Изобретение относится к термообработке черных или цветных сплавов, в частности стального проката, и может быть использовано при производстве холоднокатаной стали для штамповки деталей сложной конфигурации.
Известен способ термической обработки стальной холоднокатаной полосы с остатками прокатной смазки на поверхности полосы в рулонах, включающий загрузку рулонов в печь для термической обработки, подачу защитной атмосферы с содержанием водорода 4-10% и 90-96% азота, нагрев рулонов до температуры 620°С с одновременным контролем содержания метана в подмуфельном пространстве, увеличение содержания водорода до 15-18% для предотвращения выпадения сажи из метана, образовавшегося в процессе возгонки прокатной смазки с поверхности полосы, нагрев рулонов до 760°С, затем снижение содержания водорода до 4-10% (патент США №3531333).
Недостатком известного способа является сложность в реализации, так как для предотвращения образования сажи на поверхности отжигаемой полосы необходим непрерывный контроль содержания метана в процессе отжига, а также необходимо использование защитных средств двух типов с содержанием водорода 4-10% и чистого водорода, для увеличения содержания водорода в подмуфельном пространстве до 15-18% в период нагрева металла от 620°С до 760°С. Кроме усложнения процесса отжига - ведение нагрева с двумя фиксированными содержаниями водорода 4-10% и 15-18% в различные периоды отжига, известный способ не обеспечивает также высокой производительности термической обработки.
Кроме того, известный способ не обеспечивает получение металла с высокой штампуемостью, так как температура нагрева составляет 760°С, то есть выше точки Ac1. Нагрев до таких температур приводит к получению перлита в структуре металла и ухудшению его штампуемости.
Наиболее близким аналогом является способ отжига стальной полосы в одностопной колпаковой печи, включающий нагрев рулонов с прокатной эмульсией на поверхности полосы до температуры 690-710°С с предварительным определением графика нагрева в самой медленно нагреваемой зоне стопы рулонов и продувку подмуфельного пространства защитной средой от начала нагрева до достижения в самой медленно нагреваемой зоне стопы рулонов температуры, равной температуре испарения прокатной эмульсии (патент Российской Федерации №2182933).
Недостатком ближайшего аналога является низкая производительность, высокие удельные расходы топлива и электроэнергии. Ближайший аналог не позволяет получить отожженную полосу для особо сложной (ОСВ) и весьма особо сложной вытяжки (ВОСВ) с чистой поверхностью без отложений сажи. Полоса с отложением сажи не пригодна для лакокрасочного покрытия на машиностроительных предприятиях, ее переводят в пониженную группу отделки поверхности, например 3 группу по ГОСТ 9045-93, что повышает издержки производства, снижает рентабельность.
Технической задачей предлагаемого изобретения является получение холоднокатаной полосы с высоким качеством поверхности, практически без отложения сажи и комплексом механических свойств, микроструктуры, кристаллографической текстуры, обеспечивающих высшую категорию вытяжки при штамповке деталей сложной конфигурации при одновременном увеличении выхода годного и повышении производительности процесса отжига, уменьшение дефектов "излом", "цвета побежалости", снижение удельных расходов энергоносителей, повышение рентабельности производства.
Поставленная задача достигается тем, что в способе отжига рулонов в колпаковой печи, включающем нагрев рулонов с прокатной эмульсией на поверхности полосы до температуры 690÷710°С и продувку подмуфельного пространства защитной средой от начала нагрева до достижения в самой медленно прогреваемой зоне стопы рулонов температуры, равной температуре испарения прокатной эмульсии, рулоны нагревают с замедлением подъема температуры в интервале на 50÷150°С ниже температуры начала рекристаллизации отжигаемого металла в среде водорода со среднечасовым расходом 3,5÷4,5 м3/ч и увеличением его расхода в 6÷7 раз на период замедления подъема температуры, составляющей 0,17÷0,23 длительности времени нагрева.
По окончании нагрева рулоны подвергают охлаждению под нагревательным колпаком в течение времени, составляющего 0,33÷1,0 от времени замедления подъема температуры при нагреве, затем нагревательный колпак снимают и осуществляют охлаждение рулонов под муфелем до температуры 130÷150°С в самой медленно охлаждаемой зоне стопы рулонов.
Сущность изобретения поясняется чертежом, где даны графики нагрева с замедлением подъема температуры на 50-150°С ниже температуры начала рекристаллизации по стендовой термопаре (кривая 6), колпаковой термопаре (кривая 7) и в самой медленно прогреваемой зоне стопы рулонов (нижний рулон, кривая 1). Приведены также кривые нагрева в самых медленно прогреваемых зонах остальных рулонов стопы - втором снизу (кривая 2), третьем снизу (кривая 3), четвертого снизу (кривая 4), пятого снизу (кривая 5).
Выбранный способ отжига рулонов в колпаковой печи является оптимальным. Изменение условий проведения предлагаемого способа ведет к изменению теплотехнических условий, что приводит к перерасходу теплоносителей и ухудшению качества металла с увеличением отсортировки по дефектам микроструктуры и поверхности полосы или к затягиванию процесса отжига, что приводит к увеличению издержек производства и снижению рентабельности его.
Отжиг рулонов в среде водорода обеспечивает получение полосы с высоким качеством поверхности практически без отложений сажи, т.е. полосы, пригодной для нанесения лакокрасочного покрытия с комплексом механических свойств весьма особо сложной (ВОСВ) и особо сложной вытяжки (ОСВ), обеспечивающих увеличение выхода годного при штамповке деталей сложной конфигурации при одновременном существенном повышении производительности процесса отжига и значительной экономии энергоносителей - топлива и электроэнергии. Это объясняется тем, что водород имеет тепловодность в 7 раз выше, чем азот, при этом плотность водорода в 14 раз меньше, чем у азота.
Увеличение расхода водорода в 6-7 раз на период замедления нагрева в интервале температуры на 50-150°С ниже температуры начала рекристаллизации отжигаемого металла позволяет удалить продукты возгонки прокатной эмульсии из межвитковых зазоров рулонов и существенно улучшить качество поверхности отожженной полосы. При увеличении расхода водорода менее чем в 6 раз в период замедления нагрева продукты возгонки прокатной эмульсии удаляются не полностью, увеличивается отсортировка полосы по дефекту "сажа", ухудшается качество поверхности, полоса не пригодна для последующего лакокрасочного покрытия. При увеличении расхода водорода более чем в 7 раз в период замедления нагрева в интервале температур на 50-150°С ниже температуры начала рекристаллизации удорожается процесс отжига. То и другое снижает рентабельность производства.
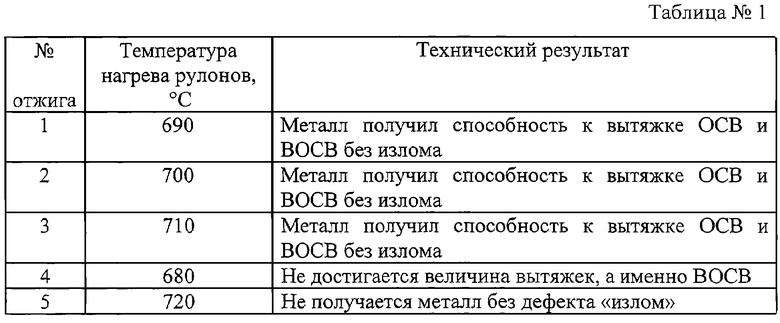
Температура отжига металла составляет 690÷710°С. При нагреве выше 710°С происходит сваривание витков рулонов, что приводит в процессе последующей дрессировки к появлению дефекта "излом", снижению цены и рентабельности производства.
При нагреве ниже 690°С не обеспечивается получение требуемого уровня пластичности отожженного металла, происходит перевод его в пониженные категории вытяжки, снижение цены и рентабельности продукции.
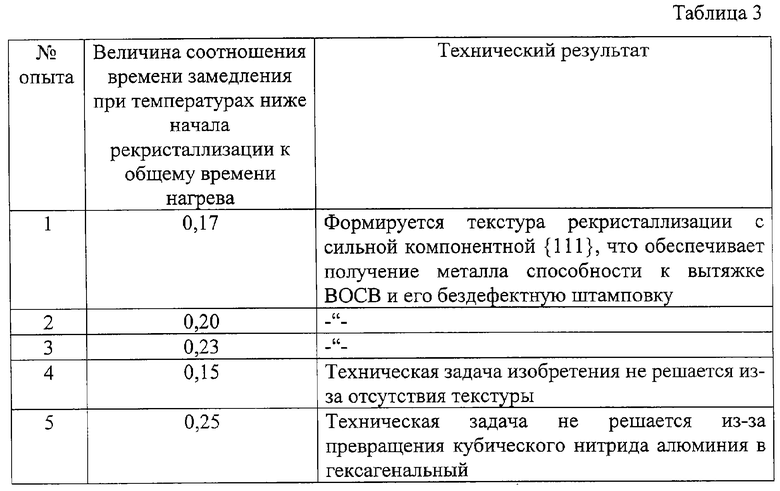
Замедление подъема температуры в интервале температур на 50-150°С ниже температуры начала рекристаллизации на период, составляющий от 0,17 до 0,23 от длительности всего нагрева, обеспечивает получение текстуры рекристаллизации, обуславливающей бездефектную штамповку деталей весьма особо сложной и особо сложной вытяжки. Сокращение времени замедления до величины менее 0,17 от длительности цикла нагрева не позволяет сформировать текстуру рекристаллизации с сильной компонентной {111}, что ухудшит штампуемость отожженного металла. Увеличение времени замедления нагрева до величины более 0,23 от длительности всего нагрева приведет к превращению кубического нитрида алюминия в гексагональный, что нарушит соотношение компонентов текстуры рекристаллизации, ухудшит штампуемость металла.
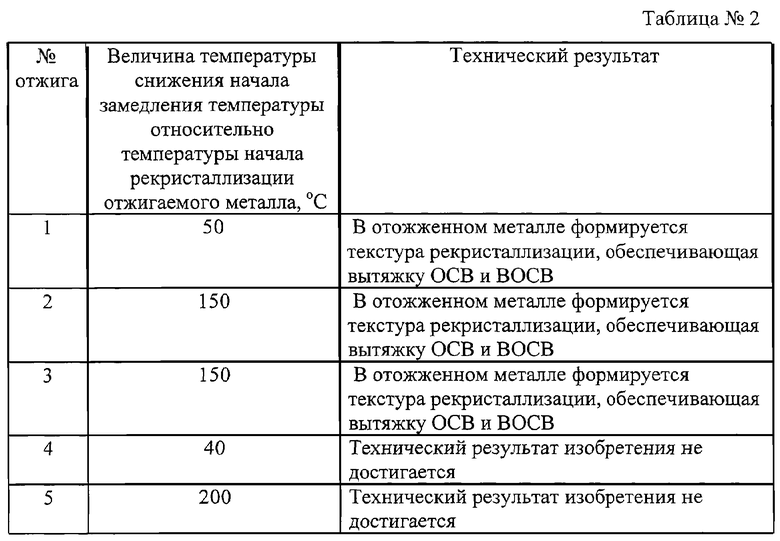
Температурный интервал для замедления нагрева при температуре на 50÷150°С ниже температуры начала рекристаллизации выбран также для обеспечения формирования текстуры рекристаллизации отожженного металла, обуславливающей наилучшую штампуемость без дефектов.
Снижение нижней границы температурного интервала для замедления нагрева более 150°С увеличит время пребывания отжигаемого металла при температуре ниже температуры начала рекристаллизации, что приведет к превращению кубического нитрида алюминия в гексагональный, что нарушит соотношение компонентов текстуры рекристаллизации и ухудшит штампуемость металла.
Повышение верхней границы температурного интервала для замедления нагрева менее 50°С также увеличит время пребывания отжигаемого металла при температуре ниже температуры начала рекристаллизации, что приведет к превращению кубического нитрида алюминия в гексагональный, что нарушит соотношение компонентов текстуры рекристаллизации и ухудшит штампуемость металла.
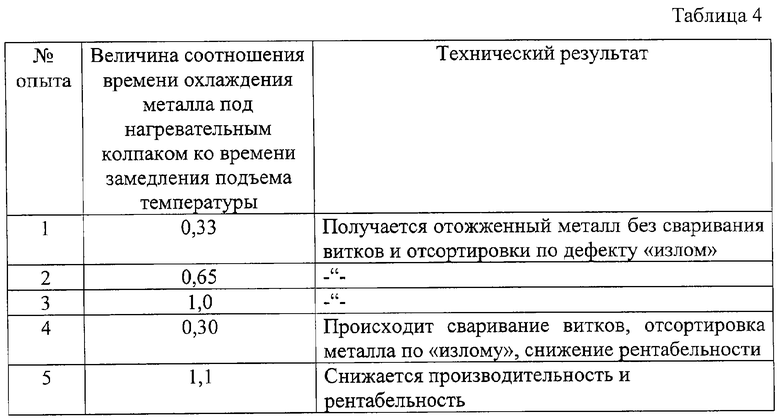
Охлаждение рукавов отожженной полосы под нагревательным колпаком в течение времени менее чем 0,33 от времени замедления подъема температуры в интервале температур на 50-150°С ниже температуры начала рекристаллизации отжигаемого металла увеличивает температурные напряжения в рулонах, сваривание витков, что приведет к увеличению отсортировки металла по дефекту "излом", снижение рентабельности производства.
Охлаждение рулонов отожженной полосы под нагревательным колпаком в течение времени более чем 1,0 от времени замедления подъема температуры в интервале температур на 50-150°С ниже температуры начала рекристаллизации отжигаемого металла снизит производительность отжига, а следовательно, рентабельность производства.
Охлаждение под муфелем отожженного металла до температуры менее 130°С снижает производительность и рентабельность производства, а охлаждение под муфелем до температуры более 150°С в самой медленно охлаждаемой зоне стопы рукавов приводит к ухудшению качества поверхности из-за "цветов побежалости" и отсортировке металла в III группу отделки поверхности, т.е. к снижению рентабельности производства.
Пример осуществления способа.
На стенде однотонной колпаковой печи установили пять холоднокатаных рулонов из стали марки 08Ю с прокатной эмульсией на поверхности полосы. Масса рулона 21,46 т. Вес садки 107,3 тонны. Параметры полосы: 0,6×1030 мм; параметры смотанных рулонов: внутренний диаметр (⊘ вн.) 600 мм, диаметр по периферии (⊘ пер.) 1960 мм.
Стопу рулонов накрыли муфелем и нагревательным колпаком с горелками для сжигания топлива, затем начали нагрев с одновременной продувной защитной средой - водородом с точкой росы - 70°С и расходом 3,5÷4.5 м3/ч.
Температура начала рекристаллизации стали 08Ю составляет 600°С. Рулоны отожгли с замедлением подъема температуры в интервале на 50÷150°С ниже температуры начала рекристаллизации, то есть замедление осуществлено в интервале 450÷550°С. Время нагрева в этом интервале по стендовой температуре составило 6 часов, нагрев до 710°С от начала отжига составил 10 часов, выдержка при 710°С - 16 часов (кривая 6 на чертеже). Изменение температуры в самой медленно прогреваемой зоне стопы рулонов представлено кривой 1. На период замедления подъема температуры в интервале 450-550°С расход водорода в сравнении со среднечасовым увеличили в 6-7 раз для интенсивного удаления из подмуфельного пространства продуктов деструкции и испарения эмульсола (245°С в самой медленно прогреваемой зоне стопы рулонов) до момента наибольшей убыли массы эмульсола, т.е. 380°С в самой медленно прогреваемой зоне стопы рулонов. К концу периода замедления подъема температуры в интервале температур 450÷550°С содержание метана под муфелем снизили с 24.1% до 0.01%.
Местоположение самой медленно прогреваемой зоны в стопе рулонов - точка с координатами 340 мм от наружного витка рулона на половине высоты нижнего рулона определили предварительно путем нагрева рулонов такой же ширины полосы массы рулонов и массы садки на опытном стенде. Все пять рулонов были оснащены термопарами для контроля температуры в самой медленно прогреваемой зоне и в самой быстро прогреваемой зоне каждого рулона с координатами 25 мм от наружного витка и 40 мм от верхнего торца рулона.
По окончании нагрева горелки отключили и металл охладили под нагревательным колпаком в течение времени, составившего 1,0 от времени замедления подъема температуры при нагреве, затем нагревательный колпак сняли и рулоны охладили под муфелем до температуры 130°С в самой медленно охлаждаемой зоне стопы рукавов. Муфель сняли и рулоны охладили на складе до температуры дрессировки, т.е. до 40°С.
Для обоснования пределов технологических параметров с точки зрения технической задачи заявляемого изобретения проведены эксперименты по определению:
- оптимальной температуры отжига (таблица №1);
- температурного интервала замедления подъема температуры ниже начала рекристаллизации отжигаемого металла (таблица №2);
- влияния отношения времени замедления подъема при температурах ниже начала рекристаллизации к общему времени нагрева (таблица 3);
- влияния отношения времени охлаждения металла под нагревательным колпаком к времени замедления подъема температуры при нагреве при температурах ниже начала рекристаллизации отжигательного металла (таблица 4).
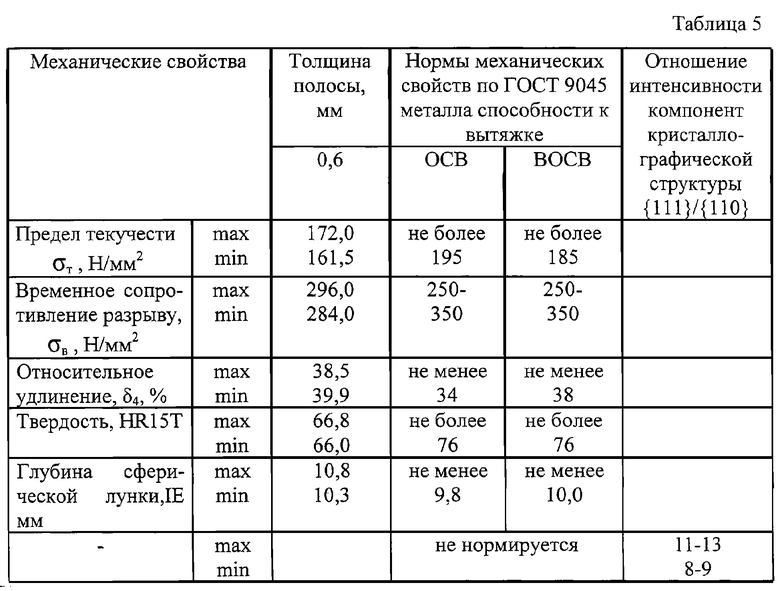
Результаты механических испытаний отожженного металла приведены в таблице 5, из которой видно, что предлагаемый способ отжига обеспечивает получение металла способности к вытяжке ВОСВ по ГОСТ 9045-93.
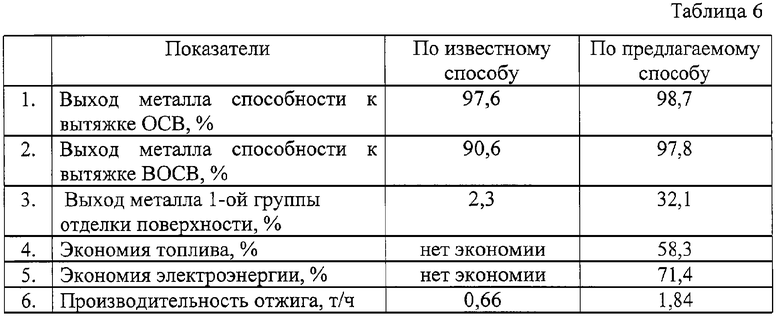
Кроме того, в течение полугодия оценивали качество поверхности полосы на предмет наличия или отсутствия дефектов поверхности "сажа", "излом". Оценивали выход I группы отделки поверхности, отсортировку в пониженную группу отделки поверхности (III группу по ГОСТ 9045-93) металла, отожженной по предлагаемому способу и известному способу. Результаты испытаний приведены в таблице 6.
Как видно из таблицы 6, предлагаемый способ позволяет значительно увеличить выход металла весьма особо сложной вытяжки и первой группы отделки поверхности при существенном росте производительности колпаковой печи и экономии энергоносителей.
Заявляемый способ обеспечивает улучшение качества продукции, снижение издержек производства, улучшение работы по заказам, т.е. увеличение прибыли и рентабельности производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ ТОНКОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2008 |
|
RU2377321C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ РУЛОНОВ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2346062C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2344183C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1990 |
|
SU1728302A1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
| СПОСОБ ОБЕЗУГЛЕРОЖИВАЮЩЕГО ОТЖИГА СТАЛЬНЫХ ПОЛОС | 2002 |
|
RU2223333C2 |
| Способ термической обработки стопы рулонов в колпаковой печи | 1986 |
|
SU1399361A1 |
Изобретение относится к термообработке черных или цветных металлов и может быть использовано при производстве холоднокатаной полосовой стали для штамповки деталей сложной конфигурации. Способ отжига рулонов в колпаковой печи включает нагрев рулонов с прокатной эмульсией на поверхности полосы до температуры 690-710°С с замедлением подъема температуры в интервале температур на 50-150°С ниже температуры начала рекристаллизации отжигаемого металла в среде водорода со среднечасовым расходом 3,5-4,5 м3/ч с увеличением его расхода в 6-7 раз на период замедления нагрева, составляющий 0,17-0,23 длительности времени нагрева, по окончании нагрева рулоны подвергают охлаждению под нагревательным колпаком в течение времени, составляющего 0,33-1,0 от времени замедления подъема температуры при нагреве, затем нагревательный колпак снимают и осуществляют охлаждение рулонов под муфелем до температуры 130-150°С в самой медленно охлажденной зоне стопы рулонов. Способ обеспечивает улучшение качества продукции, увеличение выхода полосы особо сложной вытяжки и первой группы отделки поверхности и экономии электроэнергии. 6 табл., 1 ил.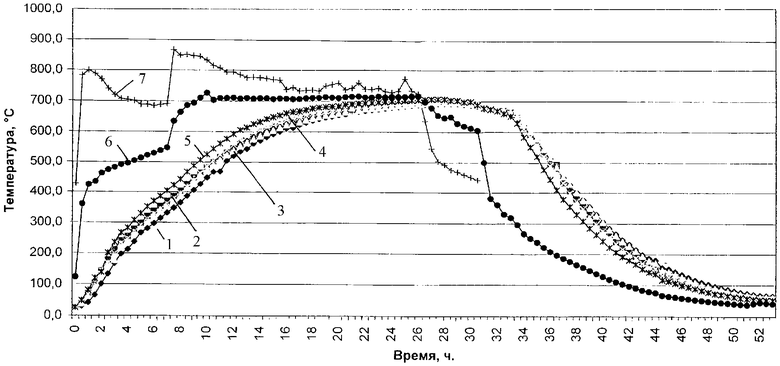
Способ отжига рулонов в колпаковой печи, включающий нагрев рулонов с прокатной эмульсией на поверхности полосы до температуры 690-710°С и продувку подмуфельного пространства защитной средой от начала нагрева до достижения в самой медленно прогреваемой зоне стопы рулонов температуры, равной температуре испарения прокатной эмульсии, отличающийся тем, что рулоны нагревают в среде водорода со среднечасовым расходом 3,5÷4,5 м3/ч с замедлением подъема температуры в интервале на 50-150°С ниже температуры начала рекристаллизации с увеличением его расхода в 6-7 раз на период замедления подъема температуры, составляющий 0,17-0,23 длительности времени нагрева, затем рулоны охлаждают под нагревательным колпаком в течение времени, составляющего 0,33-1,0 от времени замедления подъема температуры при нагреве, затем нагревательный колпак снимают и охлаждают рулоны под муфелем до температуры 130÷150°С в самой медленно охлаждаемой зоне стопы рулонов.
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА РУЛОНОВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ТОЛЩИНОЙ 0,25-0,5 мм | 2000 |
|
RU2190026C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2000 |
|
RU2161080C1 |

