Изобретение относится к области машиностроения и может быть использовано в изделиях, содержащих детали, выполненные из железа и сплавов на его основе, работающие в агрессивных средах.
Известна деталь из стали и чугуна с покрытием, полученным алитированием поверхности детали диффузионной термообработкой в вакууме и последующим микродуговым оксидированием алитированного слоя, причем алитирование выполнено на глубину 10·10-3÷0,5 мм, а оксидирование алитированного слоя - на глубину 6·10-3÷0,3 мм. (SU 1822449 A3, МПК С 23 С 10/48, опубл. 15.06.1993). Оксидированный слой при микродуговом оксидировании образуется за счет окисления части алитированного слоя, в котором содержится до 70% железа. Наличие железа при оксидировании ухудшает качество покрытия.
Наиболее близким аналогом к заявляемому техническому решению является деталь из железа и его сплавов с микроплазменным оксидным покрытием, нанесенным на подслой из алюминия или его сплавов (RU 2199613 С2, МПК 7 C 25 D 11/06, опубл. 27.02.2003 г.). Алюминий или сплав на его основе нанесен на деталь напылением или погружением в расплав алюминия, набрызгиванием из капельножидкой фазы и т.д. В алюминированном слое не содержится Fe в качестве основного элемента, что исключает образование его окислов при оксидировании.
Наиболее эффективными и сравнительно недорогими электроплавленными окислами, полученными электрохимическим путем в режиме микроплазменного оксидирования, является Al2О3 и SiO2.
Детали, выполненные из железа и его сплавов, с такими покрытиями толщиной 100÷200 мкм, защищены одновременно и от коррозии, и от износа, и от теплового воздействия (термоудара), т.е. обладают универсальностью.
Однако подслой алюминия ограничивает область применения деталей из железных сплавов с микроплазменным покрытием при работе в условиях высоких температур и газовой коррозии, т.к. температура плавления алюминия составляет 658°С, а сплавов на его основе еще ниже. При нагреве такой детали выше 658°С алюминий расплавляется и микроплазменное оксидное покрытие отслаивается. Это ограничивает область использования деталей с микроплазменным покрытием при рабочих температурах 700÷900°С, газовой коррозии и в контакте с жидкометаллическими средами, например с алюминием.
Задачей предлагаемого изобретения является устранение отмеченных недостатков, а именно расширение области использования деталей из железа и его сплавов, снабженных микроплазменным оксидным покрытием.
Поставленная задача достигается тем, что деталь из железа и сплавов на его основе, содержащая покрытие, образованное способом микроплазменного оксидирования на подслое, содержащем алюминий, подслой выполнен из слоя твердого раствора алюминия в α-железе, полученного алитированием поверхности детали, и слоя окиси алюминия, полученного нагреванием при температуре 800÷900°С в воздушной среде аллитированной поверхности детали.
Алюминий является очень активным элементом и на воздухе окисляется до Al2О3, такой же окисел образуется и на алитированной поверхности. Однако толщина такой пленки незначительна, составляет 0,01 мкм, и она, в таком случае, не является барьером для проникновения железа из алитированного слоя в оксидный слой при микроплазменном оксидировании. Поэтому этот слой Al2О3 увеличен, например, до 3 мкм в процессе нагрева алитированной детали в воздушной среде до 800÷900°С. Нижний предел температур принят из условий достаточности утолщения слоя Al2О3, а верхний предел - по экономическим соображениям (экономии энергии). Рост окисной пленки Al2О3 при нагреве алитированной поверхности детали происходит вследствие разных величин коэффициентов линейного расширения при нагреве (алитированный слой имеет коэффициент линейного расширения 22·10-6 град-1, а коэффициент линейного расширения пленки из Al2О3 всего 8,8·10-6 град-1, в результате чего при нагреве будет происходить одновременно нарушение сплошности пленки, окисление алюминия и рост толщины пленки).
Последовательность слоев на поверхности предлагаемой детали:
- рабочий слой, полученный микроплазменным оксидированием, например, из Al2О3 или SiO2, выполнен толщиной 150÷200 мкм;
- далее оксидный слой из Al2О3 (барьер), например, толщиной 3 мкм;
- далее алитированный слой - твердый раствор алюминия в α-железе толщиной 0,2÷1 мм, например, 400 мкм.
Замена подслоя из легкоплавкого металла или сплава алюминия на тугоплавкий подслой из окиси алюминия, который исключает образование в микроплазменном покрытии на стальных и чугунных деталях окислов железа, позволяет расширить диапазон рабочих температур деталей с микроплазменным покрытием до 900°С и область их применения, а следовательно, расширить номенклатуру деталей, используемых в агрессивных средах при наличии газовой коррозии и воздействия расплавов металлов, таких как алюминий.
Это относится, например, к следующим деталям и изделиям:
- лопатки газотурбинных двигателей авиатранспорта;
- постоянные литейные формы;
- колосники котельных установок;
- тигли плавильно-раздаточных печей для цветных сплавов, особенно алюминиевых.
Алитирование деталей из железных сплавов производится, например, в порошкообразных средах. Детали упаковываются в ящик, заполненный рабочей смесью, в состав которой входит:
- порошкообразный алюминий 25-50% или ферроалюминий 50-75%;
- окись алюминия 25-75%;
- хлористый алюминий ˜1%.
Процесс производится при 900÷1050°С в течение 3-12 часов. Алитированный слой представляет собой твердый раствор алюминия в α-железе. Подслой из окиси алюминия образуется на поверхности стальной (чугунной) алитированной детали при нагреве ее до температуры 800÷900°С в воздушной среде.
Толщина алитированного слоя составляет 0,2÷1 мм, а толщина подслоя окиси алюминия на алитированном слое - до нескольких микрон.
На тонкий слой подслоя из окиси алюминия наращивается электроплавленный слой этой окиси в режиме микроплазменного оксидирования в электролите.
Состав элекролита: 5-10% водный раствор алюмината натрия.
Режимы микроплазменного оксидирования:
- плотность тока 10÷40 а/дм2;
- напряжение до 550 В при плавном его повышении.
Толщина слоя электроплавленного покрытия из окиси алюминия, полученного микроплазменным оксидированием, составляет 150÷200 мкм.
На чертеже изображен чугунный тигель плавильно-раздаточной печи сопротивления для приготовления и раздачи алюминиевого сплава с повышенными требованиями по содержанию в нем вредных примесей, в том числе железа.
Тигель 1 имеет алитированный слой 2 толщиной 0,8 мм, представляющий собой твердый раствор алюминия в α-железе и подслой 3 из окиси алюминия толщиной порядка 3 мкм, полученного при нагревании тигля в составе печи (без загрузки шихты) в воздушной среде при температуре 800÷900°С. Затем в ванну 4 охлажденного тигля 1 заливается электролит из 8%-ного водного раствора алюмината натрия и при плотности тока 40 а/дм2 и изменении напряжения по заданной программе от 0 до 550 В производится микроплазменное оксидирование с образованием на подслое 3 электроплавленного слоя 5 из окиси алюминия необходимой толщины, например, 150 мкм. При этом подслой 3 из Al2О3 выполняет одновременно роль барьера для предотвращения образования в покрытии 5 окислов железа.
Готовый тигель используется для приготовления алюминиевого расплава. Подслой 3 на наружной поверхности тигля предотвращает образование при его работе окалины, а микроплазменное покрытие 5 надежно защищает тигель 1 от разъедания его алюминиевым расплавом, обеспечивая повышение стойкости тигля, и предотвращает насыщение алюминиевого расплава железом.
Использование изобретения позволяет расширить область использования деталей из железа и его сплавов с микроплазменными покрытиями, в том числе при работе их в условиях воздействия высоких температур, жидкометаллических расплавов и газовой коррозии, решить проблему литейного производства - получения качественных цветных сплавов, особенно алюминиевых, с использованием в печах чугунных тиглей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| БОЕПРИПАС И СТВОЛ ДЛЯ ЕГО ВЫСТРЕЛА | 2006 |
|
RU2319103C1 |
| КОРРОЗИОННО-СТОЙКИЙ ПРОКАТ | 2007 |
|
RU2349398C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2210637C2 |
| ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2302582C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2283873C1 |
| ВЫСОКОПРОЧНОЕ ИЗДЕЛИЕ | 2005 |
|
RU2293624C1 |
| ОТЛИВКА | 2005 |
|
RU2301132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАМЯТНИКОВ | 2006 |
|
RU2338858C2 |
Изобретение относится к области машиностроения и может быть использовано в изделиях, содержащих детали, выполненные из железа и сплавов на его основе, работающие в агрессивных средах. Деталь содержит покрытие, образованное способом микроплазменного оксидирования на подслое, содержащем алюминий, при этом подслой выполнен из слоя твердого раствора алюминия в α-железе, полученного алитированием поверхности детали, и слоя окиси алюминия, полученного нагреванием при температуре 800-900°С в воздушной среде алитированной поверхности детали. Технический результат: исключение образования в микроплазменном покрытии на стальных или чугунных деталях окислов железа, расширение диапазона рабочих температур деталей с микроплазменным оксидированием до 900°С, расширение номенклатуры деталей с микроплазменным покрытием при работе их в условиях воздействия высоких температур и газовой коррозии. 1 ил.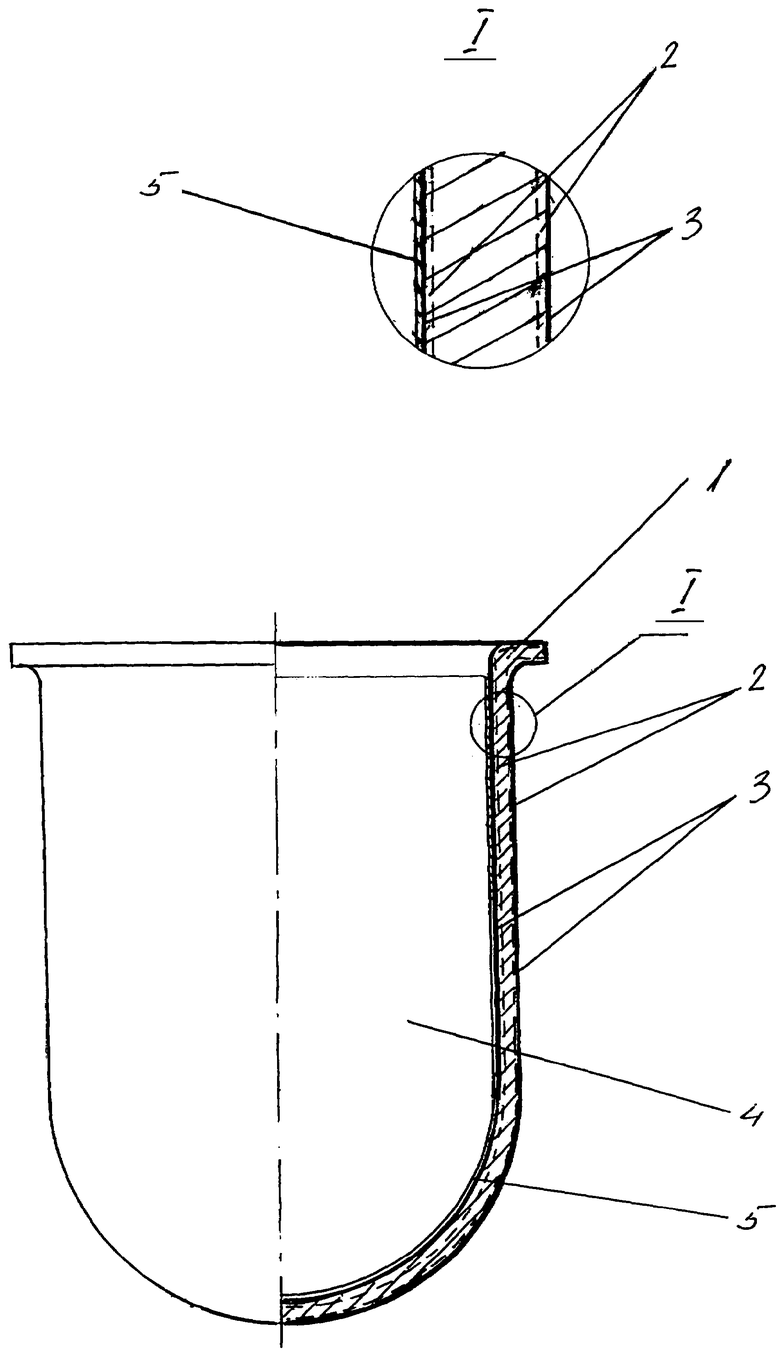
Деталь из железа и сплавов на его основе, содержащая покрытие, образованное способом микроплазменного оксидирования на подслое, содержащем алюминий, отличающаяся тем, что подслой выполнен из слоя твердого раствора алюминия в α-железе, полученного алитированием поверхности детали, и слоя окиси алюминия, полученного нагреванием при температуре 800-900°С в воздушной среде алитированной поверхности детали.
| Способ получения покрытий | 1991 |
|
SU1822449A3 |
| 2001 |
|
RU2199613C2 | |
| Способ термической обработки алитированных стальных изделий | 1978 |
|
SU855014A1 |

