Изобретение относится к технологии машиностроения, к обработке материалов резанием, в частности к обработке наружных сферических поверхностей заготовок из металлов и сплавов.
Известны цилиндрическая щетка и способ механической обработки ею, содержащая установленную на корпусе обойму с цилиндрическими гнездами, в каждом из которых размещен стакан с пучком ворса, и упругий элемент, расположенный под стаканами и контактирующий с корпусом, при этом стаканы установлены в гнездах свободно, каждое гнездо на внутренней поверхности имеет кольцевую проточку, а на наружной поверхности стакана выполнен кольцевой выступ, ширина которого меньше ширины проточки гнезда, причем упругие элементы размещены в канавках корпуса, кроме того, на упругих элементах смонтированы отражатели [1].
Известные цилиндрическая щетка и способ обработки ею имеют ограниченные технологические возможности, не позволяет производить резание неровностей значительной глубины, не позволяют управлять усилием прижатия пучков ворса к обрабатываемой поверхности, т.е. не позволяют управлять глубиной резания, что снижает производительность и качество обработки.
Задача изобретения - расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом наружных фасонных поверхностей, интенсификация процесса путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности за счет использования инструмента специальной формы.
Поставленная задача решается за счет предлагаемого устройства для статико-импульсного иглофрезерования сферических поверхностей, которое состоит из приспособления для установки, базирования и закрепления заготовки с возможностью вращения ее относительно продольной оси, инструмента, содержащего иглофрезу, состоящую из корпуса и вращающегося от индивидуального привода стакана с пучками ворса, образующими рабочую вогнутую сферическую поверхность радиусом (R-i) мм, где R - радиус обрабатываемой сферической поверхности заготовки, мм; i - натяг, мм; и расположенными радиально относительно центра обрабатываемой сферической поверхности, и соединенного с гидравлическим генератором импульсов гидроцилиндра, в котором размещены боек для дополнительного сообщения периодической импульсной нагрузки инструменту, и волновод, на котором установлена иглофреза.
Особенности обработки сферических поверхностей с помощью предлагаемого устройства поясняются чертежами.
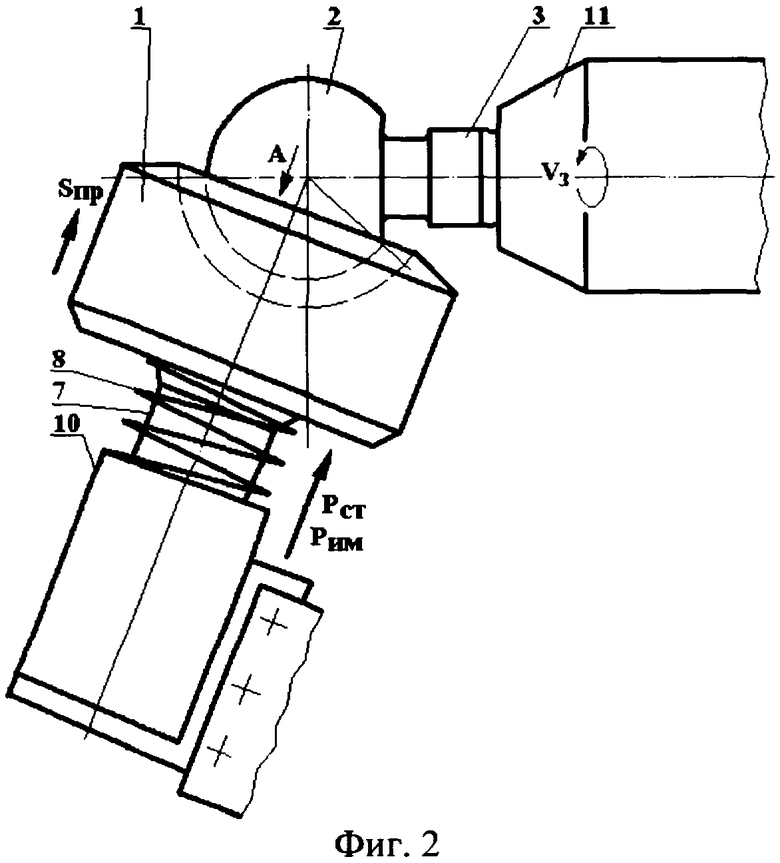
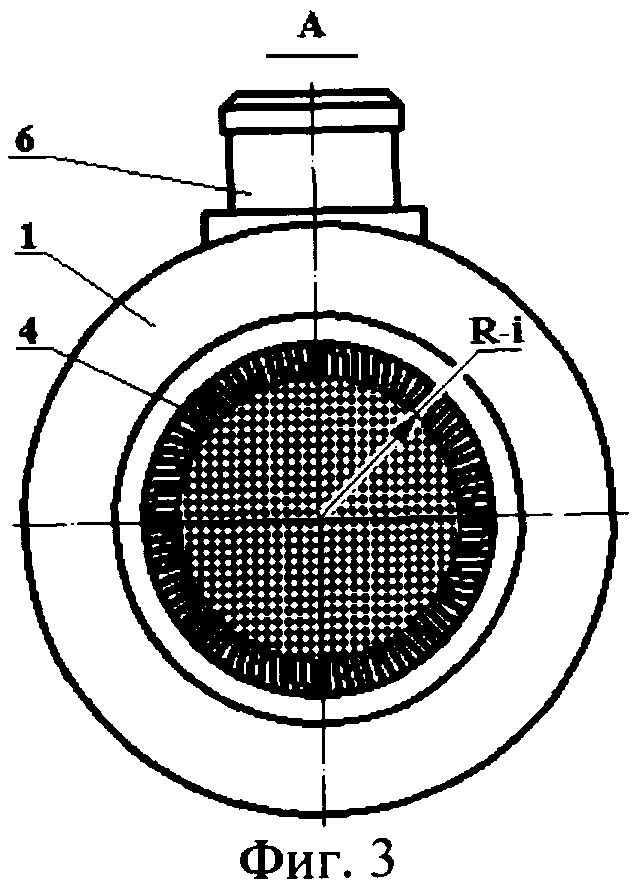
На фиг.1 представлена схема иглофрезерования сферической поверхности автомобильного шарового пальца предлагаемым устройством, частичный продольный разрез; на фиг.2 - общий вид устройства; на фиг.3 - вид А на фиг.2.
Предлагаемое устройство состоит из инструмента в виде иглофрезы 1 и приспособления для установки, базирования и закрепления заготовки с возможностью вращения ее относительно продольной оси и предназначено для обработки выпуклых сферических поверхностей 2 радиусом R в заготовках 3, например автомобильных шаровых пальцев, со статико-импульсным нагружением пучков ворса 4, при этом обрабатываемую выпуклую поверхность заготовки вводят в контакт с рабочей режущей вогнутой сферической поверхностью инструмента, сообщают вращательные движения обрабатываемой заготовке Vз и инструменту Vи и создают натяг i с помощью продольной подачи Sпр.
Иглофреза 1 содержит корпус, в котором размещен стакан 5 с пучками ворса 4, образующих рабочую режущую вогнутую сферическую поверхность радиусом (R-i), где i - натяг, мм; R - радиус обрабатываемой сферической поверхности заготовки, мм. Стакан 5 установлен в корпусе 1 на подшипниках (не показаны) с возможностью вращения со скоростью Vи относительно продольной оси инструмента с помощью индивидуального электропривода 6 (см. фиг.3), вмонтированного в корпус инструмента.
Пучки ворса 4, образующие рабочую режущую вогнутую сферическую поверхность, в стакане 5 расположены радиально относительно центра вогнутой сферической поверхности инструмента, совпадающего с центром выпуклой обрабатываемой сферической поверхности при обработке заготовки.
При длительной работе иглофрезы пучки ворса будут изнашиваться неравномерно. При правке с целью восстановления режущих свойств и необходимого размера (R-i) используют правящий алмазный инструмент, имеющий форму и размеры обрабатываемой сферической поверхности заготовки.
Корпус иглофрезы 1 установлен на волноводе 7 и подпирается винтовой пружиной сжатия 8, благодаря действию которой создается статическая нагрузка Pст на пучки ворса, обрабатывающие сферическую поверхность заготовки. Изменением жесткости пружины 8 управляют глубиной резания.
На торец волновода 7 воздействует боек 9, соосно установленный в гидроцилиндре 10 и создающий импульсную нагрузку Рим через волновод на иглофрезу 1.
Для обрабатывания заготовки, например пальца шарового верхнего 2101-2904187, на токарном станке используют специальное электромеханическое приспособление 11 (фиг.1 и 2), позволяющее произвести установку, базирование и закрепление пальца на предварительно обработанную коническую поверхность.
В качестве механизма импульсного нагружения иглофрезы применяется гидравлический генератор импульсов (не показан) [2, 3]. Заготовке и иглофрезе сообщают вращательные движения, а иглофрезе - еще и продольную подачу. Периодическую импульсную Рим нагрузку прикладывают в направлении продольной подачи и направляют ее радиально к центру обрабатываемой сферической поверхности.
Периодическую импульсную нагрузку Рим осуществляют с помощью бойка 9, воздействующего на торец волновода 7, который плавно переходит в корпус иглофрезы. В результате удара бойка 9 по торцу волновода 7 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на стакан 5, пучки ворса 4 и на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс резания и упрочняет поверхностный слой обрабатываемой сферической поверхности.
Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Глубина упрочненного слоя, обработанного предлагаемым устройством, достигает 0,5...1,5 мм. Наибольшая степень упрочнения составляет 15...30%.
Пример. Для оценки параметров качества поверхностного слоя, обработанного и упрочненного предлагаемым устройством со статико-импульсным нагружением пучков ворса иглофрезы, проведены экспериментальные исследования при обработки заготовки пальца шарового верхнего 2101-2904187, установленную в специальном электромеханическом приспособлении 11 (фиг.1 и 2) на токарном станке мод. 16К20Т1. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. Обрабатывали сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63 мкм с использованием специального стенда. Значения технологических факторов (частоты ударов, радиус инструмента, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Рст≥25...40 кН; Рим=255...400 кН. Глубина упрочненного статико-импульсной обработкой слоя составила 0,9...1,2 мм.
Глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного-пластического деформирования.
Достигаемая в процессе обработки предлагаемым устройством предельная величина шероховатости составляет Ra=0,63 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Микровибрации в процессе благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает срезание припуска и формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении колебаний режущая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Таким образом, предлагаемое устройство позволяет расширить технологические возможности за счет управления глубиной срезаемого слоя и микрорельефом сферической поверхности, интенсифицировать процесс путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности.
Источники информации
1. А.с. СССР 824969, МКИ3 А46В 7/10. Цилиндрическая щетка. Берков Б.В. 2809273-12; 08.08.79; 30.04.81. Бюл. №16 - прототип.
2. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
3. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320459C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2290279C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364492C1 |
Устройство относится к технологии машиностроения, обработке резанием металлов и сплавов и состоит из приспособления для установки, базирования и закрепления заготовки с возможностью вращения ее относительно продольной оси, инструмента, содержащего иглофрезу, состоящую из корпуса и вращающегося от индивидуального привода стакана с пучками ворса, образующими рабочую вогнутую сферическую поверхность радиусом (R-i) мм, где R - радиус обрабатываемой сферической поверхности заготовки, мм; i - натяг, мм, и расположенными радиально относительно центра обрабатываемой сферической поверхности, и соединенного с гидравлическим генератором импульсов гидроцилиндра, в котором размещены боек для дополнительного сообщения периодической импульсной нагрузки инструменту, и волновод, на котором установлена иглофреза. Технический результат: расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом поверхности, интенсификация обработки и упрочнение обработанной поверхности путем приложения статической и импульсной нагрузки. 3 ил.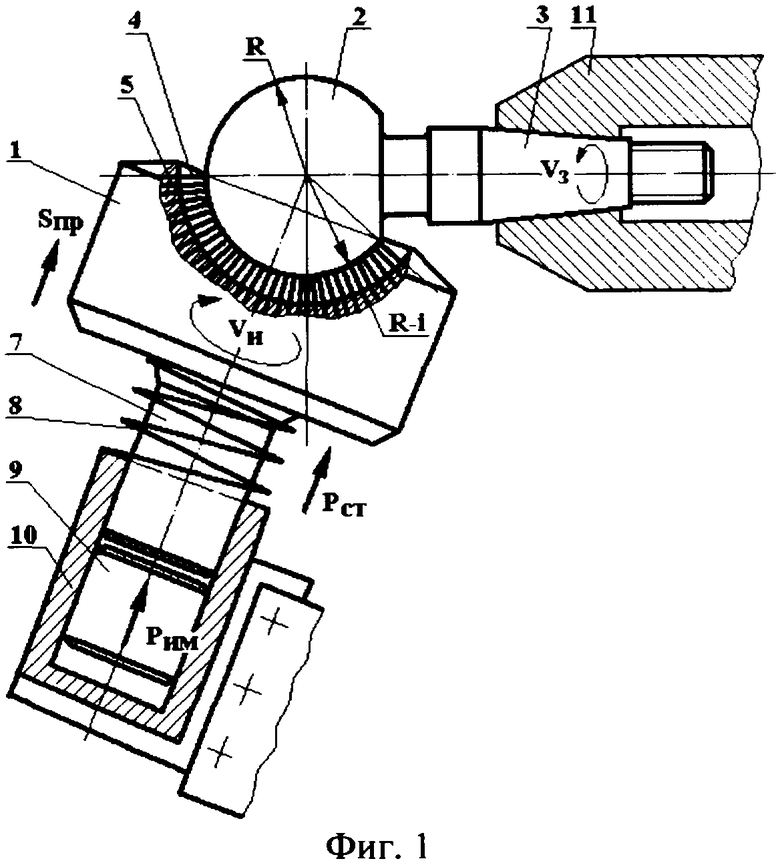
Устройство для статико-импульсного иглофрезерования сферических поверхностей, состоящее из приспособления для установки, базирования и закрепления заготовки с возможностью вращения ее относительно продольной оси, инструмента, содержащего иглофрезу, состоящую из корпуса и вращающегося от индивидуального привода стакана с пучками ворса, образующими рабочую вогнутую сферическую поверхность радиусом (R-i) мм, где R - радиус обрабатываемой сферической поверхности заготовки, мм, i - натяг, мм, и расположенными радиально относительно центра обрабатываемой сферической поверхности, и соединенного с гидравлическим генератором импульсов гидроцилиндра, в котором размещены боек для дополнительного сообщения периодической импульсной нагрузки инструменту и волновод, на котором установлена иглофреза.
| Устройство для двухпрограммного управления фрикционными элементами транспортной машины | 1976 |
|
SU616169A1 |
| Цилиндрическая щетка | 1979 |
|
SU824969A1 |
| Устройство для механической обработки поверхностей | 1984 |
|
SU1266518A1 |
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| US 5901403 А, 11.05.1999. | |||

