Изобретение относится к области литейного производства и может быть использовано для получения отливок с повышенными механическими свойствами металла с кристаллизацией расплава в литейной форме под давлением.
Известно устройство для получения отливок в литейной форме, помещенной в герметичный контейнер, снабженную металлопроводом, расположенным снизу формы для соединения ее с емкостью с расплавом металла (SU 119767, B22DC 9/04, B22D 18/06. Заявл. 31.01.84 г.).
Наиболее близким аналогом, принятым за прототип, является устройство для получения отливок с кристаллизацией под давлением, содержащее герметичную емкость, в которой помещена литейная форма, и снабженную газопроводами для вакуумирования и связи с атмосферой, расположенную над печью с расплавом металла, металлопровод, связывающий расплав в тигле печи с нижней частью литейной формы. При этом тигель печи расположен также в герметичной емкости, снабженной газопроводом для подачи газового давления (Заявка Японии 59-54458. Заявл. 20.09.82 г., № 57-164438, Опубл. 29.03.84 г., МКИ B22D 18/02, B22D 18/06).
Данное устройство имеет существенный недостаток, т.к. рассчитано на заливку в формы расплава, нагретого выше температуры ликвидус и затвердевание его в форме под низким давлением, преимущественно 0,06 МПа. Устройство не позволяет заполнять форму жидкотвердым расплавом и осуществлять затвердевание его в форме под наиболее эффективным давлением 0,4-0,6 МПа для получения отливок с повышенными механическими свойствами на уровне поковок и проката.
Целью предлагаемого технического решения является устранение отмеченных недостатков, т.е. расширение технологических возможностей.
Поставленная цель достигается тем, что в устройстве для получения отливок с кристаллизацией под давлением, содержащем герметичную емкость с литейной формой, снабженная газопроводами для вакуумирования и связи с атмосферой, расположенную над печью с расплавом металла, металлопровод с цилиндрической частью, связывающий расплав, находящийся в тигле печи, с нижней частью литейной формы, металлопровод или емкость с литейной формой взаимодействуют с дополнительно введенным силовым приводом для горизонтального перемещения металлопровода или емкости и отсекания расплава металла, заполнившего форму, от расплава, оставшегося в тигле печи, емкость снабжена дополнительным газопроводом для подачи в нее газового давления, а металлопровод выполнен разовым с толщиной стенки цилиндрической части, - равной 0,5-5 мм.
Такие конструктивные изменения позволяют осуществлять заливку расплава из печи в форму в жидкотвердом состоянии, производить затвердевание его в форме, например, под газовым давлением величиной 0,4-0,6 МПа и получать отливки с повышенными механическими свойствами металла на уровне поковок и проката.
Следующее отличие предлагаемого устройства состоит в том, что металлопровод или его цилиндрическая часть выполнены с алитированной поверхностью из железоуглеродистых сплавов, или из алюминиевого чугуна (без алитирования), или из титанового сплава (без алитирования), и снабжены теплозащитным покрытием, образованным в режиме микроплазменного оксидирования.
Такое конструктивное выполнение металлопровода позволяет при небольших затратах на его изготовление осуществлять заливку в литейные формы расплава в жидкотвердом состоянии.
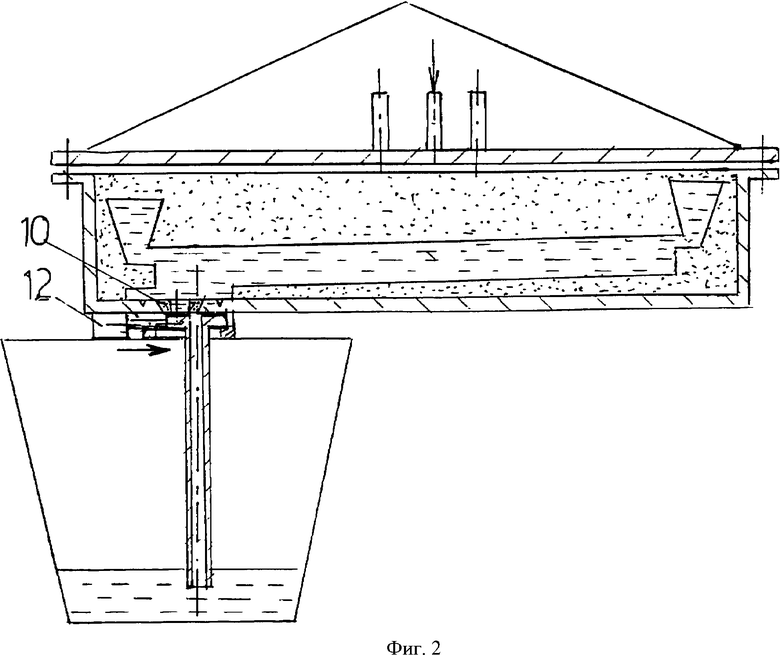
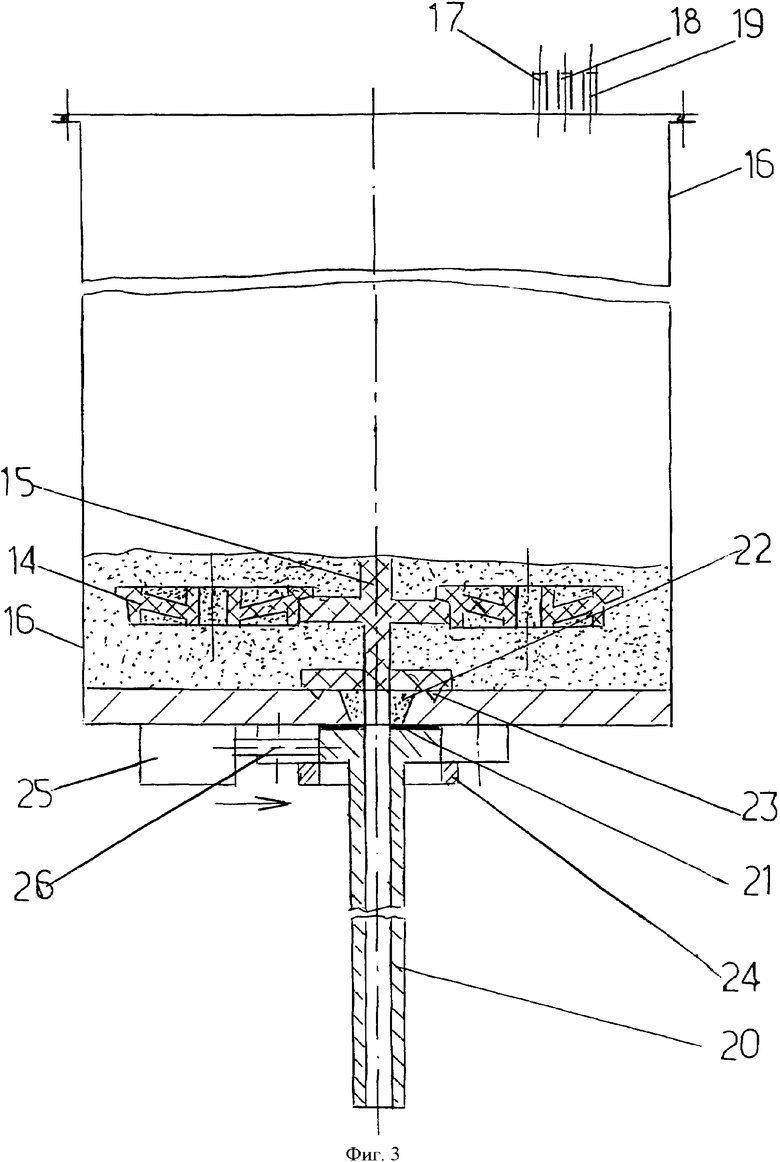
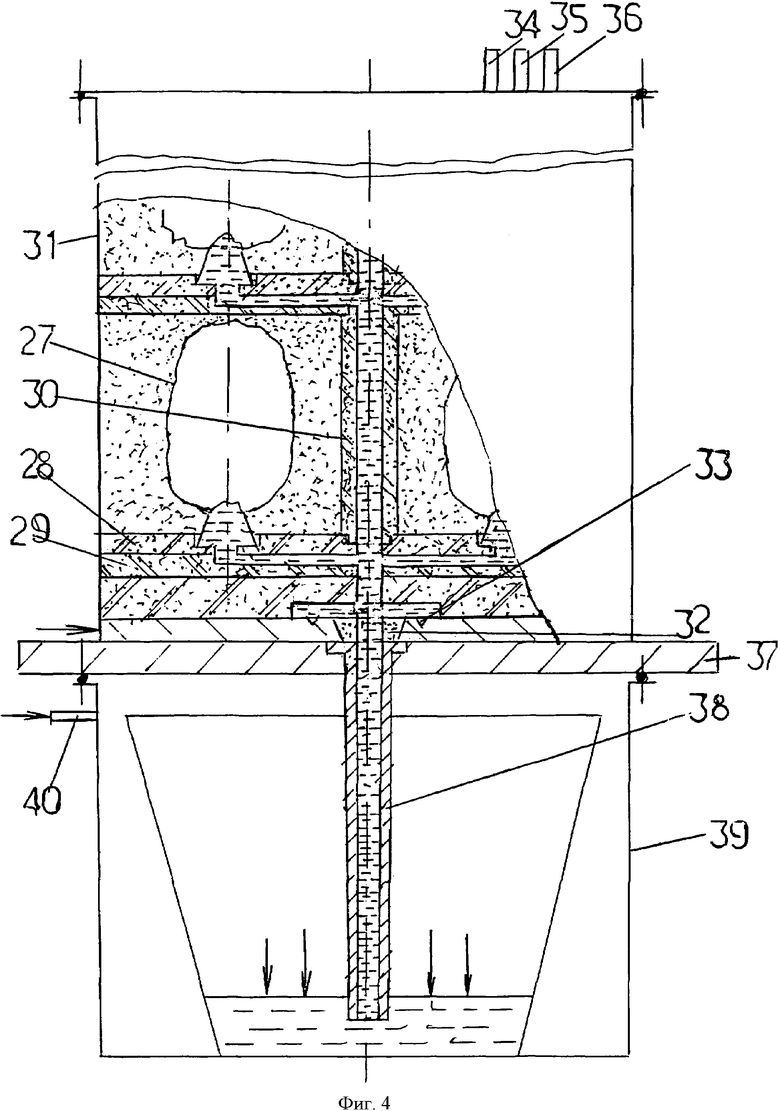
На фиг.1 изображен контейнер с литейной формой для получения отливки крестовины стрелочного перевода (перед заливкой), на фиг.2 - контейнер с литейной формой для получения этой отливки с плавильной печью (после заливки), на фиг.3 - контейнер с литейной формой для получения железнодорожных колес по газифицируемым пенополистироловым моделям, на фиг.4 - контейнер с керамическими формами для получения стальных отливок.
Устройство состоит из пенополистироловой модели 1, заформованной сухим кварцевым песком в разъемном контейнере 2, с герметизирующим уплотнением 3, металлопровода 4, выполненным из алюминиевого чугуна, смонтированным в кронштейне 6 через уплотнение 5. В верхней крышке контейнера 2 расположены газопроводы 7, 8, 9, соответственно для вакуумирования, подачи газового давления и связи с атмосферой. В нижней части контейнера 2 расположена песчаная вставка 10, кольцевая канавка 11 для герметизации контейнера 2 в процессе заливки расплавом. Для горизонтального перемещения металлопровода 4 имеется силовой привод 12 со штоком 13 (фиг.2, фиг.1).
Для получения железнодорожных колес устройство содержит пенополистироловые газифицируемые модели 14, смонтированные со стояком 15, размещенные в контейнере 16. Контейнер снабжен газопроводами 17, 18, 19 соответственно для вакуумирования, подачи газового давления и связи с атмосферой. Для подачи расплава в контейнер 16 к донной части его присоединен металлопровод 20, выполненный из стали с алитированной поверхностью и оксидным слоем. Металлопровод 20 смонтирован в кронштейнере 24 через уплотнение 21 и взаимодействует со штоком 26 гидропривода 25. В нижней плите контейнера расположена кольцевая канавка 23 (для герметизации) и песчаная вставка 22.
Для получения отливок по выплавляемым моделям устройство содержит керамические блоки 27, смонтированные со стержнями 28, 29, 30, и расположены в герметичном контейнере 31. В нижней плите контейнера 31 расположена песчаная вставка 32 и кольцевая канавка 33. Контейнер 31 снабжен газопроводами 34, 35, 36, соответственно для вакуумирования, подачи газового давления и связи с атмосферой. Контейнер 31 установлен на плите 37, в которую вмонтирован металлопровод 38, погруженный в расплав металла печи, которая размещена в герметичном корпусе 39, снабженном газопроводом 40 для подачи газового давления.
Устройство работает следующим образом. Пенополистироловые газифицированные модели железнодорожных крестовин 1 (фиг.1) засыпаются кварцевым песком в контейнере 2, имеющем герметизирующее уплотнение 3. Плавка стали ведется по известному режиму. Приготовленная сталь охлаждается в печи до температуры солидус (1300°С), при этом растворенные в стали газы удаляются, а затем сталь быстро нагревается до температуры 1340°C (до жидкотвердого состояния). Металлопровод 4 погружается в расплав металла (фиг.2) и контейнер 2 соединяется с системой вакуумирования через газопровод 7. Расплав стали по металлопроводу 4 поступает в контейнер 2 со скоростью 5 м/с, выжигая пенополистироловую модель. Первые порции металла заливаются в канавку 11 и герметизируют контейнер 2 снизу. Продукты газификации модели отсасываются из контейнера 2 системой вакуумирования через газопровод 7. После заполнения рабочей полости формы включается гидроцилиндр 12 и штоком 13 металлопровод 4 смещается вправо, отсекая расплав металла в металлопроводе от расплава металла в форме, после чего в контейнер 2 через газопровод 8 подается сжатый воздух под давлением в 5 атмосфер и производится выдержка до затвердевания отливки. Заливка в жидко-твердом состоянии обеспечивает химическую однородность и мелкое первичное зерно отливки, а кристаллизация под газовым давлением - беспористый металл. После затвердевания отливки контейнер 2 соединяется с атмосферой через газопровод 9. Затем отливка извлекается из песка, и процесс повторяется.
Полученная отливка химически однородна, с мелким первичным зерном, не имеет микропор и, как следствие, повышены механические свойства по сравнению с требованиями ГОСТ на литье: до 30% более высокую прочность и более высокую пластичность.
Железнодорожные колеса из стали ЭИ293 изготавливаются в устройстве (фиг.3).
Сталь выплавляется по известным режимам и модифицируется наночастицами цементита при температуре не выше 1500°С. С температуры 1500°С сталь охлаждается в печи до 1400°С и в нее погружается металлопровод 20 с одновременным соединением контейнера 16 с системой вакуумирования. Сталь заполняет рабочие полости литейных форм, выжигая пенополистироловые модели 14. После заполнения расплавом литейной формы металлопровод 20 перемещается гидроцилиндром 25 и штоком 26 вправо, отсекая расплав, находящийся в контейнере 16, от расплава, находящегося в металлопроводе 20. Вакуум отключается и в контейнер 16 подается сжатый воздух через газопровод 18 под давлением 5 атм. Жидко-твердая сталь затвердевает объемно и имеет химически однородную структуру с мелким первичным зерном, а кристаллизация под газовым давлением обеспечивает устранение в литом металле микропористости.
Велосипедные стальные каретки изготавливаются в устройстве (фиг.4) следующим образом.
Сталь выплавляется в индукционной печи по известной технологии. Готовая сталь охлаждается в печи с температурой 1560°С до температуры 1475°C. Контейнер 31 устанавливается на плиту 37 с металлопроводом 38, который погружают в сталь. В кожух печи 39 подается сжатый газ под давлением в 2 атм через газопровод 40 и одновременно контейнер 1 вакуумируется через газопровод 34. Расплав стали через металлопровод 38 заполняет рабочие полости формы 27 со скоростью потока в литниковом ходе 5 м/с. После заполнения рабочих полостей форм 27 контейнер 31 сдвигается по плите 37 вправо силовым гидроприводом (на чертеже не показан), отсекая расплав в формах от расплава метелла в металлопроводе 38, после чего в контейнер 31 через газопровод 35 подается сжатый газ под давлением в 5 атм и производится выдержка под давлением до затвердевания отливок. Затем газовое давление в контейнере 31 сбрасывается через газопровод 36 до атмосферного, отливки охлаждаются в контейнере до 900°С, а затем охлаждаются на воздухе (при этом выполняется операция нормализации). Готовые отливки химически однородны, с мелким первичным зерном, не имеют микропор, а механические свойства металла отливок соответствуют механическим свойствам поковок и проката. Общее количество отливок, получаемых за одну заливку, составляет 288 штук.
Использование изобретения позволяет получать отливки из черных и цветных металлов и сплавов с повышенными механическими свойствами на уровне деформированного металла (поковок и проката), снижать вес отливок с уменьшением толщины их стенок и сохранением конструктивной прочности, заменять детали, изготавливаемые из деформированного металла с низким КИМ на литье с КИМ до 0,95, заменять отдельные сварные конструкции на литье с повышением их эксплуатационных характеристик, снять ограничения по весу и габаритам отливок, получаемых из жидко-твердого1 (1Под жидко-твердым расплавом металла следует понимать или сплав с температурой ниже точки ликвидус, или расплав металла с температурой выше точки ликвидуса, но содержащий (за счет введения в расплав малых долей модификатор II рода до 0,05%) наночастицы тугоплавких химических соединений, например TiCN. или характеризующийся обеими признаками) расплава в разовых формах с кристаллизацией под давлением.
Изобретение относится к области литейного производства. Устройство содержит герметичную емкость с литейной формой, расположенную над печью с расплавом металла, металлопровод с цилиндрической частью, связывающий расплав, находящийся в тигле печи, с литейной формой, силовой привод для горизонтального перемещения металлопровода или емкости и отсекания расплава металла. Герметичная емкость снабжена газопроводами для подачи в нее газового давления, вакуумирования и связи с атмосферой. Металлопровод выполнен разовым с толщиной стенки цилиндрической части, равной 0,5-5 мм. Металлопровод или его цилиндрическая часть выполнены из железоуглеродистых сплавов с алитированной поверхностью или из алюминиевого чугуна, или из титанового сплава и снабжены теплозащитным покрытием, образованным в режиме микроплазменного оксидирования. Достигается возможность получения отливок из черных и цветных сплавов с повышенными механическими свойствами, снижения веса отливок с уменьшением толщины их стенок и сохранением конструктивной прочности. 1 з.п. ф-лы, 4 ил.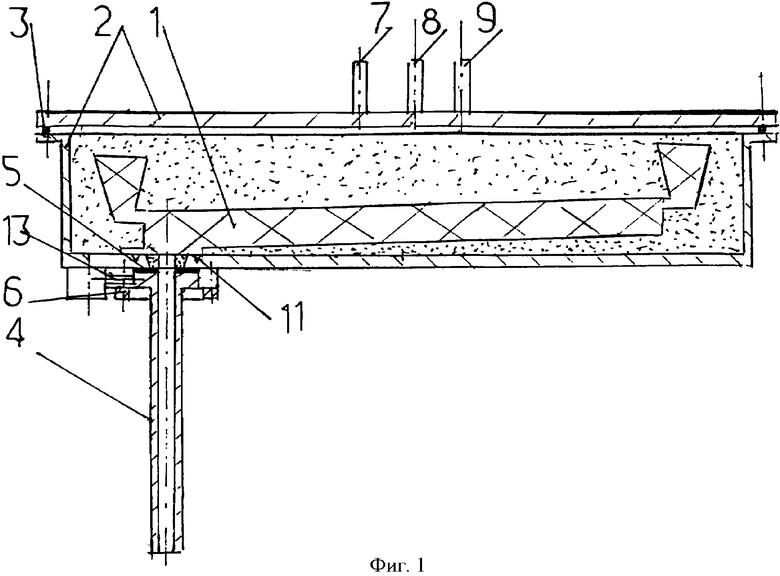
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для измерения диаметров цилиндров, колец и т.п. | 1938 |
|
SU58966A1 |
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |
| Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления | 1988 |
|
SU1577687A3 |

