Изобретение относится к железнодорожному транспорту, в частности к изготовлению и ремонту несущих деталей грузовых вагонов.
Оно может быть использовано в вагоностроении при изготовлении несущих деталей с опорными поверхностями.
Известен способ изготовления несущих деталей с опорными поверхностями (RU 95122201 A1, B 23 K 28/00, 27.11.97 г.), при котором получение на опорной поверхности износостойкого слоя достигается осаживанием на ней при температуре ковки накладки из износостойкого железоуглеродистого сплава равномерно распределенной статической нагрузкой, а после охлаждения накладки до температуры 350-550oC осуществляют разгрузку детали и приварку накладки по линии ее сопряжения с опорной поверхностью.
Недостатком этого способа является то, что приварка накладки производится по линии сопряжения с опорной поверхностью, являющейся концентратором напряжений, поэтому он ограниченно применим к зонам деталей, испытывающим значительные эксплуатационные нагрузки (например, буксовый проем боковой рамы).
Задачей изобретения является повышение качества восстановления и долговечности опорных поверхностей несущих деталей грузовых вагонов.
Сущность заявляемого изобретения заключается в том, что на изношенной опорной поверхности несущей детали размещают накладку, нагретую до температуры ковки, с напуском за контур опорной поверхности и осуществляют при температуре выше Ar1 одновременно с осаживанием загиб выступающих краев накладки к боковым стенкам детали, примыкающим к опорной поверхности, при этом величину напусков накладки принимают с учетом удаления сварных швов к ненагруженным при эксплуатации зонам, равной не менее 1/2 толщины стенки, расположенной у опорной поверхности, а приварку кромок накладки осуществляют по линии их сопряжения со стенками детали.
Отличительными признаками заявляемого технического решения являются:
- наличие напусков накладки за контур опорной поверхности;
- загиб выступающих краев накладки к боковым стенкам детали, примыкающим к опорной поверхности;
- удаление сварных швов от опорной поверхности к ненагруженным при эксплуатации зонам, равное не менее 1/2 толщины стенки, расположенной у опорной поверхности.
Существенность отличительных признаков обуславливается следующим.
Наличие напусков накладки позволяет вынести сварные швы в менее нагруженные зоны детали. При этом величина напусков принимается с учетом толщины накладки и условия вписывания в габаритные размеры узла трения без создания препятствий для взаимного перемещения с сопряженной деталью.
Минимальный размер напуска за края опорной поверхности принимается равным 1/2 толщины ее стенки, т.к. в тонкостенных несущих деталях грузовых вагонов, работающих преимущественно в условиях поперечного изгиба, имеет место высокий градиент уменьшения напряжений в направлении от опорной поверхности к нейтральной линии, которая часто проходит по середине стенки, расположенной у этой поверхности или вблизи от нее.
При загибе кромок накладки на боковые стенки, сопряженные с опорной поверхностью, сварной шов не воспринимает существенных нагрузок и служит преимущественно для фиксации накладки.
Пример конкретного применения
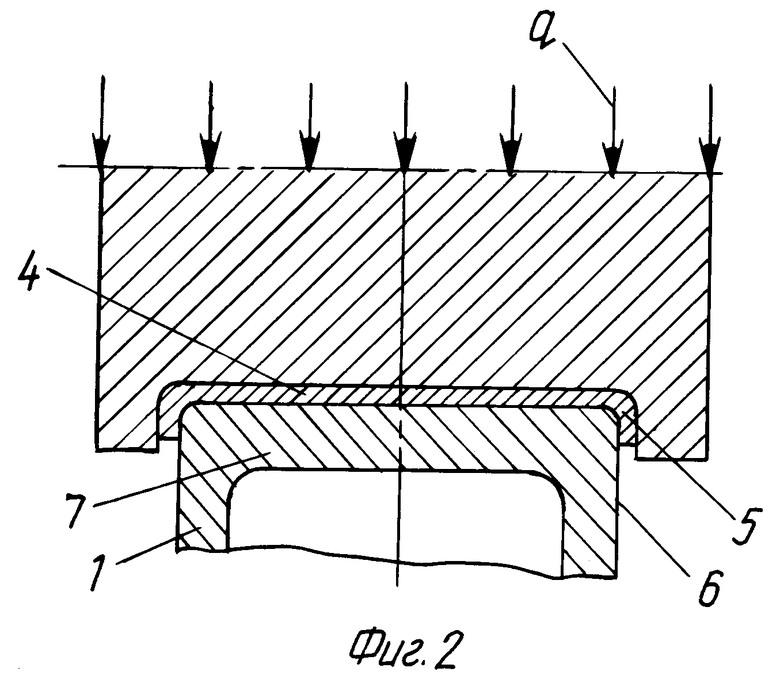
У боковой рамы 1 тележки грузового вагона на горизонтальной опорной поверхности 2 в буксовом проеме 3 размещают износостойкую накладку 4 из стали 30ХГСА толщиной 6 мм (фиг. 1). Накладка имеет напуски 5, выходящие за боковые стенки 6 детали на 1/2 толщины надбуксовой горизонтальной стенки 7, что составляет по 10 мм в каждую сторону детали (фиг. 2). Накладка укладывается в нагретом до температуры ковки состоянии (~950oC) симметрично опорной поверхности и к ней прикладывается равномерно распределенная статическая нагрузка. Величина нагрузки определяется исходя из условного предела текучести стали 30ХГСА при температуре ковки, равного σt = 37 MПa, и составляет для площади опорной поверхности 0,038 м2 P = 1400 кН (140 тс).
Нагружающее устройство конструктивно выполняется таким образом, чтобы одновременно с осаживанием накладки на опорной поверхности осуществлялся загиб кромок и их прижатие к боковым стенкам 6 детали.
В результате ускоренного охлаждения накладки металлическими стенками детали и давильника пресса происходит термомеханическое упрочнение стали 30ХГСА с получением твердости 320-400НВ, обеспечивающей требуемую износостойкость.
После разгрузки детали производится приварка кромок накладки к боковым стенкам детали, имеющей температуру в этих зонах 250-300oC, при этом сварные швы с катетом 6 мм расположены параллельно опорной плоскости на расстоянии от нее, равном 10 мм. Благодаря нагреву опорной поверхности до 250-300oC за счет отвода тепла от накладки обеспечивается требуемое качество ее приварки к детали.
При поступлении боковой рамы с износостойкими накладками в следующий ремонт замена изношенной накладки производится путем срубания пневмозубилом сварных швов и установки по приведенной технологии новой накладки.
По аналогичной технологии могут восстанавливаться изношенные опорные поверхности деталей фрикционного гасителя колебаний тележки, наклонные плоскости надрессорной балки, опоры скользунов и др. деталей.
Изобретение относится к железнодорожному транспорту, в частности к ремонту несущих деталей грузовых вагонов. На изношенной опорной поверхности несущей детали размещают накладку с напуском за контур из износостойкой стали, нагретую до температуры ковки. Выполняют в процессе охлаждения до температуры ниже Arl ее осаждение равномерно распределенной статической нагрузкой до толщины, равной отклонению положения опорной поверхности от номинального размера. В направлении приложения нагрузки и одновременно с осаживанием осуществляют загиб выступающих краев накладки к боковым стенкам детали. Величину напусков накладки принимают с учетом удаления сварных швов к ненагруженным при эксплуатации зонам равной не менее 1/2 толщины стенки, расположенной у опорной поверхности. Разгружают деталь и проводят приварку к ней кромок накладки по линии сопряжения со стенками детали. В результате повышается качество восстановления за счет того, что сварной шов не воспринимает существенных нагрузок, большая доля которых приходится на загнутые края. 2 ил.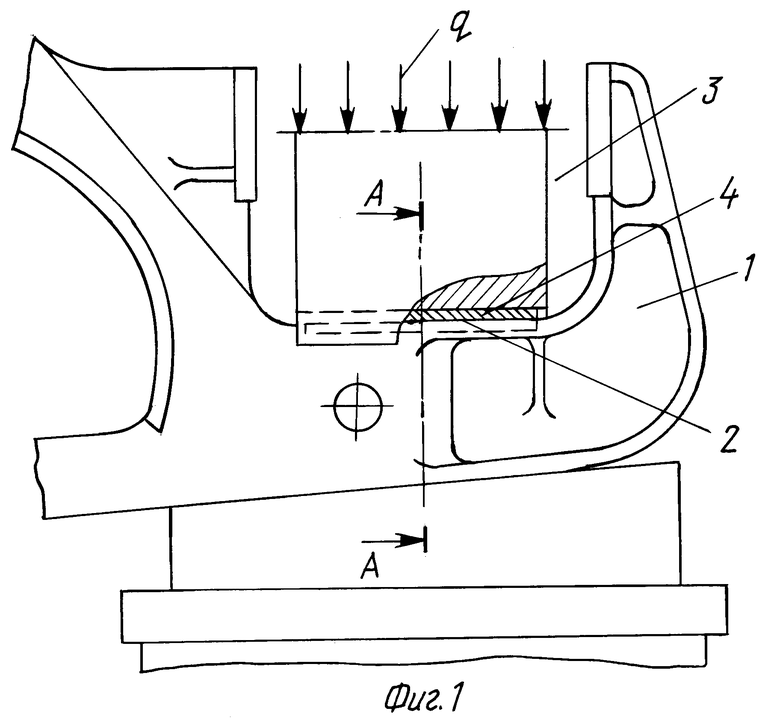
Способ восстановления опорных поверхностей несущих деталей грузовых вагонов, включающий размещение на опорной поверхности детали накладки из износостойкой стали, нагретой до температуры ковки, и осаживание ее равномерно распределенной статической нагрузкой до толщины, равной отклонению положения опорной поверхности от номинального размера в направлении приложения нагрузки, охлаждение накладки ниже температуры Ar1 с выдержкой при максимальной нагрузке, разгрузку детали и приварку накладки к детали, отличающийся тем, что нагретую до температуры ковки накладку размещают с напуском за контур опорной поверхности и осуществляют при температуре выше Ar1 одновременно с осаживанием загиб выступающих краев накладки к боковым стенкам детали, примыкающим к опорной поверхности, при этом величину напусков накладки принимают с учетом удаления сварных швов к ненагруженным при эксплуатации зонам равной не менее 1/2 толщины стенки, расположенной у опорной поверхности, после чего разгружают деталь и проводят приварку к ней кромок накладки по линии сопряжения со стенками детали.
| RU 95122201 А1, 27.11.1997 | |||
| Способ изготовления деталей | 1984 |
|
SU1278172A1 |
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |

