Изобретение относится к созданию слоистых полимерных материалов для упаковывания, в частности к технологии амортизирующих пленок, содержащих летучие вещества, например ингибиторы коррозии металлов, душистые и амортизирующие соединения, фунгициды и бактерициды. Под летучими веществами понимаются соединения с давлением насыщенных паров при 20оС 10-1-10-6 мм рт.ст., аналогично классификации ингибиторов коррозии.
Газонаполненные слоистые пленки изготавливают путем соединения (сварка, склеивание) предварительно сформованных заготовок из термопластов с дублирующим материалом. Основные способы формования заготовок механический, вакуумный, пневматический. Наиболее технологичным является изготовление ячеистой пленки термовакуумформованием. Материал основы подается к вакуумному формовочному барабану с ячеистой поверхностью, нагревается до температуры размягчения, после чего в нем формуются ячейки глубиной от 3 до 12 мм. Дублирующий материал приваривается к ячеистой основе непосредственно на формовочном барабане, при этом в ячейках пленки-основы капсулируется воздух. Различные варианты изготовления ячеистой пленки связаны с особенностями технологии и вакуум-формовочного оборудования.
Однако способы изготовления амортизирующих упаковочных материалов из готовых пленочных или листовых термопластов приводят к высоким издержкам, особенно для материалов специального назначения.
Способы получения газонаполненных пленок непосредственно из полимерных гранул экономичнее, поскольку предусматривают формование ячеистой структуры за время нахождения экструдируемого рукава или полотна в вязкотекучем состоянии.
Известен способ изготовления газонаполненной пленки, согласно которому после введения газа под легким избыточным давлением в экструдируемый пленочный рукав, последний пропускают под давлением между двумя параллельными цилиндрическими валками, которые расположены друг над другом и вращаются навстречу друг другу таким образом, что рукав сплющивается в двухслойную пленку [1].
При сплющивании обращенные друг к другу поверхности рукава свариваются под действием тепла и давления. Один из валков или оба по своей внешней поверхности имеет множество выемок целевой конфигурации, расположенных с промежутками. При сплющивании рукава содержащийся внутри газ распределяется по карманам, образующимся в виде пузырьков на поверхности пленки. Сырьем для изготовления являются термопласты: полиэтилен, полипропилен, полистирол, полиуретан, поливинилхлорид и др. Газом, вводимым в пленочный рукав со стороны шприцевального устройства, может служить воздух или более легкий газ например водород, гелий, неон и азот. Промышленная реализация данного способа изготовления амортизирующего материала из формовочного рукава достаточно сложна.
Более широкие возможности промышленной реализации имеют способы, предусматривающие изготовление газонаполненных пленок из экструдируемых полотен термопластов с использованием нескольких экструдеров с плоскощелевыми головками [2].
Ближайшим по технической сущности к предложенному решению является способ изготовления газонаполненной амортизирующей пленки, включающий раздельное экструдирование термопластов пленки-основы и дублирующей пленки, вакуумное формование ячеек на пленке-основе при вязкотекучем состоянии полимера, наложение на нее дублирующей пленки при вязкотекучем состоянии полимера и сварку пленок с капсулированием газа в виде летучих веществ в ячейки пленки-основы [3].
Процесс получения амортизирующей пленки является двухстадийным. На первой стадии методом раздува получают пленку-основу, дублируемая поверхность которой насыщается в зоне вязкотекучего состояния полимера жидким ингибитором коррозии или раствором ингибитора, и наматывают ее на барабан. Вторая стадия проводится на машине формования и сварки пленки. Пленка-основа поступает с бобины на валок, на котором нагревается до состояния, близкого к пластическому, после чего она поступает на формующий барабан, где в первой зоне электрического нагревателя осуществляется вакуумное формование ячеек.
Одновременно с другой бобины поступает дублирующая пленка, подогревается на валке до пластического состояния и в месте контакта с формующим барабаном происходит наложение дублирующей пленки на пленку-основу, прогретую во второй зоне нагревателя до вязкотекучего состояния, и сварка пленок. При этом в ячейках пленки-основы капсулируется смесь паров ингибитора с воздухом. Летучий ингибитор имеет температуру кипения, превышающую температуру сварки, благодаря чему в ячейках пленки-основы капсулируется насыщенный пар ингибитора. Конденсация паров ингибитора происходит уже при температуре формования ячеек.
К недостаткам известного способа можно отнести двустадийность процесса, большие потери ингибитора с дублируемой поверхности пленки-основы в процессе нагрева при формировании ячеек перед сваркой. Кроме того, диффузия летучего ингибитора происходит только через утончившуюся в процессе формования пленку-основу.
Задачей изобретения является расширение области использования за счет выбора летучих веществ с определенными исходными свойствами; получение в одну стадию амортизирующей пленки, которая обладала бы прежним свойством пролонгированного испарения ингибитора коррозии, конденсированного внутри пузырька, через утончившуюся в процессе формования пленку-основу, и, кроме того, - новым свойством испарения ингибитора с поверхности.
Поставленная задача достигается тем, то по способу изготовления газонаполненной амортизирующей пленки, включающему раздельное экструдирование термопластов пленки-основы и дублирующей пленки, удержание экструдируемых полотен в вязкотекучем состоянии полимера, вакуумное формование ячеек на пленке-основе, наложение на нее дублирующей пленки и сварку пленок с капсулированием газа в ячейки пленки-основы, согласно изобретению в качестве газа для капсулирования в ячейки пленки-основы используют летучие вещества с температурой кипения, превышающей температуру переработки полимера, которые экструдируют вместе с расплавом пленки-основы в низкотемпературном режиме, при этом сварка пленок происходит за счет тепла дублирующей пленки.
Удержание экструдируемых полотен в вязкотекучем состоянии полимера реализуется за счет минимального времени транспортирования при совмещении стадий формования ячеек в пленке-основе со сваркой ее с дублирующей пленкой на формующем барабане.
Для обеспечения температуры в зоне сварки выше 120оС температура расплава на выходе из головки экструдера должна быть не ниже 160оС, так как расплав при транспортирования охлаждается. При такой температуре резко возрастают потери летучих модификаторов. Для сохранения концентрации модификатора его смесь с гранулированным полиэтиленом перерабатывают при низкотемпературном режиме экструзии (до 140оС). Дублирующий расплав выходит из головки с температурой 180оС, и за счет тепла дублирующей пленки происходит качественная сварка с основой.
При температуре кипения летучего модификатора, превышающей температуру сварки, в ячейках пленки-основы капсулируется насыщенный пар модификатора. Конденсация паров происходит уже при температуре формования ячеек.
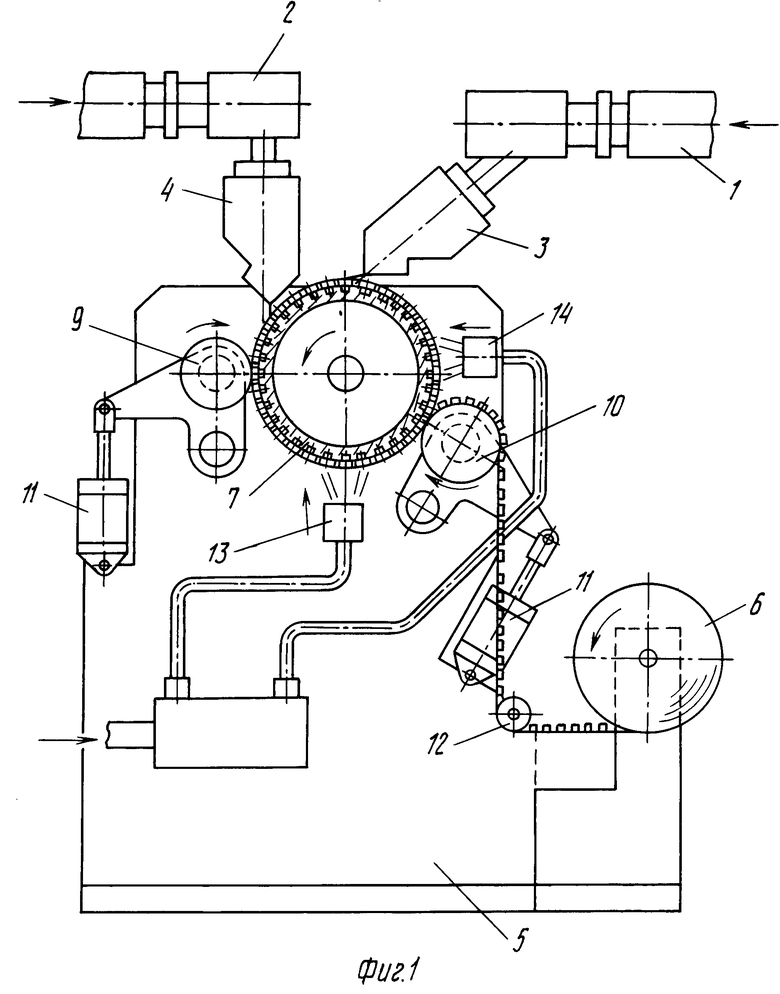
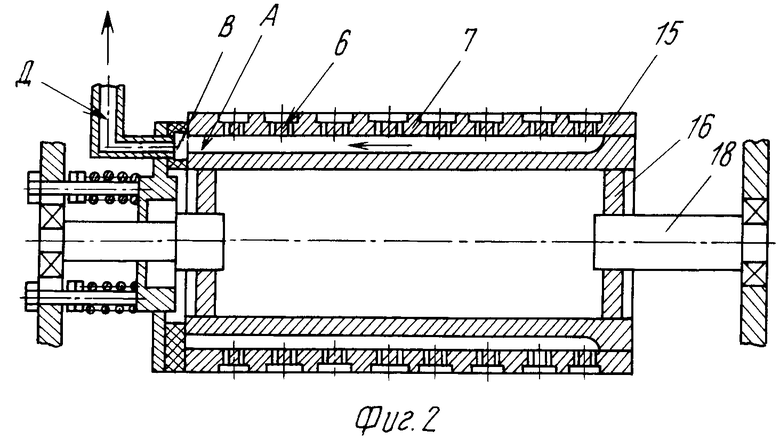
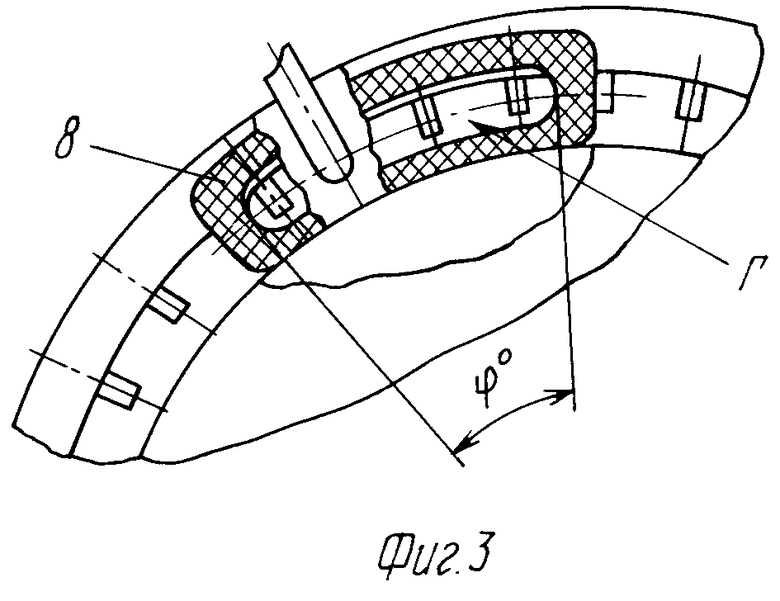
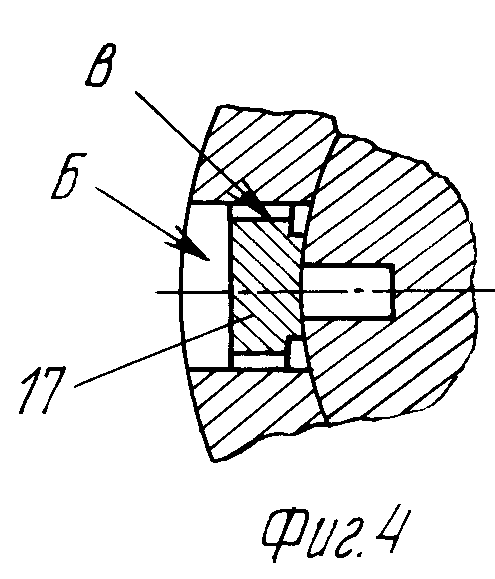
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид устройства для осуществления способа; на фиг.2 - формующий барабан; на фиг.3 - вид на торец барабана; на фиг.4 - формующая полость барабана.
Устройство для изготовления амортизирующей газонаполненной пленки содержит два экструдера 1, 2, две плоскощелевые головки 3, 4, смонтированные на станине 5, намоточный узел 6 и узел формования, включающий формующий барабан 7 и сектор вакуумирования 8. На станине 5 смонтированы также валы дублирующий 9 и охлаждающий 10, связанные с пневмоцилиндрами 11, отклоняющий валок 12 и два раструба 13 и 14. Формующий барабан 7 охлаждается воздухом, поступающим из раструба 14, и выполнен в виде полого цилиндра 15 с торцовыми стенками 16. В цилиндре 15 выполнены каналы А для отсоса воздуха из формующих полостей Б, имеющих форму цилиндра с запрессованной в нижней части шайбой 17, по краям которой выполнены отверстия В, сообщающие формующие полости Б с каналами А. Барабан установлен на цапфах 18. В торце барабана размещен сектор 8, в котором выполнена полость Г, охватывающая каналы А зоны формирования ϕo, от которой через отверстие Д откачивается воздух.
Устройство работает следующим образом.
Полимерный материал в виде гранул, смешанных с летучим модификатором, захватывается червяком, нагревается и расплавляется в цилиндре экструдера 1 и из плоскощелевой головки 3 расплав пленки-основы поступает на формующий барабан 7, на котором происходит формование ячеек за счет перепада давления, появляющегося при отсосе воздуха вакуум-насосом в период перекрытия пленкой формующих полостей Б. Одновременно из экструдера 2 расплавленный полимер направляется в плоскощелевую головку 4, из которой в виде полотна поступает на формующий барабан 7, и в месте контакта сваривается с отформованной пленкой под воздействием дублирующего валка 9. При дальнейшем вращении формующего барабана 7 пленка охлаждается потоком воздуха, поступающим из раструба 13. После съема с барабана 7 готовая пленка огибает охлаждающий вал 10, где дополнительно охлаждается, после чего поступает в намоточный узел 6.
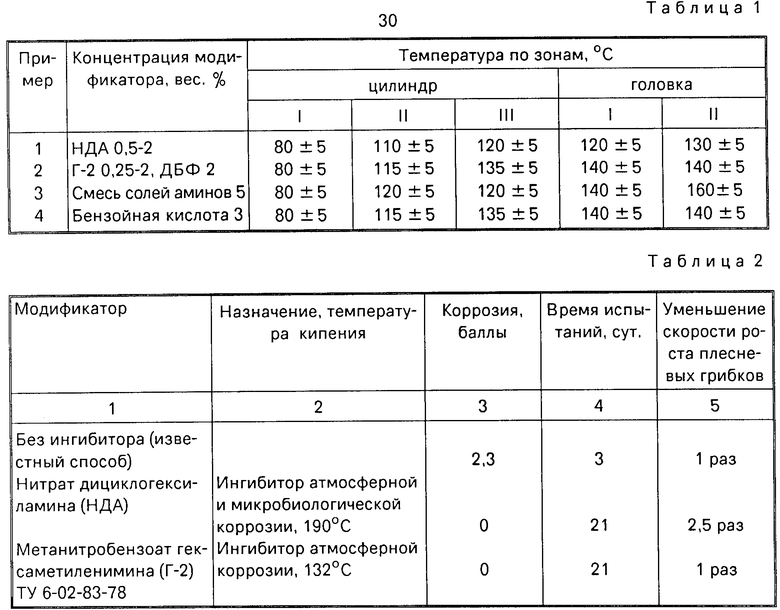
П р и м е р ы 1-4. Пленка-основа толщиной до 100 мкм была изготовлена на экструдере с плоскощелевой головкой из приготовленных механическим путем смесей гранулированного ПЭНП: пример 1 с мелкодисперсным порошком ингибитора коррозии НДА (0,5-2 вес.%); пример 2 с мелкодисперсным порошком ингибитора Г-2 (0,25-2 вес.%) и летучим пластификатором дибутилфталатом (2 вес. %); пример 3 с солями аминов: солью фенольного основания Манниха из нонилфенола и тетраметилдипропилентриамина и олеиновой кислоты (2 вес.%) и солью моноэтаноламина и синтетических жирных кислот фракции С10-13 (3 вес.%); пример 4 с бензойной кислотой (3 вес.%).
Температурные режимы экструзии композиций на основе ПЭНД представлены в табл.1.
Низкотемпературный (до 140оС) режим экструзии позволяет сократить потери модификатора (примеры 1,2,4). Необходимое условие, чтобы порошкообразные компоненты (НДА, Г-2, бензойная кислота) находилась при этой температуре в состоянии расплава. Увеличение концентрации модификатора (пример 3) позволяет использовать более жесткий режим экструзии, который применяется при изготовлении пленки без модификатора. Для обеспечения качества сварки пленки дублирующий расплав должен иметь на выходе из головки температуру 180оС.
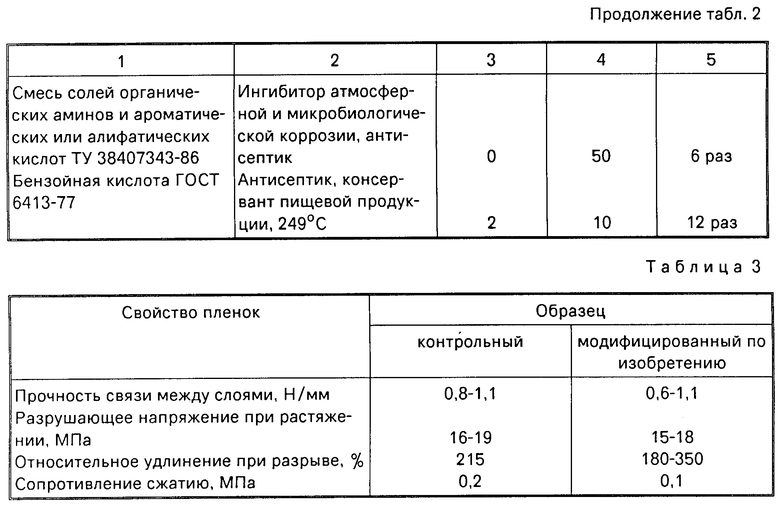
Защитные свойства получаемого материала оценивали по результатам ускоренных коррозионных испытаний образцов стали 08 КП, согласно ГОСТ 15151-69, упакованных в герметичные пакеты из амортизирующих пленок, содержащих ингибиторы коррозии; микробиологическую стойкость и степень роста плесени по ГОСТ 13410-83, метод А (см. табл.2).
Достоинством предложенного способа изготовления амортизирующей пленки является сохранение высоких прочностных и амортизирующих свойств газонаполненных пленок ячеистой структуры с дополнительным приобретением нового свойства (см. табл.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления газонаполненной амортизирующей полимерной пленки | 1989 |
|
SU1699798A1 |
| АРМИРОВАННАЯ СЕТКОЙ ПОЛИМЕРНАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2085386C1 |
| Способ изготовления амортизирующего полимерного материала и устройство для его осуществления | 1990 |
|
SU1781084A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| ПЛОСКАЯ СТРУКТУРА, СОСТОЯЩАЯ ИЗ СВЯЗАННОГО КОМПЛЕКТА СОПРИКАСАЮЩИХСЯ ЯЧЕЕК В ВИДЕ КЛЕТОК | 2006 |
|
RU2380230C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАПСУЛИРОВАННОЙ КАМЕННОЙ КРОШКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2550640C1 |
| Устройство для непрерывного изготовления полос из термопласта | 1986 |
|
SU1788931A3 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ ПЛИТ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ СЖАТИЮ | 2009 |
|
RU2400494C1 |
Использование: изготовление газонаполненных амортизирующих пленок для консервации и упаковки продукции машино- и приборостроения. Сущность изобретения: способ изготовления включает раздельное экструдирование термопластов пленки-основы и дублирующей пленки, удержание экструдируемых полотен в вязкотекучем состоянии полимера. Затем осуществляют вакуумное формование ячеек на пленке-основе, наложение на нее дублирующей пленки и сварку пленок с капсулированием газа в ячейки пленки-основы. В качестве газа для капсулирования в ячейки пленки-основы используют летучие вещества с температурой кипения, превышающей температуру переработки полимера. Летучие вещества экструдируют вместе с расплавом пленки-основы в низкотемпературном режиме. При этом сварка пленок происходит за счет тепла дублирующей пленки. Это позволяет изготавливать пленки с высокими прочностными и амортизирующими свойствами, а также расширить область их использования. 4 ил., 3 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ, включающий раздельное экструдирование термопластов пленки-основы и дублирующей пленки, вакуумное формование ячеек на пленке-основе при вязкотекучем состоянии полимера, наложение на нее дублирующей пленки при вязкотекучем состоянии полимера и сварку пленок с капсулированием газа в виде летучих веществ в ячейки пленки-основы, отличающийся тем, что используют летучие вещества с температурой кипения, превышающей температуру переработки полимера, которые экструдируют совместно с расплавом пленки-основы в низкотемпературном режиме, а сварку пленок осуществляют за счет тепла дублирующей пленки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления газонаполненной амортизирующей полимерной пленки | 1989 |
|
SU1699798A1 |
| Солесос | 1922 |
|
SU29A1 |

