Изобретение относится к машиностроению, а именно к гидравлическим многоэтажным прессам, и может быть использовано в деревообрабатывающей промышленности для изготовления и отделки древесных плит, фанеры, слоистых пластиков и т.д., а также в радиаторах для равномерного распределения поступающего тепла по всему объему радиатора или плиты.
Известна нагревательная плита, которая состоит из двух параллельно расположенных листов, между которыми перпендикулярно им расположены промежуточные пластины в виде перегородок с образованием каналов. Каналы образованы открытым концом распределительных рубашек, имеющих отбортовку. Второй конец распределительных рубашек закрыт, а на верхней и нижней поверхностях этих рубашек выполнены отверстия. Распределительные рубашки вставлены в прорези пластины до упора отбортовкой рубашек в эту пластину. При этом противоположные концы распределительных рубашек ложатся на выступы. См. описание к авторскому свидетельству SU №631357 от 25.12.76., опубл. 05.11.78. Бюл. №41. Однако такая плита может работать только при малом внутреннем давлении. Кроме этого изготовление таких плит является трудоемким и требует значительных материальных затрат и энергетических ресурсов не только на изготовление, но и сборку.
Известна нагревательная плита, выполненная из двух полуплит, стянутых между собою болтами. В продольных отверстиях плиты, образуемых полукруглыми пазами полуплит, размещаются трубы, открытые с обоих концов. Концы труб проходят через отверстия в заглушках и обварены кольцевыми швами. Концы труб выступают на 10-15 мм из заглушек и входят в расточки продольных каналов распределителей. Шаг и количество продольных каналов равны шагу установки и размеру труб. Между собой продольные каналы соединяются поперечными каналами, количество и расположение которых определяется схемой потоков теплоносителя. См. описание к патенту RU №2293016 от 07.02.05, опубл. 10.02.07. Бюл. №4. Данное изобретение позволяет несколько снизить трудоемкость изготовления и добиться ремонтопригодности плит. Однако изготовление таких плит остается трудоемким и требует значительных материальных затрат и энергетических ресурсов, а также исключает возможность изготовления плит согнутых и объемных. Неравномерное распределение тепла по всей площади нагревательной плиты ведет к снижению качества получаемых изделий.
Известна, принятая за прототип, нагревательная плита, выполненная с размещенными внутри трубами, образующими коллектор, и состоит из каркаса, который представляет собой согнутый нижний металлический лист с установленными на нем сверху прямолинейными отрезками прямоугольного профиля, расположенные параллельно друг другу, и совмещенного с ним коллектора, состоящего из двух параллельно расположенных труб прямоугольного профиля, при этом сверху совмещенные каркас и коллектор накрыты верхним металлическим листом. См. описание к патенту RU №2440244 от 09.04.10, опубл. 20.01.2012, фиг.8, бюл. №2. Данное изобретение позволяет значительно снизить трудоемкость изготовления и добиться ремонтопригодности плит. Но неравномерное распределение тепла по всей площади нагревательных плит ведет к снижению качества получаемых изделий. Как правило, подача греющего агента подается в один угол нагревательной плиты, а вытекает он из противоположного угла, расположенного по диагонали. Поэтому если провести замеры температуры нагревательной плиты по всей ее поверхности, то обнаружится разница температур распределенная по ее площади, особенно в первые минуты подачи греющего агента. Выяснится, что подвод количества тепла в центральную ее часть будет меньше, что влияет на качество изделий.
Задачей изобретения является создание нагревательной плиты, обеспечивающей равномерное распределение тепла по всей ее площади, и повышение качества получаемых изделий.
Технический результат изобретения заключается в повышение качества получаемых изделий с одновременным снижением затрат на изготовление таких нагревательных плит различной конфигурации.
Это достигается тем, что нагревательная плита, состоящая из каркаса в виде нижнего металлического листа с установленными на нем сверху прямолинейными отрезками каркасных труб прямоугольного профиля и совмещенного с ним коллектора, состоящего из двух параллельно расположенных контурных труб прямоугольного профиля, являющимися направляющими и расположенными между ними других прямолинейных отрезков прямоугольных коллекторных труб, между которыми расположены совмещенные отрезки каркасных труб, вместе образующие плоскость, сформированную контурными коллекторными трубами, при этом сверху совмещенные каркас и коллектор накрыты верхним металлическим листом, а каждая вторая коллекторная труба, начиная от входа, имеет удлинение со скосом под углом β, направленным навстречу потоку теплоносителя, и перекрывает поперечное сечение контурных труб, разделяя поток теплоносителя на два равных потока, и направляет их к противоположной контурной трубе вплоть до выхода потока теплоносителя: где
β - угол скоса удлиненной коллекторной трубы для разделения потока теплоносителя и перекрытия его вдоль контурных труб, в градусах.
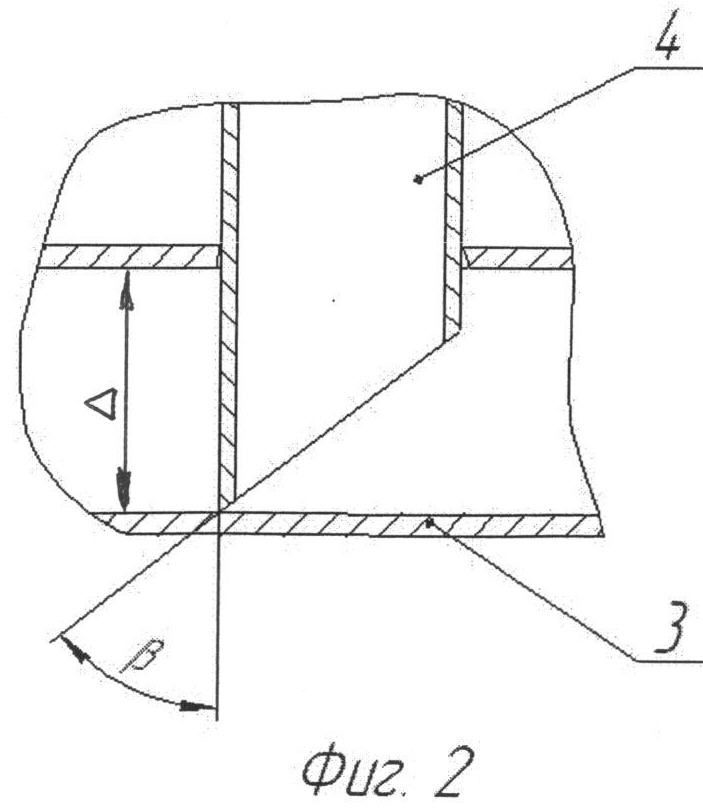
На фиг.1 представлен общий вид нагревательной плиты с местными вырывами.
На фиг.2 - выносной элемент I. Место стыковки труб перекрытия.
Нагревательная плита состоит из каркаса в виде нижнего металлического листа 1 с установленными на нем сверху прямолинейными отрезками каркасных труб 2 прямоугольного профиля. Прямолинейные отрезки каркасных труб 2 расположены на листе 1 попарно и параллельно друг другу. Нагревательная плита снабжена греющим контуром, т.н. коллектором, состоящим из двух параллельно расположенных коллекторных контурных труб 3 прямоугольного профиля, являющимися направляющими, и расположенными между ними других прямолинейных отрезков прямоугольных коллекторных труб 4. Коллекторные прямолинейные отрезки прямоугольных коллекторных труб 4 расположены параллельно друг другу и перпендикулярно к двум направляющим коллекторным контурным трубам 3 и соединены между собой, с образованием прохода между ними по всему коллектору в определенном порядке. Прямоугольные коллекторные трубы 4 и каркасные трубы 2 имеют в сечении профиль одинакового размера. При этом попарно совмещенные с некоторым зазором каркасные трубы 2 расположены между коллекторными трубами 4 и контурными трубами 3. Поэтому должно соблюдаться условие, при котором h1>h2, где h1 - расстояние между коллекторными трубами 4 в мм, a h2 - расстояние, которое занимают парные каркасные трубы 2 на листе 1 в мм.
Сверху, совмещенные между собой, каркас и коллектор накрыты верхним металлическим листом 5. Если высоту прямолинейных отрезков каркаса и коллектора принять за величину равную h3, а толщину каждого нижнего и верхнего листа принять одинаковой равной t1, то высота нагревательной плиты будет равной 2 t1+h3, где h3 - высота прямолинейных отрезков коллекторных труб 4 и каркасных труб 2 в мм, а t1 - толщина каждого нижнего и верхнего листа в мм.
Половина коллекторных труб 4 превышает по длине вторую половину коллекторных труб 4 на размер Δ, равный длине поперечного сечения контурных труб 3 за вычетом толщины ее стенки, равной t2. При этом удлиненные (перекрывающие) коллекторные трубы 4 имеют на одном конце скос под углом β=51° и расположены скошенной частью навстречу потоку попеременно, то на одной контурной трубе 3, то на другой, противоположной контурной трубе 3.
Скос, сделанный под углом β=51°±5%, выбран из условия, что поток пойдет по первым двум коллекторным трубам 4 с равнозначными скоростями и объемами, тем самым обеспечивая равномерный нагрев как этих двух коллекторных труб 4, так и всей зоны их расположения в плите. Если этот угол сделать больше, то первая коллекторная труба 4 по ходу передвижения по контурной трубе 3 от входа будет теплее чем вторая, а если сделать меньше, то вторая коллекторная труба 4 будет теплее, чем первая. С внешней стороны нагревательная плита может быть оснащена двумя кронштейнами 6 на полосе торца 7.
Изготовление и сборка нагревательной плиты в нашем случае осуществлялась с изготовления каркаса. Для его изготовления брался металлический лист 1660×1740 мм толщиной 3,0 мм. На изготовленный металлический лист 1 с такими параметрами сверху накладывались прямолинейные отрезки из пары каркасных труб 2 длиной 1660 мм прямоугольного профиля 20×30 мм, толщиной 2,0 мм с расстоянием между ними несколько превышающим 30,0 мм, т.к. между каждой парой каркасных труб 2 будет в дальнейшем расположена коллекторная труба 4 прямоугольного профиля 20×30 мм. Это расположение, без коллекторной трубы 4, соответствует расположению на вырове, изображенному справа на фиг.1 с указанием позиций 1 и 2. Количество таких прямолинейных отрезков, уложенных на металлический лист 1, стороной, равной 30,0 мм, составляло тридцать четыре штуки. Уложенные таким образом прямолинейные отрезки каркасных труб 2 соединялись с нижним металлическим листом 1 при помощи точечной сварки или прерывистой сваркой, или саморезами снизу нижнего металлического листа 1 впотай по два с краев прямолинейных отрезков каркасных труб 2. Возможна любая комбинация их крепления.
Для изготовления двух параллельно расположенных коллекторных контурных труб 3 берется прямоугольный профиль 25×40 мм толщиной 2.0 мм. Для изготовления коллекторных труб 4 берется прямоугольный профиль 20×30 мм толщиной 2.0 мм, с длиной, равной расстоянию между контурными трубами 3, плюс 2t2. Для изготовления удлиненных на размер А коллекторных труб 4 со скошенной частью под углом β=51° берется тот же прямоугольный профиль 20×30 мм толщиной 2,0 мм. После изготовления соответствующих отверстий в контурной трубе 3 по профилю коллекторных труб 4 производится установка коллекторных труб 4 в соответствующие отверстия и сварка их с контурной трубой 3. Коллекторные трубы 4 на фиг.1 изображены со стрелками, которые показывают направление движения теплоносителя.
Если сборка коллектора производится справа налево, а вход теплоносителя будет осуществляться со стороны стрелки «вход», то вначале в первое отверстие контурных труб 3, расположенных друг против друга, вставляется первая коллекторная труба 4 без скоса. Затем во вторые отверстия контурных труб 3 вставляется вторая коллекторная труба 4 со скосом. Эта коллекторная труба 4 со скосом перекрывает сечение верхней контурной трубы 3. При этом коллекторная труба 4 со скосом устанавливается скошенной частью навстречу потоку. Далее в третьи отверстия контурных труб 3, расположенных друг против друга, вставляется третья коллекторная труба 4 без скоса. Затем в четвертые отверстия контурных труб 3, вставляется четвертая коллекторная труба 4 со скосом. Эта четвертая коллекторная труба 4 со скосом перекрывает сечение нижней контурной трубы 3. При этом коллекторная труба 4 со скосом устанавливается скошенной частью навстречу потоку. На фиг.1 в этом месте показан участок, где на листе 1 расположены только пары каркасных труб 2 без коллектора. Далее в пятые отверстия контурных труб 3, расположенных друг против друга, вставляется пятая коллекторная труба 4 без скоса. Затем в шестые отверстия контурных труб 3, вставляется шестая коллекторная труба 4 со скосом. Эта шестая коллекторная труба 4 со скосом перекрывает сечение верхней контурной трубы 3. При этом коллекторная труба 4 со скосом устанавливается скошенной частью навстречу потоку. Установка коллекторных труб 4 производится во все отверстия контурных труб 3, пока последние две коллекторные трубы 4 не образуют движение потока теплоносителя на выход. При этом любой торец коллекторной трубы 4, не имеющий скос, устанавливается в отверстиях контурных труб 3 таким образом, чтобы он не препятствовал движению теплоносителя вдоль контурных труб 3, а скос призван перекрывать свободное движение теплоносителя вдоль контурных труб 3, направляя поток по этой трубе к противоположной контурной трубе 3.
Установленные в таком порядке все коллекторные трубы 4 соединяются неразъемными соединениями с контурными трубами 3 сваркой. Сварка производится по трем сторонам периметра: сверху по стороне, равной 30,0 мм, и сверху вниз по двум боковым сторонам, равным 20,0 мм. После остывания швов коллектор переворачивают и заваривают последнюю сторону периметра. Затем два торцевых отверстия контурных труб 3, расположенных по диагонали, закрывают заглушками и заваривают, а другие два оснащают патрубками 8.
Затем на расположенный снизу каркас в сборе сверху накладывают коллектор в сборе, совмещая размещение коллекторных труб 4 между парными отрезками каркасных труб 2, торцы которых размещены между контурными трубами 3. Затем сверху накладывают верхний металлический лист 5. Собранные таким образом каркас в сборе, коллектор в сборе и верхний металлический лист 5 соединяются вместе через прямолинейные отрезки каркасных труб 2 с верхним металлическим листом 5 при помощи точечной сварки, или прерывистой сваркой, или саморезами сверху верхнего металлического листа 5 впотай по два к краям прямолинейных отрезков каркасных труб 2. Возможна любая комбинация их крепления для прохождения теплоносителя. С внешней стороны к двум крайним коллекторным трубам 4 по всей длине устанавливают с двух сторон с помощью сварки полосу торца 7 с двумя кронштейнами 6.
Понятно, что если контурные трубы 3 будут согнуты по некоторому радиусу, то плиты получают согнутыми по этому радиусу.
Нагревательная плита работает следующим образом. Теплоноситель через патрубок 8 поступает в контурную труб 3 со стороны входа и, упираясь в первый выступ коллекторной трубы 4, по двум коллекторным трубам 4 направляется вниз ко второй нижней контурной трубе 3 и продолжает по ней движение к выходу. Вторая коллекторной трубы 4 со скосом внизу направляет поток теплоносителя по второй паре коллекторных труб 4 вверх обратно в верхнюю контурную трубу 3. Там третья коллекторная труба 4 со скосом вверху направляет поток теплоносителя по третьей паре коллекторных труб 4 обратно вниз в нижнюю контурную трубу 3 и т.д. по стрелкам на выход, осуществляя равномерный нагрев всей зоны плиты.
В нашем примере рассмотрены попарно совмещенные каркасные трубы 2, но их количество между коллекторными трубами 4 может быть совмещено и больше. Скажем по три, четыре и более, до десяти. В этом случае соответственно увеличивается и расстояние h1 между коллекторными трубами 4. Все зависит от габаритных размеров плиты, особенно от входа до выхода, подбора труб по ширине и распределения их таким образом, чтобы вход с выходом размещались по диагонали плиты, и соответствовали выбранному порядку по всей плите.
Необходимо отметить, что поток теплоносителя в контурной трубе 3 можно разделить не только на два потока, но и на большее количество потоков, скажем три или пять. В этом случае увеличивается количество номенклатуры коллекторных труб из-за расчетных углов β и других факторов, что усложняет конструкцию нагревательных плит и делает их изготовление нецелесообразным с точки зрения экономики.
Таким образом, предложенная конструкция нагревательных плит способствует равномерному распределению тепла по всей ее площади, повышает качество получаемых изделий и ведет к снижению затрат на изготовление таких нагревательных плит различной конфигурации.
Изобретение относится к машиностроению и может быть использовано в деревообрабатывающей промышленности при изготовлении и отделке древесных плит, фанеры, слоистых пластиков и т.д., а также в радиаторах для равномерного распределения поступающего тепла по всему объему радиатора или плиты. Нагревательная плита содержит каркас и совмещенный с ним коллектор. Каркас выполнен в виде нижнего металлического листа с установленными на нем сверху прямолинейными отрезками каркасных труб прямоугольного профиля. Коллектор состоит из двух параллельно расположенных контурных труб прямоугольного профиля и расположенных между ними прямолинейных отрезков коллекторных труб прямоугольного профиля. Между коллекторными трубами расположены совмещенные отрезки каркасных труб. Сверху совмещенные каркас и коллектор накрыты верхним металлическим листом. Каждая вторая коллекторная труба, начиная от входа потока теплоносителя, выполнена удлиненной и со скосом под углом, направленным навстречу потоку теплоносителя. Указанная коллекторная труба перекрывает поперечное сечение контурных труб и разделяет поток теплоносителя на два равных потока. Потоки направляются к противоположной контурной трубе вплоть до выхода потока теплоносителя. В результате обеспечивается равномерное распределение тепла по всей площади нагревательной плиты и снижение затрат на ее изготовление. 2 ил., 1 пр.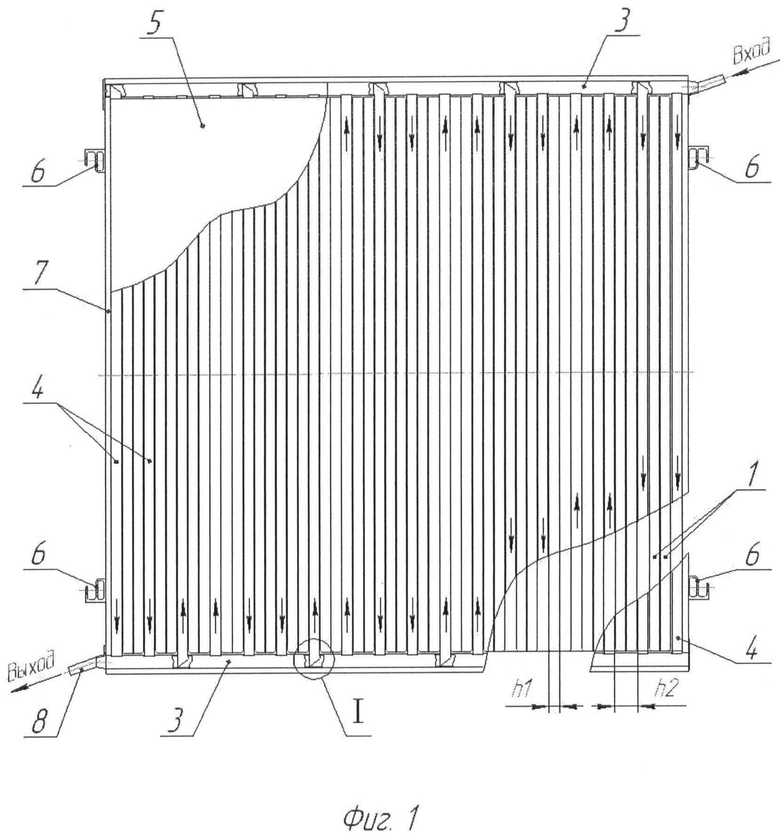
Нагревательная плита, содержащая каркас в виде нижнего металлического листа с установленными на нем сверху прямолинейными отрезками каркасных труб прямоугольного профиля и совмещенный с каркасом коллектор, состоящий из двух параллельно расположенных контурных коллекторных труб прямоугольного профиля, являющихся направляющими, и расположенных между ними прямолинейных отрезков коллекторных труб прямоугольного профиля, между которыми расположены совмещенные отрезки каркасных труб, вместе образующие плоскость, сформированную контурными коллекторными трубами, при этом сверху совмещенные каркас и коллектор накрыты верхним металлическим листом, отличающаяся тем, что каждая вторая коллекторная труба, начиная от входа потока теплоносителя, выполнена удлиненной и со скосом под углом, направленным навстречу потоку теплоносителя, и перекрывает поперечное сечение контурных труб для разделения потока теплоносителя на два равных потока и направления их к противоположной контурной трубе до выхода потока теплоносителя.
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| НАГРЕВАТЕЛЬНАЯ ПЛИТА | 2005 |
|
RU2293016C2 |
| Нагревательная плита для изготовления листовых древесных материалов | 1985 |
|
SU1261798A1 |
| JP 7299810 А, 14.11.1995 | |||
| US 6779703 B2, 24.08.2004. | |||

