Изобретение относится к области переработки полимерных материалов и может быть использовано предприятиями, производящими полиэтиленовый лист.
Известен способ получения листовых материалов путем экструдирования материала через кольцевую головку с последующим разрезанием экструдата в вязкотекучем состоянии по образующей и разворачиванием его в полотно перед охлаждающими валками [1]. Способ обеспечивает равномерность свойств материала по ширине листа, однако не пригоден при производстве тонких, но широких листов, поскольку последний успевает остыть до прихода на валки.
Известен способ получения тонкого листа из композиции на основе полиэтилена, включающий ее экструдирование через щелевую головку, подачу расплава на охлаждающие валки и последующий отбор листа тянущим устройством [2] (прототип). При этом температура переработки не превышает 250°С, расстояние между головкой и валками составляет 20-70 мм, линейная скорость тянущего устройства на 5-7% ниже скорости охлаждающих валков. Защищаемые в способе технологические параметры не позволяют получить тонкие высокопрочные листы, пригодные для дальнейшей переработки вакуумформованием в крупногабаритные изделия.
Задачей изобретения является получение тонкого прочного листа с равномерностью свойств по ширине на основе полиэтилена высокой плотности с пониженными энергозатратами при производстве.
Поставленная задача решается тем, что в способе получения тонкого листа из полиэтилена высокой плотности, включающем его экструдирование через щелевую головку, подачу расплава на охлаждающие валки и последующий отбор листа тянущим устройством, перед экструдированием гранулы полиэтилена смешивают с 0,8-1,0 мас.% ди(2-этилгексил) себацината термостабильного, а подачу расплава ведут при температуре 260-280°С, при этом линейная скорость отбора листа тянущим устройством на 2-4% выше линейной скорости охлаждающих валков, которая, в свою очередь, на 6-10% превышает скорость выхода расплава из головки, а расстояние между головкой и охлаждающими валками устанавливают 250-400 мм.
Известно, что при производстве листовых материалов в последних могут наблюдаться ориентационные эффекты, приводящие к изменению их свойств. При этом ориентация молекул по ширине экструдируемого листа, как правило, не одинакова. Устранить этот недостаток можно с помощью смазочных веществ. За счет правильно подобранных добавок и технологических режимов изготовления листа можно добиться равномерности свойств листа по всей его ширине. Благодаря этому снижается вероятность разрыва листа, подготовленного к вакуумформованию и разогретого до температуры формования (120-150°С).
Из большого числа различных марок полиэтиленов и традиционных смазочных веществ, испытанных нами (масла, парафины, стеараты металлов, пластификаторы), наилучшие результаты показало сочетание полиэтилена высокой плотности со стандартным показателем текучести расплава (ПТР) в пределах 0,3-0,6 г/10 мин и ди(2-этилгексил) себацината термостабильного. ПТР определяют по ГОСТ 11645-73 при температуре 190°С и нагрузке 49 Н (5 кгс).
Во-первых, эта композиция обеспечила оптимальное сочетание ориентационной прочности и подвижности расплава полиэтилена при вакуумформовании изделий; во-вторых, она оказалась наиболее термостойкой при высоких температурах изготовления листа (260-280°С) и, соответственно, меньше выделяла при этом вредных веществ; в третьих, пластифицирующий эффект от малого содержания смазки оказался достаточным для получения листа с наиболее равномерной прочностью по его ширине (±11%). Использование в композиции полиэтилена высокой плотности с ПТР 0,3-0,6/10 мин позволяет обеспечить достаточную прочность листа за счет высокой молекулярной массы полимера и очень малой разветвленности молекул, которая дополнительно создается защищаемым способом.
Предлагаемый способ позволяет создать в получаемом листовом материале необходимую ориентацию макромолекул полиэтилена. Она начинается с высокой температуры на головке, где происходит обрыв боковых ответвлений от основной цепи и свободная фильтрация неоднородных, разветвленных молекул на край листа. При дальнейшей переработке листа вакуумформовкой края листа обычно попадают под прижимную рамку и в дальнейшем обрезаются. Увеличение скорости вытяжки расплава из головки сначала охлаждающими валками, а затем и тянущим устройством способствуют появлению ориентации молекул в расплаве и их последующему “закреплению” в остывающем листе.
Расстояние между головкой и валками играет важнейшую роль, поскольку именно на этом промежутке происходит вытяжка расплава, приводящая к ориентации молекул. Конкретные значения температурно-скоростного режима способа изготовления тонкого листового материала из композиции на основе полиэтилена были определены экспериментальным путем.
Эксперимент проводился на листовальной линии, на базе двушнекового экструдера (диаметр шнека D=90 мм, отношение L/D=18) с плоскощелевой головкой шириной 1000 мм.
Примеры осуществления способа
Использовали гранулированный полиэтилен высокой плотности марки 273-79 (ГОСТ 16338-85) производства АО “Казаньоргсинтез”. Для смазки применяли ди (2-этилгексил) себацинат термостабильный, изготовленный в соответствии с ТУ 6-06-11-88. Компоненты смешивали при 20°С в лопастном смесителе. Композицию перерабатывали экструзионным способом в лист толщиной 0,85 мм и шириной 920 мм. Основные параметры заявляемого способа приведены в табл.1.

В процессе получения листа оценивали эффективность смазки. Об эффективности смазки судили по токовой нагрузке на двигателе экструдера при постоянной частоте оборотов шнека n=30 мин-1. Последняя непосредственно связана с энергозатратами при экструдировании листа.
Прочность при растяжении оценивали на образцах размером 150×15×0,85 мм. Испытания проводили согласно ГОСТ 11262-80.
Образцы листового материала испытывались на способность к вытяжке при вакуумформовании. Для этого с края и середины листа вырезались прямоугольные образцы размером 10×250 мм (вдоль направления экструзии). Концы образцов (по 25 мм) жестко фиксировались в рамке, которая подвергалась нагреву. При этом фиксировали время нагрева в течение которого происходил разрыв образцов. Чем больше времени требуется для разрыва разогретых образцов и меньше разница во времени между центральным и крайним образцами, тем более прочный и однородный по ширине лист и меньше вероятность получения бракованной детали при его переработке.
Результаты испытаний композиций представлены в табл.2.
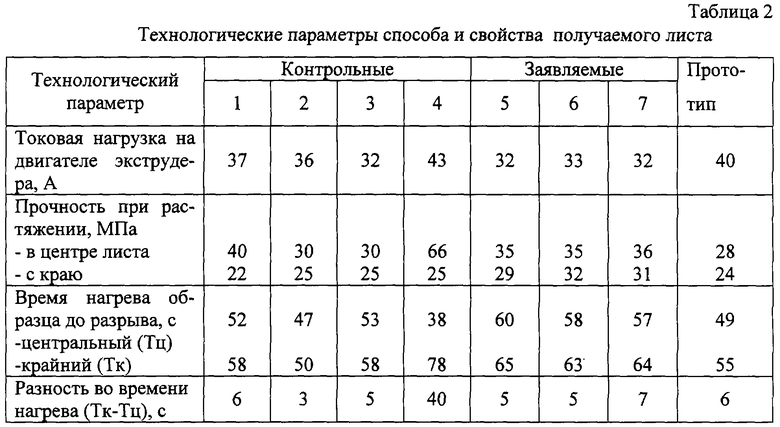
Полученные данные свидетельствуют о том, что предлагаемый способ позволяет получать качественные тонкие листы из полиэтилена высокой плотности с пониженными энергозатратами. Причем положительный эффект достигается при использовании всей совокупности защищаемых способом признаков.
Источники информации
1. А.С. №1818234 (СССР), МПК В 29 С 47/36, опуб. Б.И. №20, 1993.
2. Фридман М.Л. Технология переработки кристаллических полиолефинов. М.: Химия, 1977, с.248-256, - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗВУКОПОГЛОЩАЮЩИЕ ПОЛИОЛЕФИНЫ С ОТКРЫТЫМИ ЯЧЕЙКАМИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1999 |
|
RU2224773C2 |
| БИОРАЗЛАГАЕМАЯ ГРАНУЛИРОВАННАЯ ПОЛИОЛЕФИНОВАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2352597C1 |
| Термопластичная композиция | 2021 |
|
RU2756586C1 |
| Способ изготовления древесных пластиков | 1987 |
|
SU1611747A1 |
| Полимерная композиция | 1978 |
|
SU765306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| МАТЕРИАЛ ДЛЯ ЗАЩИТНЫХ ПОКРЫТИЙ СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2129133C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ВЫСОКООРИЕНТИРОВАННОЙ ТОНКОЙ ПЛЕНКИ С ПОРОШКОМ НЕОРГАНИЧЕСКОГО ВЕЩЕСТВА | 2012 |
|
RU2567281C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
Изобретение относится к области переработки полимерных материалов и может быть использовано для вакуум-(пневно-) формовочных изделий из тонкого полиэтиленового листа. Способ получения тонкого листа из композиции на основе полиэтилена высокой плотности включает предварительное смешивание гранул полиэтилена высокой плотности с 0,8-1,0 мас.% ди(2-этилгексил)себацината термостабильного, экструдирование композиции через щелевую головку, подачу расплава на охлаждающие валки и последующий отбор листа тянущим устройством. Причем подачу расплава ведут при температуре 260-280°С, при этом линейная скорость отбора листа тянущим устройством на 6-10% превышает скорость выхода расплава и на 2-4% выше линейной скорости охлаждающих валков. Кроме того, расстояние между головкой и охлаждающими валками устанавливают 250-400 мм. Способ позволяет получить тонкий прочный лист, обладающий равномерными свойствами по ширине листового материала, а также снизить энергозатраты при производстве. 2 табл.
Способ получения тонкого листа из полиэтилена высокой плотности, включающий его экструдирование через щелевую головку, подачу расплава на охлаждающие валки и последующий отбор листа тянущим устройством, отличающийся тем, что перед экструдированием гранулы полиэтилена смешивают с 0,8-1,0 мас.% ди(2-этилгексил)себацината термостабильного, а подачу расплава ведут при температуре 260-280°C, при этом линейная скорость отбора листа тянущим устройством на 2-4% выше линейной скорости охлаждающих валков, которая, в свою очередь, на 6-10% превышает скорость выхода расплава из головки, а расстояние между головкой и охлаждающими валками устанавливают равным 250-400 мм.
| Химический энциклопедический словарь | |||
| - М.: Сов.энциклопедия, 1989, с.193 | |||
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2092501C1 |
| Полимерные пленки | |||
| Дж.Х.Бристон и др | |||
| - М.: Химия, 1993, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Фридман М.Л | |||
| Технологии переработки кристаллических полиолефинов | |||
| - М.: Химия, 1977, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Экструзия | |||
| Библиотечка рабочего по переработке пластмасс | |||
| - Л.: Химия, 1973, с.41-42 | |||
| ГРИФФ А | |||
| Технология экструзии пластмасс | |||
| – М.: Мир, 1965, с.116-117. | |||

