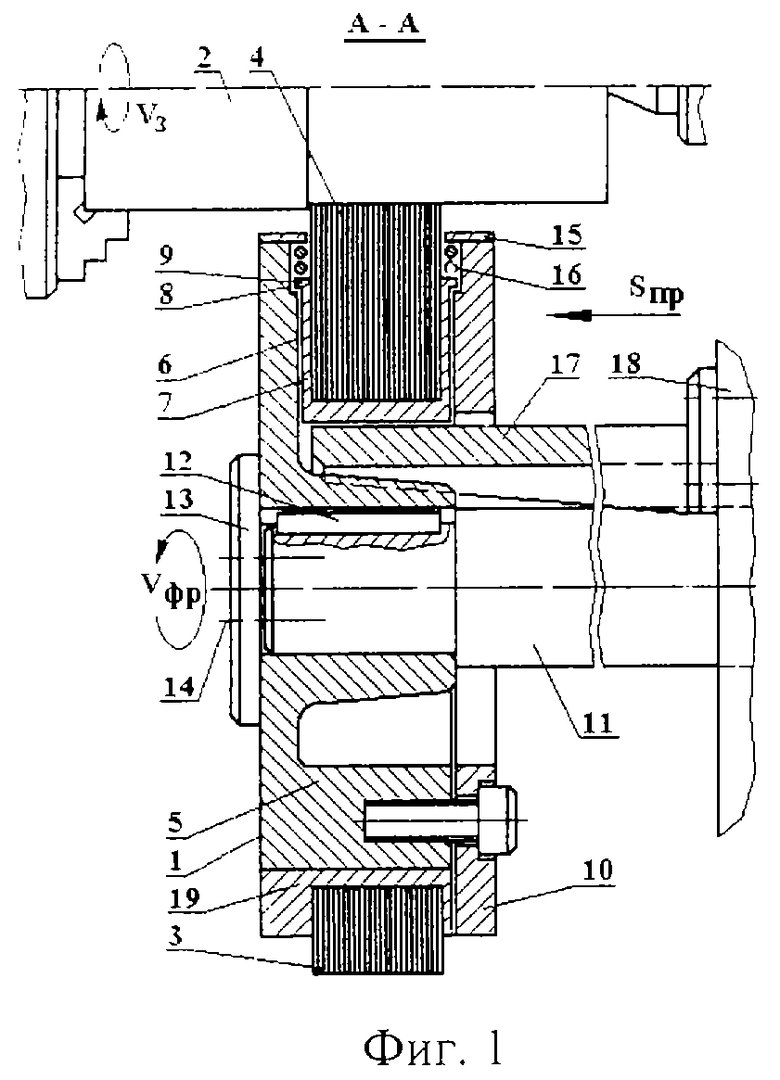
Способ иглофрезерования, при котором сообщают вращательное движение и продольную подачу иглофрезе, содержащей корпус с имеющими на внутренней поверхности выточку гнездами, в каждом из которых свободно размещен стакан с пучком ворса, на наружной поверхности имеющий буртик, ширина которого меньше ширины выточки, и крышку, отличающийся тем, что часть стаканов с пучком ворса устанавливают жестко, а часть - подвижно в радиальном направлении и на обрабатываемую поверхность поочередно воздействуют жестко установленными пучками ворса и подвижными пучками ворса, перемещающимися под действием ударной импульсной нагрузки, обеспечивающей резание с максимальным упрочнением за счет жесткого закрепления корпуса на шпинделе и использования неподвижной опоры, контактирующей с днищем подвижного стакана в процессе резания, при этом корпус иглофрезы выполняют в виде диска с радиально расположенными гнездами с поперечным сечением в виде прямоугольника с закругленными углами, в которых расположены подвижные в радиальном направлении стаканы, имеющие форму, ответную форме гнезда, причем гнезда закрыты крышками, закрепленными на периферийной поверхности диска и имеющими отверстия для пучков ворса, между крышкой и буртиком стакана расположена пружина сжатия, при этом иглофрезу снабжают неподвижными стаканами с пучками ворса, чередующимися с подвижными стаканами, жестко установленными в продольных пазах корпуса, имеющих форму, в поперечном сечении расширяющейся к центру трапеции, которые закреплены с помощью клина, причем неподвижные стаканы имеют форму, ответную форме паза.
| Цилиндрическая щетка | 1979 |
|
SU824969A1 |
| Устройство для механической обработки поверхностей | 1984 |
|
SU1266518A1 |
| Дисковая щетка | 1987 |
|
SU1491433A1 |
| Инструмент для зачистки поверхностей | 1989 |
|
SU1674788A1 |
| US 5901403 A, 11.05.1999. | |||

