Область применения
Настоящее изобретение относится к мягкому герметичному контейнеру для жидкости (иногда называемому в дальнейшем "МГКЖ"), предназначенному для транспортировки и хранения большого объема жидкости, особенно такой жидкости, плотность которой меньше плотности морской воды. Указанной жидкостью может быть, в частности, пресная вода. Изобретение относится также к способу изготовления указанного контейнера.
Предпосылки изобретения
Факты использования мягких контейнеров для хранения и транспортировки грузов, особенно жидких, известны. Хорошо известны и факты использования контейнеров для транспортировки жидкостей в воде, в частности в морской воде.
Если груз представляет собой жидкость или псевдоожиженное твердое вещество с плотностью меньше плотности морской воды, то нет необходимости в использовании жестких барж, танкеров или герметичных контейнеров. Предпочтительно использовать мягкие контейнеры, которые перемещаются из одного места в другое способом буксировки или толкания. Такие мягкие контейнеры имеют очевидные преимущества по сравнению с жесткими контейнерами. Кроме того, мягкие контейнеры, соответствующим образом сконструированные, можно свертывать или складывать после удаления из них груза и убирать на хранение на время обратного рейса.
По всему миру существует много районов, где испытывается крайняя нужда в пресной воде. Пресная вода является таким товаром, что сбор полярного льда и айсбергов быстро превращается в большой бизнес. Однако где бы ни добывалась пресная вода, ее экономичная транспортировка в пункт назначения представляет собой проблему.
Например, фирма, занимающаяся сбором полярного льда, в настоящее время намерена использовать для транспортировки пресной воды танкеры, имеющие вместимость 150000 тонн. Очевидно, что стоимость данного предприятия включает в себя не только стоимость использования такого транспортного средства для доставки груза, но и дополнительные расходы на его обратный порожний рейс для приема на борт нового груза. Мягкие контейнеры после их опорожнения можно сложить и поместить, например, на буксир, который осуществлял их буксировку до пункта разгрузки, что приведет к сокращению расходов.
Даже при таком преимуществе экономика диктует условие, согласно которому объем перевозимого в мягком контейнере груза должен быть достаточным для того, чтобы стоимость самого этого груза превышала затраты на его транспортировку. Соответственно, ведутся конструкторские разработки мягких контейнеров все больших и больших размеров. Однако технические проблемы, касающиеся таких контейнеров, продолжают существовать, несмотря на то, что их разработка ведется уже не один год. Усовершенствования, относящиеся к мягким контейнерам или баржам, изложены в патентах США №№2997973, 2998973, 3001501, 3056373 и 3167103. Мягкие контейнеры предназначены в основном для транспортировки или хранения жидкостей или псевдоожиженных твердых веществ, удельный вес которых меньше удельного веса морской воды.
Плотность морской воды в сравнении с плотностью указанных жидкостей или псевдоожиженных твердых веществ отражает тот факт, что такой груз обеспечивает мягкой транспортировочной оболочке положительную плавучесть, когда эту оболочку, частично или целиком заполненную, помещают в морскую воду и буксируют. Указанная плавучесть груза обеспечивает плавучесть резервуара и облегчает доставку самого этого груза из одного морского порта в другой.
В патенте США №2997973 описан контейнер, который включает в себя закрытый рукав из мягкого материала, такого, например, как ткань, пропитанная натуральным или синтетическим каучуком, и который имеет обтекаемый нос, приспособленный для присоединения к буксировочному средству, и по меньшей мере одну трубу, сообщающуюся с внутренним пространством контейнера с обеспечением его заполнения и опорожнения. Плавучесть обеспечивается жидким содержимым контейнера, а форма самого этого контейнера зависит от степени его заполнения. В указанном патенте сделано предположение о возможности изготовления мягкого транспортировочного контейнера из единого куска ткани, сотканного в виде рукава. Однако объяснение того, как это можно было бы выполнить при рукаве такого размера, не приводится. Очевидно, что подобной конструкции придется столкнуться с проблемой, связанной со швами. На коммерческих мягких транспортировочных контейнерах, как правило, имеются швы, так как сами эти контейнеры обычно изготавливают посредством сшивания или соединения каким-то другим способом кусков водонепроницаемого материала, что описано, к примеру, в патенте США №3779196. Известно, однако, что швы являются причиной выхода контейнера из строя, когда указанный контейнер периодически подвергается большим нагрузкам. Понятно, что выхода из строя из-за повреждения швов можно избежать в бесшовной конструкции. Но конструкция со швами является альтернативой простой текстильной ткани и обладает определенными преимуществами по сравнению с ней, особенно в отношении удобства изготовления.
В этом отношении, в настоящую заявку на патент посредством ссылки включено описание патента США №5360656, озаглавленного "Прессованный нетканый материал и способ его изготовления" ("Press Felt and Method of Manufacturing It"), выданного 1 ноября 1994 года и полностью переуступленного. В указанном патенте описан основной материал из прессованного нетканого материала, получаемый из намотанных по спирали полос текстильного материала.
Длина указанного основного материала определяется длиной каждого витка спирали указанной полосы, а его ширина - числом витков этой спирали.
Соединение краев нетканого материала, имеющего или не имеющего в своем составе плавкие волокна, можно выполнить посредством сшивания, расплавления и сварки, например посредством ультразвуковой сварки, как описано в патенте США №5713399, озаглавленном "Соединение смежных полос одежды бумагоделательной машины с помощью ультразвуковой сварки" ("Ultrasonic Seaming of Abutting Strips for Paper Machine Clothing"), выданном 3 февраля 1998 года и полностью переуступленном. Описание указанного патента включено в настоящую заявку на патент посредством ссылки.
Хотя указанный патент относится к изготовлению основного материала для прессованного нетканого материла, описанная в нем технология может найти свое применение и в изготовлении достаточно прочного рукава для транспортировочного контейнера. В то время как при изготовлении основного материала для прессованного нетканого материала желателен плавный переход между полосами текстильного материала, данное условие плавности перехода не является особенно важным при изготовлении контейнера, и в этом случае можно использовать различные способы соединения полос (их перекрывание и последующее сшивание, склеивание, скрепление скобками и т.д.). Можно использовать и другие способы соединения, что должно быть понятно специалисту в данной области.
При всем том, что создание бесшовного мягкого контейнера является желательным, как уже упоминалось при описании известного уровня техники, существуют определенные трудности, связанные со средствами для создания такой конструкции. Как уже отмечалось, до настоящего времени большие мягкие контейнеры обычно изготавливались из небольших секций, которые сшивались или склеивались друг с другом. Эти секции должны быть водонепроницаемыми. Если первоначально они изготавливались из материала, не являющегося водонепроницаемым, то до соединения друг с другом их можно было легко снабдить водонепроницаемым покрытием. Указанное покрытие могло наноситься обычными способами, например распылением или погружением.
Еще одна проблема возникает, когда контейнер оказывается пустым, так как он сам по себе обычно тяжелее морской воды. Такой контейнер при отсутствии в нем груза тонет. Для предотвращения этого к контейнеру могут быть прикреплены специальные устройства, сообщающие ему дополнительную плавучесть.
Контейнер, не имеющий указанных устройств, в результате потопления во время разгрузки может согнуться в своей средней части, что является нежелательным.
Сущность изобретения
Следовательно, главной целью изобретения является создание сравнительно большого выполненного из ткани МГКЖ, предназначенного для транспортировки груза, плотность которого меньше плотности морской воды (таким грузом может быть, в частности, пресная вода) и непроницаемого для морской воды и ее ионов.
Другой целью изобретения является создание такого МГКЖ, который имеет средство обеспечения его плавучести, особенно в порожнем состоянии, устраняющее необходимость в специальных устройствах плавучести.
Эти, а также другие цели и преимущества достигнуты посредством выполнения настоящего изобретения, в котором для изготовления МГКЖ предлагается использовать тканый или намотанный по спирали рукав длиной не менее 300 футов (90 метров) и диаметром не менее 40 футов (12 метров). Столь большую конструкцию можно изготовить на станках, на которых изготавливается одежда для бумагоделательных машин. Концы рукава, называемые иногда "носом и хвостом" или "носом и кормой", можно герметизировать разными способами, включая, например, такие, при которых концы плиссируют, складывают или как-то по-другому уменьшают в диаметре, а затем заклеивают, простегивают, скрепляют скобками или удерживают в нужном состоянии механическим соединительным устройством. Возможны и другие способы герметизации из тех, что представлены в вышеупомянутых заявках.
Как было упомянуто выше, придание такому большому контейнеру свойства непроницаемости для морской воды и находящихся в ней ионов имеет свои трудности, особенно при наличии бесшовного контейнера. Во второй вышеупомянутой заявке описаны способы решения этой задачи. Настоящее изобретение развивает данную тему и позволяет снабжать МГКЖ различными покрытиями. Кроме того, в настоящем изобретении описаны способы выполнения покрытия, которые служат не только для обеспечения указанной непроницаемости ткани МГКЖ, но также и для обеспечения плавучести самого МГКЖ при наличии или при отсутствии в нем груза (т.е. пресной воды).
В соответствии с первым аспектом данного изобретения, предлагается ткань для изготовления МГКЖ, у которой лицевая, или внешняя, сторона и изнаночная, или внутренняя, сторона имеют покрытия из термопластичного материала, которые могут отличаться друг от друга. Вариант, в котором покрытие на внутренней стороне отличается от покрытия на внешней стороне, может обладать преимуществом по ряду причин. Например, может быть желательным использование ингредиента, защищающего от воздействия ультрафиолетовых лучей, включаемого во внешнее покрытие или наносимого поверх него. Это может повлиять на выбор материала для указанного внешнего покрытия. Использовать защиту от воздействия ультрафиолетовых лучей на внутренней стороне МГКЖ не нужно. Однако может быть желательным использование гермицида или фунгицида, включаемых во внутреннее покрытие или наносимых поверх него. Это в свою очередь может повлиять на выбор материала для указанного внутреннего покрытия.
Можно привести и другие соображения в отношении преимущества использования для одного МГКЖ различных покрытий, что должно быть понятно специалисту в данной области.
Рассмотренный выше вариант выполнения покрытий может быть реализован посредством нанесения покрытия на волокно или нить, из которых изготавливается ткань для МГКЖ, перед самим изготовлением. В этом случае на волокна лицевой стороны ткани может быть нанесено покрытие из термопластичного состава одного типа, а на волокна изнаночной стороны ткани - покрытие из термопластичного состава другого типа. Процесс ткачества осуществляют так, что переплетение волокон происходит избирательно, при этом волокна с покрытием одного типа оказываются на одной стороне ткани, а волокна с покрытием другого типа - на другой ее стороне. Полученную таким образом тканую конструкцию нагревают под давлением, с тем чтобы термопластичное покрытие расплавилось и сделало ткань водогазонепроницаемой. Различные покрытия при этом остаются преимущественно на тех сторонах ткани, на которых они изначально присутствовали.
Обратимся теперь к другим способам выполнения нанесения покрытия на ткань, предоставляющим дополнительные преимущества. В этом отношении, в настоящем изобретении предлагается покрытие, которое не только делает ткань МГКЖ непроницаемой, но и позволяет указанному МГКЖ держаться на плаву благодаря тому, что покрытие само по себе обладает свойством плавучести. Первый способ заключается в нанесении нужного покрытия на ткань путем распыления. При этом желательным результатом является создание такого МГКЖ, который включает ткань и покрытие, общая плотность которых меньше плотности морской воды, при этом плотность морской воды приблизительно равна 1,0 г/см3.
Уменьшение указанной общей плотности может быть достигнуто следующими способами. Во-первых, посредством включения в покрытие специальных микросфер (которые могут быть выполнены из стекла, полимера или другого подходящего для этого материала), что создаст в этом покрытии поры, пусть и малые по размерам. Количество микросфер, добавляемых в покрытие, должно быть достаточным, чтобы его плотность уменьшилась до величины, меньшей, чем 1,0 г/см3. Величина, до которой необходимо уменьшить плотность покрытия, определяется также плотностью переплетенных волокон ткани и необходимыми физическими свойствами этого покрытия. Например, если используемые в ткани волокна являются плавучими сами по себе без всякого покрытия, то плотность покрытия необходимо уменьшить лишь настолько, чтобы оно само было плавучим. В этом случае комбинированная конструкция, какой является ткань с покрытием, естественно, будет держаться на плаву.
Однако если используемые в ткани волокна сами по себе не являются плавучими, то тогда плотность покрытия можно сделать такой, чтобы она компенсировала излишнюю плотность указанных волокон и чтобы общая плотность комбинированной конструкции при этом была меньше 1,0 г/см3.
Конечно, при выполнении указанных действий нужно учитывать, что механические характеристики покрытия должны быть не хуже тех, которые требуются для эффективной эксплуатации МГКЖ. Например, следует сохранить на необходимом уровне такие характеристики покрытия, как предел прочности при растяжении, гибкость и прочность на истирание, что должно быть понятно специалисту в данной области.
Обращаясь кратко к еще одному способу обеспечения МГКЖ достаточной плавучестью, отметим, что указанный способ тоже относится к покрытию, используемому для того, чтобы сделать ткань МГКЖ непроницаемой. Кроме того, применительно к покрытию из пеноматериала, выполняемому традиционным образом, было совершенно неожиданно обнаружено, что воздух, вовлеченный в распыляемое на ткань покрытие, приводит к образованию внутри ткани с покрытием воздушных пузырьков. Указанные воздушные пузырьки уменьшают плотность покрытия, и, если степень этого уменьшения достаточна, ткань с покрытием становится плавучей. Выяснилось, что указанные пузырьки имеют случайные размеры и располагаются произвольным образом, причем и размеры, и расположение этих пузырьков можно изменять в зависимости от режима распыления. Случайность размеров воздушных пузырьков, или, иначе говоря, пор, и произвольный характер их расположения можно использовать для сведения к определенному минимуму того отрицательного влияния, которое они могут оказывать на механические характеристики МГКЖ, рассмотренные выше.
Краткое описание чертежей
Описание настоящего изобретения, выполнение которого позволит достичь указанных целей и преимуществ, приведено ниже со ссылкой на прилагаемые чертежи, на которых:
фиг.1 изображает общий вид в аксонометрии цилиндрического МГКЖ с заостренным носом,
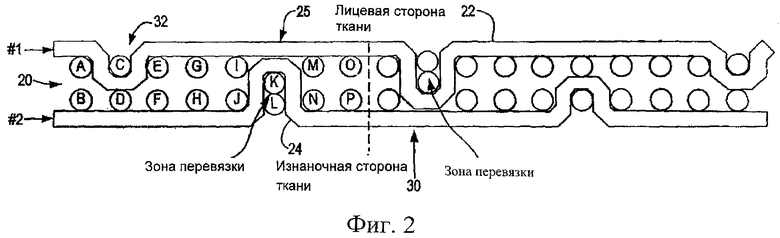
фиг.2 изображает поперечный разрез ткани, соответствующей настоящему изобретению,
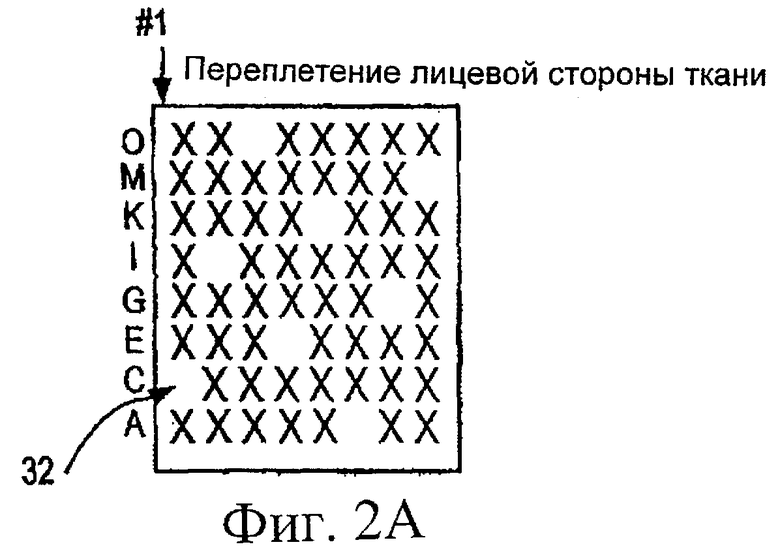
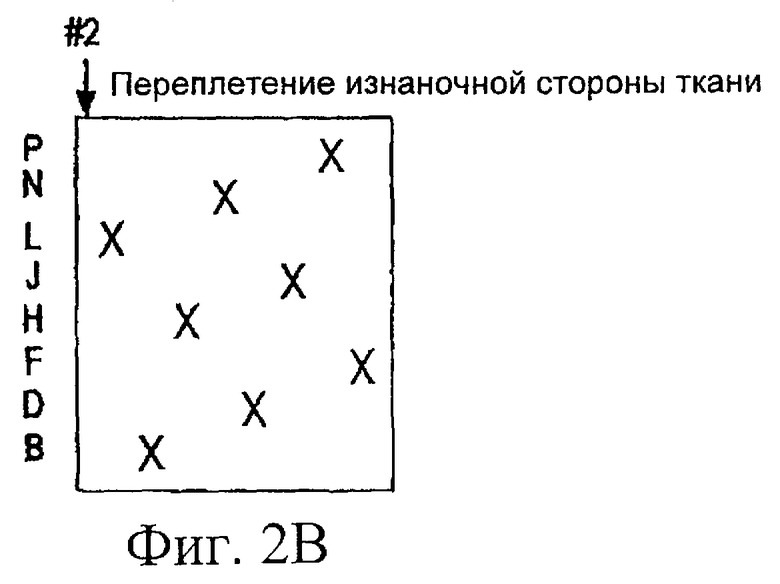
фиг.2А и 2В иллюстрируют зоны перевязки лицевого и изнаночного переплетений ткани, показанной на фиг.2 и соответствующей настоящему изобретению,
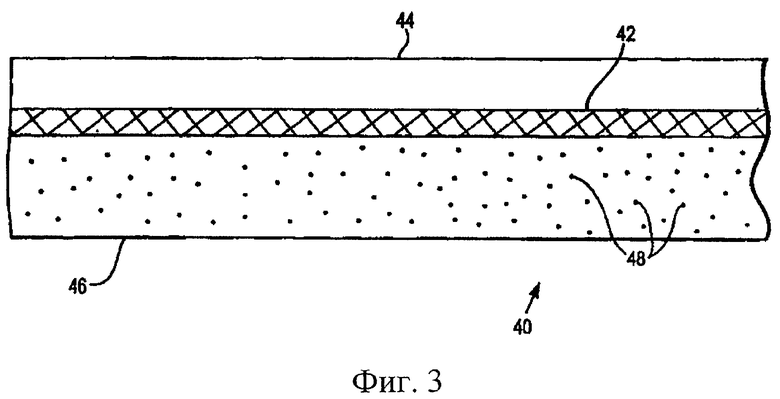
фиг.3 изображает поперечный разрез ткани с предлагаемым покрытием, в которое включены микросферы,
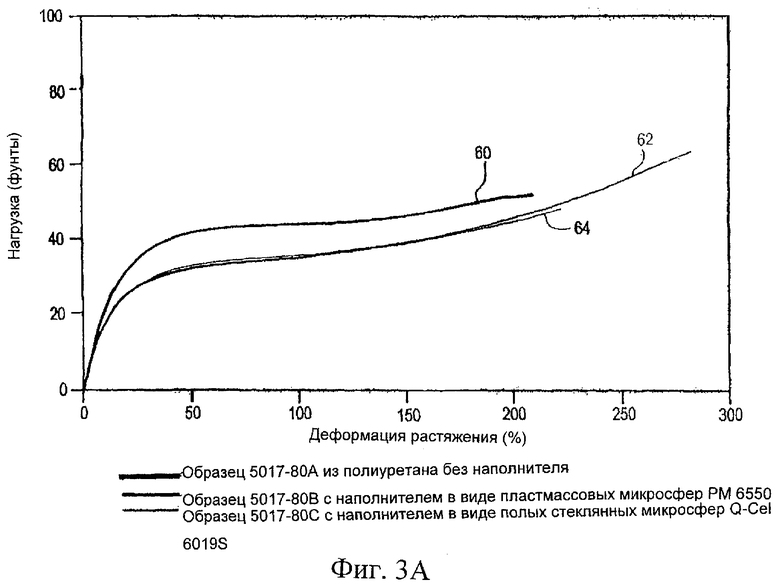
фиг.3А изображает график зависимости напряжений от деформации для полимера без микросфер и с микросферами двух различных типов,
фиг.4 изображает поперечный разрез ткани с предлагаемым покрытием, содержащим в себе захваченный воздух,
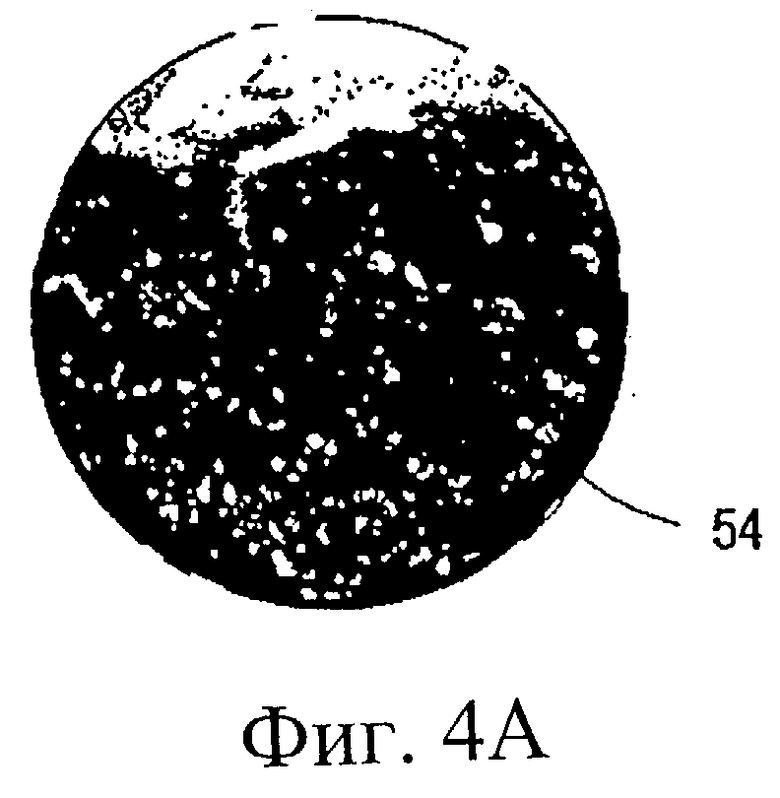
фиг.4А изображает увеличенный вид части предлагаемого покрытия, показанного на фиг.4,
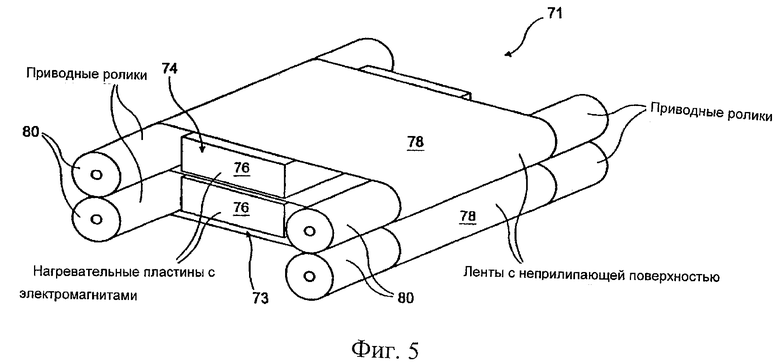
фиг.5 изображает в аксонометрии предлагаемое устройство, предназначенное для воздействия нагреванием и давлением на используемый в МГКЖ рукав, и
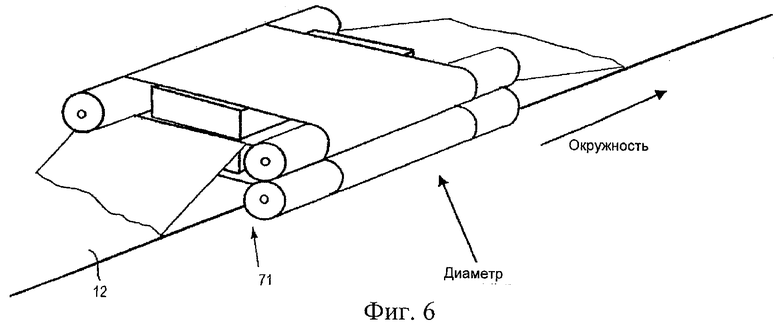
фиг.6 изображает в аксонометрии предлагаемое устройство, показанное на фиг.5, вместе с рукавом.
Подробное описание предпочтительных вариантов выполнения
Предлагаемый МГКЖ 10 должен изготавливаться из бесшовного водогазонепроницаемого рукава 12, выполненного из текстильной ткани. Форма указанного рукава может быть разной. Например, как показано на фиг.1, МГКЖ может содержать рукав, имеющий на всем своем протяжении по существу одинаковый диаметр (или периметр) и герметизированный на обоих концах. Диаметр или форма рукава могут также изменяться по его длине. Соответствующие концы рукава могут быть закрыты, сжаты и герметизированы любыми способами. Готовая конструкция с нанесенным на нее покрытием также является достаточно мягкой, чтобы ее можно было сложить или свернуть для транспортировки и хранения.
В предыдущих заявках на патент рассматривались, среди прочего, конструктивные соображения, используемые материалы, особенности и преимущества конкретных конструкций, и в настоящей заявке повторно приводиться не будут. Однако используемые материалы кратко, в общих чертах рассмотреть необходимо.
Так как МГКЖ подвергается циклической нагрузке, значение которой изменяется от нулевого до весьма высокого, то при выборе материала следует всегда учитывать его способность восстанавливать свои свойства в условиях указанной циклической нагрузки. Используемые в МГКЖ материалы должны также выдерживать воздействие солнечных лучей, морской воды, температурных изменений этой воды, воздействие морских организмов и перевозимого груза. Также они должны предотвращать загрязнение груза морской водой, которое может произойти, если указанная вода каким-то образом попадет в этот самый груз или если в него диффундируют ионы соли.
В настоящем изобретении предлагается изготавливать очень большие по размерам МГКЖ из ткани, на которую нанесено покрытие. Указанная ткань имеет два основных компонента - усилительное волокно и полимерное покрытие. Подходящие материалы для изготовления используемых в МГКЖ усилительных волокон и полимерного покрытия могут быть самыми разными. Эти материалы должны выдерживать механические нагрузки и растяжения разного вида, которым подвергается МГКЖ. Указанные материалы, особенно те из них, что используются в покрытии, также должны быть прочными на истирание, так как они во время буксировки МГКЖ возможно будут соприкасаться с посторонними объектами. Поскольку предполагается, что МГКЖ будут складывать и наматывать на барабан, то он при наматывании и разматывании будет соприкасаться с поверхностями буксирного судна, и поэтому материал, выбранный для этого МГКЖ, также должен быть прочным на истирание, которое будет происходить в результате этих соприкосновений. Кроме того, при выборе материалов для МГКЖ следует учитывать тип груза, который предполагается перевозить. Например, если груз представляет собой питьевую воду, то материалы МГКЖ, особенно те из них, что используются в покрытии на его внутренней стороне, должны быть пригодными для применения совместно с питьевой водой. Для использования того или иного покрытия даже может потребоваться разрешение правительственного учреждения, такого, например, как действующее в США Управление по контролю за продуктами и лекарствами (Food and Drug Administration, или, иначе, FDA), если употребление питьевой воды, перевозимой МГКЖ, находится в сфере его полномочий. Если же перевозимая МГКЖ питьевая вода используется на территории другого государства, то может потребоваться соответствующее разрешение правительственного учреждения этого государства. Следовательно, покрытие, которое может в результате выщелачивания выделять вредные химические соединения или может каким-то другим образом загрязнять груз, не должно использоваться на внутренней стороне МГКЖ. Возможность выщелачивания также должна быть устранена, к примеру, если в покрытие включены гермицид, фунгицид или вещество, защищающее от воздействия ультрафиолетовых лучей. Потеря этих веществ вследствие выщелачивания могла бы привести к худшим результатам по сравнению с ожидаемыми. Возможны и другие соображения относительно выбора покрытия в зависимости от вида перевозимого груза и от желательного конечного результата, что должно быть понятно специалисту в данной области.
Полимерные материалы, которые подходят для использования в покрытии, включают поливинилхлорид, полиуретаны, синтетические и натуральные каучуки, поликарбомиды, полиолефины, силиконовые полимеры и акриловые полимеры. Указанные полимеры по своей природе могут быть термопластичными или термореактивными. Среди термореактивных полимерных покрытий могут быть такие, которые отверждаются посредством нагрева, при комнатной температуре или посредством воздействия на них ультрафиолетовым излучением. Полимерные покрытия могут содержать пластификаторы и стабилизаторы, которые повышают либо гибкость, либо долговечность этих покрытий. Предпочтительными материалами для покрытия являются пластифицированные поливинилхлорид, полиуретаны и поликарбомиды. Указанные материалы обладают хорошими свойствами в отношении непроницаемости для воды и газа и являются одновременно гибкими и долговечными.
Подходящими материалами для усилительного волокна являются нейлон (как общий класс), полиэфиры (как общий класс), поликарбомиды (такие, например, как Kevlar®, Twaron® или Technora®), полиолефины (такие, например, как Dyneema® и Spectra®, выполненные из полиэтилена сверхвысокой молекулярной массы) и полибензоксазол (РВО).
Высокопрочный материал, принадлежащий какому-то определенному классу материалов и использующийся для изготовления волокон, сводит к минимуму вес ткани МГКЖ, что удовлетворяет конструктивным требованиям. Предпочтительными материалами для усилительных волокон являются высокопрочные нейлоны, высокопрочные полиарамиды и высокопрочные полиолефины. Использование полибензоксазола желательно из-за его высокой прочности, но нежелательно из-за его сравнительно высокой стоимости. Использование высокопрочных полиолефинов желательно именно благодаря их высокой прочности, однако они плохо соединяются с материалами покрытия.
Таким образом, учитывая все вышесказанное, можно сделать правильный выбор волокна и переплетения ткани, а также выбрать соответствующий материал покрытия.
Обращаясь теперь к тому, как сделать непроницаемой такую большую конструкцию, какой является МГКЖ, следует отметить, что существует несколько способов выполнения этой задачи. Указанные способы представлены в предыдущих заявках и повторно описываться в настоящей заявке не будут.
Следует, однако, упомянуть один из рассмотренных в предыдущих заявках способов нанесения на рукав покрытия, в котором используется термопластичный композиционный материал. В этом случае рукав ткут из смеси по меньшей мере двух волокнистых материалов. Один материал представляет собой усилительное волокно, а второй материал - волокно с низкой температурой плавления или компонент указанного усилительного волокна, имеющий низкую температуру плавления. Указанные волокно или компонент, имеющие низкую температуру плавления, могут быть выполнены из термопластичных полиуретана или полиэтилена. Усилительное волокно может представлять собой выполненный из полиэстера или нейлона корд для автомобильных покрышек или может представлять собой какое-либо другое волокно из тех, что были рассмотрены ранее. Рукав, сотканный из указанных материалов, подвергают нагреванию и воздействию давления в управляемом режиме. Под воздействием этого нагревания и давления волокно или компонент, имеющие низкую температуру плавления, расплавляются и заполняют пустоты в структуре ткани. После прекращения нагревания и снятия давления всю конструкцию охлаждают, и образуется составная конструкция, в которой волокно или компонент, имеющие низкую температуру плавления, стали связующим материалом для усилительного волокна. Данный способ нанесения покрытия на рукав требует применения нагревания и давления, а также средств, препятствующих склеиванию или термическому соединению частей внутренней поверхности рукава друг с другом.
В настоящем изобретении представлен вариант вышеуказанного способа, позволяющий получить ткань, на противоположных сторонах которой имеются покрытия двух различных типов. В соответствии с этим вариантом на волокна или нити, которые используются для изготовления ткани 20, перед процессом ткачества наносят покрытие. При этом на волокна 22 лицевой стороны ткани наносят покрытие из термопластичного состава одного типа, а на волокна 24 изнаночной стороны ткани - покрытие из термопластичного состава другого типа, как показано на фиг.2. Процесс ткачества проводят таким образом, что переплетение волокон происходит избирательно, причем все волокна с покрытием одного типа оказываются на лицевой стороне 26 ткани, а все волокна с покрытием другого типа - на ее изнаночной стороне 30. Два слоя ткани соединяются посредством ткацкой технологии, называемой "переплетение с зонами перевязки". Представление об этой технологии можно получить из фиг.2 в сочетании с фиг.2А и 2В. Согласно указанным чертежам волокна 22 и 24, имеющие термопластичное покрытие, большей частью своей длины расположены соответственно на поверхностях 26 и 30, что возможно благодаря использованию в переплетении зон 32 перевязки. Хотя показанное переплетение относится главным образом к восьмиремизной двойной атласной ткани с зонами перевязки, можно использовать любое подходящее для данной цели переплетение.
Базовые волокна, то есть те волокна, на которые наносится покрытие из термопластичного материала, могут быть выполнены из полиамида, полиэфира, арамида, полиолефина, вискозного волокна, стекловолокна или из любого материала, выполняемого из нитей и совместимого с соответствующими материалами покрытия. Нанесение покрытия на указанное базовое волокно осуществляют способом, известным для специалистов в данной области. Для изготовления ткани МГКЖ в зависимости от ее желательной толщины и требуемой прочности можно использовать нить с денье, находящимся в диапазоне от 210 до 10000.
Термопластичное покрытие может быть выполнено из уретана, полиэфира, полиамида, поливинилхлорида, полиолефина или другого подобного материала. Температура плавления материала покрытия должна быть существенно ниже температуры плавления базового волокна, чтобы избежать повреждения этого волокна во время нанесения покрытия или во время последующей температурной обработки.
Одно очень распространенное волокно с покрытием представляет собой полиамидную многоволоконную нить с покрытием из поливинилхлорида. Это волокно традиционно используется для изготовления оплетки жгутов электрических проводов. Другое распространенное волокно с покрытием представляет собой полиамидную многоволоконную нить с покрытием из термопластичного уретана. Это волокно традиционно используется в производстве мебели, предназначенной для применения на открытом воздухе. Оба указанных волокна подходят для изготовления тканой конструкции, представляющей собой бесконечную двойную ткань с зонами перевязки, на больших ткацких станках, которые используются для изготовления одежды бумагоделательных машин. Конструкция, полученная в результате процесса ткачества, имеет форму рукава, не содержит швов, но все еще проницаема для воды и воздуха. Чтобы сделать ткань этой конструкции непроницаемой для воздуха и воды, ее необходимо подвергнуть обработке воздействием нагревания и умеренного давления, с тем чтобы покрытие на каждом отдельном волокне расплавилось. При плавлении покрытие на волокнах каждой из двух сторон ткани будет растекаться на соответствующей стороне этой ткани, образуя однородный барьер для воздуха и воды. Таким образом, после того как рукав соткан, покрытие на волокнах 22 и 24 расплавляют, подвергая его нагреванию и воздействию давления.
Один способ выполнения этого представлен во второй из указанных заявок на патент и включает использование устройства 71, показанного на фиг.5 и 6 и способного подвергать рукав 12 нагреванию и воздействию давления. Указанное устройство 71 может быть самодвижущимся или может перемещаться посредством внешних тяговых канатов. Части 73 и 74 устройства 71 содержат нагревательные пластины с соответствующими магнитами 76 и двигатели (на чертежах не показаны) и при работе расположены с обеих сторон ткани, как показано на фиг.6. Устройство снабжено блоком электропитания (на чертежах не показан), который подает питание на нагревательные пластины 76 и на двигатели, перемещающие само устройство поперек рукава 12. Указанные магниты служат для того, чтобы притягивать обе нагревательные пластины 76 друг к другу и создавать таким образом давление, действующее на ткань, в то время как покрытие на нитях от нагревания превращается в жидкость. Эти магниты также удерживают верхнюю нагревательную пластину 76 напротив внутренней нагревательной пластины 76. Устройство 71 содержит бесконечные неприлипающие ленты 78, которые перемещаются на роликах 80, расположенных на концах пластин 76. Указанные ленты 78 перемещаются над пластинами 76. Таким образом, когда лента 78 соприкасается с тканью рукава, она не перемещается по отношению к поверхности этой ткани. Это предотвращает размазывание расплавленного материала покрытия и обеспечивает равномерное распределение этого материала между волокнами ткани. Устройство 71 перемещается поперек длины рукава 12 со скоростью, позволяющей расплавленному материалу покрытия затвердеть до того, как ткань завернется и слипнется. Если есть необходимость в более высоких скоростях, можно применить какое-нибудь средство для временного удержания частей внутренней поверхности рукава на расстоянии друг от друга, пока идет процесс отверждения материала покрытия. Таким средством может быть, к примеру, хвостовой элемент, располагаемый на внутренней стороне рукава и схожий по конструкции с вышеописанным устройством 71, но имеющий одну часть и, конечно, не имеющий нагревательную пластину и магнит. Возможно применение и других подходящих для данной цели средств, что должно быть понятно специалисту в этой области.
Если МГКЖ предназначен для транспортировки пресной воды, то ввиду того, что он является по существу закрытым, в качества части процесса нанесения покрытия на его внутреннюю поверхность можно в одно из покрытий включить гермицид или фунгицид, чтобы предотвратить появление бактерий, плесени или других вредных организмов.
Кроме того, так как солнечный свет тоже вызывает постепенное ухудшение свойств ткани, покрытие, наносимое на внешнюю сторону МГКЖ, может содержать ингредиент, защищающий от воздействия ультрафиолетовых лучей.
Обращаясь к еще одному варианту выполнения покрытия МГКЖ, следует отметить, что МГКЖ, изготовленный из таких материалов, как, например, нейлон, полиэфир и резина, имеет плотность, превышающую плотность морской воды. В результате пустой МГКЖ или пустые части большого МГКЖ тонут. Это погружение под воду может подвергнуть МГКЖ большим механическим напряжениям и привести к значительным трудностям в обращении с ним во время его заполнения и опорожнения. Использование покрытия, обеспечивающего плавучесть МГКЖ, является альтернативой использованию механических устройств плавучести.
Как уже было отмечено выше, желательно, чтобы пустой МГКЖ держался на поверхности воды. Этого можно достичь разными способами, включая те, что представлены в упомянутых выше заявках. В указанные заявки включен, в частности, способ, в соответствии с которым на МГКЖ наносят покрытие из пеноматериала. Посредством использования указанного покрытия можно снизить общую плотность ткани с покрытием до величины меньше 1,0 г/см3, так как используемые для изготовления МГКЖ нити или волокна, например, из полиэфира и полимерные покрытия, например, из поливинилхлорида, имеют плотность больше 1,0 г/см3. Получение покрытия из пеноматериала обычно включает создание большого количества газа в материале покрытия путем химической реакции или включает намеренное взбивание указанного материала и насыщение его воздухом посредством специального механического устройства. Покрытие из пеноматериала имеет свои преимущества, и его применение может быть желательным при определенных обстоятельствах. В то же самое время оно имеет и некоторые недостатки, связанные с тем, что трудно контролировать глубину его проникновения в ткань, его однородность и толщину. Также оно имеет меньшую прочность на истирание и меньшую механическую прочность по сравнению с покрытием из обычного, не вспененного полимера.
В дополнение к вспениванию материала покрытия или как альтернатива ему, в настоящем изобретении предложено включать в этот материал микросферы. Существует два основных типа микросфер - стеклянные микросферы и полимерные микросферы. Их насыпная плотность очень мала и составляет всего 0,01 г/см3 при среднем размере частиц приблизительно 100 мкм. Такие микросферы производятся фирмой 3М and PQ Corp, которая продает наполнитель из пластмассовых микросфер под наименованием РМ 6545 и РМ 6550.
Указанные пластмассовые микросферы РМ 6545 и РМ 6550 изготавливаются из сополимера, содержащего полиакрилонитрил и полиметакрилонитрил, и являются стойкими к воздействию других полимеров и растворителей. Ниже приведена таблица технических данных этих микросфер.
Корпорация PQ поставляет также полые стеклянные микросферы Q-Cel 6019S. С этим материалом легче работать, но он имеет несколько большую плотность - 0,19 г/см3.
Как можно видеть из следующего примера, посредством добавления микросфер в покрытие в объеме 14% плотность этого покрытия была уменьшена до 0,95 г/см3. Следует отметить, что желательная общая плотность конечного продукта и необходимый объем добавляемых микросфер будут разными в зависимости от видов полимера и ткани в каждом конкретном случае. К тому же физические свойства покрытия с добавлением к нему микросфер снижаются, и уровень этого снижения не должен быть таким, чтобы отрицательно повлиять на целостность МГКЖ.
Пример
Полимер и рафинирующая добавка:
Adiprene® LF 950 (уретановый форполимер) - 1,13 г/см3
Ethacure® 100 (отвердитель) - 1,022 г/см3
Для получения 95%-ной стехиометрии одиннадцать частей Ethacure 100 было смешано со ста частями Adiprene. Следует отметить, что расчет использованного количества микросфер проводился лишь по отношению к Adiprene®. Рафинирующую добавку, однако, тоже следует принимать в расчет.
Чтобы держаться на поверхности воды, полиуретановое покрытие должно иметь плотность менее 1,0 г/см3. Плотность 0,95 г/см3 является, в этом смысле, эффективной. Следует отметить, что плотность ткани также следует принимать в расчет. Фактически уретановое покрытие должно иметь плотность, настолько низкую, чтобы и самому держаться на поверхности воды и при этом удерживать на плаву ткань, на которую оно нанесено.
Смешивание микросфер с Adiprene прошло без особых затруднений. Хотя работать с микросферами РМ 6550 было несколько труднее из-за их малой плотности. Образцы каждой полимерной смеси были залиты в формы, выдержаны для отвердения, обрезаны до нужных размеров и затем подвергнуты испытанию на предел прочности при растяжении.
Как видно на фиг.3А, при добавлении в покрытие как микросфер РМ 6550, так и микросфер Q-Cel 6019S происходит некоторое уменьшение его прочности. На указанном чертеже линия 60 соответствует полимеру без наполнителя, линия 62 соответствует полимеру, наполненному микросферами РМ 6550, а линия 64 соответствует полимеру, наполненному микросферами Q-Cel 6019S.
Были также проведены испытания на гибкость и прочность на истирание.
Таким образом, включение микросфер в полимер позволяет снизить его плотность до уровня, обеспечивающего его плавучесть в морской воде. При этом механические свойства указанного полимера изменяются, и необходимо следить, чтобы они соответствовали существующим требованиям в каждом конкретном случае применения. Следует отметить, что нанесение покрытий из полиуретанов и особенно из поликарбамидов способом распыления обычно осуществляется под высоким давлением (более 1000 фунтов на квадратный дюйм (6,89 мПа)), поэтому микросферы, выбранные для использования в этих покрытиях, должны выдерживать такое давление.
На фиг.3 показана ткань 40 с покрытием. Из чертежа видно, что у нее имеется основа 42, которая может быть соткана, связана или сплетена из подходящей нити или волокна. На обе стороны 44 и 46 ткани 40 нанесено покрытие из подходящего полимера. Как описано выше, в полимер перед его нанесением на ткань (например, посредством распыления) вводят микросферы 48. Эти микросферы 48 распределяются в покрытии случайным образом и создают в нем поры, количество которых достаточно для того, чтобы общая плотность ткани 40 стала меньше 1 г/см3. Следовательно, МГКЖ, изготовленный из такой ткани с покрытием, будет держаться на плаву в морской воде и с грузом пресной воды, и без него.
Перейдем теперь к альтернативному способу придания ткани свойства плавучести и обратимся в этой связи к фиг.4 и 4А. Во многих случаях, где применяется покрытие, вовлечение в него воздуха является, вообще говоря, нежелательным (это не относится к покрытию из пеноматериала, как было упомянуто выше). Поэтому часто предпринимаются меры для предотвращения того, чтобы вовлеченный воздух оказался захваченным внутри покрытия.
В настоящем изобретении предлагается как раз противоположное. Чтобы уменьшить общую плотность ткани 50 с покрытием 52, обеспечивают возможность захвата воздуха в это покрытие 52. Как можно видеть на фиг.4А, в покрытии 52 имеются захваченные пузырьки воздуха 54, которые обладают разными размерами и расположены случайным образом. Необходимое количество захваченного воздуха изменяется в зависимости от плотности использованных волокон и полимера покрытия. Однако цель в любом случае заключается в снижении общей плотности ткани с покрытием менее 1 г/см3.
Например, ткань была изготовлена из волокна, выполненного из полиэтилена сверхвысокой молекулярной массы (такой полиэтилен продается с торговым наименованием Spectra® и Dyneema®). На указанную ткань способом распыления было нанесено двухкомпонентное полиуретановое покрытие, не содержащее волокон, то есть просто чистое полиуретановое покрытие.
Хотя указанная ткань сама по себе должна быть плавучей (ее плотность составляет 0,97 г/см3), ожидалось, что после нанесения на нее полиуретанового покрытия, имеющего гораздо большую плотность (приблизительно от 1,17 до 1,27 г/см3), ее плавучесть будет сведена на нет. Следует отметить, что соотношение добавленного покрытия и ткани должно быть, по крайней мере, 1:1, при этом типичное соотношение - 2:1 и даже 3:1.
Когда образец ткани с покрытием, нанесенным способом распыления, был помещен в воду, он оставался на поверхности воды. Объясняется это тем, что в процессе нанесения покрытия указанным способом внутрь этого покрытия был вовлечен воздух, который и привел к эффективному снижению плотности до значения меньше чем 1,0 г/см3. Следует отметить, что плотность покрытия изменяется в зависимости от режима процесса распыления. Так же и плотность ткани с покрытием изменяется в зависимости от соотношения покрытия и ткани.
Как и в случае с использованием микросфер, в данном случае преимущество, заключающееся в способности ткани с покрытием держаться на поверхности воды, достигается за счет некоторого снижения механической прочности ткани с покрытием. Понятно, что указанное снижение не должно быть настолько большим, чтобы поставить под вопрос целостность МГКЖ.
Также в обоих случаях может быть желателен вариант, в котором покрытия с наполнителем, т.е. покрытия, содержащие в себе захваченный воздух или микросферы, расположены поверх покрытия без наполнителя или под ним. Покрытия с наполнителем могут быть расположены также посередине между покрытиями без наполнителя. Вообще, здесь возможны любые варианты, и среди них такой, в котором на внутреннюю сторону рукава наносится покрытие с наполнителем, а на его внешнюю сторону - покрытие без наполнителя. Число вариантов бесконечно.
Кроме того, может быть желателен вариант, в котором покрытие с наполнителем нанесено на весь рукав целиком, нанесено лишь на некоторую его часть или нанесено на избранные места этого рукава, причем в двух последних случаях на другие части или на другие места рукава наносится покрытие без наполнителя. При выборе подходящего варианта все зависит от преследуемых целей и от тех результатов, которых необходимо достичь.
Хотя в данной заявке подробно описаны предпочтительные варианты выполнения настоящего изобретения, его объем этими вариантами не ограничен. Указанный объем определен в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЯГКИЙ ГЕРМЕТИЧНЫЙ МОРСКОЙ КОНТЕЙНЕР ДЛЯ ЖИДКОСТИ | 2002 |
|
RU2293683C2 |
| МЯГКИЙ ГЕРМЕТИЧНЫЙ МОРСКОЙ КОНТЕЙНЕР ДЛЯ ЖИДКОСТИ, ИЗГОТОВЛЕННЫЙ ПУТЕМ НАМОТКИ ПО СПИРАЛИ | 2002 |
|
RU2266229C2 |
| СТРУКТУРА ТЕКСТИЛЬНОГО МАТЕРИАЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ МЯГКОГО ГЕРМЕТИЧНОГО КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ | 2002 |
|
RU2280584C2 |
| МЯГКИЙ ГЕРМЕТИЧНЫЙ КОНТЕЙНЕР ДЛЯ ЖИДКОСТИ, ОБРАЗОВАННЫЙ ИЗ СЕГМЕНТОВ | 2002 |
|
RU2296691C2 |
| КОНЦЕВЫЕ ЧАСТИ МЯГКОГО ГЕРМЕТИЧНОГО КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ И СПОСОБ ИХ ВЫПОЛНЕНИЯ | 2002 |
|
RU2266230C2 |
| КОНЦЕВАЯ ЧАСТЬ МЯГКОГО ГЕРМЕТИЧНОГО КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2304065C2 |
| ТКАНЕВЫЙ РУКАВ | 2000 |
|
RU2227860C2 |
| ПЛАВУЧИЙ ЛИНЕЙНЫЙ РАБОТАЮЩИЙ НА РАСТЯЖЕНИЕ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ МНОЖЕСТВО ВОЛОКОН | 2014 |
|
RU2668660C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2404821C2 |
| ГИБКИЙ ГЕРМЕТИЗИРУЮЩИЙ КОНТЕЙНЕР ДЛЯ ТЕКУЧИХ ГРУЗОВ С КИЛЕВИДНЫМ ШВОМ | 2004 |
|
RU2346847C2 |
Изобретение относится к мягкому герметичному контейнеру для жидкости (МГКЖ). Мягкий герметичный контейнер для жидкости предназначен для транспортировки и хранения большого объема жидкости, в частности пресной воды, и изготовлен из ткани, которая в свою очередь выполнена из нитей с термопластичным покрытием так, что покрытия на двух ее соответствующих сторонах являются отличными друг от друга. В другом варианте выполнения на указанную ткань нанесено покрытие, имеющее поры, так что общая плотность этой ткани вместе с покрытием меньше 1 г/см3, что позволяет ей держаться на поверхности воды. Технический результат заключается в создании большого, выполненного из ткани МГКЖ, плотность которого меньше плотности морской воды и который имеет средство обеспечения его плавучести, особенно в порожнем состоянии, устраняющее необходимость в специальных устройствах плавучести. 2 н. и 9 з.п. ф-лы, 10 ил., 2 табл.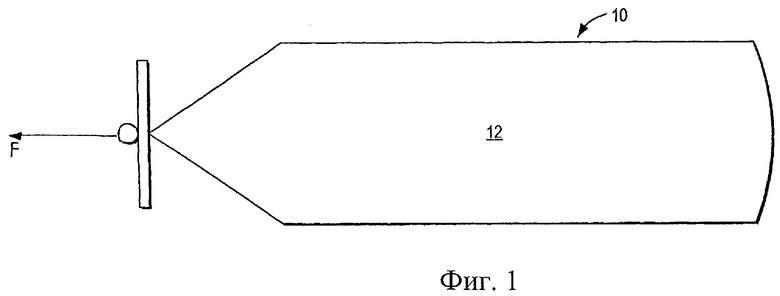
средство обеспечения плавучести указанной трубчатой конструкции, включающее нанесенное на указанную ткань, по меньшей мере одно термопластичное или термореактивное полимерное покрытие, обладающее свойством плавучести.
| Бульдозер | 1980 |
|
SU933889A1 |
| 1979 |
|
SU824984A1 | |
| ТОНКАЯ ДРАПИРУЮЩАЯСЯ НЕТЕКУЧАЯ ИМЕЮЩАЯ ОДНОРОДНУЮ ТОЛЩИНУ КЛЕЯЩАЯ ПЛЕНКА, ФОРМОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ПЛЕНКИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 1992 |
|
RU2127291C1 |
| US 4226906 А, 07.10.1980 | |||
| US 4016326 A, 05.04.1977 | |||
| US 4983433 А, 08.01.1991 | |||
| ТКАНЬ ДЛЯ МЯГКИХ РЕЗЕРВУАРОВ И ЕМКОСТЕЙ | 1994 |
|
RU2074583C1 |
| Приспособление для отопления нагревательных стенок коксовальных печей | 1926 |
|
SU21899A1 |

