ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к горячему изостатическому прессованию. Некоторые аспекты настоящего изобретения относятся к контейнерам и способам горячего изостатического прессования.
УРОВЕНЬ ТЕХНИКИ
[0002] Горячее изостатическое прессование, часто сокращенно называемое «ГИП», является производственным процессом изготовления крупных изделий методом порошковой металлургии, таких как, но не ограничиваясь ими, большие цилиндры. ГИП обычно используется для скрепления порошков металлов и металлических сплавов в уплотненные поковки внутри порошкового контейнера, которые могут являться заготовками цилиндрической или другой брусочной формы. ГИП-процесс улучшает механические свойства материала и создает удобства для последующей ковки и других видов обработки.
[0003] Типичный ГИП-процесс включает стадию загрузки порошкообразного металла и/или порошка металлического сплава («металлургического порошка») в герметичный контейнер или на гибкую мембрану, выступающую в качестве ограничителя давления между порошком и окружающим материалом, передающим давление. Материалом, передающим давление, может быть жидкость или, что встречается более часто, инертный газ, такой как аргон. В ГИП-процессах, подразумевающих использование контейнера, загружаемый в контейнер порошок помещается в камеру давления и нагревается до температуры, при которой металлургический порошок внутри контейнера образует металлургические сцепления. Камера находится под давлением и выдерживается при высоком давлении и температуре. Контейнер деформируется, и металлургический порошок внутри контейнера сжимается. Использование изостатического давления обеспечивает равномерное давление уплотнения по всей массе металлургического порошка, результатом чего является распределение однородной плотности в затвердевшем уплотненном брикете.
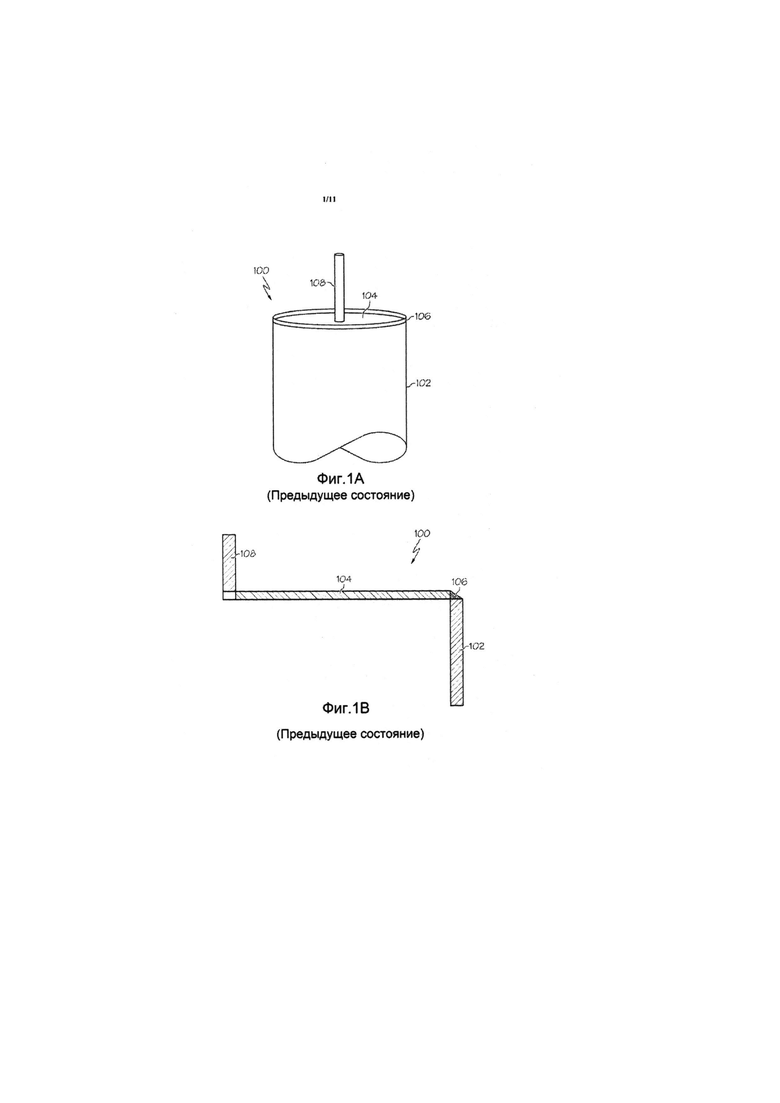
[0004] ГИП-контейнер может иметь цилиндрическую или любую другую желаемую форму, подходящую для формирования требуемой уплотненной фигуры из металлургического порошка, размещенного в контейнере. На Фиг.1А схематично изображена конструкция обычного ГИП-контейнера в виде собственно контейнера 100, содержащего цилиндрическую стальную стенку и плоскую или уступчатую торцевую пластину. Фиг.1 В иллюстрирует схематическое изображение поперечного сечения части ГИП-контейнера 100, проходящего через центральную ось. ГИП-контейнер 100 содержит корпус 102 и плоские торцевые пластины 104, закрепленные на каждом конце корпусной части 102 с помощью сварных швов 106. Заполняющие стержни 108 крепятся к торцевым пластинам 104 и выполнены таким образом, чтобы наполнять контейнер 100 металлургическим порошком и обеспечивать удаление воздуха из контейнера 100. После того как контейнер 100 заполнен металлургическим порошком и воздух удален из контейнера 100, контейнер 100 запечатывается. Запечатывание может быть достигнуто путем сжатия заполняющих стержней 108 или другими средствами для изоляции внутреннего объема контейнера 100 от внешней среды. Корпусная часть 102, торцевые пластины 104 и заполняющие стержни 108, как правило, изготавливаются из мягкой или нержавеющей стали.
[0005] Традиционные конструкции ГИП-контейнеров имеют ряд недостатков. Например, трудно очистить внутренний объем обычных цилиндрических ГИП-контейнеров после сборки. Кроме того, не представляется возможным полное заполнение металлургическим порошком внутреннего объема традиционного ГИП-контейнера из-за трудности горизонтального перемещения порошка после его поступления в контейнер через заполняющий стержень. Некоторые конструкции ГИП-контейнеров содержат несколько заполняющих стержней, чтобы улучшить наполнение контейнера и усилить эффективность дегазации. Включение дополнительных заполняющих стержней, однако, увеличивает стоимость, создает дополнительные точки возможных неполадок в контейнере в ходе ГИП-процесса и, как правило, оказывает лишь незначительное влияние на повышение эффективности вакуумной дегазации. Сварные швы, прикрепляющие заполняющие стержни к торцевой пластине (и прикрепляющие торцевые пластины к корпусу контейнера), испытывают чрезвычайное напряжение во время ГИП- уплотнения в связи с использованием высоких местных деформаций, а с учетом нескольких заполняющих стержней, применяемых для решения проблемы заполнения порошком, увеличивают риск повреждения сварки во время ГИП-уплотнения. Кроме того, контейнер традиционной конструкции, содержащий несколько заполняющих стержней, необходимо переворачивать в ходе ГИП-процесса, чтобы убедиться, что все стержни наполнены металлургическим порошком, а также с целью предотвращения разрушения стержней во время уплотнения. Такая процедура повышает риск для персонала и создает возможность частичных повреждений.
[0006] Соответственно, существует необходимость в усовершенствованной конструкции ГИП-контейнера. Такая конструкция, предпочтительно, направлена на решение проблем заполнения порошком, связанных с традиционными конструкциями контейнеров, но без требования дополнительного количества заполняющих стержней в контейнере.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0007] Один неограничивающий аспект настоящего изобретения относится к торцевой пластине ГИП-контейнера. Торцевая пластина содержит центральную область и основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу на краю торцевой пластины. Угол включает в себя кромку периметра, выполненную в сопряжении с корпусной частью контейнера. Толщина торцевой пластины возрастает от центральной области к углу и определяет угол конусности. Внутренняя поверхность угла содержит закругленную часть, благодаря которой основная область плавно переходит в кромку.
[0008] Другой неограничивающий аспект настоящего изобретения направлен на загружаемый в контейнер порошковый материал для ГИП-процесса. ГИП-контейнер состоит из цилиндрической корпусной части, содержащей первый круговой конец и второй круговой конец. Первая торцевая пластина приварена к первому круговому концу корпусной части. Вторая торцевая пластина приварена ко второму круговому концу корпусной части. Первая торцевая пластина содержит центральную область и основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу на краю первой торцевой пластины. Угол включает в себя кромку периметра, выполненную в сопряжении с корпусной частью контейнера. Толщина первой торцевой пластины возрастает от центральной области к углу и определяет угол конусности. Внутренняя поверхность угла содержит закругленную часть, благодаря которой основная область плавно переходит в кромку. Первая торцевая пластина дополнительно содержит заполняющий стержень, посредством которого порошок может быть введен во внутренний объем ГИП-контейнера.
[0009) Еще один неограничивающий аспект настоящего изобретения относится к способу ГИП порошкообразного материала. Способ включает в себя использование ГИП-контейнера, содержащего цилиндрическую корпусную часть, в том числе первый круговой конец и второй круговой конец. Первая торцевая пластина приварена к первому концу круговой корпусной части. Вторая торцевая пластина приварена ко второму концу круговой корпусной части. Первая торцевая пластина содержит центральную область и основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу на краю первой торцевой пластины. Угол включает в себя кромку периметра, выполненную в сопряжении с корпусной частью контейнера. Толщина первой торцевой пластины возрастает от центральной области к углу и определяет угол конусности. Внутренняя поверхность угла содержит закругленную часть, благодаря которой основная область плавно переходит в кромку. Первая торцевая пластина дополнительно содержит заполняющий стержень, посредством которого порошок может быть введен во внутренний объем ГИП-контейнера. По крайней мере один металлургический порошок вводится во внутренний объем ГИП-контейнера через заполняющий стержень. Воздух удаляется из внутреннего объема ГИП-контейнера через заполняющий стержень. Заполняющий стержень пережимается для герметизации внутреннего объема от внешней атмосферы, и ГИП-контейнер подвергается горячему изостатическому прессованию.
[0010] Еще один дополнительный неограничивающий аспект данного изобретения относится к заготовке, образованной ГИП-процессом из металлургического порошка. ГИП-заготовка содержит, по меньшей мере, один плоский торец, образовавшийся во время ГИП-процесса. Преимущественно плоский торец уменьшает или устраняет необходимость обработки торца заготовки по завершении ГИП-процесса. В одном неограничивающем варианте реализации такая заготовка состоит из жаропрочного сплава на основе никеля.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Отличительные признаки и преимущества способов и изделий, описанных в настоящем документе, могут быть лучше поняты посредством ссылки на прилагаемые чертежи, на которых:
[0012] Фиг. 1А представляет собой схематическое изображение традиционного цилиндрического ГИП-контейнера, содержащего плоскую торцевую пластину;
[0013] Фиг. 1В представляет собой схематическое изображение поперечного сечения участка традиционного цилиндрического ГИП-контейнера по Фиг. 1А, отличающегося тем, что поперечное сечение выполнено вдоль продольной оси и проходит сквозь часть торцевой пластины и корпусной части контейнера;
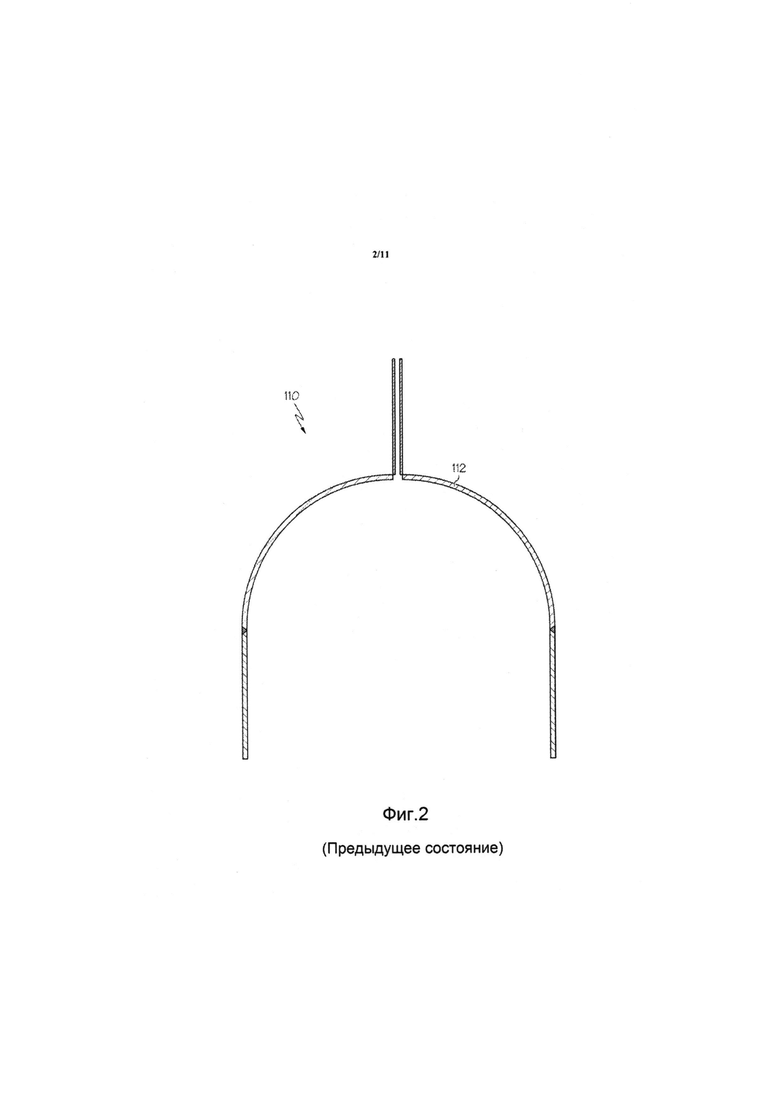
[0014] Фиг. 2 представляет собой схематическое изображение поперечного сечения участка ГИП-контейнера, содержащего купольные торцевые пластины;
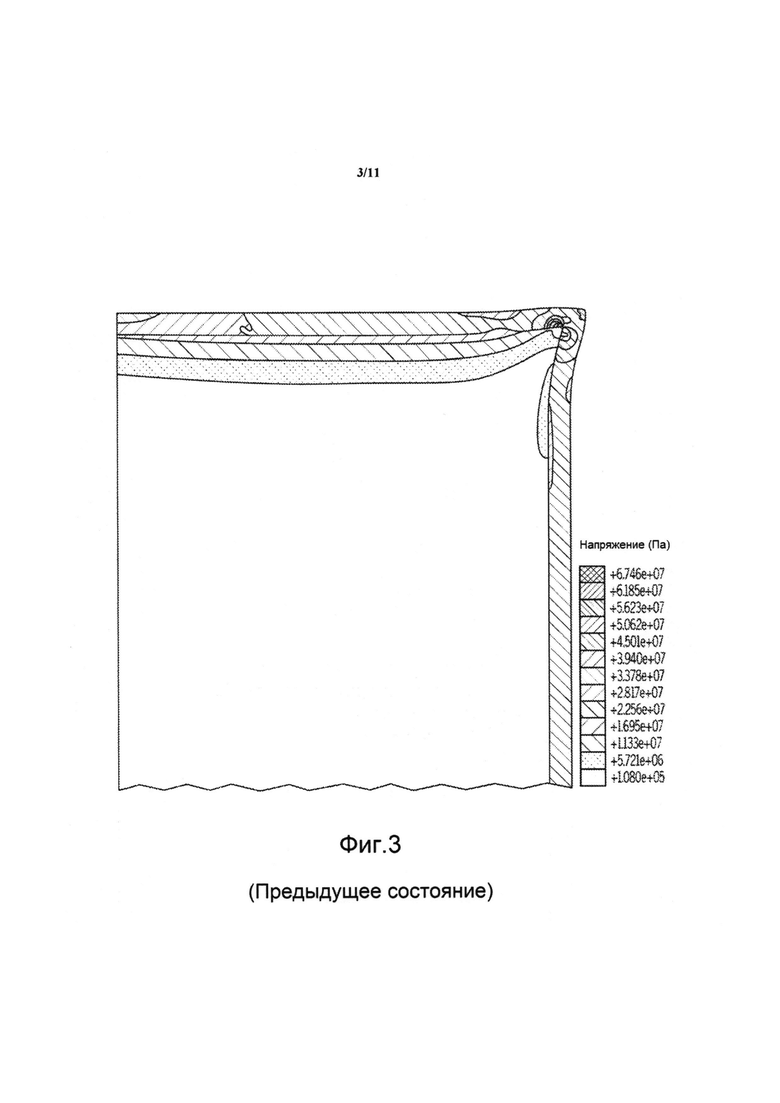
[0015] Фиг. 3 иллюстрирует напряжения, возникающие во время ГИП-процесса на участке заполненного металлургическим порошком ГИП-контейнера, содержащего традиционную плоскую торцевую пластину;
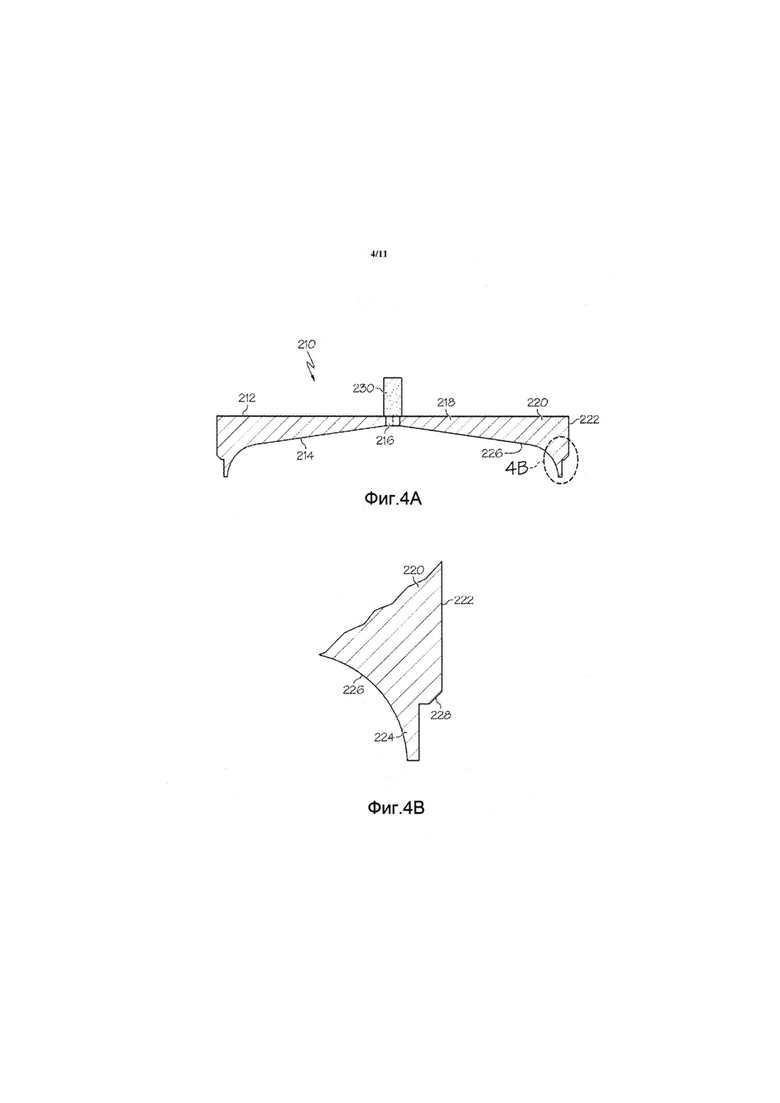
[0016] Фиг. 4А представляет собой схематическое изображение поперечного сечения неограничивающего варианта реализации конической торцевой пластины для ГИП-контейнера в соответствии с настоящим изобретением;
[0017] Фиг. 4В представляет собой выделенное изображение углового участка конической торцевой пластины, показанной на Фиг. 4А;
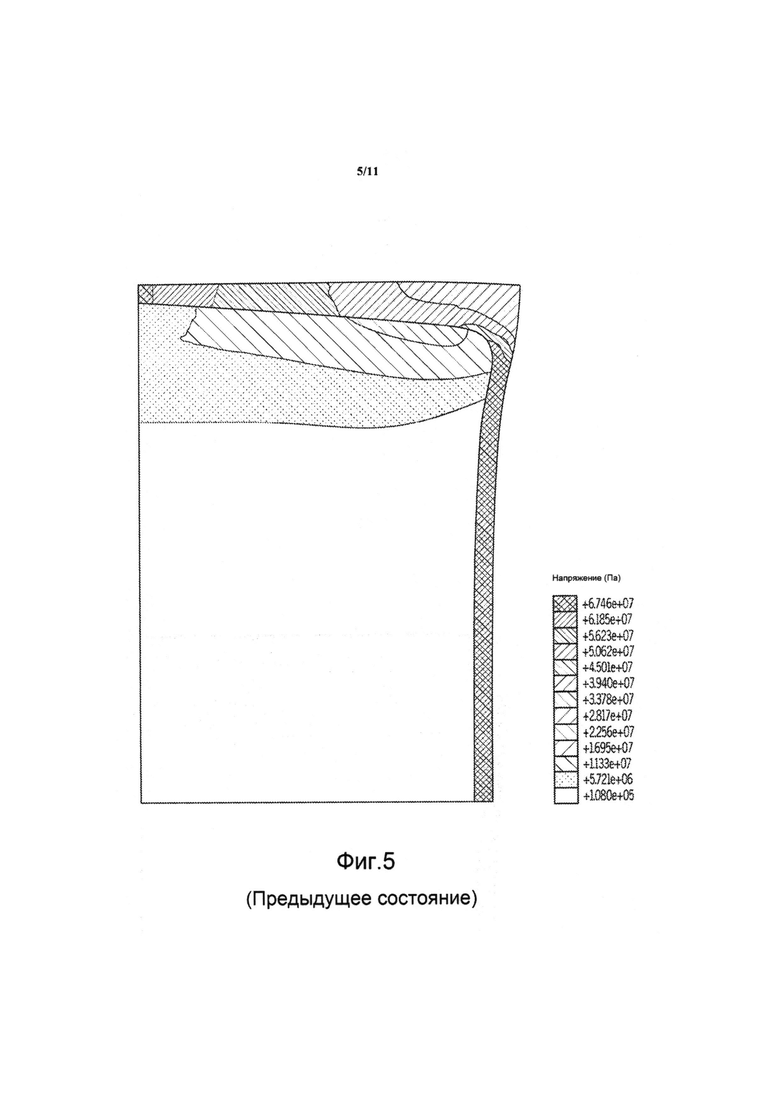
[0018] Фиг. 5 иллюстрирует напряжения, возникающие во время ГИП-процесса на участке конической торцевой пластины, реализованной в ГИП-контейнере в соответствии с настоящим изобретением;
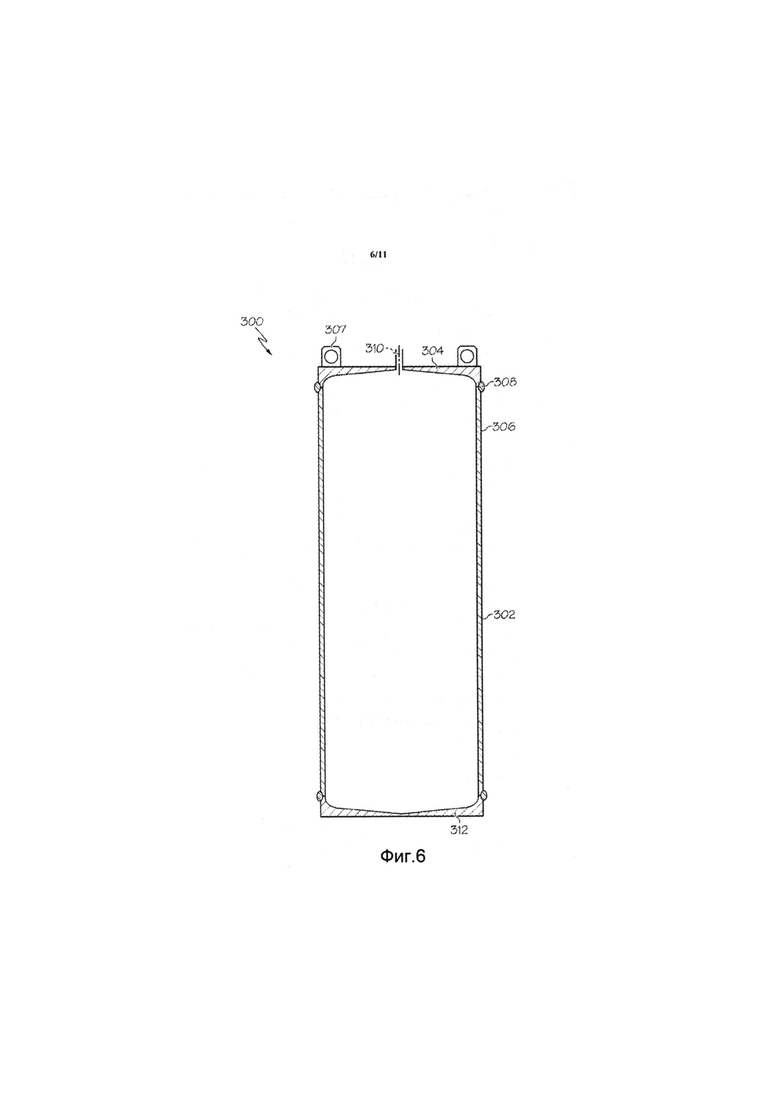
[0019] Фиг. 6 представляет собой схематическое изображение поперечного сечения неограничивающего варианта реализации ГИП-контейнера в соответствии с настоящим изобретением;
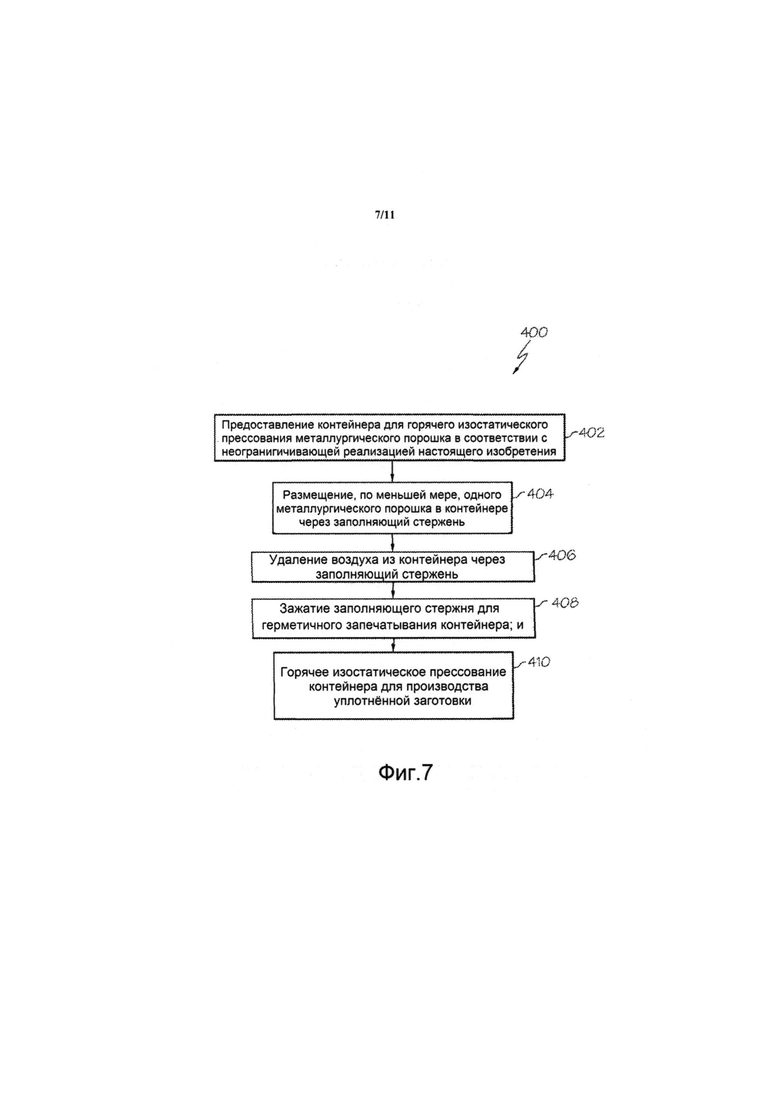
[0020] Фиг. 7 представляет собой блок-схему последовательных шагов неограничивающего варианта реализации ГИП-процесса в соответствии с настоящим изобретением;
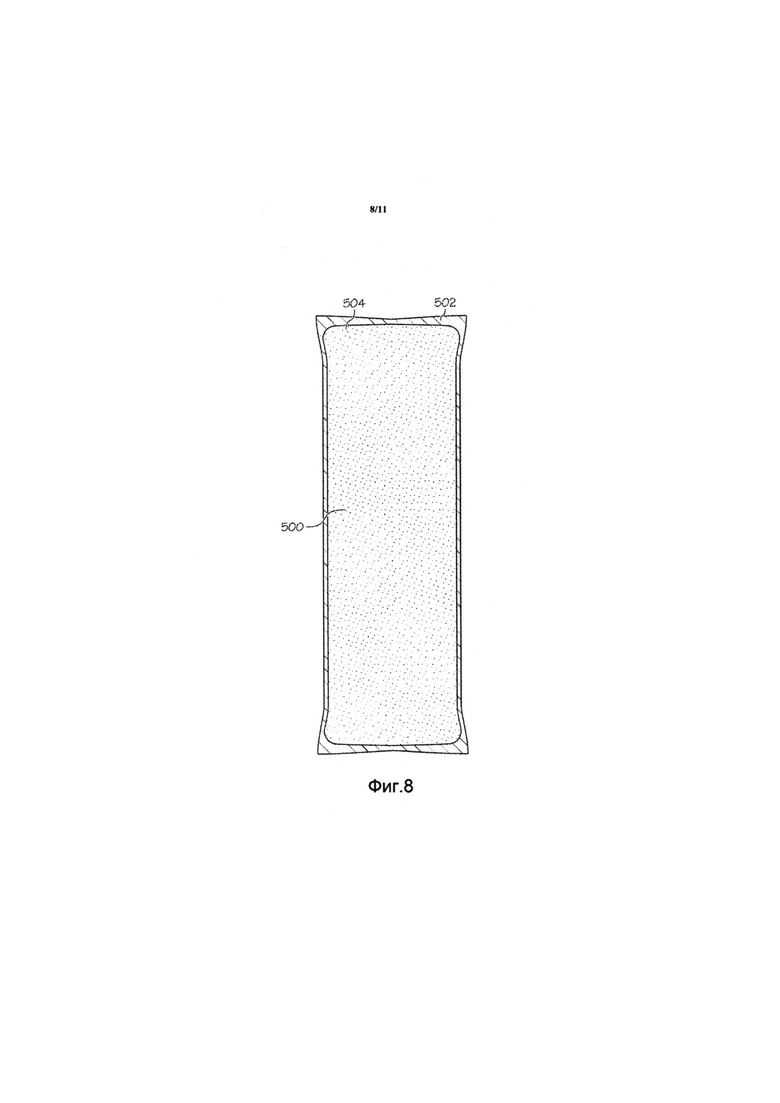
[0021] Фиг. 8 представляет собой схематическое изображение поперечного сечения неограничивающего варианта реализации брусковой заготовки, в том числе, преимущественно, с плоским торцом, образованным из металлургического порошка при помощи ГИП-процесса в соответствии с настоящим изобретением;
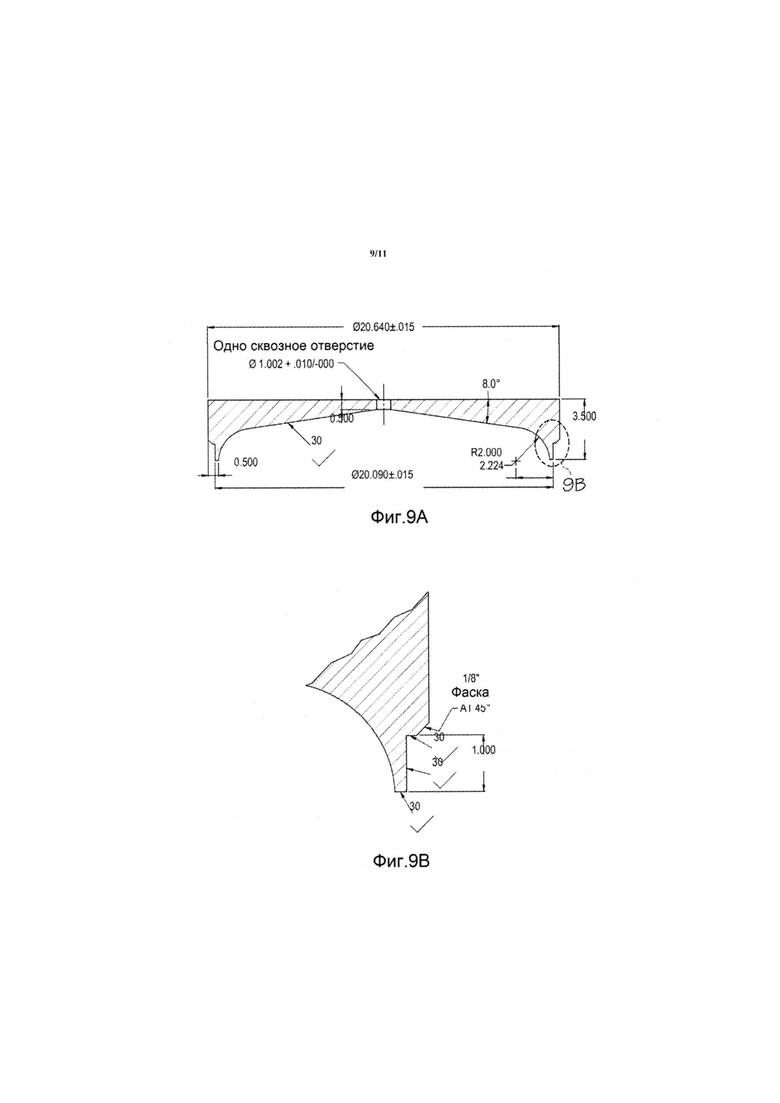
[0022] Фиг. 9А представляет собой выделенное схематическое изображение поперечного сечения неограничивающего варианта реализации круговой торцевой пластины из нержавеющей стали AISI Т-304 для ГИП-контейнера в соответствии с настоящим изобретением;
[0023] Фиг. 9B представляет собой увеличенный вид разреза, заключенного внутри круговой прерывистой линии на Фиг. 9А;
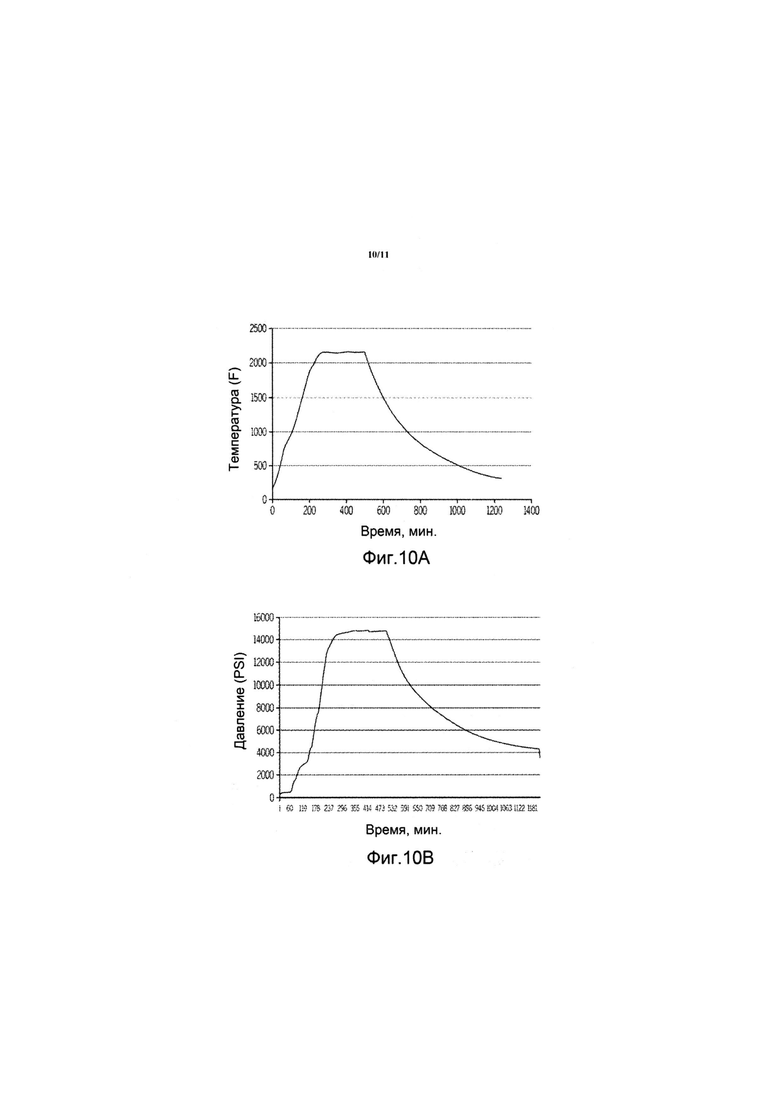
[0024] Фиг. 10A представляет собой график зависимости температуры от времени по неограничивающему варианту реализации ГИП-процесса, используемого для уплотнения порошка жаропрочного никелевого сплава RR1000, в соответствии с настоящим изобретением;
[0025] Фиг. 10В представляет собой график зависимости давления от времени по неограничивающему варианту реализации ГИП-процесса, используемого для уплотнения порошка жаропрочного никелевого сплава RR1000, в соответствии с настоящим изобретением; и
[0026] Фиг. 11 представляет собой фотографию ГИП-контейнера по неограничивающему варианту реализации в соответствии с настоящим изобретением.
[0027] Читатель сможет по достоинству оценить вышеуказанные детали, наравне с другими, после рассмотрения последующего подробного описания некоторых неограничивающих вариантов реализации в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0028] Следует понимать, что определенные описания вариантов реализации, раскрытых здесь, были упрощены для того, чтобы проиллюстрировать только те элементы, признаки и аспекты, которые являются существенными для ясного понимания раскрываемых вариантов реализации, в то же время устраняя - для большей ясности - другие элементы, признаки и аспекты. Специалистам среднего уровня квалификации в данной области техники при рассмотрении настоящего описания раскрытых вариантов реализации, будет понятно, что иные элементы и/или признаки могут быть желательны в конкретном варианте реализации или применении раскрытых вариантов реализации. Однако описание подобных элементов и/или признаков не предусматривается настоящим документом, поскольку они легко могут быть установлены и реализованы специалистами среднего уровня квалификации в данной области техники после рассмотрения настоящего описания вариантов реализации, и, следовательно, не являются необходимыми для полного понимания раскрываемых вариантов реализации. То есть, описание, изложенное в настоящем документе, является лишь примерным и иллюстративным по отношению к раскрытым вариантам реализации и не предназначено для ограничения объема прав, заявленных в изобретении, который определяется исключительно формулой изобретения.
[0029] В настоящем описании неограничивающих вариантов реализации, отличных от применяемых в действующих образцах, или если не указано иное, все числа, выражающие количества или характеристики, следует понимать как модифицированные во всех случаях термином «приблизительно». Соответственно, если не указано иное, любые численные наборы параметров впредь и далее в последующих описаниях, являются приблизительными и могут варьироваться в зависимости от требуемых свойств, которые необходимо получить по данному предмету в соответствии с настоящим изобретением. По крайней мере, и не в качестве попытки ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый численный параметр, предусмотренный в этом документе, как минимум, следует истолковывать в свете количества приведенных значимых цифр и с применением обычных методов округления.
[0030] Кроме того, любой приводимый здесь численный диапазон предназначен для включения всех поддиапазонов, заключенных в нем. Например, диапазон от 1 до 10 предназначен для включения всех поддиапазонов между приведенным минимальным значением 1 и приведенным максимальным значением 10 (включительно), то есть, имея минимальное значение, равное или большее 1, а максимальное значение, равное или меньшее 10. Любое максимальное численное ограничение, приведенное в настоящем документе, предполагает охват всех более низких численных ограничений, включенных в него, а также любое минимальное численное ограничение, приведенное в настоящем документе, предполагает охват всех более высоких численных ограничений, включенных в него. Соответственно, Заявители оставляют за собой право вносить изменения в настоящее описание изобретения, включая формулу изобретения, непосредственно принимать любой поддиапазон внутри диапазонов, явно приведенных в настоящем документе. Все такие диапазоны, по своей сути, должны быть описаны в данном документе так, что внесение изменений в любые подобные поддиапазоны, приведенные в данном документе, будут соответствовать требованиям абзаца первого 35 U.S.С. § 112, и § 132(a) 35 U.S.C.
[0031] Грамматические объекты «один», «а», «an» и «the», используемые в настоящем документе, используются в значении «по крайней мере один» или «один или более», если не указано иное. Таким образом, объекты используются здесь для обозначения одного или более (т.е. по меньшей мере одного) грамматического элемента объекта. Так, например, «компонент» означает один или более компонентов, и таким образом, в описанных вариантах реализации предполагается возможность использования более одного компонента.
[0032] Настоящее изобретение включает в себя описание различных вариантов реализации. Следует понимать, что все описанные здесь варианты реализации приведены с иллюстративной целью и в качестве примера, а не ограничения. Таким образом, изобретение не ограничивается описанием различных иллюстративных примеров и неограничивающими вариантами реализации. Напротив, изобретение определяется исключительно формулой изобретения, в которую могут быть внесены поправки, относящиеся к любым изложенным в ней признакам, прямо или косвенно, описанным, или относительно иного, прямо или косвенно представленного в настоящем изобретении.
[0033] Как обсуждалось выше, традиционные конструкции ГИП-контейнеров имеют ряд недостатков. В дополнение к трудностям в ходе ГИП-процесса, связанным с традиционными конструкциями ГИП-контейнеров, также могут иметь место дефекты в заготовках, формируемых с помощью традиционных ГИП-контейнеров. Например, в ходе ГИП-процесса могут возникать трудности с выковыванием заготовок из определенных жаропрочных никелевых сплавов, поскольку заготовки растрескиваются вследствие их чувствительности к скорости деформации. Авторами настоящего изобретения было отмечено, что растрескивание заготовки в процессе ковки возникает в острых углах заготовки, образованных смежными областями ГИП-контейнера, в которых торцевая пластина переходит в корпусную часть контейнера. Использование арочной или куполообразной торцевой пластины может сократить распространяемость явления растрескивания. Фиг. 2 представляет собой схематическое изображение поперечного сечения через иллюстративный ГИП-контейнер 110, содержащий куполообразную торцевую пластину 112. Авторы настоящего изобретения определили, что в связи с высокой прочностью куполообразной торцевой пластины купол невозможно расплющить в ходе ГИП-процесса, что предотвращает образование плоского торца на уплотненной заготовке, результатом чего является выпуклый торец на уплотненной заготовке. После завершения ГИП-процесса, на последующих этапах обработки, таких как ковка, требуются заготовки, имеющие плоские торцы. Следовательно, выпуклые торцы должны пройти обработку для получения плоской поверхности. Это приводит к высоким потерям материала, которые еще могут быть приемлемыми для ГИП-процесса с менее дорогими стальными сплавами, но могут оказаться дорогостоящими в случае жаропрочных сплавов на основе никеля и других дорогостоящих сплавов. Кроме того, изготовление куполообразных торцевых пластин является высоко затратным в связи с необходимостью большего количества расходуемого впустую материала торцевой пластины и связанных с ними затратами на обработку.
[0034] В ходе ГИП-процесса металлургический порошок уплотняется и сжимается до окончательной плотности посредством применения высоких температур и изостатического давления. ГИП-контейнер разрушается во время уплотнения. Хотя нагрузка на контейнер в ходе ГИП-процесса, как правило, равномерна, определенные области контейнера, такие как углы, находятся под большим напряжением и высокими местными деформациями. Если, например, внутренний объем ГИП-контейнера не полностью заполнен металлургическим порошком в угловых участках, где торцевая пластина переходит в корпусную часть контейнера, степень местной деформации на участке может быть значительной, что может привести к разрушению сварки, и, как следствие, к неполному уплотнению металлургического порошка.
[0035] На Фиг. 3 представлены расчетные уровни напряжения в единицах Па (Паскаль), испытанного в ходе ГИП-процесса для участка цилиндрического ГИП-контейнера, содержащего традиционную плоскую торцевую пластину. Из Фиг. 3 следует, что угловой участок плоской торцевой пластины, где торцевая пластина сопрягается с круговым краем корпусной части контейнера, испытывает высокие уровни напряжения и высокие локальные деформации. На рисунке далее показано, что высокие напряжения, испытываемые в угловой зоне, передаются в участки углов заготовки, сформированной в контейнере в ходе ГИП. Напряжения, приложенные на углах уплотненной заготовки в ходе ГИП-процесса, могут приводить к разломам заготовки во время обжимной ковки или иного процесса, выполняемого после уплотнения.
[0036] Один аспект настоящего изобретения направлен на конструкцию торцевой пластины ГИП-контейнера, что может снизить концентрацию напряжений в угловых участках ГИП-контейнера, поскольку контейнер деформируется в ходе ГИП-процесса. Фиг. 4А представляет собой схематическое изображение поперечного сечения, проходящего через центр круглой торцевой пластины 210 в соответствии с неограничивающим вариантом реализации настоящего изобретения. Торцевая пластина 210 содержит внешнюю поверхность 212 и внутреннюю поверхность 214. Внутренняя поверхность 214 образует участок внутренней поверхности ГИП-контейнера, к которому прикреплена торцевая пластина 210. Наружная поверхность 214 образует участок наружной поверхности ГИП-контейнера. Торцевая пластина 210 также содержит центральную область 216, которая в некоторых неограничивающих вариантах реализации, как правило, имеет равномерную толщину (т.е. в варианте реализации расстояние между наружной поверхностью 212 и внутренней поверхностью 214, как правило, равномерно в центральной области 216). В некоторых неограничивающих вариантах реализации равномерная толщина центральной области 216 может колебаться в диапазоне от около 0,25 дюйма до около 1 дюйма, или около 0,5 дюйма. В некоторых неограничивающих вариантах реализации диаметр центральной области 216, при измерении по наружной поверхности 212, может находиться в диапазоне от около 0,25 дюйма до около 1 дюйма, или около 0,5 дюйма. В некоторых неограничивающих вариантах реализации центральная область 216 может содержать отверстие в теле торцевой пластины 210, проходящее между наружной поверхностью 212 и внутренней поверхностью 214, обеспечивая таким образом доступ внутрь объема ГИП-контейнера.
[0037] В продолжение ссылок на Фиг. 4А, торцевая пластина 210 дополнительно содержит основную область 218, простирающуюся радиально от центральной области 216 и заканчивающуюся в углу 220, который проходит полностью вдоль кругового периметра 222 круговой торцевой пластины 210. В некоторых неограничивающих вариантах реализации диаметр наружной поверхности 212 торцевой пластины 210 может находиться в диапазоне от около 1 дюйма до около 30 дюймов или в диапазоне от около 5 дюймов до около 25 дюймов, или около 20,6 дюйма. Как показано на Фиг. 4А, толщина торцевой пластины 210 возрастает от центральной области 216 через основную область к углу 220. Увеличение толщины торцевой пластины 210 в основной области 218, вместе с увеличением расстояния от центра торцевой пластины 210, определяет угол конусности θ. В некоторых неограничивающих вариантах реализации торцевой пластины 210 угол конусности может находиться в диапазоне от около 3° до около 15° или от около 5° до около 10°, или около 8°. В неограничивающем варианте реализации торцевой пластины 210, проиллюстрированном на Фиг. 4А, наружная поверхность 212 является преимущественно плоской, и угол конусности образован нисходящей внутренней поверхностью 214 и наружной поверхностью 212 в направлении участка периметра 222.
[0038] Обращаясь теперь к фиг. 4А и 4В, угол 220 включает в себя кромку периметра 224, имеющую форму, которая соответствует сопряжению с круговой поверхностью части цилиндрического корпуса ГИП-контейнера (не показана). Угол 220 содержит закругленную внутреннюю поверхность участка 226, благодаря которой основная область 218 плавно переходит (т.е. переходы без острых краев или углов) в кромку периметра 224. В некоторых неограничивающих вариантах реализации торцевой пластины 210 закругление внутренней поверхности участка 226 может иметь круговое поперечное сечение с радиусом в диапазоне от около 0,5 дюйма до около 3,0 дюймов, или около 2,0 дюймов. Следует, однако, понимать, что радиус внутренней поверхности участка 226, в целом, будет зависеть от размера ГИП-контейнера. Закругленная внутренняя поверхность участка 226 угла 220 действует для распределения напряжения, которое возникает в угловой зоне между торцевой пластиной и вертикальной стенкой контейнера, как показано на Фиг. 5 и как будет обсуждаться в дальнейшем. В противном случае, уплотненная заготовка может содержать острый угол, обладающий высоким остаточным напряжением. Часть торца ГИП-заготовки, содержащей острый угол, должна быть обработана заранее перед ковкой или другой обработкой заготовки, результатом чего являются потери материала дорогостоящего сплава.
[0039] Что касается торцевой пластины ГИП-контейнера в соответствии с настоящим изобретением, становится понятно, что закругленная внутренняя поверхность участка 226 не обязательно должна иметь круговое сечение и может иметь поперечное сечение любой формы, которая плавно переходит от основной области 218 в кромку периметра 224, и распределяет напряжение, испытываемое в углу 220 в ходе ГИП-процесса. Неограничивающие примеры других возможных форм поперечного сечения для изогнутой внутренней области поверхности 226 включают в себя, например, округлые или эллиптические формы.
[0040] В неограничивающем варианте реализации в соответствии с настоящим изобретением, кромка периметра 224 торцевой пластины 210 содержит фаску 228, простирающуюся вокруг периметра торцевой пластины 210. Фаска 228 выполнена для прохождения сварного шва (не показан), прикрепляющего торцевую пластину 210 к корпусной части (не показано) ГИП-контейнера. В неограничивающем варианте реализации фаска 228 имеет ширину в диапазоне от около 0,125 дюйма до около 0,25 дюйма и расположена по отношению к оси торцевой пластины 210 так, что они образуют угол фаски в диапазоне от около 30° до около 60°, или около 45°.
[0041] В одном неограничивающем варианте реализации, в соответствии с настоящим изобретением, торцевая пластина 210 дополнительно содержит, по меньшей мере, один заполняющий стержень 230. Устройство, по меньшей мере, одного заполняющего стержня 230, к которому прикреплена торцовая пластина 210, позволяет засыпать порошкообразные материалы во внутренний объем ГИП-контейнера. Заполняющий стержень 230 также предоставляет возможность предварительного удаления газов из внутреннего объема ГИП-контейнера еще до ГИП-уплотнения. В неограничивающем варианте реализации один заполняющий стержень 230 приваривается по периметру отверстия, выполненного в центральной области 216 торцевой пластины 210. Следует понимать, что хотя на Фиг. 4А в центральной области торцевой пластины 210 показан один заполняющий стержень 230, один или более заполняющих стержней могут быть расположены в других местах торцевой пластины, и заполняющий стержень не обязательно должен быть расположен на торцевой пластине центрально. Каждый такой заполняющий стержень должен обеспечивать жидкостную связь с внутренним объемом ГИП-контейнера, к которому прикреплена торцевая пластина.
[0042] В одном неограничивающем варианте реализации торцевой пластины 210, торцевая пластина 210 включает в себя только один заполняющий стержень 230. Множественные заполняющие стержни обычно используются на традиционных торцевых пластинах для повышения эффективности заполнения контейнера металлургическим порошком. Металлургический порошок имеет тенденцию задерживаться в конической конфигурации во время вибрационной загрузки контейнера порошком. В связи с такой тенденцией, трудно воздействовать на металлургический порошок, загружаемый через заполняющий стержень в ГИП-контейнер, таким образом, чтобы вызвать движение наружу в горизонтальном направлении, и тем самым заполнить все участки контейнера. Торцевая пластина 210, разработанная с включением угла конусности, повышает вероятность полного наполнения внутреннего объема ГИП-контейнера металлургическим порошком. Закругленная часть внутренней поверхности участка 226 угла 220 торцевой пластины 210 также помогает обеспечить более полное наполнение внутреннего объема металлургическим порошком. Коническая конфигурация и закругленные внутренние поверхности торцевой пластины 210 способствуют распространению металлургического порошка по направлению к наружным краям внутреннего объема ГИП-контейнера и лучшему обеспечению отсутствия промежутков между металлургическим порошком и внутренними стенками контейнера.
[0043] Включение в ГИП-контейнер только одного заполняющего стержня, такого как один заполняющий стержень 230 торцевой пластины 210, устраняет необходимость переворачивать контейнер во время заполнения или в ходе ГИП-процесса. Конструкция контейнера с одним заполняющим стержнем может использовать проникающую рейку для определения расположения металлургического порошка. С традиционными многостержневыми торцевыми пластинами ГИП-контейнера это не всегда возможно, поэтому контейнер должен быть физически перевернут до ГИП-процесса. Переворот больших ГИП-контейнеров, наполненных металлургическим порошком, сложно осуществить ввиду веса контейнера и риска нанести ущерб. Кроме того, каждый заполняющий стержень обязательно является дополнительной точкой отверстия в контейнере и дополнительной точкой возможного вывода контейнера из строя при повышении давления в ходе ГИП-процесса.
[0044] Авторы настоящего изобретения обнаружили, что конструкция торцевой пластины, имеющей конические элементы, такие как, например, содержащиеся в торцевой пластине 210, предоставляет возможные дополнительные выгоды. Одной из таких выгод является возможное увеличение выхода продукции при ГИП. Использование ГИП-контейнера, в том числе с традиционной плоской торцевой пластиной, дает выпуск ГИП-заготовки, имеющей вогнутую поверхность торца, который должен быть предварительно обработан перед ковкой для получения плоской поверхности. Варианты реализации торцевых пластин в соответствии с настоящим изобретением могут привести к выпуску заготовок с плоским торцом, или, по меньшей мере, с более плоским (менее вогнутым) торцом чем у заготовок, производимых с помощью традиционной плоской торцевой пластины. Таким образом, использование вариантов реализации конструкции торцевой пластины и контейнера, предусмотренных настоящим документом, могут уменьшить или устранить необходимость обработки после завершения ГИП-процесса по обеспечению плоских торцевых поверхностей на ГИП-заготовке перед обжимной ковкой. Снижение потребности в обработке после завершения ГИП-процесса снижает затраты и время, а также может исключить необходимость в этапе обработки, которая может приводить к части отказов. Конструкция торцевой пластины в соответствии с настоящим документом также может увеличить прочность углового участка ГИП-заготовки, потому что в уплотнение вовлекается больше движения в сторону боковых поверхностей, чем при использовании плоских торцевых пластин.
[0045] Использование вариантов реализации конструкций торцевой пластины и контейнера, предусмотренных в настоящем документе, с применением внутренней конической поверхности и угла, содержащего закругления внутренней поверхности, также может улучшить внутреннюю чистоту контейнера. Технические требования к продукции порошковой металлургии могут потребовать крайней чистоты внутренних поверхностей ГИП-контейнера в ходе ГИП-процесса. Было обнаружено, что определенные конструкции торцевой пластины, как описано в данном документе, способствуют отводу воды из внутреннего объема контейнера во время очистки, а также продувки водой или порошком.
[0046] Торцевые пластины для ГИП-контейнеров, как правило, подвергаются электрополировке перед использованием для улучшения чистоты заключительной фазы. Было отмечено, что для вариантов реализации конструкции торцевой пластины, предусмотренных в настоящем документе, с применением внутренней конической поверхности и угла, содержащего закругления внутренней поверхности, электрополировка может быть выполнена более равномерно. Таким образом, конические и закругленные внутренние поверхности по определенным вариантам реализации торцевых пластин, в соответствии с настоящим изобретением, способствуют улучшению чистоты контейнера и повышению эффективности обработки.
[0047] Дополнительным преимуществом определенных вариантов реализации торцевой пластины в соответствии с настоящим изобретением является то, что конструкция, содержащая конические и закругленные поверхности, уменьшает вогнутость торцевых поверхностей во время ГИП-уплотнения. Коническая форма купола и закругленный угол торцевой пластины увеличивают прочность углового участка, и в уплотнение вовлекается больше движения в сторону боковых поверхностей. Результирующая уплотненная заготовка с плоским торцом очень легко может приводить к разломам во время последующих операций формования.
[0048] Кроме того, было установлено, что в определенных вариантах реализации торцевой пластины в соответствии с настоящим изобретением, таких как торцевая пластина 210 с закругленной внутренней поверхностью угла, снижается концентрация напряжений в сварных швах между торцевой пластиной и корпусной частью ГИП-контейнера во время ГИП-уплотнения. Как показано на Фиг. 1А и 1В, угол традиционной плоской торцевой пластины обычно приварен непосредственно к концу корпусной части ГИП-контейнера. Как показано на ФИГ. 3, сварной шов в традиционной конструкции - это концентратор напряжений, которые в результате могут привести к разрыву шва и прорыву контейнера во время вибрационной загрузки ГИП-контейнера или впоследствии во время ГИП-уплотнения.
[0049] Фиг. 5 иллюстрирует расчетные напряжения, испытываемые ГИП-контейнером совместно с торцевой пластиной, выполненной по типу торцевой пластины 210. Из Фиг. 5 следует, что напряжения в круговом углу торцевой пластины не сконцентрированы, а, скорее, являются, пространственно распределенными относительно концентрации напряжения, как это видно в углу для традиционной плоской торцевой пластины, изображенной на Фиг. 3. Кроме того, высокие уровни напряжения не сконцентрированы вокруг сварного шва (расположенного по краю периметра в районе фаски торцевой пластины) по варианту реализации согласно Фиг. 5. Соответственно, предполагается, что вариант реализации торцевой пластины в соответствии с настоящим изобретением, содержащей внутреннюю коническую поверхность и угол, обладающий закругленной внутренней поверхностью, может: уменьшить концентрацию напряжения в углу торцевой пластины, распределяя вместо этого напряжение в уплотненной заготовке; уменьшить концентрацию напряжения в области сварного шва между торцевой пластиной и корпусной частью контейнера; и производить ГИП-заготовки, обладающие плоскими или более плоскими торцами, устраняя или снижая необходимость в обработке перед ковкой с целью обеспечить плоские торцы на заготовке.
[0050] В неограничивающих вариантах реализации торцевая пластина, в соответствии с настоящим изобретением, состоит из или содержит низкоуглеродистую сталь, мягкую сталь или нержавеющую сталь. В определенном варианте реализации торцевая пластина, в соответствии с настоящим изобретением, изготавливается из нержавеющей стали AISI Т-304 (UNS S30400). В других неограничивающих вариантах реализации торцевая пластина, в соответствии с настоящим изобретением, состоит из или содержит, но не ограничиваясь предложенным, жаропрочный сплав на основе никеля, такой как сплав, выбранный из Alloy 600 (UNS N06600), Alloy 625 (UNS N06625), и Alloy 718 (UNS N07718). Следует, однако, понимать, что торцевая пластина, в соответствии с настоящим изобретением, может быть изготовлена из любого металла или металлического сплава, совместимого с загрузкой металлургического порошка в ГИП-контейнер и имеющего свойства, подходящие для использования в ГИП-процессе. В неограничивающем варианте реализации, по меньшей мере, часть торцевой пластины была обработана электрополировкой и прошла финишную обработку электрополировкой, что может облегчить заполнение порошком и улучшить чистоту внутреннего объема ГИП-контейнера. В еще одном неограничивающем варианте реализации торцевая пластина, в соответствии с настоящим изобретением, демонстрирует шероховатость поверхности около или не более чем 125 RMS (среднеквадратичное). Любой способ, используемый для уменьшения шероховатости поверхности внутренних частей торцевой пластины, может улучшить заполнение порошком и/или чистоту внутреннего объема контейнера.
[0051] Торцевая пластина, произведенная в соответствии с настоящим изобретением, может быть, преимущественно, круглой и иметь форму, соответствующую цилиндрической корпусной части ГИП-контейнера. Тем не менее, следует понимать, что торцевые пластины, в соответствии с настоящим изобретением, могут быть любой формы, предназначенной для сочетания с корпусной частью поставляемого ГИП-контейнера. Независимо от общей формы, любой вариант реализации такой торцевой пластины, в соответствии с настоящим изобретением, будет воплощать такие признаки, как внутренняя коническая поверхность и/или угол, содержащий закругления внутренней поверхности, описанные в настоящем документе.
[0052] Фиг. 6 отсылает нас к другому аспекту настоящего изобретения, направленному на контейнер для горячего изостатического прессования порошкового материала. На Фиг. 6 изображено поперечное сечение неограничивающего варианта реализации ГИП-контейнера 300 в соответствии с настоящим изобретением. Контейнер 300 содержит корпусную часть 302, которая может иметь, например, цилиндрическую форму или любую другую подходящую форму. Контейнер 300 включает в себя первую торцевую пластину 304, созданную в соответствии с настоящим изобретением и содержащую внутреннюю коническую поверхность и угол, обладающий закругленной внутренней поверхностью, как это описано в настоящем документе. Торцевая пластина 304 приваривается к первому круговому концу 306 корпусной части 302. Торцевая пластина 304 может иметь, например, конструкцию торцевой пластины 210, показанной на Фиг. 4А и 4В, описанных выше. Торцевая пластина 304 может включать в себя, по меньшей мере, одно подъемное ушко 307, устроенное для ускорения подъема и перемещения контейнера 300.
[0053] В соответствии с Фиг. 4А, 4В и 6, ГИП-контейнер 300 содержит торцевую пластину 304, которая в соответствии с Фиг. 4А и 4В, содержит наружную поверхность 212, внутреннюю поверхность 214, и центральную область 216. В неограничивающем варианте реализации центральная область 216 может обладать равномерной толщиной. В конкретных неограничивающих вариантах реализации равномерная толщина центральной области 216 может находиться в диапазоне от около 0,25 дюйма до около 1,00 дюйма, или около 0,5 дюйма. В неограничивающем варианте реализации диаметр центральной области 216 может находиться в диапазоне от около 0,25 дюйма до около 1 дюйма, или около 0,5 дюйма. В другом неограничивающем варианте реализации центральная область 216 может содержать отверстие в торцевой пластине. В неограничивающем варианте реализации первая торцевая пластина 304 может быть круглой формы, сопрягаясь с круговым концом цилиндрической корпусной части 302 ГИП-контейнера 300. Однако, как обсуждалось выше, торцевые пластины, в соответствии с настоящим изобретением, могут иметь любую общую форму, подходящую для сопряжения с формой конкретной корпусной части ГИП-контейнера.
[0054] В продолжение ссылок на неограничивающий вариант реализации по Фиг. 4А, 4В и 6, первая торцевая пластина 210,304 дополнительно содержит основную область 218, простирающуюся радиально от центральной области 216 и заканчивающуюся в углу 220 по круговому периметру 222 торцевой пластины. В соответствии с неограничивающим вариантом реализации первая торцевая пластина 304 может иметь диаметр в диапазоне от около 1,0 дюйма до около 30 дюймов, или в диапазоне от около 5 дюймов до около 25 дюймов, или около 20,6 дюйма. Наружная поверхность 212 является преимущественно плоской, но толщина торцевой пластины 210 возрастает от центральной области 216 к углу 220, и, тем самым, определяет угол конусности θ. В неограничивающих вариантах реализации угол конусности может находиться в диапазоне от около 3° до около 15°, или в диапазоне от около 5° до около 10°, или около 8°. Угол 220 включает в себя кромку периметра 224, имеющую форму, соответствующую сопряжению с первым круговым краем цилиндрической корпусной части 302. Угол 220 содержит внутреннюю поверхность 226, закругленную, как необходимо для плавного перехода между основной областью 218 и кромкой периметра 224. В неограничивающих вариантах реализации, радиус закругления составляет от около 0,5 дюйма до около 3,0 дюймов, или около 2,0 дюймов.
[0055] В одном неограничивающем варианте реализации, в соответствии с настоящим изобретением, кромка периметра 224 торцевой пластины 210, 304 содержит фаску 228. Фаска 228 выполнена для прохождения сварного шва 308, прикрепляющего торцевую пластину 210, 304 к корпусной части 302 контейнера горячего изостатического прессования 300. В неограничивающем варианте реализации длина фаски может колебаться в диапазоне от около 0,125 дюйма до около 0,25 дюйма, и угол фаски может находиться в диапазоне от около 30° до около 60°, или около 45°.
[0056] В неограничивающих вариантах реализации торцевая пластина, заполняющий стержень и корпусная часть контейнера, в соответствии с настоящим изобретением, состоят из или содержат низкоуглеродистую сталь, мягкую сталь или нержавеющую сталь. В определенном варианте реализации торцевая пластина, заполняющий стержень и корпусная часть контейнера, в соответствии с настоящим изобретением, изготовлены из нержавеющей стали AISI Т-304 (UN SS30400). В других неограничивающих вариантах реализации торцевая пластина, заполняющий стержень и корпусная часть контейнера, в соответствии с настоящим изобретением, состоят из или содержат, но не ограничиваясь предложенным, жаропрочный сплав на основе никеля, такой как Alloy 600 (UNS N06600), Alloy 625 (UNS N06625) или Alloy 718 (UNS N07718). Следует, однако, понимать, что торцевая пластина, заполняющий стержень и корпусная часть контейнера, в соответствии с настоящим изобретением, могут изготавливаться из любого металла или металлического сплава, совместимого с загрузкой металлургического порошка в ГИП-контейнер и обладающего свойствами, подходящими для использования в ГИП-процессе.
[0057] В соответствии с блок-схемой, представленной на Фиг. 7, дополнительный аспект настоящего изобретения направлен на способ 400 для горячего изостатического прессования металлургического порошка. Способ включает в себя предоставление ГИП-контейнера 402а, имеющего конструкцию в соответствии с настоящим изобретением. Например, ГИП-контейнер может иметь конструкцию, показанную на Фиг. 6, описанной выше. В одном неограничивающем варианте реализации ГИП-контейнер может содержать цилиндрическую корпусную часть, имеющую первый круговой конец и второй круговой конец. Первая торцевая пластина приварена к первому круговому концу цилиндрической корпусной части. Первая торцевая пластина содержит центральную область и основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу около периметра торцевой пластины, при этом угол содержит кромку периметра, выполненную в сопряжении с корпусной частью контейнера. Толщина торцевой пластины увеличивается от центральной области к углу и определяет угол конусности, а внутренняя поверхность угла содержит закругленную часть, по которой основная область плавно переходит в кромку периметра. Заполняющий стержень прикреплен к первой торцевой пластине и устроен так, чтобы обеспечить жидкостную связь с внутренним объемом контейнера. Вторая торцевая пластина приварена ко второму круговому концу цилиндрической корпусной части. Вновь ссылаясь на Фиг. 7, способ 400 дополнительно включает размещение 404 в контейнере через заполняющий стержень, по меньшей мере, одного металлургического порошка, такого, например, как порошок жаропрочного никелевого сплава. Воздух удален 406 из контейнера через заполняющий стержень. После удаления из контейнера достаточного количества воздуха, заполняющий стержень обжимается 408, или запечатывается иным образом, для герметичного запирания контейнера. После удаления воздуха из контейнера металлургический порошок подвергается горячему изостатическому прессованию 410 традиционным способом для производства заготовки, получаемой горячим изостатическим прессованием.
[0058] Обратимся к неограничивающему схематическому примеру, где на Фиг. 8 показан еще один аспект, согласно настоящему изобретению, направленный на горячее изостатическое прессование металлопорошковой детали или заготовки 500, произведенное в соответствии с неограничивающими вариантами реализации способов, в соответствии с настоящим изобретением. Фиг. 8 иллюстрирует поперечное сечение заготовки 500, еще заключенной в деформированный контейнер 502, согласно настоящему изобретению. Заготовка 500 содержит, по меньшей мере, один преимущественно плоский торец 504. В неограничивающих вариантах реализации изготовленная горячим изостатическим прессованием металлопорошковая заготовка 500 состоит из жаропрочного никелевого сплава. После удаления контейнера 502, например, механической обработкой и/или кислотным травлением, заготовка 500 практически не требует дальнейшей обработки для обеспечения плоского торца 504 перед выполнением обжимной ковки или другого вида обработки заготовки. В другом неограничивающем варианте реализации изготовленная горячим изостатическим прессованием металлопорошковая заготовка 500 содержит один из нижеперечисленных сплавов, используемых в «Роллс-Ройсе»: сплав RR1000, сплав Alloy 10 и низкоуглеродный сплав ASTROLOY, составы которых хорошо известны специалистам среднего уровня квалификации в области металлургии. Как известно в данной области техники, RR1000 сплав имеет следующий номинальный состава, в масс.%: 55 никель, 14,5 хром, 16,5 кобальт, 4,5 молибден и баланс никель. Alloy 10 раскрыт в патенте США №6890370, включенный в данный документ посредством ссылки в полном объеме. Сплав Alloy 10 имеет следующий композиционный диапазон, в масс.%: 14,0-18,0 - кобальт, 10,0-11,5 - хром, 3,45-4,15 - алюминий, 3,60-4,20 - титан, 0,45-1,5 - тантал, 1,4-2,0 - ниобий, 0,03-0,04 - углерод, 0,01-0,025 - бор, 0,05-0,15 - цирконий, 2,0-3,0 - молибден, 4,5 - вольфрам + рений и баланс никель. В предпочтительном варианте реализации соотношение молибден / (вольфрам + рений) для Alloy 10 находится в диапазоне от 0,25 до 0,5. В другом варианте реализации, когда Alloy 10 не содержит рений, отношение молибден/вольфрам находится в диапазоне от около 0,25 до около 0,5. Как известно в данной области техники, низкоуглеродистый сплав ASTROLOY имеет следующий состав, в % по массе: 3,85-4,14 - алюминий, 0,015-0,0235 - бор, 0,020-0,040 - углерод, 14,0-16,0 хром, 16,0-18,0 - кобальт, 4,50-5,50 - молибден, 52,6-58,3 - никель и 3,35-3,65 - титан.
[0059] Последующие примеры предназначены для дальнейшего описания определенных неограничивающих вариантов реализаций, без ограничения объема и сферы действия настоящего изобретения. Специалистам среднего уровня квалификации в данной области техники будет понятно, что вариации из последующих примеров возможны в объеме изобретения, который определен исключительно формулой изобретения.
ПРИМЕР 1
[0060] Две торцевые пластины ГИП-контейнера были построены в соответствии со схемой, представленной на Фиг. 9А и Фиг. 9В. Торцевые пластины были выточены из 3,5-дюймовых плит нержавеющей стали AISI Т-304. Торцевые пластины были преимущественно свободны от поверхностных дефектов и имели шероховатость поверхности 125 RMS. Одна из торцевых пластин была подвергнута механической обработке с целью изготовления центрального отверстия диаметром 1,002 дюйма. Каждая торцевая пластина весила около 161 фунта.
ПРИМЕР 2
[0061] ГИП-контейнер, в соответствии с вариантом реализации настоящего изобретения, был изготовлен следующим образом. Из листа нержавеющей стали AISI Т-304 шириной 62,75 дюйма и толщиной 0,5 дюйма методом дуговой сварки под флюсом была изготовлена цилиндрическая корпусная часть контейнера с внешним диаметром 24,28 дюйма. Все сварные швы были сделаны в соответствии со Стандартом Американского общества инженеров-механиков для котлов и сосудов высокого давления. Сварной боковой шов был обследован рентгеном в целях обеспечения целостности. Торцевые пластины из Примера 1 были приварены TIG-сваркой на каждом конце нержавеющего стального цилиндра с образованием ГИП-контейнера. В центре одной из торцевых пластин было изготовлено отверстие диаметром 1 дюйм, в то время как вторая торцевая пластина была цельной и без отверстия. Трубка из нержавеющей стали Т-304 длиной 13 дюймов, имеющая 1,5-дюймовый внешний диаметр и 1,0-дюймовый внутренний диаметр, была приварена TIG-сваркой по периметру отверстия для создания заполняющего стержня, обеспечивающего ввод порошка в и удаление воздуха из внутреннего объема ГИП-контейнера.
ПРИМЕР 3
[0062] Внутренний объем ГИП-контейнера из Примера 2 был тщательно очищен с помощью шлифовальной шкурки (суконного круга), промыт деионизированной водой и продут через заполняющий стержень. Внутренняя стенка контейнера затем была подвергнута электрополировке с помощью электрохимического процесса, промыта деионизированной водой и высушена. После сушки ГИП-контейнер был наполнен 5471,5 фунта порошкового сплава RR1000. Заполненный порошком ГИП-контейнер поместили в дегазированную печь и отсасывали воздух до давления менее 1 Торр, и заполняющий стержень был закручен для герметизации контейнера. Затем контейнер был помещен в ГИП-печь. ГИП-печь была наполнена газообразным аргоном под давлением и разогрета в соответствии с графиком зависимости температуры и времени, представленным на Фиг. 10А, и с графиком зависимости давления и времени, представленным на Фиг. 10В. ГИП-контейнер сплющился и порошок внутри контейнера был уплотнен в цельную заготовку. После завершения ГИП-процесса ГИП-контейнер вместе с уплотненной заготовкой удалили из ГИП-печи и дали остыть до комнатной температуры. Фиг. 11 представляет собой фотографию ГИП-контейнера, включая уплотненную заготовку из сплава RR1000 в нем, после завершения ГИП-процесса.
ПРИМЕР 4
[0063] После завершения ГИП-процесса ГИП-контейнер, включая уплотненную заготовку в нем, изготовленную в Примере 3, охлаждают до комнатной температуры. Контейнер может быть помещен в соляную или серную кислоту для растворения контейнера и извлечения заготовки из сплава RR1000. Торцы изготовленной из сплава заготовки, более плоские, чем торцы у подобной заготовки, изготовленной в ходе ГИП-процесса идентичным образом, но с помощью традиционного ГИП-контейнера.
[0064] Следует понимать, что настоящее описание иллюстрирует те аспекты изобретения, которые способствуют четкому пониманию изобретения. Определенные аспекты, которые могут быть очевидными специалистам среднего уровня квалификации в данной области техники и которые, следовательно, не будут способствовать лучшему пониманию изобретения, не были представлены в целях упрощения настоящего описания. Несмотря на то, что лишь ограниченное число вариантов реализации настоящего изобретения признано обязательным для описания в данном документе, при рассмотрении вышеизложенного описания специалисты среднего уровня квалификации в данной области техники признают, что могут быть использованы многие модификации и варианты этого изобретения. Все такие вариации и модификации этого изобретения охватываются вышеизложенным описанием и формулой изобретения.

Группа изобретений относится к горячему изостатическому прессованию металлургического порошкового материала. Торцевая пластина для контейнера содержит центральную область и основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу по периметру торцевой пластины кромкой контейнера. Толщина торцевой пластины увеличивается от центральной области к углу по периметру торцевой пластины и определяет угол конусности. Внутренняя поверхность угла по периметру торцевой пластины выполнена с закругленной частью, обеспечивающей плавный переход основной области в кромку периметра. Контейнер содержит цилиндрическую корпусную часть и две торцевые пластины. Предложен также способ горячего изостатического прессования с использованием упомянутого контейнера. Обеспечивается устранение недостатка цилиндрических контейнеров, заключающегося в трудной очистке его внутреннего объема после сборки, а также обеспечивается улучшение наполнения контейнера и усиление эффективности вакуумной дегазации. 3 н. и 18 з.п. ф-лы, 15 ил.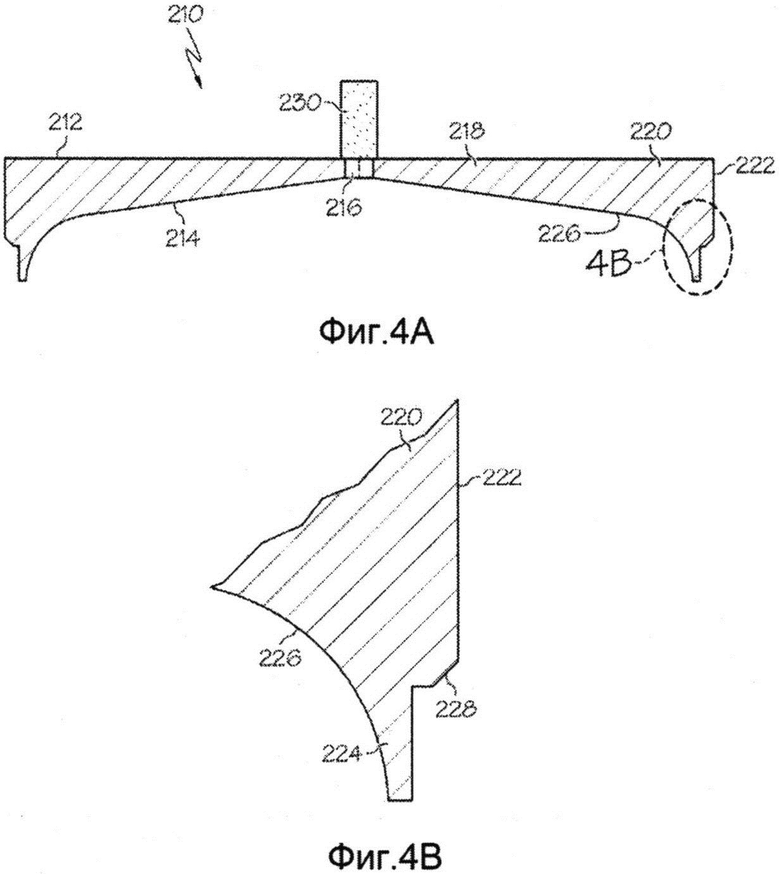
1. Торцевая пластина для контейнера горячего изостатического прессования металлургического порошкового материала, отличающаяся тем, что она содержит центральную область, и
основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу по периметру торцевой пластины кромкой периметра, выполненной с возможностью сварного сопряжения с корпусной частью контейнера, причем толщина торцевой пластины выполнена увеличивающейся от центральной области к углу по периметру торцевой пластины и определяет угол конусности,
при этом внутренняя поверхность угла по периметру торцевой пластины выполнена с закругленной частью, обеспечивающей плавный переход основной области в кромку периметра.
2. Торцевая пластина по п. 1, которая дополнительно содержит:
по существу плоскую наружную поверхность и
внутреннюю поверхность, причем угол конусности торцевой пластины определяется увеличением расстояния между наружной поверхностью и внутренней поверхностью в основной области вместе с увеличением расстояния от центральной области.
3. Торцевая пластина по п. 2, в которой кромка периметра имеет фаску, выполненную для прохождения сварного шва для сварки торцевой пластины и корпусной части контейнера для горячего изостатического прессования.
4. Торцевая пластина по п. 2, которая дополнительно содержит по меньшей мере один заполняющий стержень, выполненный с возможностью обеспечения жидкостной связи с внутренним объемом контейнера горячего изостатического прессования, когда торцевая пластина прикреплена к корпусной части контейнера горячего изостатического прессования.
5. Торцевая пластина по п. 4, которая содержит только один заполняющий стержень.
6. Торцевая пластина по п. 2, которая состоит по меньшей мере из одного из следующих материалов: низкоуглеродистой стали, мягкой стали и нержавеющей стали.
7. Торцевая пластина по п. 2, в которой по меньшей мере часть торцевой пластины выполнена с финишной обработкой электрополировкой.
8. Торцевая пластина по п. 2, которая выполнена с возможностью крепления к цилиндрической корпусной части контейнера горячего изостатического прессования.
9. Контейнер для горячего изостатического прессования металлургического порошкового материала, содержащий цилиндрическую корпусную часть, имеющую круговой первый конец и круговой второй конец,
первую торцевую пластину, приваренную к первому круговому концу цилиндрической корпусной части, и вторую торцевую пластину, приваренную ко второму круговому концу цилиндрической корпусной части, отличающийся тем, что первая торцевая пластина содержит центральную область, основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу по периметру торцевой пластины кромкой периметра, выполненной с возможностью сварного сопряжения с корпусной частью контейнера, причем толщина торцевой пластины выполнена увеличивающейся от центральной области к углу по периметру торцевой пластины и определяет угол конусности, при этом внутренняя поверхность угла по периметру торцевой пластины выполнена с закругленной частью, обеспечивающей плавный переход основной области в кромку периметра.
10. Контейнер по п. 9, отличающийся тем, что первая торцевая пластина содержит:
по существу плоскую наружную поверхность и
внутреннюю поверхность, при этом угол конусности торцевой пластины определяется увеличением расстояния между наружной поверхностью и внутренней поверхностью в основной области вместе с увеличением расстояния от центральной области.
11. Контейнер по п. 9, в котором кромка периметра первой торцевой пластины дополнительно содержит фаску, выполненную с возможностью прохождения сварного шва для сварки первой торцевой пластины и первого кругового конца цилиндрической корпусной части контейнера.
12. Контейнер по п. 9, в котором первая торцевая пластина дополнительно содержит по меньшей мере один заполняющий стержень, причем по меньшей мере один заполняющий стержень выполнен с возможностью обеспечения жидкостной связи с внутренним объемом контейнера, когда первая торцевая пластина приварена к первому круговому концу цилиндрической корпусной части контейнера.
13. Контейнер по п. 12, в котором первая торцевая пластина содержит один заполняющий стержень.
14. Контейнер по п. 9, в котором первая торцевая пластина состоит по меньшей мере из одного из следующих материалов: низкоуглеродистой стали, мягкой стали и нержавеющей стали.
15. Контейнер по п. 9, в котором по меньшей мере часть первой торцевой пластины выполнена с финишной обработкой электрополировкой.
16. Контейнер по п. 9, в котором вторая торцевая пластина содержит
центральную область и
основную область, простирающуюся радиально от центральной области и заканчивающуюся в углу по периметру торцевой пластины, содержащему кромку периметра, выполненную с возможностью сопряжения с корпусной частью контейнера, причем толщина торцевой пластины увеличена от центральной области к углу и определяет угол конусности, и
причем внутренняя поверхность угла имеет закругленную часть, по которой основная область плавно переходит в кромку периметра.
17. Способ горячего изостатического прессования металлургического порошкового материала в контейнере для горячего изостатического прессования, включающий предоставление контейнера для горячего изостатического прессования по п. 9, размещение по меньшей мере одного металлургического порошкового материала в контейнере для горячего изостатического прессования, при этом по меньшей мере один металлургический порошоковый материал размещают в контейнере через заполняющий стержень, прикрепленный к первой торцевой пластине с обеспечением жидкостной связи с внутренним объемом контейнера, удаляют воздух из контейнера через заполняющий стержень, обжимают заполняющий стержень для герметичного запечатывания контейнера и осуществляют горячее изостатическое прессование контейнера с металлургическим порошковым материалом с получением заготовки.
18. Способ по п. 17, в котором первая торцевая пластина контейнера содержит:
преимущественно плоскую наружную поверхность и
внутреннюю поверхность, угол конусности которой определяют увеличением расстояния между наружной поверхностью и внутренней поверхностью в основной области вместе с увеличением расстояния от центральной области.
19. Способ по п. 17, в котором кромку периметра первой торцевой пластины выполняют фаской с возможностью обеспечения прохождения сварного шва для сварки первой торцевой пластины с первым круговым концом цилиндрической корпусной части контейнера.
20. Способ по п. 17, в котором металлургический порошковый материал является порошком жаропрочного никелевого сплава.
21. Способ по п. 17, в котором металлургическим порошковым материалом является один из следующих: порошок сплава Rolls Royce RR1000, порошок сплава Alloy 10, порошок низкоуглеродистого сплава ASTROLOY.
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ИЗ ПРИРОДНОГО ГАЗА | 2003 |
|
RU2286942C2 |
| US 20110044840 A1, 24.02.2011 | |||
| US 20050044800 A1, 03.03.2005 | |||
| US 20090301391 A1, 10.12.2009 | |||
| Устройство для горячего изостатического прессования изделий из порошка | 1982 |
|
SU1049186A1 |

