Изобретение относится к области ремонта железнодорожного подвижного состава, в частности к восстановлению несущих деталей тележек грузовых вагонов. Оно может быть использовано также в вагоностроении при изготовлении этих деталей.
Известен способ восстановления изношенных поверхностей направляющих для букс, предусматривающий их наплавку с последующей механической обработкой (Инструкция по сварке и наплавке при ремонте грузовых вагонов. - М.: Транспорт - Трансинфо, 1999. - 255 с.). Однако он связан со значительными энерго- и трудозатратами, а также с вредными условиями труда для рабочих.
Известен также способ восстановления надбуксовой поверхности боковой рамы тележки грузового вагона по патенту RU 2211127 (Бюллетень №24, 2003 г.), при котором нагретую до температуры ковки стальную накладку с напусками, выходящими за контур опорной поверхности, осаживают на последней статической нагрузкой с загибом напусков за края стенки, расположенной у опорной поверхности. Однако данное техническое решение применимо преимущественно для горизонтально расположенных опорных поверхностей при нормальном приложении рабочей нагрузки, тогда как направляющие поверхности для букс испытывают значительные сдвиговые усилия.
Целью изобретения является снижение энерго- и трудозатрат при восстановлении боковых рам, улучшение ремонтопригодности и устранение вредных условий труда для рабочих.
Поставленная цель достигается тем, что взаимодействующие с корпусом буксы упорные плоскости каждого буксового проема детали и сопряженные с последними боковые поверхности буксовых направляющих механически обрабатываются на глубину не более предельно допускаемого износа, затем к обеим упорным плоскостям прижимаются нагретые до температуры горячей пластической деформации стальные пластины толщиной, равной глубине механической обработки изношенных поверхностей, с боковыми напусками для загиба и закрепления за направляющими стенками, которые одновременно осаживаются на упорных плоскостях нормально приложенной статической нагрузкой, не вызывающей остаточного отклонения упорных плоскостей от вертикального положения, с обжатием напусков на боковых направляющих поверхностях и вдавливанием их верхних и нижних кромок между продольными ребрами жесткости, расположенными за тыльными сторонами направляющих стенок.
Существенными отличительными признаками изобретения являются:
- механическая обработка упорных плоскостей и сопряженных с ними боковых направляющих поверхностей на одинаковую глубину в пределах их допускаемого износа;
- применение стальных накладок толщиной, равной глубине механической обработки изношенных поверхностей буксовых направляющих, имеющих боковые напуски для загиба и закрепления за направляющими стенками;
- одновременное осаживание накладок на упорных плоскостях буксовых направляющих нормально приложенной статической нагрузкой, не вызывающей остаточного отклонения упорных плоскостей от вертикального положения, с обжатием напусков на боковых направляющих поверхностях;
- вдавливание верхних и нижних кромок напусков накладок между продольными ребрами жесткости, расположенными за тыльными сторонами направляющих стенок.
Существенность отличительных признаков изобретения подтверждается следующим:
1) механическая обработка упорных плоскостей и сопряженных с ними боковых направляющих поверхностей на одинаковую глубину в пределах их допускаемого износа диктуется применением накладок, изготовленных из листового проката одной толщины, исходя из условия их взаимозаменяемости;
2) одновременное осаживание накладок на упорных плоскостях буксовых направляющих нормально приложенной статической нагрузкой, не вызывающей остаточного отклонения упорных плоскостей от вертикального положения, с обжатием напусков на боковых направляющих поверхностях необходимо для обеспечения размерной точности буксового проема и завершения горячего прессования в процессе протекания фазовых превращений при охлаждении накладок (в температурном интервале Ас3...Ar1 диаграммы состояния железо-углерод);
3) вдавливание верхних и нижних кромок напусков накладок между продольными ребрами жесткости, расположенными за тыльными сторонами направляющих стенок необходимо для закрепления и фиксации положения накладки в вертикальном направлении при действии сдвиговых усилий.
Пример конкретного применения.
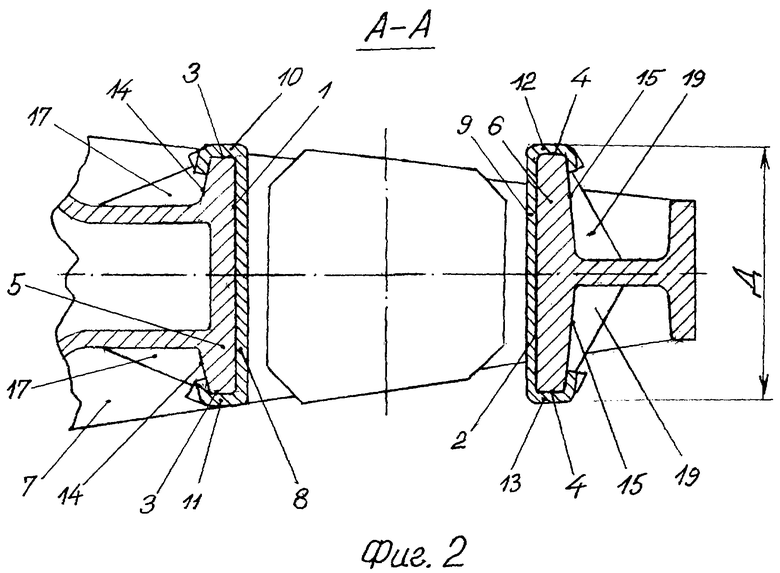
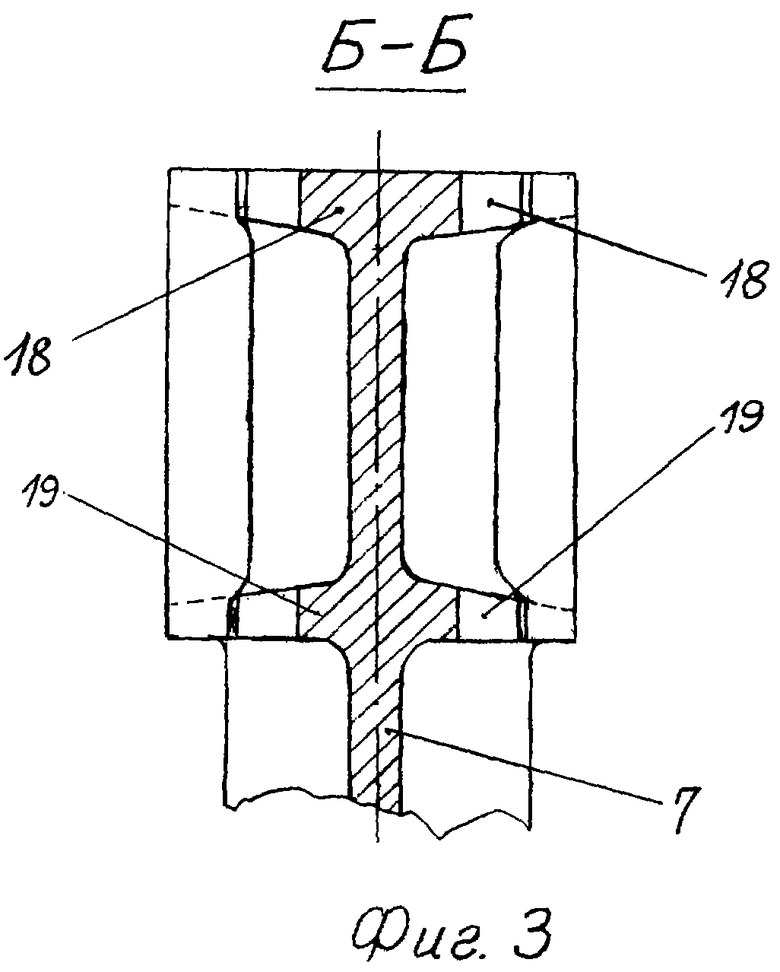
На фиг.1 изображен буксовый проем боковой рамы, рабочие поверхности буксовых направляющих которого восстановлены горячим прессованием износостойких накладок, а на фиг.2 и 3 - то же по разрезам А-А и Б-Б на фиг.1.
Изношенные упорные плоскости 1, 2 и боковые рабочие поверхности 3, 4 буксовых направляющих 5, 6 буксового проема боковой рамы 7 подвергают механической обработке на одинаковую глубину не менее 5 мм, но не более допустимого износа, составляющего 8 мм на сторону, с тем, чтобы после установки пластин такой же толщины регламентированные размеры Г и Д находились в ремонтных пределах.
На внутреннюю 1 и наружную 2 упорные плоскости накладывают в нагретом до температуры 900-950°С состоянии прямоугольные пластины 8, 9, изготовленные из листовой стали 45 толщиной, равной глубине механической обработки рабочих поверхностей буксовых направляющих 5, 6, и одновременно нагружают статической продольной нагрузкой, не вызывающей появления остаточного отклонения упорной плоскости 2 от вертикального положения.
По завершении осаживания накладок напуски 10, 11, 12, 13 загибают при температуре не ниже точки Ar1 диаграммы состояния железо-углерод за тыльные стороны 14, 15 буксовых направляющих с плотным прижатием к боковым поверхностям 3, 4 и вдавливанием кромок напусков между продольными ребрами жесткости 16, 17 и 18, 19.
После снятия нагрузки и полного охлаждения стенок буксовых направляющих между боковыми напусками накладок появляется натяг, обеспечивающий их надежное закрепление и фиксацию. В такой же последовательности устанавливаются накладки в противоположном буксовом проеме боковой рамы.
При поступлении детали в следующий ремонт производится демонтаж накладок и их замена по заявленному техническому решению без механической обработки буксовых направляющих, что обеспечивает повышение производительности ремонта и его удешевление.
Изобретение относится к области ремонта железнодорожного подвижного состава, в частности к восстановлению буксовых направляющих боковых рам 7 тележек грузовых вагонов. Взаимодействующие с корпусом буксы упорные плоскости каждого буксового проема детали и сопряженные с последними боковые поверхности буксовых направляющих механически обрабатываются на глубину не более предельно допускаемого износа, затем к обеим упорным плоскостям прижимаются нагретые до температуры горячей пластической деформации стальные пластины 8, 9 толщиной, равной глубине механической обработки изношенных поверхностей, с боковыми напусками, которые одновременно осаживаются на упорных плоскостях нормально приложенной статической нагрузкой, не вызывающей остаточного отклонения упорных плоскостей от вертикального положения, с обжатием напусков на боковых направляющих поверхностях и вдавливанием их верхних и нижних кромок между продольными ребрами жесткости 16, 17, расположенными за тыльными сторонами направляющих стенок. После охлаждения стенок буксовых направляющих с накладками появляется натяг между боковыми напусками последних, обеспечивающий их закрепление и фиксацию в процессе эксплуатации. Технический результат - повышение производительности. 3 ил.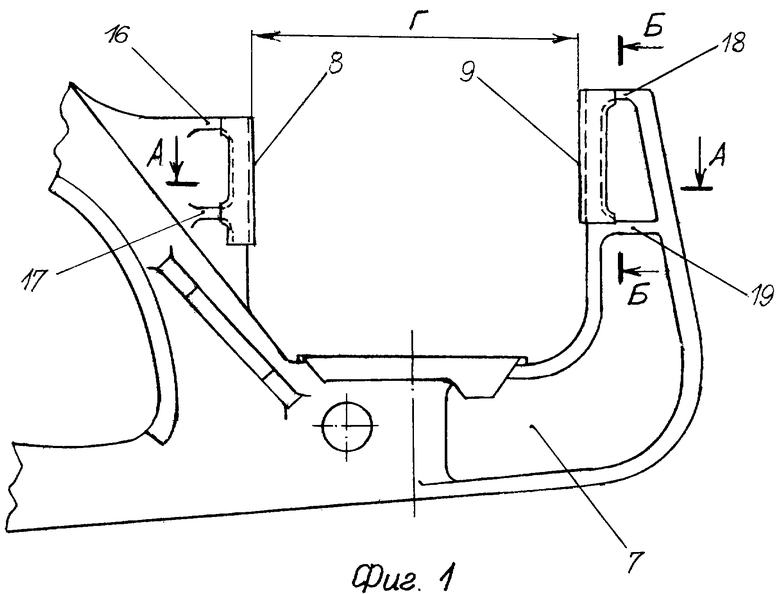
Способ восстановления буксовых направляющих боковых рам тележки, включающий закрепление на них горячим прессованием сменных износостойких накладок, отличающийся тем, что взаимодействующие с корпусом буксы упорные плоскости буксовых направляющих и сопряженные с ними боковые направляющие поверхности буксовых направляющих механически обрабатывают на глубину не более предельно допускаемого износа, затем к обеим упорным плоскостям буксовых направляющих прижимают нагретые до температуры горячей пластической деформации стальные пластины толщиной, равной глубине механической обработки изношенных поверхностей буксовых направляющих, с боковыми напусками для загиба и закрепления за тыльными сторонами буксовых направляющих, которые одновременно осаживают на упорных плоскостях нормально приложенной статической нагрузкой, не вызывающей остаточного отклонения упорных плоскостей буксовых направляющих от вертикального положения, с обжатием напусков стальных пластин на боковых направляющих поверхностях буксовых направляющих и вдавливанием верхних и нижних кромок напусков стальных пластин между продольными ребрами жесткости, расположенными за тыльными сторонами буксовых направляющих.
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2226460C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАДБУКСОВОЙ ПОВЕРХНОСТИ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2001 |
|
RU2211127C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2156681C2 |
| Технология производства и ремонта вагонов | |||
| Под ред | |||
| МОТИЛОВА К.В | |||
| - М.: Маршрут, 2003, с.249-251 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

