Изобретение относится к производству древесных плит и слоистых пластиков в прессах периодического или непрерывного действия.
Известны различные конструкции нагревательных плит, в которых каналы для прохода теплоносителя просверлены в плоскости плиты в продольном или поперечном направлении и соединены между собой в определенной последовательности при помощи перемычек или каналов, для равномерного прогрева плиты по всей плоскости.
Такие плиты дороги в изготовлении и требуют специального оборудования для сверления глубоких отверстий. При расположении каналов вдоль плиты их длина превосходит возможность сверления напроход, и такие плиты свариваются из нескольких, предварительно просверленных кусков. При сверловке каналов поперек плиты образуется много поворотов, что ухудшает проход теплоносителя и уменьшает продольную жесткость плиты.
Плиты со сверлеными каналами изготавливаются из простой конструкционной стали и ремонтируются при помощи сварки. Коррозионная стойкость их невысока, а ремонт возможен только небольших трещин и вмятин.
Известна нагревательная плита (а.с. №631357), содержащая верхнюю, нижнюю и промежуточные пластины, образующие внутри камеры для прохода теплоносителя, однако такая плита может работать только при малом внутреннем давлении.
Цель изобретения: снижение трудоемкости изготовления, возможность изготовления на универсальном металлорежущем оборудовании, повышение надежности, долговечности и ремонтопригодности плит.
Указанная цель достигается тем, что собственно нагревательная плита состоит из двух полуплит, половинной толщины каждая. На одной стороне каждой полуплиты имеются продольные полукруглые пазы, расположенные равномерно по ширине с определенным шагом. При складывании полуплит получается разъемная плита с рядом круглых отверстий, расположенных посередине ее толщины. В этих отверстиях размещаются трубы, по которым проходит теплоноситель. Давление теплоносителя воспринимается стенками труб и на полуплиты не передается.
Концы труб с обеих сторон проходят через отверстия в заглушках и обвариваются герметичными кольцевыми швами. К заглушкам со стороны открытых концов труб герметично привариваются распределители, имеющие внутри каналы для распределения по трубам потоков теплоносителя.
Полуплиты собираются пазами на трубы и стягиваются между собой. Расстояние между заглушками равно длине полуплит, и после сборки получается цельная деталь. Ширина и толщина плиты, заглушек и распределителей одинаковы. Боковые стыки между полуплитами оставляются открытыми для выхода теплоносителя в случае прорыва трубы.
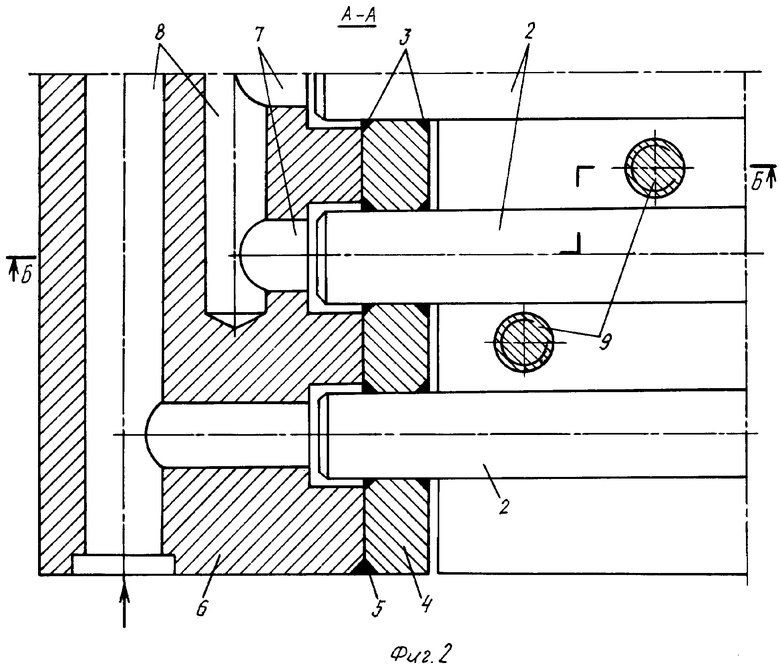
На фиг.1 и 2 показана конструкция составной нагревательной плиты (на фиг.2 - разрез А-А фиг.1). Две полуплиты 1 стягиваются между собой болтами 9 или иным способом. В продольных отверстиях плиты, образуемых полукруглыми пазами полуплит, размещаются трубы 2, открытые с обоих концов. Концы труб 2 проходят через отверстия в заглушках 4 и обварены двумя кольцевыми швами 3 каждая для обеспечения гарантированной герметичности. Шаг отверстий в заглушке 4 равен шагу пазов в полуплите 1.
Концы труб 2 выступают на 10-15 мм из заглушек 4 и входят в расточки продольных каналов 7 распределителей 6, при этом диаметр продольных каналов 7 равен внутреннему, а расточек - наружному диаметрам трубы 2. Шаг и количество продольных каналов 7 равны шагу и количеству труб 2. Между собой продольные каналы 7 соединяются поперечными каналами 8, количество и расположение которых определяется схемой потоков теплоносителя.
Распределители 6 привариваются к заглушкам 4 со стороны открытых концов труб 2 контурными швами 5, обеспечивающими гарантированную герметичность стыка между распределителем 6 и заглушкой 4. Теплоноситель подается под давлением в крайний поперечный канал 8 одного распределителя, а выходит из крайнего канала другого.
Для увеличения рабочей площади плиты стыки между заглушками 4 и полуплитами 1 на рабочих поверхностях могут быть заварены и обработаны по плоскости. Стыки между полуплитами 1 на их боковых торцах могут провариваться только прерывистыми швами с возможностью свободного выхода теплоносителя в случае прорыва одной из труб.
Для повышения надежности и долговечности плит трубы 2 могут изготавливаться из коррозионно-стойких сталей.
Ремонт поврежденных труб 2 производится после разъединения полуплит 1.
Изобретение может быть использовано при производстве древесных плит и слоистых пластиков. Плита содержит две соединенные между собой полуплиты, имеющие оппозитно-расположенные продольные полукруглые пазы, образующие продольные отверстия в плите, в которые вставлены продольные трубы, причем продольные трубы выполнены открытыми с обоих концов. Концы продольных труб проходят через отверстия в заглушках, обварены двумя кольцевыми швами в каждой из них и выступают из них, при этом к заглушкам со стороны открытых концов труб по контуру приварены распределители, имеющие внутренние продольные и поперечные каналы для распределения по трубам потоков теплоносителя, причем концы труб, выступающие из заглушек, входят в расточки продольных каналов распределителей, при этом диаметр продольных каналов равен внутреннему, а расточек - наружному диаметрам продольных труб. Стыки между полуплитами на их боковых торцах проварены прерывистыми швами с возможностью свободного выхода теплоносителя в случае прорыва одной из труб. Полуплиты могут быть соединены между собой механически или при помощи сварки. Изобретение повышает долговечность и ремонтопригодность плит. 1 з.п. ф-лы, 2 ил.
| Нагревательная плита пресса | 1981 |
|
SU960047A1 |
| Нагревательная плита пресса | 1976 |
|
SU631357A1 |
| Нагревательная плита этажногопРЕССА | 1979 |
|
SU810530A1 |
| НАЖИМНАЯ ПЛИТА ДВУХЛЕНТОЧНОГО ИЛИ ОДНО- ИЛИ МНОГОЭТАЖНОГО ПРЕССА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2008225C1 |
| US 4003687 A, 18.01.1977. | |||

