Изобретение относится к черной металлургии, в частности к термообработке широкополосных крупнотоннажных рулонов в колпаковых печах.
Известен способ контроля времени выдержки рулонной стали в печи колпако- вого типа (патент Японии № 55-8569, кл. С 21 D 9/663, С 21 D 11/00), согласно которому нагрев рулонов контролируют по изменению температуры муфеля. При этом программу изменения температуры муфеля рассчитывают заранее. Измеренную температуру муфеля сравнивают с заданной по программе и в соответствии с полученной разностью температур регулируют подачу топлива в горелки, установленные в полости между нагревательным колпаком и муфелем. Таким образом регулируют время начала и окончания выдержки
рулона при постоянной температуре. Программу изменения температуры муфеля по времени рассчитывают с учетом размеров рулона и физических свойств отжигаемого металла.
Недостатком способа является сложность системы контроля времени выдержки рулона, так как на каждый размер рулона необходима своя программа изменения температуры муфеля. В то же время способ не обеспечивает необходимую точность контроля температуры, при которой наблюдается улучшенная однородность свойств металла, так как контролируется не температура металла, а температура муфеля.
Известен также способ регулирования температуры отжига в периодической печи (заявка Японии Ms59-24167, кл.С21 D 9/663, С 21 D 11/00), согласно которому процесс
N1 Ю 00 СО
iS
нагрева стопы рулонов в колпаковой печи контролирют тремя термодатчиками, установленными на верхней плоскости верхнего рулона, под нижней плоскостью нижнего рулона для измерения температуры поддона и в стенке нагревательного колпака для измерения температуры печи.
В процессе регулирования температуры в период, когда максимальная температура по верхнему термодатчику не достигла заданного значения, устанавливают определенное задание по термопаре в стенке нагревательного колпака. После достижения заданного значения температуры по верхней термопаре в период, когда не достигнута максимально возможная температура по нижней термопаре, для измерения температуры поддона устанавливают определенное значение по нижней термопаре. После достижения заданного уровня температура по нижней термопаре на протяжении определенного времени осуществляют выдержку.
Недостатком этого способа является громоздкость системы контроля и затруднения при эксплуатации системы, так как помимо традиционных термопар в нагревательном колпаке и стенде печи необходимо на верхний рулон каждой садки устанавливать дополнительный термодатчик. Надежность такого термодатчика, перемещаемого при распаковке и упаковке садки рулонов, довольно низка. Таким образом, данный способ не позволяет достичь снижения перепада температуры по высоте стопы рулонов и улучшения однородности свойств металла ввиду несовершенной системы контроля регулирования температуры.
Наиболее близким к изобретению по технической сущности является способ регулирования нагрева металла в колпаковой печи (авт.св. № 1407078, кл. С 21 D 11/00, 9/663), включающий установку задания по колпаковой и стендовой термопарам, определение графика нагрева металла в самой быстропрогреваемой зоне до температуры, определяемой заданием по стендовой термопаре, и снижение задания по колпаковой термопаре до температуры на 10 - 40°С ниже точки АС1 нагреваемого металла при достижении в наиболее быстро прогреваемой зоне температуры, заданной по стендовой термопаре.
Известный способ характеризуется недостаточным сокращением энергоносителей, большим перепадом температуры по высоте стопы и толщине намотки рулонов и, как следствие, большой неоднородностью механических свойств отжигаемого мета.л- ла, так как задание по стендовой термопаре
остается неизменным от начала до конца нагрева. Это приводит к перегреву периферийных частей рулонов (20 - 30 мм по толщине намотки считая от наружного витка) на
30 - 50°С выше установленной температуры отжига. Время, в течение которого периферийные витки находятся при температуре на 30 - 50°С выше заданной по стендовой термопаре, составляет 20 - 30 ч. После на0 чала регулирования температуры по стендовой термопаре температура периферийных частей рулона снижается, но остается выше установленной температуры отжига на 20 - 40°С в течение всего цикла нагрева и выдер5 жки. Перепады температуры по высоте стопы рулонов 45°С, по толщине намотки рулона 40°С и с дальнейшим увеличением продолжительности отжига не уменьшаются. Вследствие этого наблюдается большой
0 разброс механических свойств отжигаемого металла в пределах одной садки.
Целью изобретения является улучшение качества металла и снижение расхода энергоносителей.
5Поставленная цель достигается тем, что
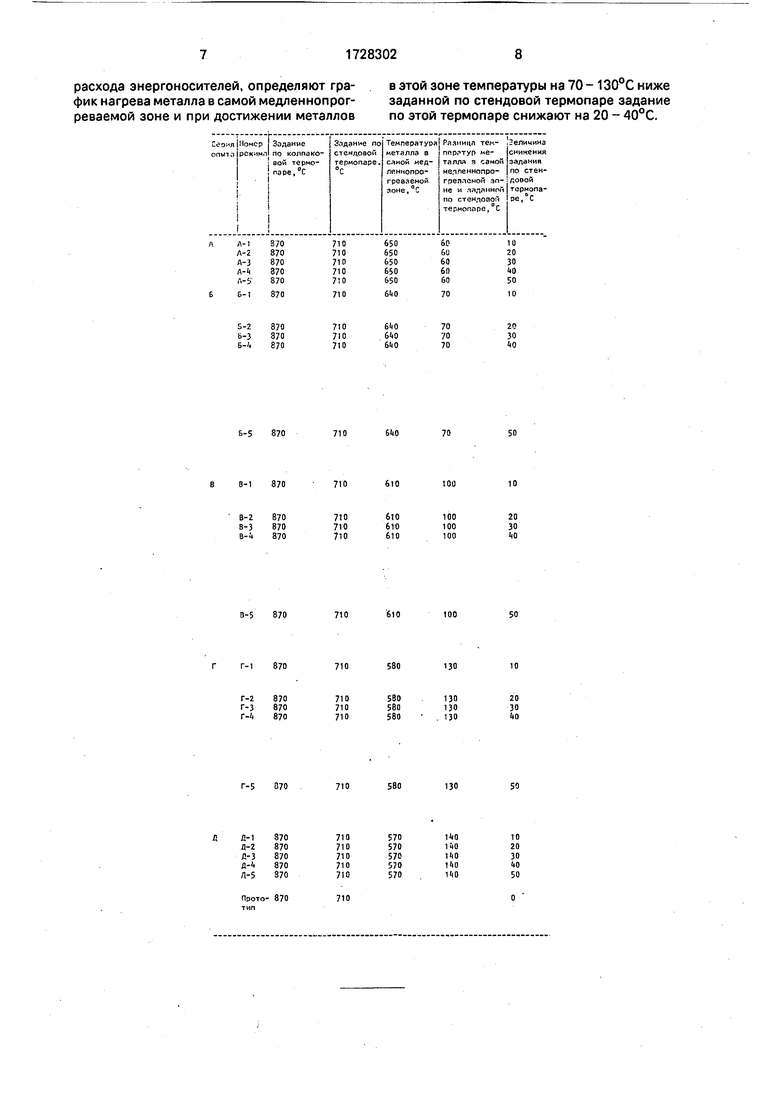
в способе регулирования нагрева металла в колпаковой печи, включающем установку задания по колпаковой и стендовой термопарам, определение графика нагрева метал0 ла в самой быстропрогреваемой зоне до температуры, определяемой заданием по стендовой термопаре, дополнительно определяют график нагрева металла в самой медленнопрогреваемой зоне и при дости5 жении металлом в этой зоне температуры на 70 - 130°С ниже заданной по стендовой термопаре задание по этой термопаре снижают на 20 - 40°С.
Если в самой медленнопрогреваемой
0 зоне металл не достиг температуры на 130°С ниже заданной по стендовой термопаре, то снижать задание по этой термопаре нельзя, так как металл будет недогретым и, соответственно, некачественным. Если в са5 мой медленнопрогреваемой зоне металл до- стигтемпературы ниже заданной по стендовой термопаре менее чем на 70°С и при этом не снижено задание по стендовой термопаре, то ухудшается качество металла за счет увеличе0 ния перепада температуры металла в наиболее быстро и наиболее медленно прогреваемых зонах. Кроме того, не будет достигнуто снижения расхода энергоносителей из-за нерационального его расходования.
5 При достижении металлом в самой медленнопрогреваемой зоне температуры на 70 - 130°С ниже заданной по стендовой термопаре, необходимо на 20 - 40°С снизить задание по этой термопаре. При снижении задания по стендовой термопаре менее
чем на 20°С наблюдается ухудшение качества металла за счет увеличенного перепада температуры в наиболее медленно прогреваемой зоне и в наиболее быстро прогреваемой зоне. Кроме того, не наблюдается снижения расхода энергоносителя.
Снижение температуры задания по стендовой термопаре более чем на 40°С в момент достижения наименее прогретым местом стопы температуры на 70 - 130°С ниже заданной по стендовой термопаре приводит к затягиванию режима нагрева, в результате чего не наблюдается улучшения качества металла.
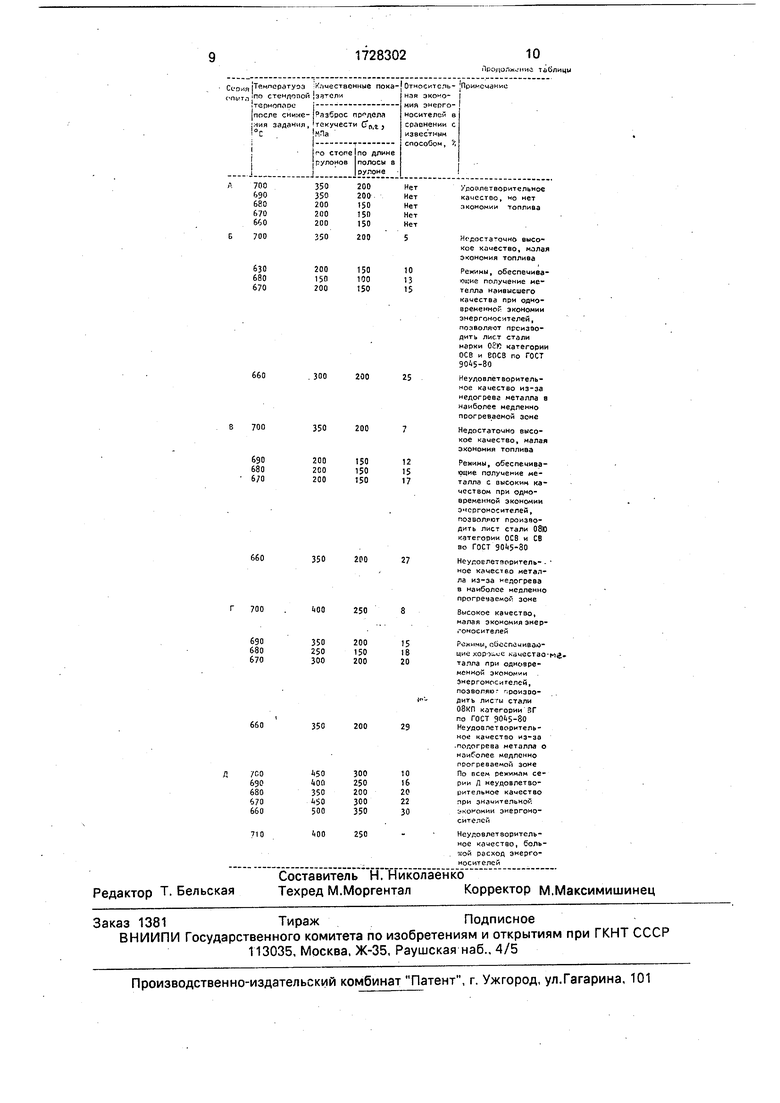
В таблицу сведены результаты экспериментов, проведенных для обоснования выбранных температурных режимов.
П р и м е р 1. Рулоны холоднокатаной полосы из стали марки 08Ю (масса рулона 23 т, наружный диаметр 1950 мм, внутренний диаметр 800 мм, ширина полосы 1250 мм, количество рулонов в садке 4, масса садки 92 т) формируют в стопу с кон- векторными прокладками между рулонами на стенде колпаковой печи, накрывают муфелем, устанавливают нагревательный колпак и осуществляют нагрев по колпаковой и стендовой термопарам. Задание по колпаковой термопаре 870°С, по стендовой термопаре 710°С. Температуру в рулоне контролируют дополнительными термопарами, установленными в каналы, просверленные на глубину 625 мм на расстоянии 165, 370, 525, 570 мм от наружного витка рулона. Еще один канал просверлен на глубину 40 мм на удалении 30 мм от наружного витка.
В одном рулоне устанавливают пять термопар для контроля распределения температуры. В стопе (садке) три рулона (нижний, второй снизу и верхний) с дополнительными термопарами.
В процессе нагрева устанавливают задание по колпаковой (870°С) и стендовой (710°) термопарам, определяют график нагрева металла в самой быстропрогреваемой зоне и нагревают его в этой зоне до температуры (710°) задания по стендовой термопаре, причем дополнительно определяют график нагрева металла в самой медленноп- рогреваемой зоне и при достижении им в этой зоне температуры на 70°С (опыт Б-2) ниже заданной по стендовой термопаре задание по ней снижают на 20°С.
Предел текучести отожженного металла отвечает нормам ГОСТ 9045-80 для категории вытяжки ВОСВ и ОСВ. Разброс значения предела текучести по стопе рулонов 200 МПа, подлине полосы рулона 150МПа. Экономия топлива 10%.
П р и м е р 2. Исходные характеристики металла те же, что и в примере 1.
В процессе нагрева устанавливают задание по колпаковой термопаре 8.70°С, по
стендовой термопаре 710°С, определяют график нагрева металла в самой быстро- прогреваемой зоне и нагревают его в этой зоне до температуры задания по стендовой термопаре (710°С), причем дополнительно
0 определяют график нагрева металла в самой медленнопрогреваемой зоне и при достижении им в этой зоне температуры на 100°С (опыт В - 3) ниже заданной по стендовой термопаре задание по ней снижают на
5 30°С.
Предел текучести отожженного металла отвечает нормам ГОСТ 9045-80 для категории вытяжки ОСВ и СВ. Разброс значений предела текучести по стопе рулонов 200 МПа,
0 по длине полосы в рулоне 150 МПа. Экономия топлива 15%.
Пример 3. Исходные характеристики металла те же, что и в примере 1, кроме марки стали; Рулоны - из стали марки 08кп.
5
В процессе нагрева устанавливают задания по колпаковой термопаре 870°С, по стендовой термопаре 710°С, определяют график нагрева металла в самой быстро0 прогреваемой зоне до температуры задания по стендовой термопаре (710°С), причем дополнительно определяют график нагрева металла в самой медленнопрогреваемой зоне и при достижении им в этой зоне темпе5 ратуры на 130°С (опыт Г-4) ниже заданной по стендовой термопаре задание по ней снижают на 40°С.
Предел текучести отожженного металла отвечает нормам ГОСТ 9045-80 для катего0 рии вытяжки ВГ. Разброс значений предела текучести по стропе рулонов в садке 300 МПа, по длине полосы в рулоне 200 МПа. Экономия топлива 20%.
Таким образом, изобретение позволяет
5 на 10 - 30% сократить расход энергоносителей и повысить качество отжигаемого металла за счет улучшения однородности механических свойств. Разброс предела текучести по объему стопы составляет при от0 жиге полосы из стали марки 08Ю 150 МПа против 400 МПа при нагреве по известному способу.
Форму л а изобретени я Способ регулирования нагрева металла
5 в колпаковой печи, включающий установку задания по колпаковой и стендовой термо парам, определение графика нагрева металла в самой быстропрогреваемой зоне отличающийся тем, что. с целые улучшения качества металла и снижени
расхода энергоносителей, определяют график нагрева металла в самой медленнопрог- реваемой зоне и при достижении металлов
в этой зоне температуры на 70 - 130°С ниже заданной по стендовой термопаре задание по этой термопаре снижают на 20 - 40°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2158315C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| Колпаковая печь | 1991 |
|
SU1788981A3 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| КОЛПАКОВАЯ ПЕЧЬ | 1996 |
|
RU2114186C1 |
Изобретение относится к производству холоднокатаной стали в прокатных цехах, оснащенных колпаковыми печами для термической обработки плотносмотанных рулонов ленты, полосы, в особенности широкополосной стали в стопах. Цель изобретения - улучшение качества отжигаемого металла и снижение расхода энергоносителей, Устанавливают задание по колпаковой и стендовой термопарам. Определяют график нагрева металла в самой быстропрогре- ваемой зоне и нагревают его в этой зоне до температуры задания по стендовой термопаре. Дополнительно определяют график нагрева металла в самой медленнопрогре- ваемой зоне и при достижении им в этой зоне температуры на 70 - 130° ниже заданной по стендовой термопаре задание по ней снижают на 20 - 40°С. 1 табл.
370 870 870 370 870
870
710 710 710 710 710
710
870 870 870
710 710 710
6-5
870
710
8-1 870
710
870 870 870
710 710 7Ю
В-5 870
710
Г-1 870
710
870 870 870
710 710 7Ю
Г-5
870
710
870 870 870 870 370
710 710 710 710 710
Прото- 870 тип
710
60 IVJ 60 60 60
70
10 20 30 40 50
70 70 70
20 30 40
6 ltd
70
50
610
too
10
100 100 100
20 30 АО
610
100
50
580
130
10
130 130 130
20 30 1(0
580
130
50
140 140 140 140 140
10 20 30 40 50
Сеоия Темперэтуоа Качественные пока- Относитель- Примечание
700
350
200 150 200
660
. 300
В 700
350
690
680
6/0
200 200 200
660
350
700
Ш
350 250 300
660
350
1)50 400 350 450 500
1(00
Продол
табли
200
150 100 150
200
00
50 50 50
00
50
00 50 00
0
0 0 0 0 0
0
10 13 15
25
12 15 17
27
15 18 20
29
10 16 20 22 30
Недостаточно высокое качество, малая экономия топлива
Режимы, обеспечивающие получение ме- телла наивысшего качества при одновременной экономии энергоносителей, позволяют ПРОИЗВОДИТЬ лист стали марки 08(0 категории
осв и еосз по гост
Неуловлетверительное качество из-за недогревг металла е наиболее медленно прогреваемой зоне
Недостаточно высокое качество, малая экономия топлива
Режимы, обеспечивающие получение металла с высоким качеством при одновременной экономии энергоносителей, позволяют производить лист стали 08(0 категории ОСВ и СВ ао ГОСТ
Неудоелетяоритель-. ное качество металла из-за недогревэ в наиболее медленно прогреваемой зоне
Высокое качество, малая экономия энергоносителей
Режимы, обеспечиваю цие xopoii.cc качество t-ijj талла при одновременной экономии энергоносителей, позволяю производить листы стали 08КП категории ЗГ по ГОСТ Неудовлетворительное качество из-за подогрева металла о наиболее медленно прогреваемой зоне По всем режимам серии Л неудовлетворительное качество при значительной экономии энергоносителей
Неудовлетворительное качество, боль- той расход энерго
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
