Область техники, к которой относится изобретение
Настоящее изобретение относится к способу формования металлических контейнеров и подобных изделий, использующему внутреннее давление текучей среды для расширения полой металлической заготовки или изделия в полости матрицы. Важный аспект изобретения относится к способам формования алюминиевых или других металлических фасонных контейнеров, например, имеющих форму асимметричной бутылки.
Уровень техники
Металлические банки хорошо известны и широко используются для напитков. Существующие корпуса банок для напитков, либо цельные банки с утоненным при вытяжке корпусом, либо корпуса, открытые с обоих концов (с отдельными "крышками" сверху и снизу), обычно имеют простые вертикальные цилиндрические боковые стенки. Иногда желательно, например, из соображений эстетики, привлекательности для потребителя и/или идентификации продукта придавать боковым стенкам металлического контейнера для напитков более сложную форму и, в частности, выполнять металлический контейнер в форме бутылки, а не в форме простого цилиндра. Однако такую конфигурацию нельзя получить с помощью обычных операций, используемых для изготовления банок.
Для этих и других целей необходимы удобные и эффективные способы придания заготовкам "бутылкообразных" или других сложных форм. Кроме того, желательно использовать такие технологии, которые обеспечили бы формование фасонных контейнеров без радиальной симметрии, что позволит увеличить разнообразие получаемых конфигураций.
В патенте США №3040684 описывается устройство для формования дверных ручек из заготовок с использованием матрицы и гидравлического давления. Заготовку помещают в полость матрицы, заполняют гидравлической жидкостью и запечатывают. Затем матрицу закрывают, перемещают нижний плунжер вверх, вынуждая стенки заготовки принимать форму полости матрицы. Во время этой операции объем текучей среды не изменяется, и расширение заготовки обеспечивается перемещением плунжера.
В патенте США №4362037 описано другое устройство для формования дверной ручки, в котором используется разъемная матрица. Заготовка представляет собой частично отформованную дверную ручку, круглый наружный торец которой помещают в нижнюю матрицу. Верхняя матрица имеет полость, участки боковых стенок которой определяют окончательную форму ручки. Этой верхней матрицей нажимают вниз на заготовку, опирающуюся на нижнюю матрицу. Затем внутрь заготовки нагнетают жидкость, тем самым вынуждая заготовку принимать форму полости матрицы.
В патенте США №6182487 описывается способ изготовления металлического сосуда, использующий разъемную матрицу, которая состоит из неподвижной и подвижной матриц. Сначала формуют цилиндр, дно которого приваривают к оболочке, после чего цилиндр устанавливают нижним торцом в подвижной матрице, а открытый конец цилиндра крепится к неподвижной матрице. Через неподвижную матрицу в цилиндр подают давление, а подвижную матрицу смыкают с неподвижной для формирования сосуда.
Сущность изобретения
Настоящее изобретение обеспечивает способ формования металлического контейнера заданной формы и заданных поперечных размеров, согласно которому размещают в полости матрицы полую металлическую заготовку, имеющую закрытый конец. Полость матрицы окружена стенкой матрицы, определяющей указанные форму и поперечные размеры. У одного из концов полости расположен пуансон с возможностью перемещения внутрь полости. Закрытый конец заготовки размещают в направлении и вблизи пуансона, при этом по меньшей мере часть заготовки первоначально имеет зазор со стенками матрицы. Заготовку подвергают воздействию внутреннего давления текучей среды для расширения заготовки наружу до вхождения по существу в полный контакт со стенками матрицы с целью придания заготовке заданной формы и заданных поперечных размеров. Давление текучей среды воздействует на закрытый конец заготовки с усилием, направленным в сторону указанного конца полости. Пуансон перемещают внутрь полости либо до начала расширения заготовки, либо после начала, но до завершения расширения заготовки, для вхождения в контакт с закрытым концом заготовки и смещения этого конца в направлении, противоположном направлению усилия воздействия текучей среды на указанный закрытый конец заготовки. В результате обеспечивается деформирование закрытого конца заготовки. Перемещение пуансона производят с помощью плунжера, способного прикладывать достаточное усилие к пуансону для смещения и деформации заготовки. Этот способ иногда называют способом плунжерного формования под давлением (PRF-формование), поскольку контейнер формуется как за счет приложенного внутреннего давления текучей среды, так и за счет перемещения пуансона плунжером.
Другой особенностью изобретения является то, что пуансон имеет фасонную поверхность, а закрытый конец заготовки деформируют для соответствия этой фасонной поверхности. Например, пуансон может иметь куполообразный профиль, так что закрытый конец заготовки при деформации приобретает форму купола.
Заданная форма, которую приобретает контейнер, может представлять собой форму бутылки, включающую горловинную часть и корпусную часть, имеющую большие поперечные размеры, чем горловинная часть. Полость матрицы и заготовка имеют продольные оси, причем заготовку размещают по существу соосно с полостью, а пуансон перемещают вдоль продольной оси полости.
В предпочтительном варианте стенка матрицы содержит составную часть, выполненную с возможностью отделения для удаления сформованного контейнера. В случае разъемной матрицы заданная форма может быть асимметричной относительно продольной оси полости.
Для ограничения осевого удлинения заготовки под воздействием давления текучей среды целесообразно, чтобы первоначально, то есть до приложения давления текучей среды, пуансон располагался вблизи закрытого конца заготовки или в контакте с ним. Перемещение пуансона может начинаться после того, как расширяющаяся нижняя часть заготовки вошла в контакт со стенкой матрицы.
Предпочтительно, чтобы заготовка для формования контейнера в виде бутылки или подобной конфигурации была выполнена в виде удлиненного и первоначально по существу цилиндрического изделия, имеющего открытый конец, противоположный закрытому концу изделия. В конкретных вариантах осуществления данного изобретения диаметр такого изделия может быть по существу равен диаметру горловинной части контейнера в виде бутылки, а изделие обладает способностью к формованию, достаточной для расширения до заданной формы за одну операцию формования под давлением. Если такая способность к формованию недостаточна, то прежде чем приступать к PRF-формованию, описанному выше, заготовку предварительно помещают в полость матрицы меньших размеров, чем вышеупомянутая полость, и подвергают в этой полости воздействию внутреннего давления текучей среды, чтобы расширить заготовку до промежуточного размера и формы, которые меньше заданных поперечных размеров и заданной формы.
Альтернативно, если удлиненное и первоначально по существу цилиндрическое изделие имеет больший первоначальный диаметр, чем горловинная часть бутылки, то способ формования контейнера в виде бутылки может содержать дополнительный этап вращательного формования изделия на участке вблизи его открытого конца, чтобы образовать горловинную часть уменьшенного диаметра. Этот этап следует за выполнением PRF-формования.
Можно также уменьшить диаметр горловинной части заготовки путем сужения с помощью протяжного кольца. Эта операция сужения с помощью протяжного кольца может быть проведена до этапа расширения.
Заготовка может быть алюминиевой (используемый здесь термин "алюминий" обозначает сплавы на основе алюминия, а также чистый алюминий) и может изготавливаться из листа алюминия, имеющего рекристаллизованную или восстановленную микроструктуру и толщину в пределах приблизительно от 0,25 до 1,5 мм. Заготовку могут изготавливать в виде цилиндра с закрытым концом путем многократной вытяжки или прессованием обратным методом.
Во время воздействия на заготовку внутреннего давления текучей среды давление текучей среды внутри заготовки проходит ряд последовательных стадий: (i) повышение до первого максимума до начала расширения заготовки, (ii) падение до минимального значения после начала расширения, (iii) постепенное повышение до промежуточного значения по мере расширения заготовки, но до ее неполного вхождения в контакт со стенкой матрицы, и (iv) повышение от этого промежуточного давления при завершении расширения заготовки. В предпочтительном варианте настоящего изобретения перемещение пуансона, осуществляющего смещение и деформацию закрытого конца заготовки, в этой последовательности стадий изменения давления начинают в конце стадии (iii).
В процессе приложения внутреннего давления текучей среды закрытый конец заготовки приобретает увеличенную и по существу полусферическую конфигурацию, когда заготовка входит в контакт со стенкой матрицы, при этом перемещение пуансона начинают по существу в тот момент, когда закрытый конец заготовки приобретет эту конфигурацию.
Кроме того, в соответствии с настоящим изобретением приложение к заготовке внутреннего давления текучей среды представляет собой одновременное приложение к находящейся в полости заготовки избыточного внутреннего давления текучей среды и избыточного внешнего давления текучей среды, причем избыточное внутреннее давление больше избыточного внешнего давления. Внутреннее и внешнее давления обеспечиваются соответственно двумя барическими системами, имеющими независимое регулирование. Скорость деформации в заготовке регулируют путем независимого регулирования внутреннего и внешнего избыточных давлений текучей среды, прилагаемых одновременно к заготовке с целью изменения разности между этими давлениями. В результате устраняются трудности, связанные с чрезмерными скоростями деформации, и достигаются дополнительные положительные результаты, например уменьшение гидростатических напряжений, которые способны вызвать повреждения микроструктуры стенок контейнера.
Следующая особенность настоящего изобретения заключается в том, что во время расширения заготовки целесообразно производить ее нагрев, например, создавая в заготовке некоторый температурный градиент. Путем добавления к пуансону нагревателей в заготовке создается температурный градиент, направленный снизу вверх. Для создания в заготовке температурного градиента, направленного сверху вниз, нагреватели могут устанавливаться в верхней части матрицы. Возможно встраивание дополнительных нагревателей в боковые стенки матрицы. Введение температурного градиента во время расширения заготовки позволяет определить момент начала расширения и улучшает формуемость.
Также была установлена целесообразность контакта пуансона с заготовкой перед началом расширения, а также целесообразность создания пуансоном некоторой осевой нагрузки в течение всего процесса расширения. В тех случаях, когда пуансон прикладывает некоторую осевую нагрузку к закрытому концу заготовки в течение всего процесса расширения, предпочтительно не производить смещение и деформацию закрытого конца заготовки до завершения расширения.
Другие особенности и преимущества настоящего изобретения будут ясны из нижеследующего подробного описания и прилагаемых чертежей.
Краткое описание чертежей
На фиг.1 в качестве примера реализации приведено упрощенное и, в некоторой степени, схематическое изображение в перспективе оборудования для осуществления способа по настоящему изобретению.
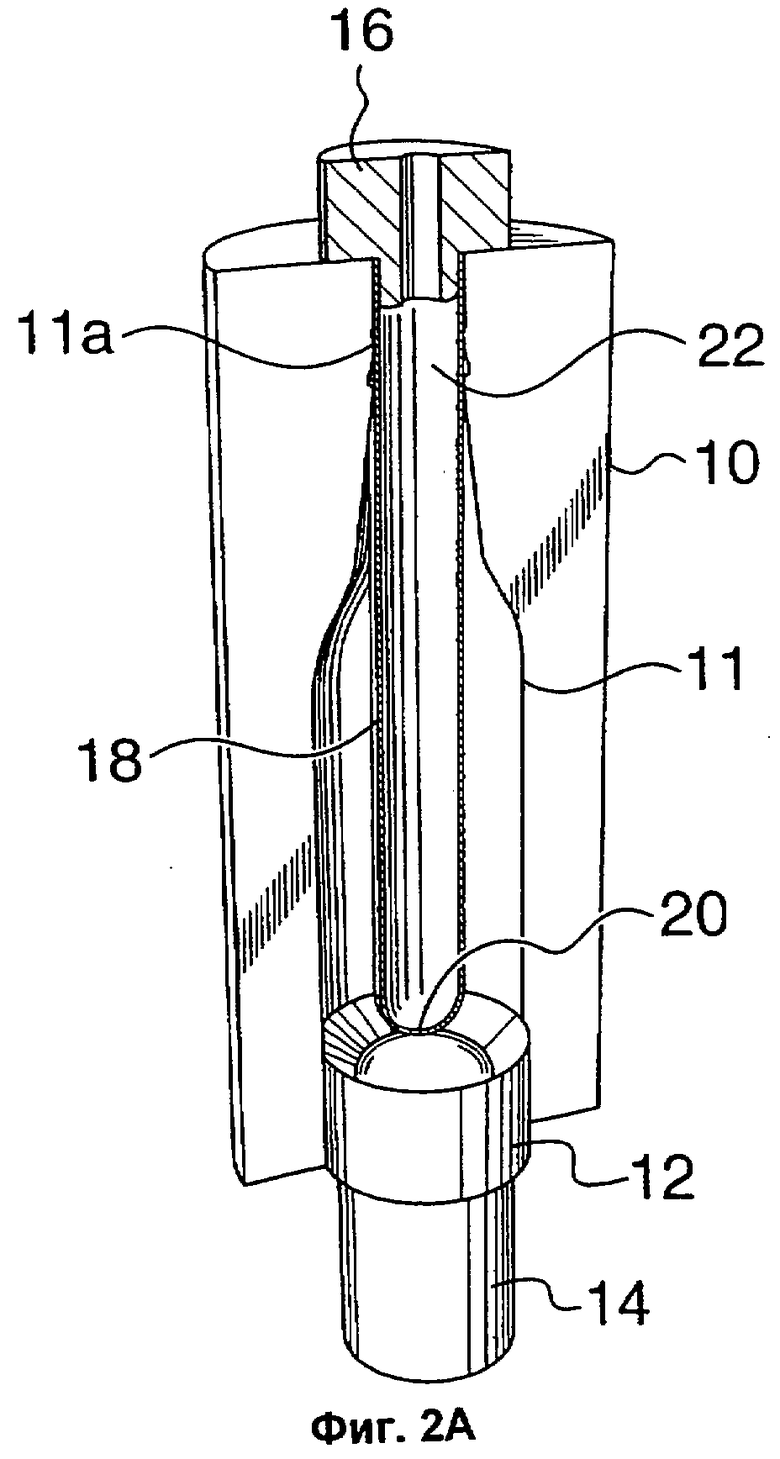
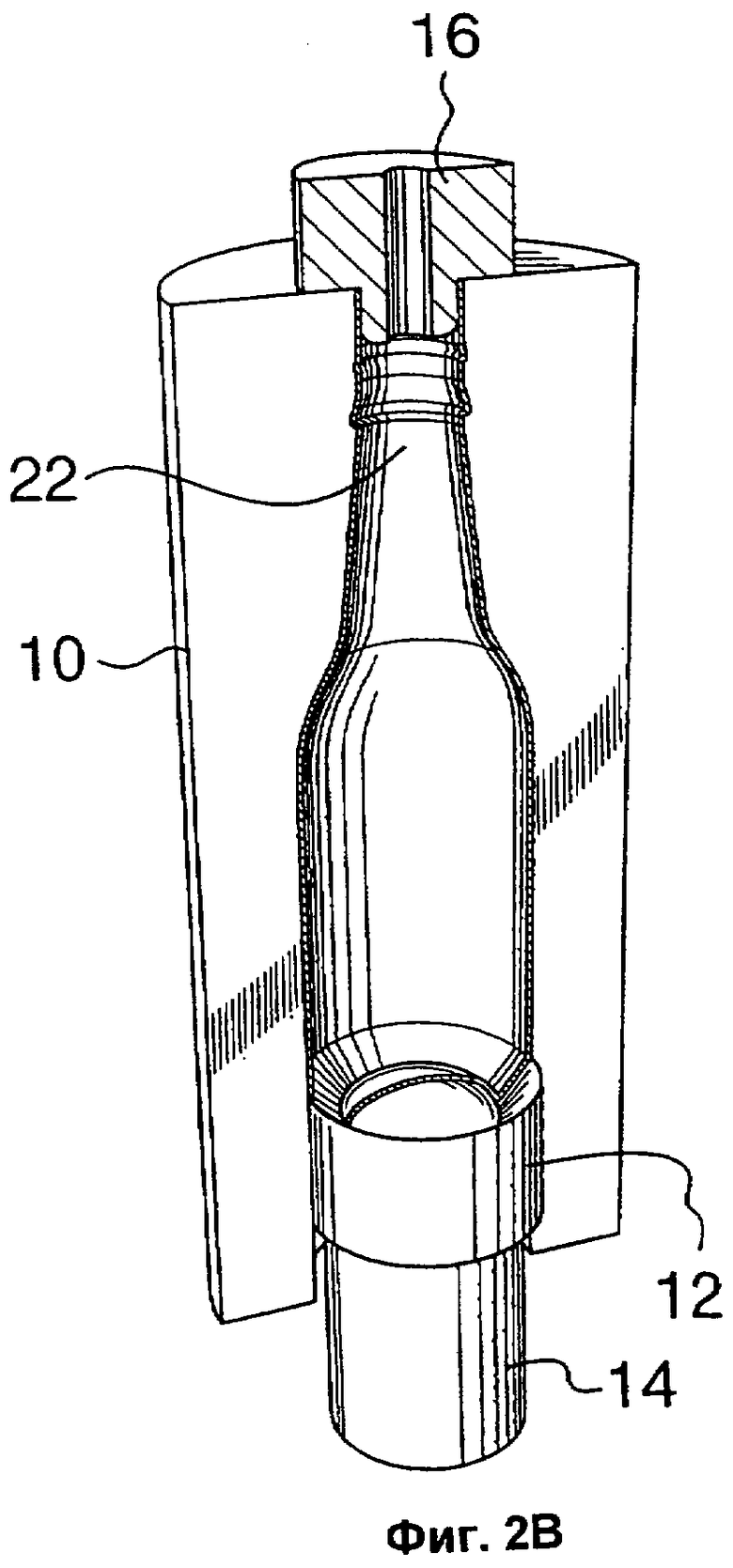
На фиг.2А и 2В, подобных фиг.1, показаны последовательные этапы осуществления первого варианта способа по настоящему изобретению.
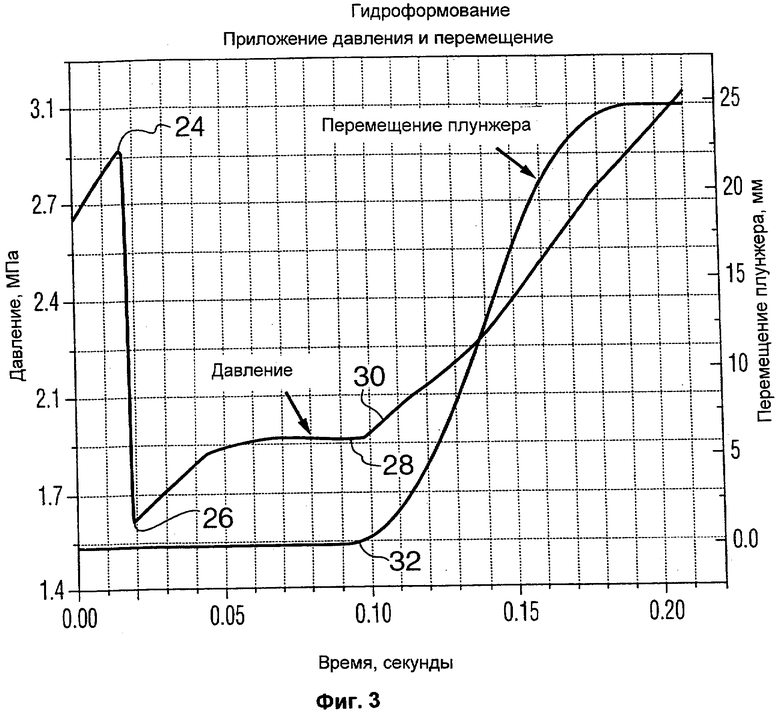
На фиг.3 показан график зависимости внутреннего давления и перемещения плунжера как функции времени при использовании в качестве текучей среды воздуха; график иллюстрирует временную зависимость между операциями воздействия на заготовку внутреннего давления текучей среды и перемещения пуансона в способе по данному изобретению.
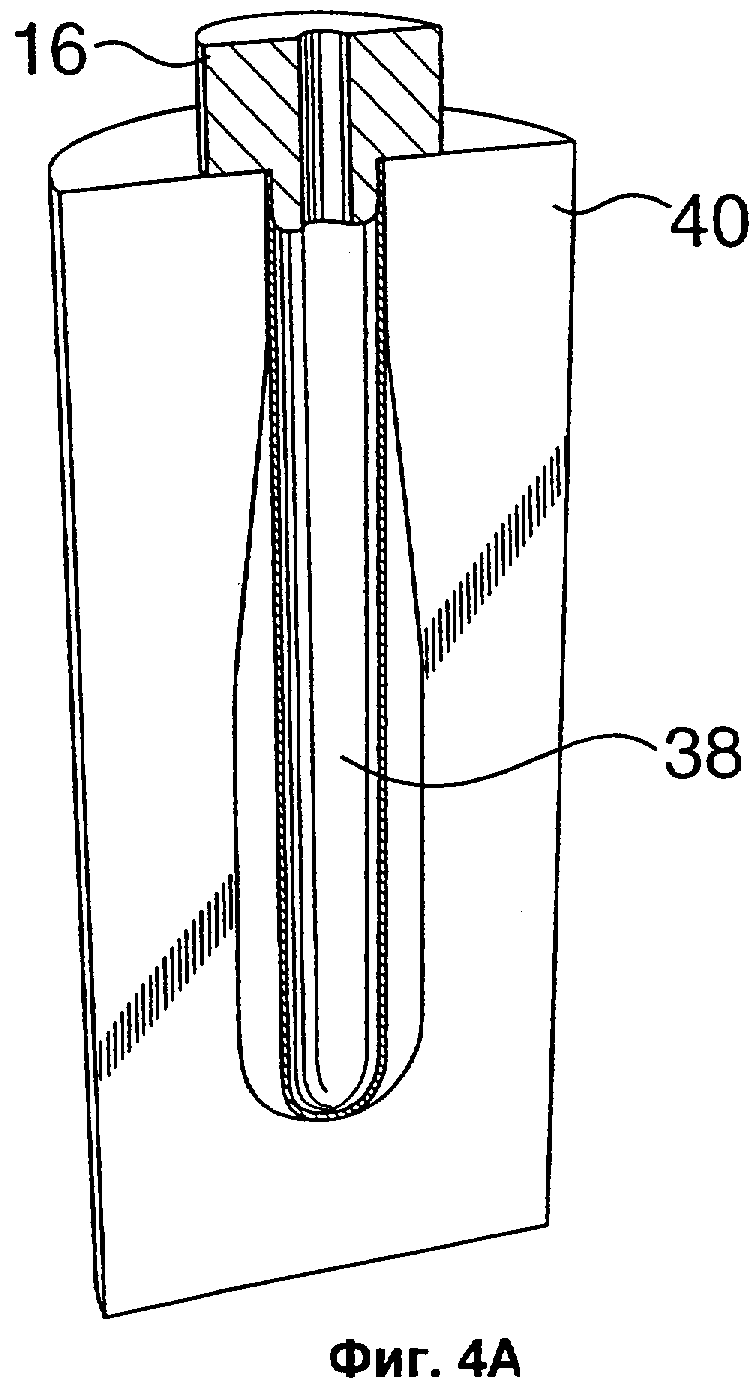
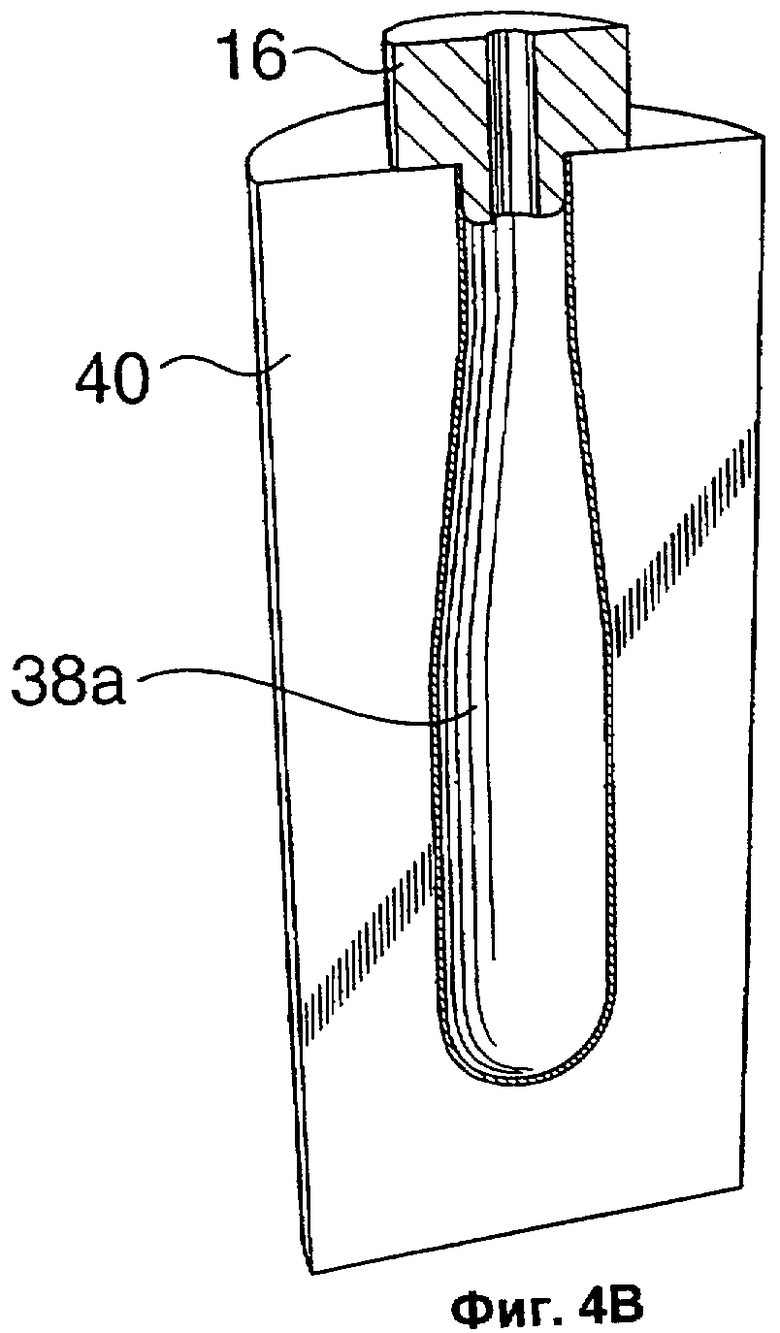
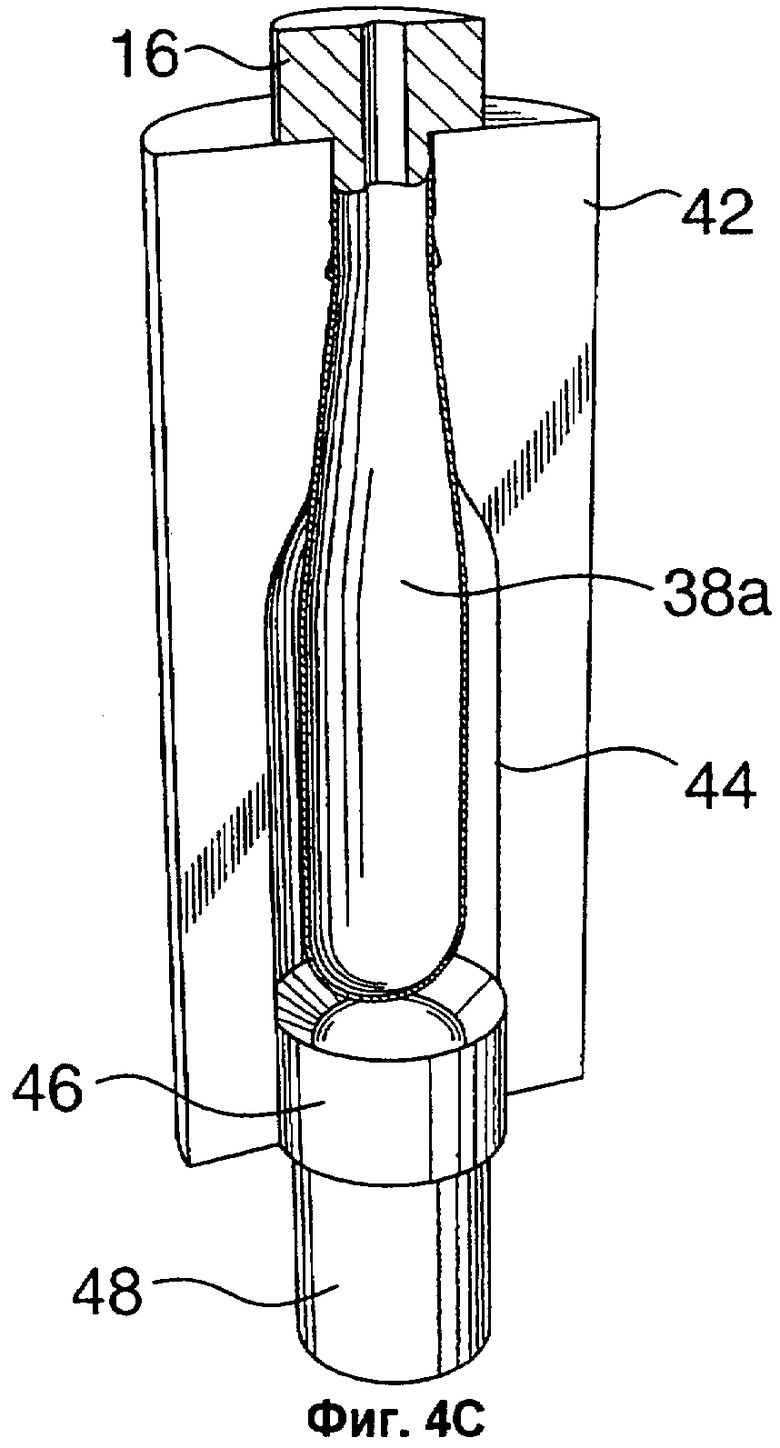
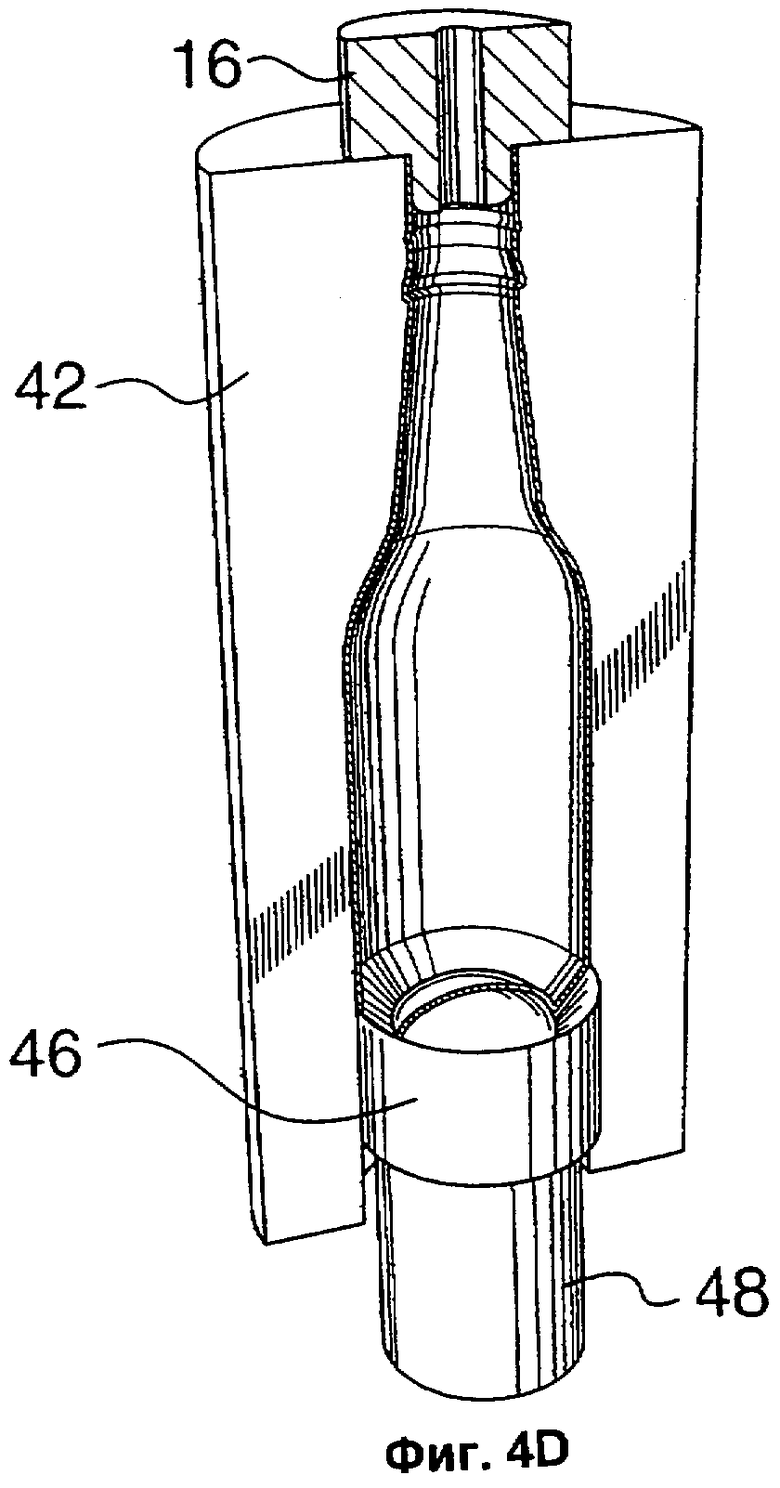
На фиг.4А, 4В, 4С и 4D, подобных фиг.1, показаны последовательные этапы осуществления второго варианта способа по настоящему изобретению.
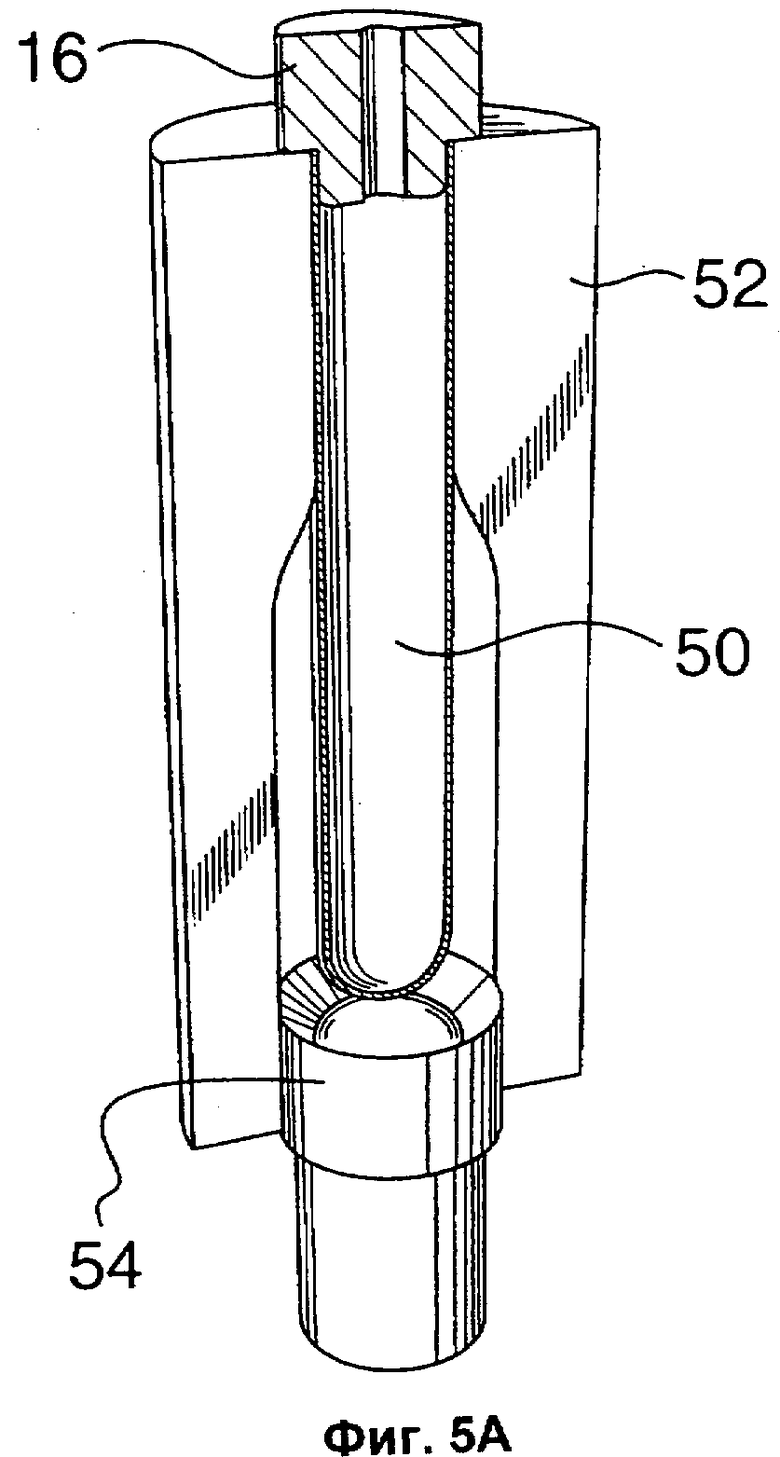
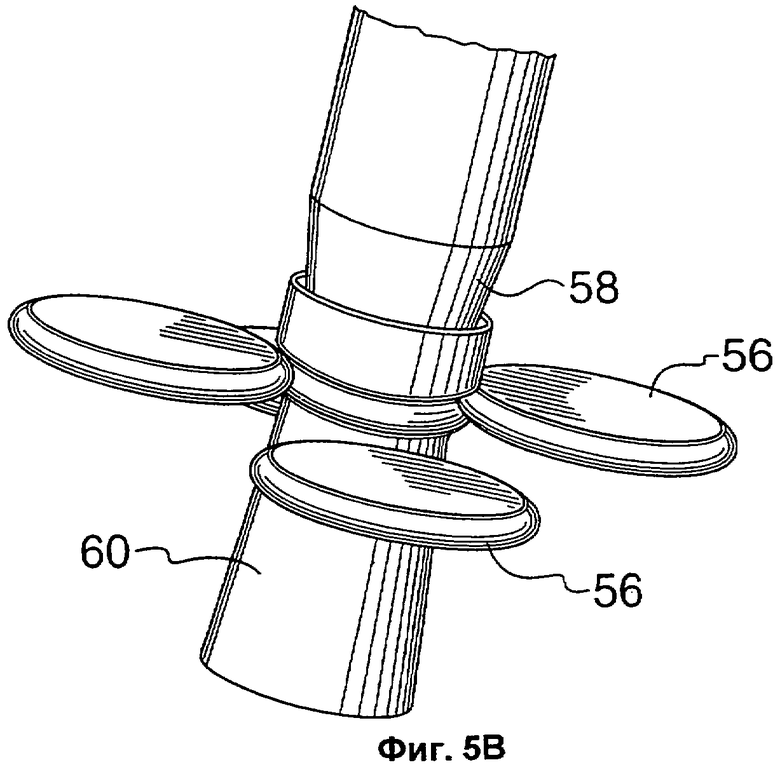
На фиг.5А и 5В, подобных фиг.1, приведено упрощенное схематическое изображение в перспективе этапа вращательного формования, иллюстрирующее последовательные стадии осуществления третьего варианта способа по настоящему изобретению.
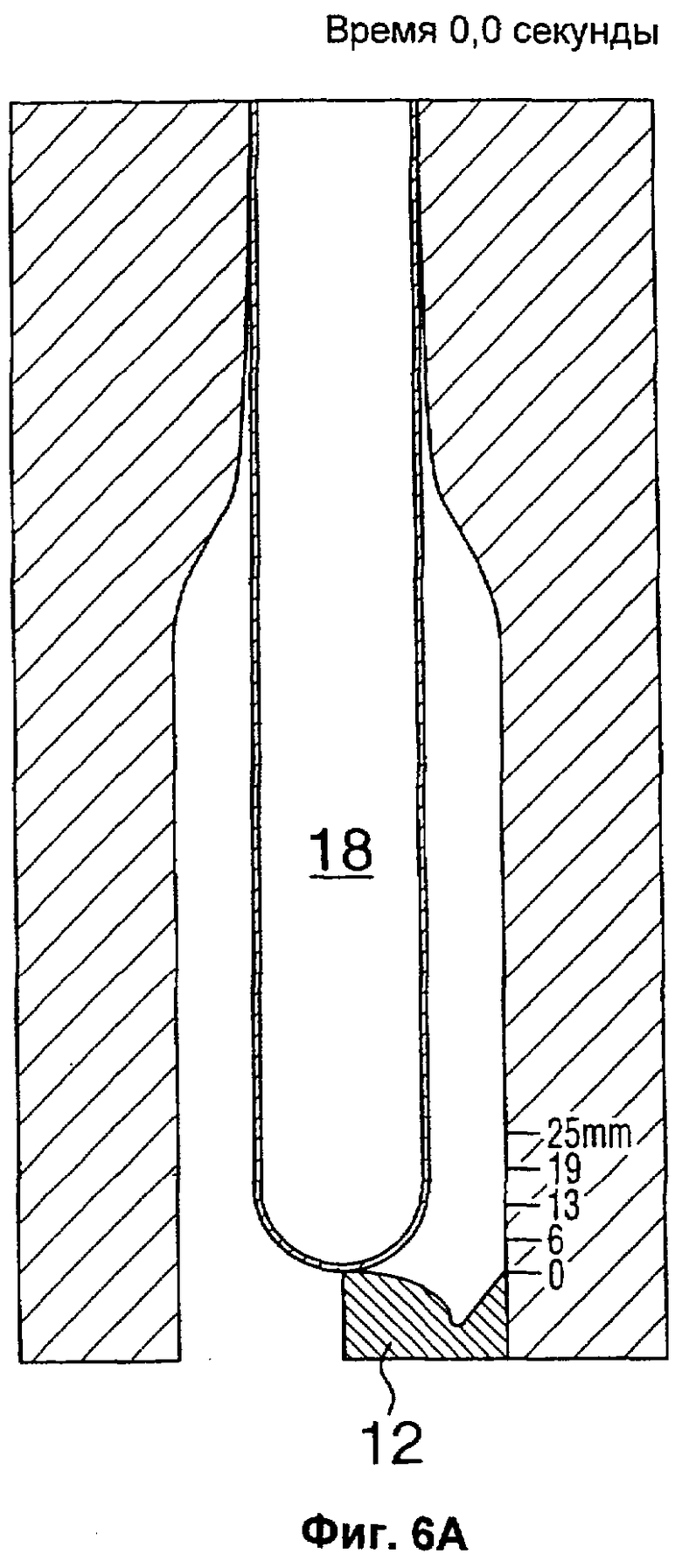
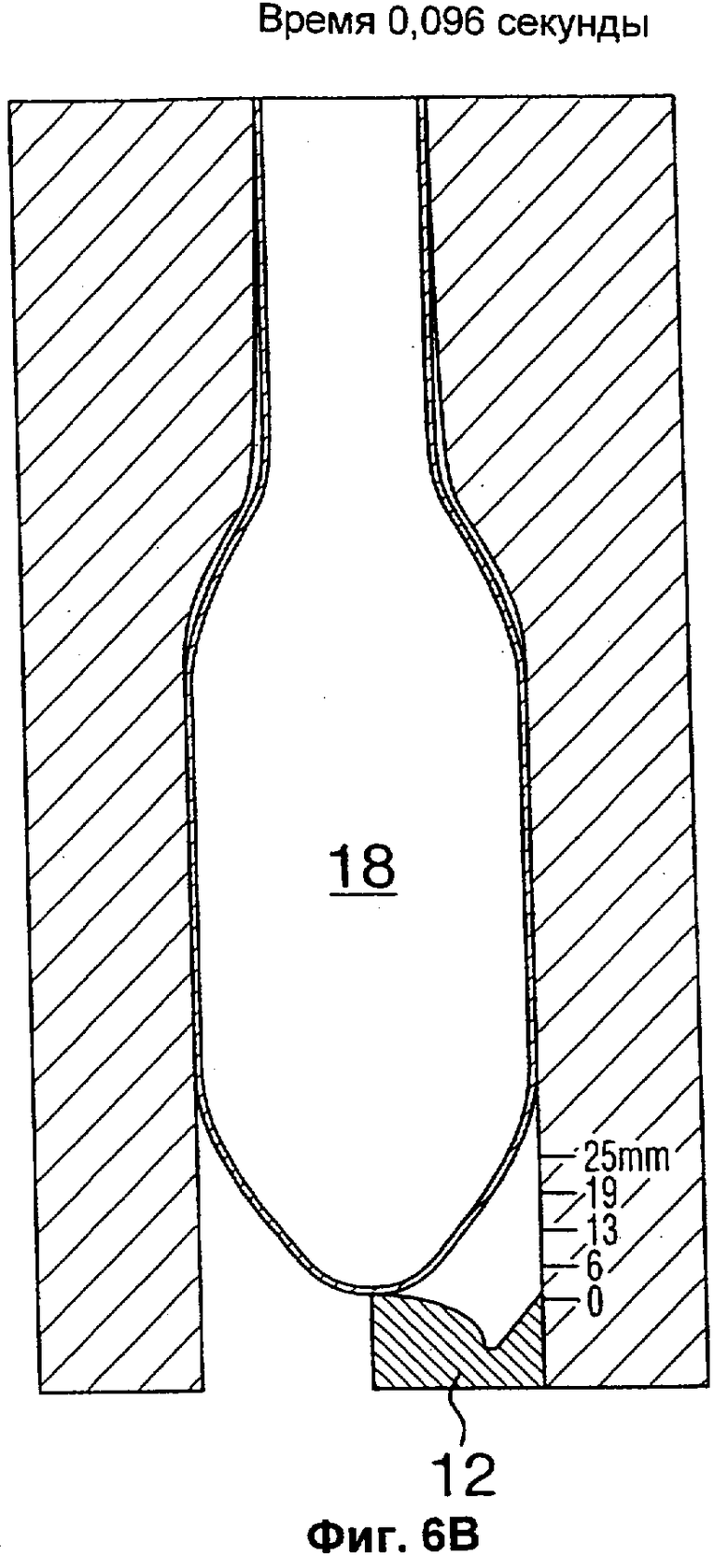
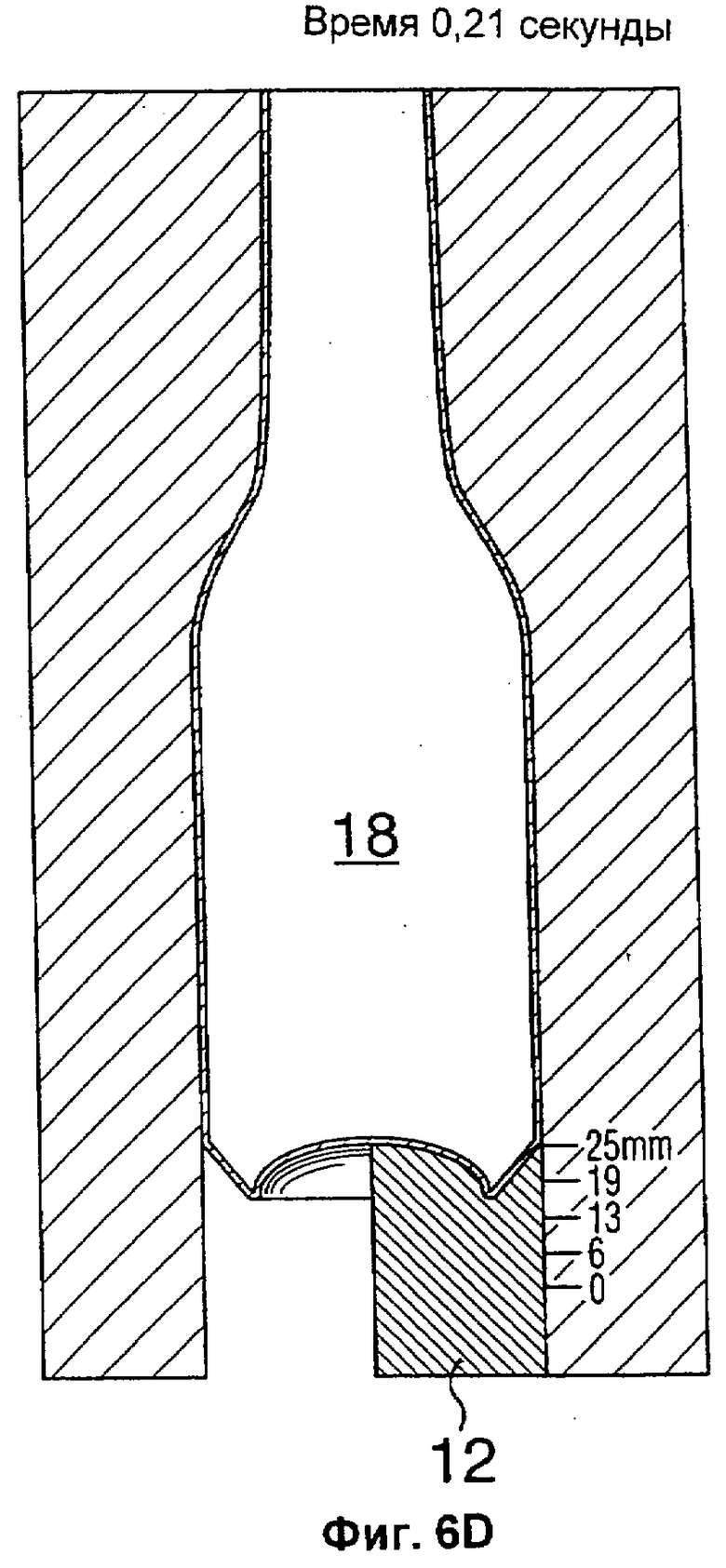
На фиг.6А, 6В, 6С и 6D показаны полученные путем компьютерной обработки схематические изображения в вертикальном разрезе последовательных этапов способа по настоящему изобретению.
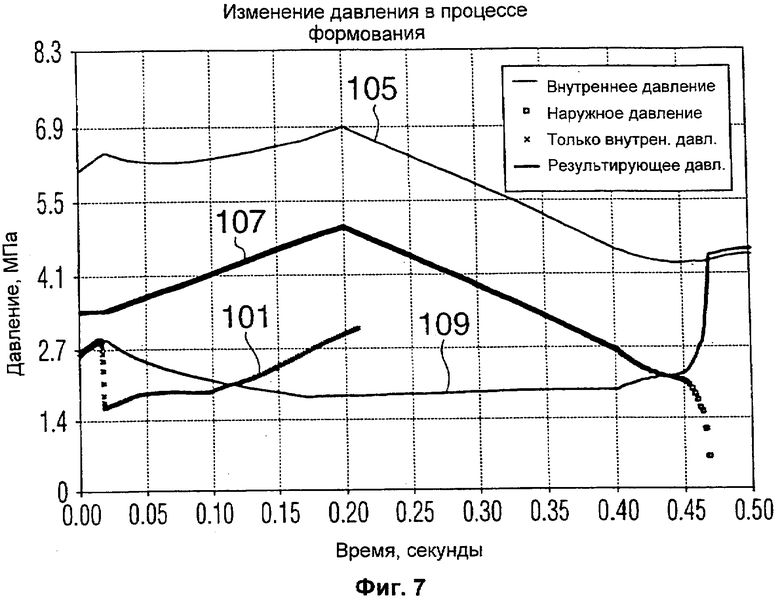
На фиг.7 приведен график изменения давления как функции времени (с использованием произвольных единиц времени), который иллюстрирует особенность одновременного приложения независимо регулируемых избыточных внутреннего и внешнего давлений текучей среды на заготовку, находящуюся в полости матрицы, и позволяет произвести сравнение со случаем изменения внутреннего давления (как на фиг.3) при отсутствии избыточного внешнего давления.
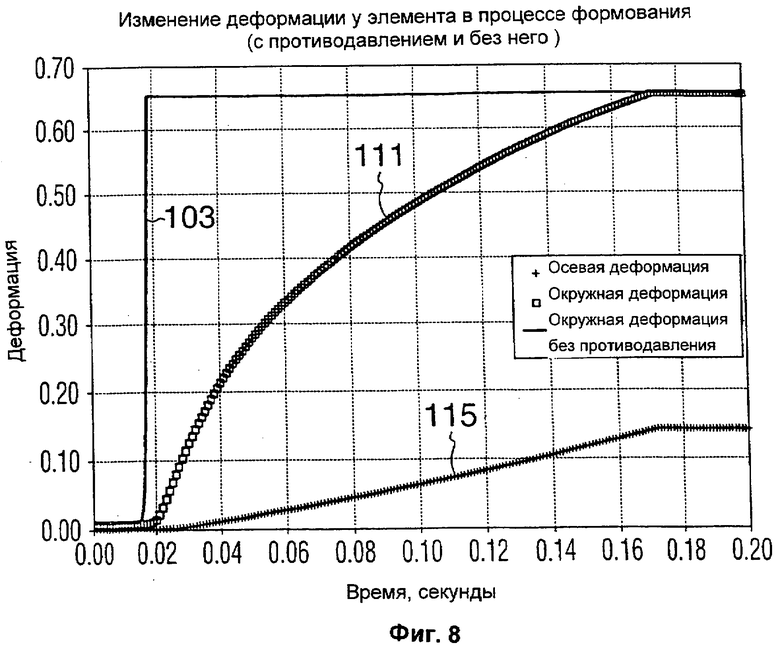
На фиг.8 приведен график изменения деформации как функции времени, полученный с использованием метода конечных элементов, график показывает деформацию для одного конкретного положения (элемента) при двух различных режимах давления, которые сравниваются на фиг.7.
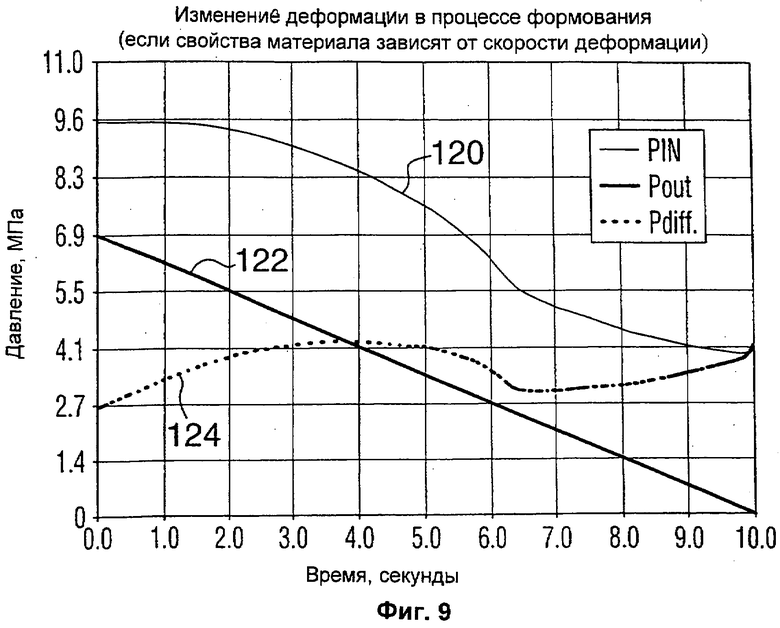
На фиг.9 приведен график, подобный приведенному на фиг.7, иллюстрирующий определенный регулирующий механизм, который может использоваться в способе формования в случае одновременного воздействия внутреннего и внешнего избыточных давлений текучей среды на заготовку в полости матрицы.
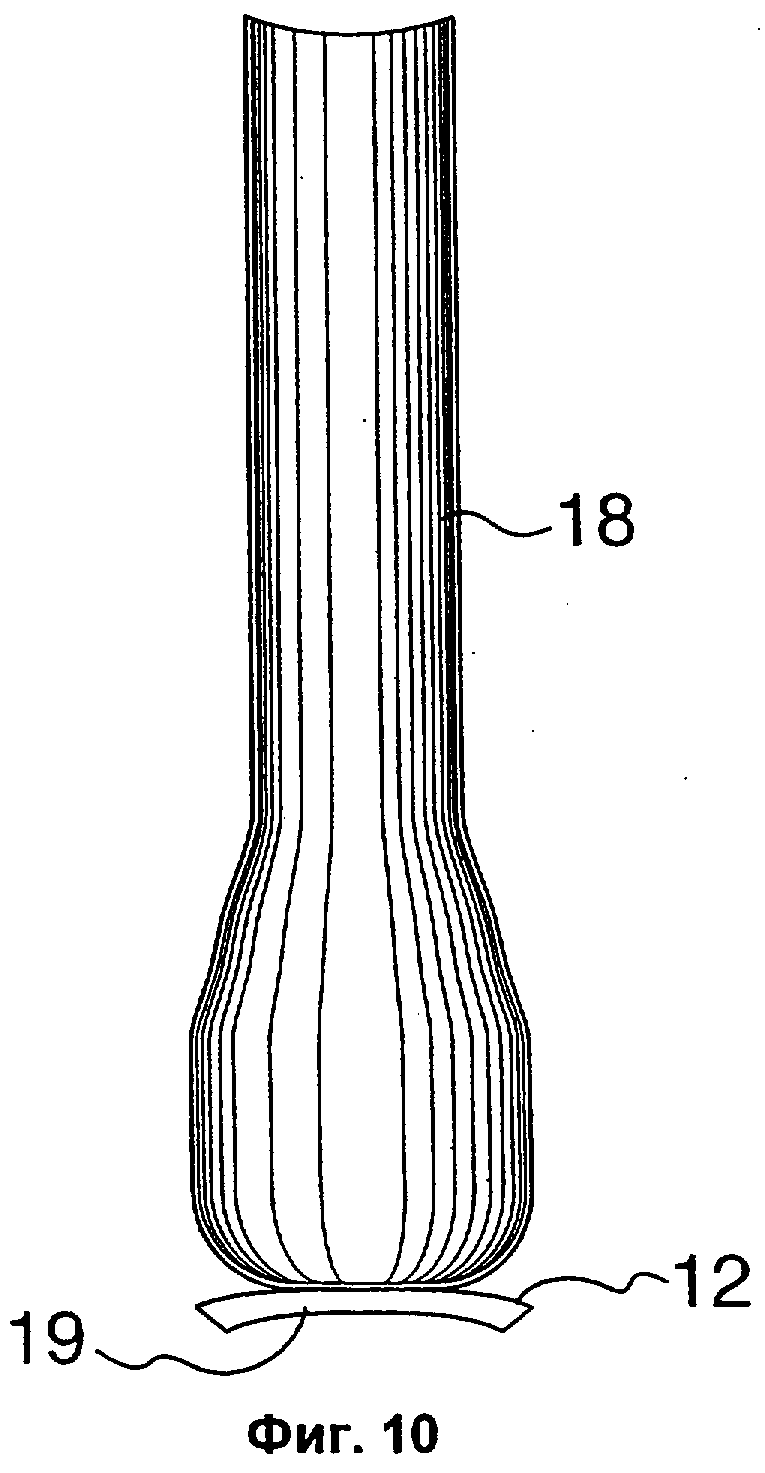
Фиг.10 схематически иллюстрирует расширяющуюся заготовку в случае использования нагреваемого пуансона.
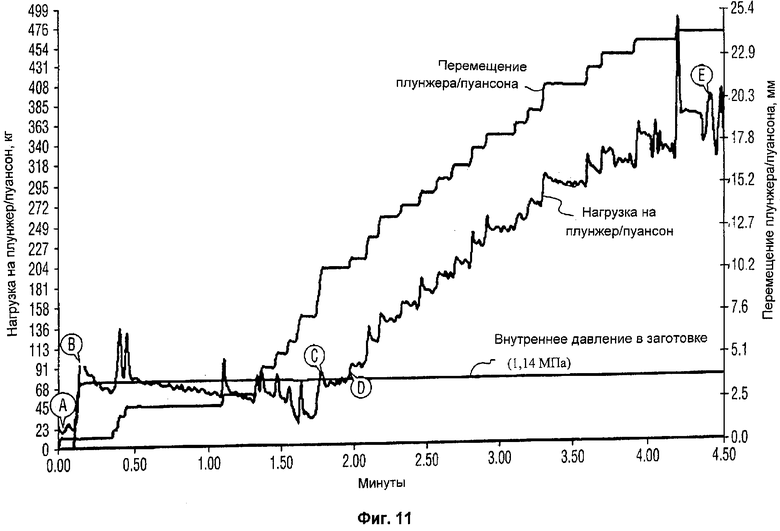
На фиг.11 приведен график, показывающий нагрузки на пуансон, внутренние давления и перемещения пуансона во время расширения заготовки.
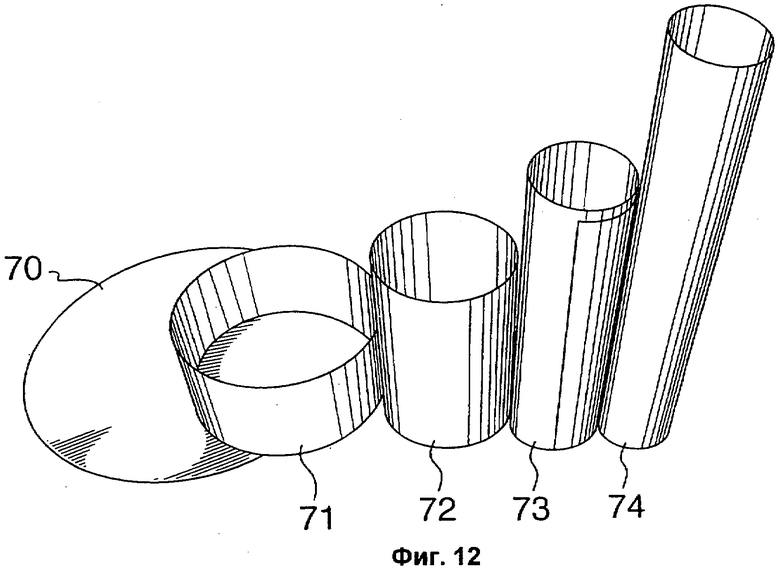
Фиг.12 иллюстрирует в перспективе этапы изготовления заготовки из плоского диска.
Осуществление изобретения
Изобретение описывается посредством его реализации в способах формования фасонных алюминиевых контейнеров, форма которых не обязательно должна быть осесимметричной, то есть радиально симметричной относительно геометрической оси контейнера, использующих комбинацию гидравлического давления, то есть внутреннего давления текучей среды, и формования с использованием плунжера, так называемую технологию плунжерного формования под давлением (PRF-формование).
Процесс PRF-формования имеет два различных этапа: изготовление заготовки и последующее формование этой заготовки в готовый контейнер. Имеется несколько вариантов полного цикла формования, и надлежащий выбор определяется способностью к формованию используемого листового алюминия.
Заготовку изготавливают из листа алюминия, имеющего рекристаллизованную или восстановленную микроструктуру и толщину в пределах от 0,25 до 1,5 мм. Заготовка представляет собой цилиндр с закрытым концом и может изготавливаться, например, путем многократной вытяжки или прессованием обратным методом. Диаметр заготовки находится в пределах между минимальным и максимальным диаметрами получаемого готового контейнера. До выполнения последующих операций формования на заготовку может быть нанесена резьба. Профиль закрытого конца заготовки может проектироваться таким образом, чтобы он способствовал формованию профиля дна готового изделия.
Как показано на фиг.1, оборудование для предлагаемого способа содержит разъемную матрицу 10 с фасонной полостью 11, определяющей форму бутылки с вертикальной осью, пуансон 12, профиль которого предназначен для формирования определенного дна контейнера (в показанных вариантах, например, пуансон имеет куполообразный профиль для придания дну готового контейнера формы купола), и плунжер 14, который прикреплен к пуансону. На фиг.1 показана только одна из двух половин разъемной матрицы. Вторая половина представляет собой зеркальное изображение показанной первой половины. Понятно, что обе половины стыкуются в плоскости, содержащей геометрическую ось бутылки, определяемую стенкой полости 11 матрицы.
Минимальный диаметр полости матрицы 11 на ее верхнем открытом конце 11а, который соответствует горловине полости в виде бутылки, равен наружному диаметру заготовки (см. фиг.2А), помещаемой в полость, с допуском на зазор. Первоначально заготовка располагается над пуансоном 12 и имеет на открытом конце 11а нагнетательный фитинг 16 (показан схематически) для обеспечения внутреннего давления. Нагнетание может осуществляться, например, путем соединения с резьбой, отформованной на верхнем открытом конце заготовки, или посредством введения трубки в открытый конец заготовки и создания уплотнения с помощью разъемной матрицы или другого нагнетательного фитинга.
Этап нагнетания включает подачу внутрь полой заготовки текучей среды, например воды или воздуха под давлением, достаточным для расширения заготовки внутри полости настолько, что стенка заготовки по существу полностью прижмется к стенке, определяющей полость матрицы, благодаря чему заготовке будут приданы форма и поперечные размеры этой полости. Вообще говоря, используемая текучая среда может быть сжимаемой или несжимаемой и может иметь любую массу, расход, объем или давление с регулировкой этих параметров таким образом, чтобы регулировать давление, которому подвергаются стенки заготовки. При выборе текучей среды необходимо учитывать температурные условия, используемые в процессе формования. Если этой средой является, например, вода, то температура должна быть ниже 100°С, а если требуется более высокая температура, такой средой должен быть газ, например воздух, или жидкость, которая не закипает при температуре формования.
В результате проведения этапа нагнетания все фасонные детали стенки матрицы переносятся в зеркальном отображении на поверхность готового контейнера. Даже если такие детали или общая форма изготавливаемого контейнера не являются осесимметричными, контейнер легко вынимается из оборудования благодаря использованию разъемной матрицы.
В конкретном варианте изобретения, показанном на фиг.2А и 2В, заготовка 18 представляет собой полое цилиндрическое изделие из алюминия с закрытым нижним концом 20 и открытым верхним концом 22. Наружный диаметр заготовки равен наружному диаметру горловины формуемой бутылки. Формующее напряжение при PRF-формовании находится в пределах, определяемых способностью заготовки к формованию, которая зависит от температуры и скорости деформации. Если заготовка имеет надлежащую способность к формованию, форма полости 11 матрицы выполняется точно такой, которая должна быть у готового изделия, и данное изделие может быть изготовлено с помощью одной операции PRF-формования. Движение плунжера 14 и интенсивность внутреннего нагнетания таковы, чтобы свести к минимуму напряжения при формовании и изготовить контейнер требуемой формы. Горловина и боковые стенки образуются главным образом в результате расширения заготовки под действием внутреннего давления, в то время как форма дна определяется в основном движением плунжера и пуансона 12, при этом профиль поверхности пуансона обращен к закрытому концу 20 заготовки.
При реализации данного изобретения большое значение имеет надлежащая синхронизация подачи внутреннего давления текучей среды и управления плунжером и пуансоном, то есть их перемещение внутрь полости. На фиг.3 показан график, построенный путем компьютерного моделирования (последовательность результатов анализа по методу конечных элементов), который показывает процесс формования, представленный на фиг.2А и 2В, с использованием сжатого воздуха и регулированием расхода. График иллюстрирует зависимости давления и перемещения плунжера от времени. Как ясно из фиг.3, внутри заготовки текучая среда создает давление, которое проходит ряд последовательных этапов: (i) повышение до первого максимума 24, прежде чем начнется расширение заготовки, (ii) падение до минимального значения 26, когда начинается расширение, (iii) постепенное повышение до промежуточной величины 28 по мере расширения заготовки, но до вхождения в полный контакт со стенками матрицы, и (iv) более быстрое повышение (в точке 30) от этой промежуточной величины во время завершения расширения заготовки. В предпочтительном варианте осуществления изобретения перемещение пуансона для смещения и деформации закрытого конца заготовки, в указанной последовательности этапов изменения давления, начинают (точка 32) по существу в конце этапа (iii). На графике указаны единицы измерения времени, давления и смещения плунжера. На фиг.6А, 6В, 6С и 6D показан результат операций с заготовкой, представленных на графике по фиг.3, полученный с помощью компьютерного моделирования, для моментов времени 0,0; 0,096; 0,134 и 0,21 секунды, отсчитываемых по оси Х на фиг.3.
В начале нагнетания текучей среды внутрь полой заготовки пуансон 12 располагается под закрытым концом заготовки в непосредственной близости к нему, например, в касании, чтобы ограничить осевое растяжение заготовки под действием прикладываемого внутреннего давления. Здесь предполагается вертикальная ориентация оси оборудования, как показано на чертеже. Когда заготовка расширилась в значительной степени, хотя расширение еще не завершилось, приводят в действие плунжер 14 для принудительного перемещения пуансона вверх, который смещает вверх металл закрытого конца заготовки и деформирует закрытый конец по форме поверхности пуансона, поскольку поперечное расширение заготовки под действием внутреннего давления завершено. Смещение закрытого конца заготовки вверх не может вызвать движение заготовки вверх относительно матрицы или выпучивание боковых стенок заготовки, как это могло бы произойти в случае преждевременного подъема плунжера, поскольку, когда плунжер начал двигать пуансон вверх, заготовка уже значительно расширена.
На фиг.4A-4D показан второй вариант осуществления изобретения. В этом варианте, как и в случае, показанном на фиг.2А и 2В, цилиндрическая заготовка 38 имеет первоначальный наружный диаметр, равный минимальному диаметру, то есть диаметру горловины готового изделия. В этом варианте, однако, предполагается, что деформация при PRF-формовании превышает пределы формуемости заготовки. В этом случае требуются две последовательные операции формования под давлением. Во время первой операции (фиг.4А и 4В) плунжер не требуется, а происходит обычное расширение заготовки внутри обычной разъемной матрицы 40 до большего диаметра изделия 38а за счет внутреннего давления. Вторая операция представляет собой процесс PRF-формования (фиг.4С и 4D). В ней используется изделие, полученное первоначальным расширением в разъемной матрице 40, а также разъемная матрица 42 с полостью 44 в виде бутылки и пуансоном 46, перемещаемым плунжером 48. Таким образом, используется как внутреннее давление, так и движение плунжера. Во время этой операции получается готовая бутылка заданной формы вместе со всеми особенностями профиля боковых стенок и дна, что достигается главным образом за счет пуансона 46.
На фиг.5А и 5В показан третий вариант. В этом варианте заготовку 50 изготавливают таким образом, что ее первоначальный наружный диаметр больше заданного минимального наружного диаметра, который обычно является диаметром горловины, готового контейнера в виде бутылки. Выбор такой заготовки может производиться исходя из пределов формования на стадии предварительного формования или с целью уменьшения напряжений при PRF-формовании. Следовательно, получение готового изделия должно включать и поперечное сжатие, и поперечное расширение заготовки, и потому не может осуществляться путем только PRF-формования. Для формования стенок и дна используется одна операция PRF-формования, показанная на фиг.5А с использованием разъемной матрицы 52 и пуансона 54, приводимого в движение плунжером, как и в варианте, показанном на фиг.2А и 2В. Для получения необходимой конфигурации горловины контейнера требуется вращательное формование или иная соответствующая операция. Как показано на фиг.5В, можно использовать операцию вращательного формования, предложенную, например, в находящейся одновременно на рассмотрении патентной заявке США 09/846169 от 1 мая 2001 г., где для формования горловины бутылки 60 используются несколько пар дисков 56 вращательного формования и конусная оправка 58.
Описанная выше операция PRF-формования на практике может оказаться связанной с большими деформациями. Поэтому состав сплава подбирают или регулируют таким образом, чтобы обеспечить определенный компромисс между требуемыми свойствами изделия и лучшей формуемостью. Если требуется еще лучшая формуемость, то можно регулировать температуру формования так, как это описано ниже, поскольку повышение температуры улучшает формуемость, и, следовательно, для увеличения формуемости может потребоваться проведение операции или операций PRF-формования при повышенных температурах и/или восстановительный отжиг заготовки.
Предлагаемая технология отличается от известных операций штамповки, например, формование продувкой контейнеров из полиэтилентерефталата, в частности, тем, что добавляется внешний формующий элемент в виде пуансона. Внутренний пуансон, иногда используемый при формовании продувкой бутылок из полиэтилентерефталата, не требуется. Заявителям не известен существующий способ изготовления фасонного алюминиевого контейнера, диаметры которого находились бы в таком диапазоне, который достигается в настоящем изобретении. Также заявителям не известен существующий способ получения асимметричного профиля, например, с ножками на дне или спиральными поясками на боковой поверхности контейнера.
Предлагаемый способ может также использоваться для формования контейнеров из других материалов, например из стали.
Значимость перемещения пуансона 12, приводимого плунжером, внутрь полости 11 для смещения и деформации закрытого конца 20 заготовки 18, как показано на фиг.2А и 2В, может быть далее пояснена со ссылкой на фиг.3 (см. выше), рассматриваемую совместно с фиг.6A-6D, где пунктирная линия представляет вертикальный профиль полости 11 матрицы, а перемещение (в миллиметрах) куполообразного пуансона 12 в разные моменты времени после начала приложения внутреннего давления показано на шкале справа от пунктирной линии.
При формовании алюминиевой бутылки плунжер выполняет две важные функции: ограничивает деформацию растяжения в осевом направлении и формует дно контейнера. Сначала пуансон 12, приводимый плунжером, удерживают в непосредственной близости от дна заготовки 18 или в легком касании с ним (фиг.6А). Это уменьшает осевое растяжение боковых стенок заготовки, которое происходило бы в противном случае под действием внутреннего давления. Таким образом, при увеличении внутреннего давления боковые стенки заготовки будут расширяться до вхождения в контакт с внутренней поверхностью матрицы без существенного удлинения. Обычно сначала расширяется центральный участок заготовки, и эта область расширения будет увеличиваться вдоль длины заготовки, как вверх, так и вниз. В некоторый момент времени дно заготовки приобретет почти полусферическую форму с радиусом, приблизительно равным радиусу полости матрицы (фиг.6В). Именно в этот момент времени или непосредственно перед ним необходимо привести в действие плунжер для перемещения пуансона 12 вверх (фиг.6С). Профиль дна контейнера полностью определяется конфигурацией носовой части плунжера, т.е. формой поверхности пуансона. Как только под воздействием внутреннего давления текучей среды заканчивается формование заготовки по форме стенок полости матрицы (сравните плечики и горловину бутылки на фиг.6В, 6С и 6D), движение плунжера в сочетании с внутренним давлением вжимает дно заготовки в профильную поверхность пуансона, благодаря чему обеспечивается необходимая форма (фиг.6D) без чрезмерных деформаций растяжения, которые могли бы привести к разрушению. За счет движения плунжера вверх к полусферической области заготовки прикладывают сжимающее усилие, тем самым уменьшают общее напряжение, вызываемое повышением давления, и способствуют радиальному течению материала наружу для заполнения рельефных участков носовой части пуансона.
Если плунжер перемещают слишком рано по сравнению со скоростью повышения внутреннего давления, возможно выпучивание и появление складок на заготовке под действием осевых усилий сжатия. Если же плунжер перемещают слишком поздно, то материал будет подвергаться чрезмерному напряжению в осевом направлении, следовательно, разрушаться. Таким образом, для успешного выполнения операции формования необходима координация скорости повышения внутреннего давления и перемещения плунжера с носовой частью пуансона. Надлежащая синхронизация лучше всего достигается при использовании анализа по методу конечных элементов (FEA). Результаты такого анализа показаны на фиг.3.
До сих пор настоящее изобретение описывалось и иллюстрировалось примером, приведенным на фиг.3, если бы на наружную поверхность заготовки, находящейся в полости матрицы, не действовало никакое избыточное, например сверхбарометрическое, давление текучей среды. В этом случае внешнее давление на заготовку, находящуюся в полости матрицы, представляет собой в основном внешнее атмосферное давление. Когда заготовка расширяется, воздух, находящийся в полости, будет удаляться вследствие постепенного уменьшения объема между наружной поверхностью заготовки и стенками матрицы через подходящее выпускное отверстие или канал, предусмотренный для этой цели и связывающий полость матрицы с внешней средой.
Как было установлено с помощью анализа по методу конечных элементов на конкретном примере алюминиевых контейнеров, в отсутствие какого-либо избыточного внешнего давления однажды начавшаяся пластическая деформация (течение) заготовки вызовет очень большую и фактически неконтролируемую скорость деформации. Это обусловлено низкой или нулевой скоростью механического упрочнения алюминиевых сплавов при рабочей температуре, например, около 300°С процесса PRF-формования.
Другими словами, при таких температурах скорость механического упрочнения алюминиевых сплавов фактически равна нулю, и с увеличением скорости деформации пластичность (т.е. предел формования) уменьшается. Таким образом, с увеличением скорости деформации при формовании и уменьшением пластичности алюминия возможности формования контейнеров заданной окончательной формы сокращаются.
Другой важной особенностью изобретения является воздействие на наружную поверхность заготовки, находящейся в полости матрицы, избыточного давления текучей среды одновременно с воздействием избыточного давления текучей среды на внутреннюю поверхность заготовки. Эти избыточные внешнее и внутреннее давления текучей среды создаются двумя независимо регулируемыми барическими системами. Избыточное внешнее давление текучей среды можно без затруднений обеспечить путем подключения независимо регулируемого источника избыточного давления текучей среды к вышеназванному выпускному отверстию или каналу таким образом, чтобы поддерживать избыточное давление в пространстве между матрицей и расширяющейся заготовкой.
На фиг.7 и 8 сравниваются графики давления и деформации в функции времени для процесса PRF-формования контейнера с регулированием избыточного внешнего давления и без такового. Термин "деформация" означает удлинение на единицу длины, создаваемое в теле заготовки внешней силой. Кривая 101 на фиг.7 соответствует кривой "Давление" на фиг.3 для случая, когда на заготовку не действует избыточное внешнее давление текучей среды. Кривая 103 на фиг.8 представляет собой результирующую деформацию для одного конкретного положения (элемента), определенную по методу конечных элементов. Легко видеть, что в этом случае деформация возрастает почти мгновенно, и заготовка расширяется до вхождения в контакт со стенками матрицы при очень высоких скоростях деформации за очень короткие промежутки времени. Напротив, кривые 105, 107 и 109 на фиг.7 показывают соответственно избыточное внутреннее давление текучей среды, избыточное внешнее давление текучей среды и разность этих давлений, когда эти независимо регулируемые давления одновременно прикладываются к заготовке в полости матрицы. Внутреннее давление больше внешнего, поэтому имеет место результирующее избыточное давление, необходимое для расширения заготовки. Кривая 111 на фиг.8 представляет окружную деформацию, то есть деформацию, создаваемую в горизонтальной плоскости по окружности заготовки во время ее расширения, для случая независимо регулируемых внутреннего и внешнего давлений, показанных кривыми 105, 107 и 109. Как легко видеть, окружная деформация, показанная кривой 111, достигает того же конечного значения, что и кривая 103, но за гораздо более длительное время и, следовательно, с гораздо меньшей скоростью деформации. Кривая 115 на фиг.8 представляет осевую деформацию, то есть деформацию, создаваемую в вертикальном направлении во время удлинения заготовки.
Полный контроль операции формования, а также предотвращение очень больших и неконтролируемых скоростей деформации достигаются одновременным приложением внутреннего и внешнего избыточных давлений, регулируемых независимо и действующих на заготовку в полости матрицы, кроме того, изменением разности этих давлений. Увеличение пластичности заготовки, тем самым повышение предела формования, объясняется двумя причинами. Во-первых, уменьшение скорости деформации во время операции формования повышает собственную пластичность алюминиевого сплава. Во-вторых, введение избыточного внешнего давления снижает, возможно, до отрицательных значений, гидростатические напряжения в стенках расширяющейся заготовки. Это способно уменьшить пагубный эффект разрушения, связанный с микропорами и интерметаллическими частицами в металле. Здесь термин "гидростатическое напряжение" означает среднее арифметическое трех взаимно перпендикулярных напряжений, направленных по осям x, y и z.
Эта особенность изобретения расширяет возможности PRF-формования для успешного изготовления алюминиевых контейнеров в виде бутылок или подобной формы путем регулирования скорости деформации и уменьшения гидростатического напряжения в металле во время формования.
Выбор разности давлений определяется свойствами металла, из которого выполнена заготовка. В особенности следует учитывать предел текучести и скорость механического упрочнения металла. Для обеспечения пластического, т.е. неупругого, течения материала заготовки разность давлений должна быть такой, чтобы эффективное значение напряжения в заготовке превышало предел текучести. Если имеет место положительная скорость механического упрочнения, то фиксированное эффективное напряжение, обеспечиваемое давлением и превышающее предел текучести, будет вызывать деформацию металла до уровня напряжений, равного приложенному эффективному напряжению. В этот момент скорость деформации приближается к нулю. В случае очень низкой или нулевой скорости механического упрочнения, металл будет деформироваться с высокой скоростью до вхождения к контакт со стенками пресс-формы (матрицы) или до разрушения. При повышенных температурах, возможных во время PRF-формования, скорость механического упрочнения алюминиевых сплавов близка к нулю.
Для приложения как внутренних, так и внешних давлений пригодны, например, азот, воздух и аргон, причем данный перечень не является исчерпывающим, а также любые смеси этих газов.
Скорость пластической деформации в любой точке стенки заготовки в любой момент времени зависит только от мгновенного эффективного напряжения, которое в свою очередь зависит от разности давлений. Выбор внешнего давления зависит от внутреннего давления и производится из общего принципа достижения и регулирования эффективного напряжения, следовательно, скорости деформации, в стенке заготовки.
На фиг.9 показан другой механизм регулирования, который может использоваться в процессе формования. Для оптимизации процесса одновременно применяется метод конечных элементов. На фиг.9 кривая 120 представляет внутреннее давление (Pin), действующее на заготовку, кривая 122 - внешнее давление (Pout), действующее на заготовку, а кривая 124 - разность указанных давлений (Pdiff=Pin-Pout). Этот график показывает характер изменения давления в одном из способов регулирования. В данном случае масса текучей среды во внутренней полости остается постоянной, а давление во внешней полости, то есть снаружи заготовки, понижается по линейному закону. При моделировании также учитываются свойства материала, зависящие от скорости деформации. Такой механизм регулирования в настоящее время является более предпочтительным, поскольку упрощает технологический процесс.
Фиг.10 относится к другому варианту осуществления изобретения, при котором заготовку нагревают с созданием градиента температуры. Как показано на фиг.10, пуансон 12 находится в контакте с дном заготовки 18 и содержит нагревательный элемент 19. Этот элемент нагревает заготовку снизу вверх, вызывая увеличение расширения заготовки снизу вверх при увеличении внутреннего давления.
На фиг.11 представлены графики, иллюстрирующие процесс расширения. Одна кривая показывает перемещение плунжера и пуансона, а другая - изменение нагрузки, действующей на плунжер и пуансон в зависимости от времени. Третья кривая характеризует внутреннее давление в заготовке.
В точке А плунжер предварительно нагружают сжимающим усилием 22,7 кг, а в точке В в заготовку подают внутреннее давление, которое поддерживается на уровне 1,14 МПа. В показанном процессе положение плунжера между точками В и С изменяется скачкообразно для поддержания действующего на плунжер усилия сжатия 68 кг. Когда нагрузка на плунжер перестает быстро уменьшаться после перемещения плунжера (от точки С до точки D), плунжер продолжает перемещаться до отметки приблизительно 25 мм и нагрузки приблизительно 454 кг (точка Е). Во время этого линейного перемещения плунжера от точки D до точки Е происходит формообразование дна контейнера одновременно с расширением заготовки, так что точка Е соответствует завершению формования контейнера.
На фиг.11 показан скачкообразный процесс, но возможно также расширение и формование заготовки в контейнер за одну плавную операцию, например при использовании компьютерного управления данным процессом. Преимуществом такой операции является создание температурного градиента, когда при подъеме плунжера и пуансона расширение заготовки происходит постепенно от дна к верхней части. Было показано, что такая технология ведет к улучшению формуемости по сравнению с ранее описанными способами, в которых расширение происходило фактически одновременно по всей длине заготовки.
Хотя на фиг.10 показан только один нагревательный элемент внутри пуансона 12, для облегчения формования можно обеспечить несколько зон нагрева. Например, можно поместить отдельный дополнительный нагреватель вокруг верхней части заготовки и несколько дополнительных отдельных нагревателей внутри боковых стенок полости матрицы. Путем независимого подбора температуры в каждой из этих зон можно создать оптимальные динамические условия расширения для различных видов контейнеров.
На фиг.12 показана типовая последовательность изготовления заготовки из плоского диска. Используется стандартная технология многократной вытяжки из алюминиевого листа 70. Сначала из листа формируют полый цилиндр 71 с закрытым концом, который путем повторной вытяжки трансформируют во второй цилиндр 72 меньшего диаметра, имеющий более длинную боковую стенку. Затем цилиндр 72 вытягивают с образованием цилиндра 73, который далее вытягивают в более длинный тонкостенный цилиндр 74.
Понятно, что изобретение не ограничивается способами и вариантами, описанными выше на конкретных примерах, но может быть реализовано и другими путями в пределах его сущности.

Изобретение относится к области обработки металлов давлением, а именно к формованию металлических контейнеров и подобных изделий. Способ осуществляют поэтапно. На этапе (а) осуществляют размещение в полости матрицы, имеющей размеры, обеспечивающие охватывание боковой поверхности полой металлической заготовки с закрытым концом, и стенку, определяющую указанные размеры и форму полой металлической заготовки с закрытым концом, таким образом, что, по меньшей мере, часть заготовки первоначально имеет зазор со стенкой матрицы. На этапе (b) осуществляют воздействие на заготовку внутреннего давления текучей среды для расширения заготовки наружу до вхождения по существу в полный контакт со стенкой матрицы и придания ей заданных размеров и формы. На этапе (с) осуществляют воздействие на заготовку пуансона, расположенного в области одного из концов полости матрицы, с возможностью перемещения до или после начала расширения заготовки, но до завершения ее расширения, внутрь указанного конца полости матрицы для вхождения в контакт с закрытым концом заготовки и смещения этого закрытого конца с обеспечением деформации закрытого конца заготовки в процессе расширения заготовки наружу до вхождения по существу в полный контакт со стенкой матрицы, при этом заготовку размещают в полости матрицы закрытым концом, направленным к пуансону и находящимся вблизи него. Воздействие на заготовку давления текучей среды для расширения заготовки наружу осуществляют подачей избыточного внутреннего давления с обеспечением воздействия усилия давления текучей среды на ее закрытый конец. На этапе (с) обеспечивают синхронизацию подачи избыточного внутреннего давления текучей среды и управления плунжера пуансона. При этом закрытый конец заготовки смещают в направлении, противоположном направлению воздействия усилия давления текучей среды на него. Расширяются технологические возможности. 28 з.п. ф-лы, 12 ил.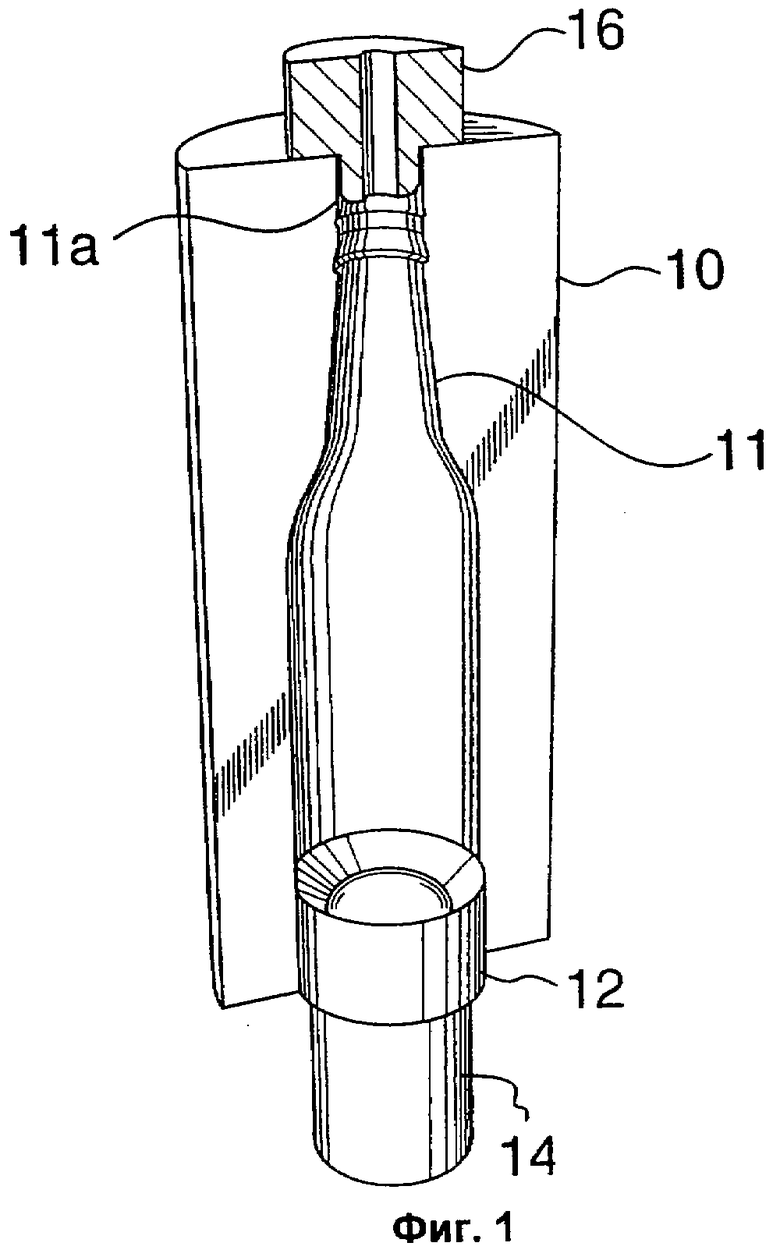
Приоритеты: 01.05.2001 - пп.1, 4, 6, 8, 9, 11-25;
| US 3040684 A, 26.06.1962 | |||
| Система зажигания | 1976 |
|
SU740971A1 |
| Способ изготовления оболочек из листовых заготовок | 1980 |
|
SU889209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |

