Изобретение относится к области получения вторичных цветных металлов, например, из скрапа, а более конкретно, с целью получения никеля и кадмия из отработанных никель-кадмиевых аккумуляторных батарей.
Известен способ переработки отходов производства щелочных никель-кадмиевых аккумуляторных батарей (см. патент СССР № 1836460, МПК с 22 и 7/00, опубликован 23.08.1993 г.), включающий обработку отходов раствором азотной кислоты с концентрацией 10-12 г/дм3 с последующим отделением нерастворившегося осадка.
Известный способ позволяет получить в осадке достаточно чистый никель, однако часть его переходит в раствор, загрязняя содержащийся в растворе кадмий, который необходимо еще выделить из раствора и очистить от примеси никеля.
Известен способ выделения кадмия из никель-кадмиевого скрапа (см. патент Японии № 2254190, МПК С 25 С 1.16, опубликован 12.10.1990 г.), по которому никель-кадмиевого скрап погружают в раствор, содержащий сульфат аммония или разбавленную серную кислоту для селективного выщелачивания кадмия. Раствор, содержащий кадмий, подают в электролитическую ячейку, в которой в результате электролиза осаждают кадмий на катоде.
Известный способ позволяет получить только чистый кадмий, при этом процесс малопроизводительный и энергоемкий.
Известен способ переработки никель-кадмиевого скрапа (см. патент РФ № 2164956, МПК С 22 В 7/00, опубликован 10.04.2001 г.). Известный способ включает нагревание и окисление скрапа кислородом воздуха при температуре 690-900°С, охлаждение и магнитную сепарацию. Затем осуществляют выщелачивание из магнитной фракции никеля концентрированными растворами минеральных кислот, а из немагнитной фракции насыщенными растворами аммиачных солей выщелачивают кадмий, причем оба продукта получают в виде их нерастворимых соединений. Одновременный нагрев и окисление скрапа кислородом воздуха при высокой температуре 690-900°С позволяют перевести спрессованную активную массу аккумуляторного скрапа в сыпучую, различающуюся по магнитным свойствам, при этом активные компоненты переходят в оксидную форму высших валентностей. Магнитная сепарация скрапа позволяет разделить его на фракции: магнитную, в которой находятся оксиды никеля и железа, и немагнитную, в которой сконцентрирован оксид кадмия. Последующие операции выщелачивания и осаждения позволяют получить отдельно их нерастворимые соединения.
Однако при этом часть кадмия теряется. При температурах выше 600°С эта потеря обусловлена восстановлением кадмия водородом, присутствующим в исходных продуктах в форме связанной влаги, до металла и последующей его возгонкой. Недостатком известного способа является также низкая степень извлечения кадмия из скрапа и невозможность получения продуктов в металлической форме,
Известен способ переработки никель-кадмиевого скрапа (см. патент РФ № 2222618, МПК С 22 В 7/00, опубликован 27.01.04.2004 г.). Известный способ включает нагревание и окисление скрапа при помощи твердого или жидкого окислителя при температуре 350-600°С, охлаждение и магнитную сепарацию. После магнитной сепарации проводят процесс восстановления оксидов с последующей плавкой восстановленного металла.
Известный способ переработки позволяет разделить никель-кадмиевый скрап на фракции, содержащие никель и кадмий, без существенных потерь кадмия. Однако многоступенчатость и сложность технологического процесса с использованием дорогостоящего оборудования приводит к увеличению продолжительности рабочего цикла разделения и к повышению стоимости конечных продуктов переработки, что сужает области его применения.
Известны также способы переработки никель-кадмиевый скрапа, в основе которых лежат различные варианты возгонки кадмия из скрапа (патент США № 4401463, МПК С 22 В 7/00, опубликован 30.08.1983 г., патент США № 5199975, МПК С 22 В 7/00, опубликован 06-4.1993 г.).
Эти известные способы позволяют разделить и получить кадмий и железоникелевые продукты, однако они не полностью извлекают кадмий из спрессованной активной массы отработанных аккумуляторных батарей.
Наиболее близким по технической сущности и совокупности существенных признаков к заявляемому решению является способ переработки никель-кадмиевого скрапа (см. патент США № 5437705, МПК С 22 В 7/00, опубликован 01.08.1995 г.), включающий загрузку скрапа, содержащего никель, кадмий, свободную воду, молекулярную воду, неметаллические вещества, в печь, добавление в печь кислородного геттера. К недостаткам способа, кроме затруднений связанных с испарением кадмия из объема исходной шихты, можно отнести и то, что процесс отгонки происходит в нейтральной газовой среде. Дело в том, что в никель-кадмиевом скрапе часть кадмия находится в виде оксида. Причем доля окисленного кадмия может достигать 20%. В нейтральной газовой среде оксид кадмия не восстанавливается и, ввиду высокой температуры кипения, не испаряется из объема исходной шихты. В результате не только теряется кадмий как конечный продукт, но и остаточный никель сильно загрязнен кадмием и не может без дополнительной обработки быть использован в дальнейшем промышленном производстве. В способе-прототипе предполагается, что кадмий и никель в исходном скрапе не окислены, и уголь загружается с целью предотвращения окисления, в первую очередь, кадмия. Уголь в виде кокса геттегрирует кислород, который окисляет углерод и выводится из рабочего объема печи в виде газов СО и СО2. Для предотвращения окисления кадмия в способе-прототипе уголь загружают таким образом, чтобы его слой полностью покрывал поверхность скрапа. Для этой же цели используется и поток нейтрального газа, поступающего в рабочую камеру. При проведении процесса переработки никель-кадмиевого скрапа известным способом-прототипом в нейтральной газовой атмосфере значительная часть кадмия, которая в действительности находится в окисленном состоянии, не испаряется и остается в виде оксида в никеле. В результате полученный никель оказывается непригодным к дальнейшему промышленному использованию без дополнительной переработки.
Другим недостатком способа-прототипа является то, что исходная шихта загружается навалом в рабочий объем печи. В результате этого кадмий испаряется неравномерно, и из толщи загруженной шихты за время технологического цикла он не только не восстанавливается, но и не успевает полностью удалиться.
Необходимо отметить, что применяемая в способе-прототипе загрузка скрапа навалом не позволяет получать никель с остаточным содержанием кадмия меньше 2,0-3,0 вес.%. Если загружать в печь скрап навалом, то в процессе испарения кадмия происходит уплотнение загруженного материала, и тем самым уменьшается возможность равномерного доступа газа-восстановителя к различным частям объема материала. В этих областях резко замедляется скорость восстановления окиси кадмия, в результате чего образуются достаточно большие конгломераты спаянных между собой аккумуляторных пластин с высокой концентрацией кадмия внутри. Причем, как показали эксперименты, увеличение времени протекания процесса в несколько раз не приводит к значительному снижению содержания кадмия.
Задачей заявляемого технического решения являлась разработка такого способа переработки никель-кадмиевого скрапа, который бы позволил повысить степень извлечения кадмия из скрапа и получать высокочистые никель и кадмий в металлической форме, непосредственно пригодные без какой-либо дополнительной обработки к дальнейшему промышленному использованию.
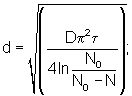
Поставленная задача решается тем, что способ переработки никель-кадмиевого скрапа включает нагрев в печи скрапа до температуры 200-300°С и выдержку его при этой температуре для отгонки остаточной воды, повышение температуры. до 500-700°С и выдержку обезвоженного скрапа в восстановительной газовой среде при этой температуре для отгонки остаточных неметаллических фракций, последующее повышение температуры до 850-1000°С и выдержку оставшейся части скрапа при этой температуре до полного испарения кадмия, направление в конденсатор испарившегося кадмия, охлаждение его в конденсаторе до перехода в твердое состояние и последующую выгрузку из конденсатора кадмия, а из печи никеля, при этом скрап размещают в печи по меньшей мере одним слоем толщиной d, удовлетворяющей соотношению:
где D - эффективный коэффициент диффузии кадмия в объеме никель-кадмиевого скрапа, м2/с;
τ - продолжительность процесса испарения кадмия, с;
No - начальное содержание кадмия в скрапе, вес.%;
N - количество испарившегося кадмия, вес.%.
Восстановительная газовая среда в печи может быть создана пропусканием через скрап окиси углерода.
Восстановительная газовая среда в печи может быть также создана путем предварительного смешивания скрапа с раздробленным углеродсодержащим материалом, предпочтительнее с коксом или древесным углем. Причем желательно, чтобы размер частиц углеродосодержащего материала не превышает 2 см. При больших диаметрах частиц уменьшается площадь поверхности углеродосодержащего материала и, тем самым, замедляется скорость образования СО. Кроме того, при больших кусках материала трудно достичь его равномерного распределения по всему объему никель-кадмиевого скрапа.
Восстановительная газовая среда в печи может быть создана пропусканием через скрап водорода.
Для повышения производительности процесса скрап можно размещать в печи по вертикали послойно с зазором между соседними слоями. При этом отношение воздушного промежутка h между слоями к толщине слоя d скрапа удовлетворяет соотношению h/d≥0,3. В этом случае подвод газа-восстановителя к объему материала и отвод продуктов реакции проходит без затруднений.
В заявляемом способе процесс разделения кадмия и никеля осуществляется в восстановительной газовой среде. Как показали проведенные исследования, при температуре процесса 850-1000°С за время рабочего цикла отгонки кадмия, который, в зависимости от условий, занимает несколько часов, вся окись кадмия CdO полностью восстанавливается, испаряется и переносится в конденсатор, где и осаждается в виде твердого металла.
Восстановительная газовая атмосфера может быть создана различными способами. В качестве газа-восстановителя можно использовать широко применяемые в металлургии водород или окись углерода СО. Для более полного восстановления CdO газ-восстановитель следует подавать таким образом, чтобы он проходил через весь объем исходной шихты, находящейся в рабочем объеме печи.
Кроме того, восстановительная газовая атмосфера в рабочем объеме печи может быть создана и за счет использования известной реакции восстановления углерода:
С+CO2<=>2СО.
Для протекания данной химической реакции в рабочий объем печи следует просто ввести углерод в виде углеродсодержащего материала, например кокса или древесного угля. При этом для лучшего доступа газа к объему исходной шихты вводимый кокс или древесный уголь следует равномерно перемешивать с перерабатываемым никель-кадмиевым скрапом.
Заявляемое техническое решение, в отличие от способа-прототипа, обеспечивает получение как чистого кадмия, так и чистого никеля, которые непосредственно пригодны для дальнейшего промышленного использования. Для этого в заявляемом способе исходную шихту размещают в рабочей зоне печи равномерным слоем небольшой толщины.
В результате теоретического рассмотрения, которое было подтверждено серией экспериментов, установлено, что для полного удаления кадмия из скрапа толщина d слоя загружаемого в печь скрапа должна определяться в соответствии с приведенным выше соотношением (1). Входящий в соотношение эффективный коэффициент диффузии D кадмия в слое определяют экспериментально, для чего для каждого вида скрапа предварительно строят градуировочную кривую эффективный коэффициент диффузии D кадмия от температуры. Так, например, повышение температуры процесса с 850°С до 1000°С позволяет увеличить скорость испарения в ˜2,5 раза, что не только сокращает время процесса, но и позволяет за один и тот же временной промежуток уменьшить остаточное содержание Cd в Ni. При расчетах с использованием соотношения (1) были приняты значения эффективных коэффициентов диффузии, полученные из серии проведенных экспериментов, которые составляют 0,02 см2/с при 850°С и 0,05 см2/с при 1000°С. Полученное соотношение (1) является достаточно простым и удобным для расчетов необходимых технологических параметров процесса. При двух изначально заданных параметрах, например толщине слоя скрапа и температуре, можно легко определить время процесса.
Заявляемый способ поясняется чертежами,
где на фиг.1 приведен один из возможных вариантов установки с горизонтальным расположением рабочей камеры и конденсатора кадмия;
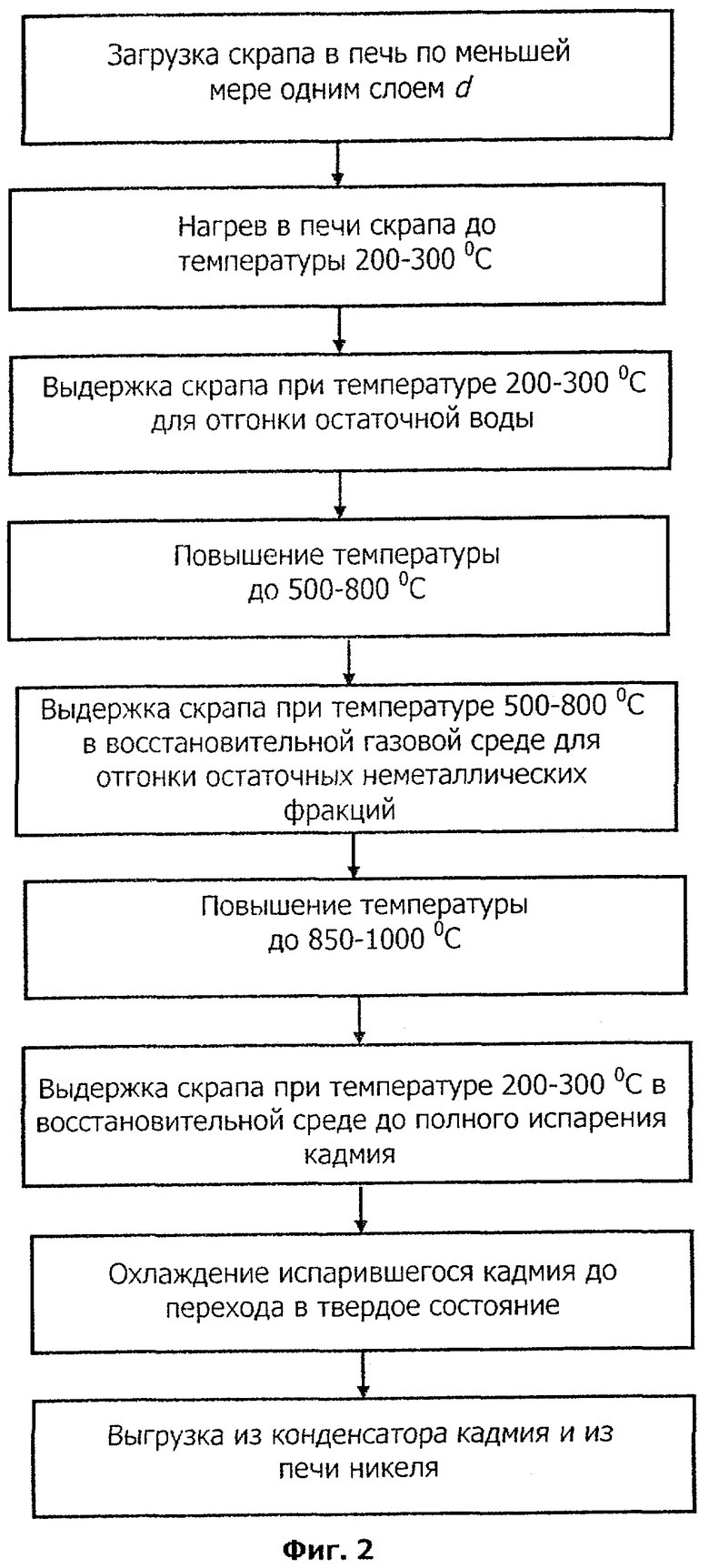
на фиг.2 показана последовательность операций заявляемого способа;
В таблице приведены результаты экспериментальной проверки заявляемого способа.
Установка для переработки никель-кадмиевого скрапа (см. фиг.1) включает печь 1 с крышкой 2, устанавливаемой с помощью песочного затвора 3. Печь 1 оборудована нагревателями 4. В рабочем объеме 5 печи 1 размещают металлические поддоны 6 с обрабатываемом никель-кадмиевым скрапом 7. Расстояние h между соседними поддонами 6 составляет не менее 0,3 толщины d слоя скрапа 7. В нижней части печи 1 установлен патрубок 8 для подачи восстановительного газа (водорода или окиси углерода). Патрубок 9 соединяет рабочий объем 5 печи 1 с конденсатором 10 для сбора кадмия, соединенным трубопроводом 11, в свою очередь, с конденсатором 12, предназначенным для конденсации паров воды, которая собирается в емкость 13, в верхней части конденсатора 12 установлен угольный фильтр 14.
Заявляемый способ осуществляют следующим образом.
Никель-кадмиевый скрап 7 ровным слоем толщиной d, величину которой определяют из соотношения (1), загружают на поддоны 6, которые устанавливают с зазором h один над другим в рабочий объем 5 печи 1. С помощью нагревателей 4 нагревают рабочий объем 5 до температуры 200-300°С и выдерживают скрап 7 при этой температуре для отгонки остаточной воды. Затем повышают температуру в рабочем объеме 5 до 500-700°С, подают через патрубок 8 восстановительный газ (водород или окись углерода) и выдерживают обезвоженный скрап 7 в восстановительной газовой среде при этой температуре для отгонки остаточных неметаллических фракций. После отгонки остаточных неметаллических фракций повышают температуру до 850-1000°С и выдерживают оставшуюся часть скрапа 7 при этой температуре до полного испарения кадмия.
Нижний предел интервала температуры 850°С определяется тем, что при более низких температурах заметно уменьшается скорость испарения кадмия и тем самым увеличивается время технологического процесса отгонки. Кроме того, при пониженных температурах резко падает скорость образования СО, что в случае использования углеродсодержащего материала (кокса или древесного угля) также будет увеличивать время процесса.
Верхний предел интервала температуры 1000°С определяется, главным образом, стойкостью конструкционного материала, из которого изготовлена рабочая камера. При температуре процесса выше 1000°С для обеспечения большого временного ресурса работы рабочей камеры следует использовать более термостойкие конструкционные материалы. Использование таких материалов ввиду их высокой стоимости приводит и к резкому повышению стоимости всей технологической установки. Кроме того, с повышением температуры процесса резко возрастает скорость газовых потоков, что в свою очередь приводит к усложнению и удорожанию системы очистки газов на выходе их из установки.
Испаряющийся при этом кадмий направляется по трубопроводу 9 в конденсатор 10, в котором кадмий переходит в твердое состояние. Продукты разложения неметаллических фракций и пары воды, образовавшиеся при восстановлении окисей кадмия и никеля, поступают по трубопроводу 11 в конденсатор 12, из которого сконденсированная вода сливается в емкость 13, а остальные газообразные продукты поступают на очистку в угольный фильтр 14, выход которого соединен с атмосферой. После завершения процесса выгружают из конденсатора 10 кадмий, а из печи 1 поддоны 6 с никелем. Если для создания восстановительной среды в печи 1 используют углеродсодержащий материал (например, кокс или древесный уголь), то патрубок 8 заглушают, а скрап 7 предварительно смешивают с углеродсодержащим материалом (преимущественно коксом или древесным углем), который при нагревании служит источником окиси углерода.
Основные операции способа показаны на фиг.2. Необходимое для восстановления содержащихся в скрапе оксидов кадмия и никеля количество углерода определяли следующим образом. Необходимое для восстановления содержащихся в скрапе окислов кадмия количество углерода Pc1:

где PCdO - вес оксида кадмия, кг;
MCdO - молекулярный вес оксида кадмия, кг/моль;
AC - атомный вес углерода, кг/моль.
Количество углерода Рс2, необходимое для восстановления оксида никеля:
где РNiO - вес оксида кадмия, кг;
МNiO - молекулярный вес оксида кадмия, кг/моль;
AC - атомный вес углерода, кг/моль.
Общее количество углерода, которое необходимо заложить в исходный скрап, определяется суммированием уравнений (2) и (3).
Количество окисленного никеля и кадмия в исходном скрапе непостоянно и варьируется от партии к партии. Однако, по данным авторов, количество оксида как кадмия во много раз превышает количество оксида никеля. Так, например, в сильно загрязненном скрапе вес оксида кадмия может достигать величины ˜20 вес.% от веса кадмия. При этом содержание оксида никеля обычно не составляет мене 1 вес.% от веса никеля в скрапе. Поэтому при расчетах необходимого для восстановления оксидов количества углерода его затратами на восстановление никеля можно пренебречь.
Целесообразно при загрузке углеродсодержащего материала увеличивать его вес на ˜10% по сравнению с расчетным. Это связано с тем, что степень окисления никеля и кадмия может быть различной, а содержание углерода, например, в коксе может также варьироваться. Проведенные эксперименты показали, что такое избыточное количество углеродсодержащего материала обеспечивает полное восстановление кадмия и никеля в процессе переработки скрапа.
Пример 1.
Процесс переработки никель-кадмиевого скрапа проводят при рабочей температуре 850°С. Скрап с содержанием никеля 30 вес.%, равномерно перемешанный с коксом, общим весом 300 кг, размещают слоем 10 см на поддонах. Поддоны со скрапом помещают в рабочую камеру установки, устанавливая расстояние между ними 5 см. Разогревают скрап в печи до температуры 200°С и проводят выдержку его при этой температуре в течение 2 часов. Затем повышают температуру до 550°С и производят выдержку обезвоженного скрапа в течение 1,5 часов. После этого увеличивают температуру до 850°С и в течение 4,5 часов проводят процесс отгонки кадмия. Время отгонки кадмия устанавливают исходя из уравнения (1). После окончания процесса отгонки охлаждают печь и производят выгрузку из конденсатора кадмия, а из рабочей камеры - никеля. Проведенные анализы показали, что чистота полученного кадмия составляет 99,999 вес.%, а чистота никеля 99,99 вес.% При этом потери в процессе переработки как кадмия, так и никеля не превышают 1 вес.%. Полученные кадмий и никель без дополнительной обработки пригодны к дальнейшему промышленному использованию.
Пример 2.
Процесс переработки никель-кадмиевого скрапа проводят при рабочей температуре 1000°С. Скрап с содержанием кадмия 30 вес.%, равномерно перемешанный с древесным углем, общим весом 300 кг, размещают слоем 30 см на поддонах. Поддоны со скрапом помещают в рабочую камеру установки, устанавливая расстояние между ними 10 см. Разогревают скрап в печи до температуры 300°С и проводят выдержку его при этой температуре в течение 3 часов. Затем повышают температуру до 700°С и производят выдержку обезвоженного скрапа в течение 1,5 часов. После этого увеличивают температуру до 1000°С и в течение 16,2 часа проводят процесс отгонки кадмия. После окончания процесса отгонки охлаждают печь и производят выгрузку из конденсатора кадмия, а из рабочей камеры - никеля. Проведенные анализы показали, что чистота полученного кадмия составляет 99,999 вес.%, а чистота никеля - 99,99 вес.%. При этом потери в процессе переработки как кадмия, так и никеля не превышают 1 вес.%. Полученные кадмий и никель без дополнительной обработки пригодны к дальнейшему промышленному использованию.
Пример 3.
Процесс переработки никель-кадмиевого скрапа проводят при рабочей температуре 1000°С. Скрап с содержанием кадмия 30% общим весом 300 кг размещают слоем 30 см на поддонах. Поддоны со скрапом помещают в рабочую камеру установки, устанавливая расстояние между ними 10 см. Разогревают скрап в печи до температуры 300°С и проводят выдержку его при этой температуре в течение 3 часов. Затем повышают температуру до 700°С, впускают в рабочий объем газ-восстановитель СО и производят выдержку обезвоженного скрапа в течение 1,5 часов. После этого увеличивают температуру до 1000°С и в течение 16,2 часа проводят процесс отгонки кадмия. После окончания процесса отгонки охлаждают печь и производят выгрузку из конденсатора кадмия, а из рабочей камеры - никеля. Проведенные анализы показали, что чистота полученного кадмия составляет 99,999 вес.%, а чистота никеля - 99,99 вес.%. При этом потери в процессе переработки как кадмия, так и никеля не превышают 1% вес. Полученные кадмий и никель без дополнительной обработки пригодны к дальнейшему промышленному использованию.
Пример 4.
Процесс переработки никель-кадмиевого скрапа при использовании в качестве газа-восстановителя водорода практически не отличается от технологического процесса, приведенного в примере 3. Отличием является только то, что перед напуском водорода во избежание образования гремучей смеси объем рабочей камеры для удаления кислорода продувают нейтральным газом.
Полученные результаты проведенных отгонок кадмия из никель-кадмиевого скрапа при различных температурах и толщинах исходной шихты приведены в таблице (см. фиг.3).
Как видно из таблицы, при температуре процесса 850°С послойное расположение шихты в рабочей зоне печи позволяет получать никель с остаточным содержанием кадмия менее 0,01 вес.%. При повышении рабочей температуры до 1000°С время проведения процесса может быть уменьшено более чем вдвое.
Из таблицы видно также, что нецелесообразно устанавливать толщину слоя скрапа более 30 см. В первую очередь, как следует из выражения (1) и подтверждается экспериментальными данными, это резко увеличивает время процесса отгонки кадмия. Кроме того, эксперименты также показали, что при такой толщине скрапа уже существует вероятность образования указанных выше спеченных конгломератов никель-кадмиевых пластин. Поэтому в реальном технологическом процессе отгонки кадмия следует устанавливать толщину скрапа не более 30 см.
Из приведенных выше данных следует, что заявляемый способ позволяет получать не только никель и кадмий, пригодные непосредственно для получения конечных товарных продуктов, но и за счет уменьшения времени работы установки при повышенной температуре значительно снизить потребление электроэнергии, а следовательно, и уменьшить себестоимость процесса переработки скрапа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО МЕТАЛЛИЧЕСКИЕ КОМПОНЕНТЫ | 2004 |
|
RU2248406C1 |
| Способ обеднения расплава шлака, содержащего железо и цветные металлы | 2022 |
|
RU2783094C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПЫЛИ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2010 |
|
RU2450065C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| КОМПАКТИРОВАННОЕ МЕТАЛЛУРГИЧЕСКОЕ ИЗДЕЛИЕ, СПОСОБ ПРОИЗВОДСТВА КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ И ПРИМЕНЕНИЕ КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ | 2010 |
|
RU2476609C2 |
| Способ выплавки стали скрап-процессом | 1990 |
|
SU1786089A1 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЬСОДЕРЖАЩЕГО ЖЕЛЕЗОРУДНОГО СЫРЬЯ | 2002 |
|
RU2217505C1 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЬСОДЕРЖАЩЕГО ЖЕЛЕЗОРУДНОГО СЫРЬЯ | 2004 |
|
RU2280704C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЖЕЛЕЗА | 2011 |
|
RU2497953C2 |
Способ переработки никель-кадмиевого скрапа относится к области получения вторичных цветных металлов, например, из скрапа, а более конкретно, с целью получения никеля и кадмия из отработанных никель-кадмиевых аккумуляторных батарей. Способ включает нагрев в печи скрапа до температуры 200-300°С и выдержку его при этой температуре для отгонки остаточной воды, повышение температуры до 500-700°С и выдержку обезвоженного упомянутого скрапа в восстановительной газовой среде при этой температуре для отгонки остаточных неметаллических фракций, последующее повышение температуры до 850-1000°С и выдержку оставшейся части скрапа при этой температуре до полного испарения кадмия. Испарившийся кадмий направляют в конденсатор, охлаждают его в конденсаторе до перехода в твердое состояние и осуществляют последующую выгрузку из конденсатора кадмия, а из печи никеля. Скрап размещают в печи по меньшей мере одним слоем толщиной d, удовлетворяющей соотношению:
 ,
,
где D - эффективный коэффициент диффузии кадмия в объеме никель-кадмиевого скрапа, м2/с; τ - продолжительность процесса испарения кадмия, с; No - начальное содержание кадмия в скрапе, вес.%; N - количество испарившегося кадмия, вес.%, обеспечивается повышение степени извлечения кадмия и получение высокочистых никеля и кадмия. 8 з.п. ф-лы, 2 ил., 1 табл.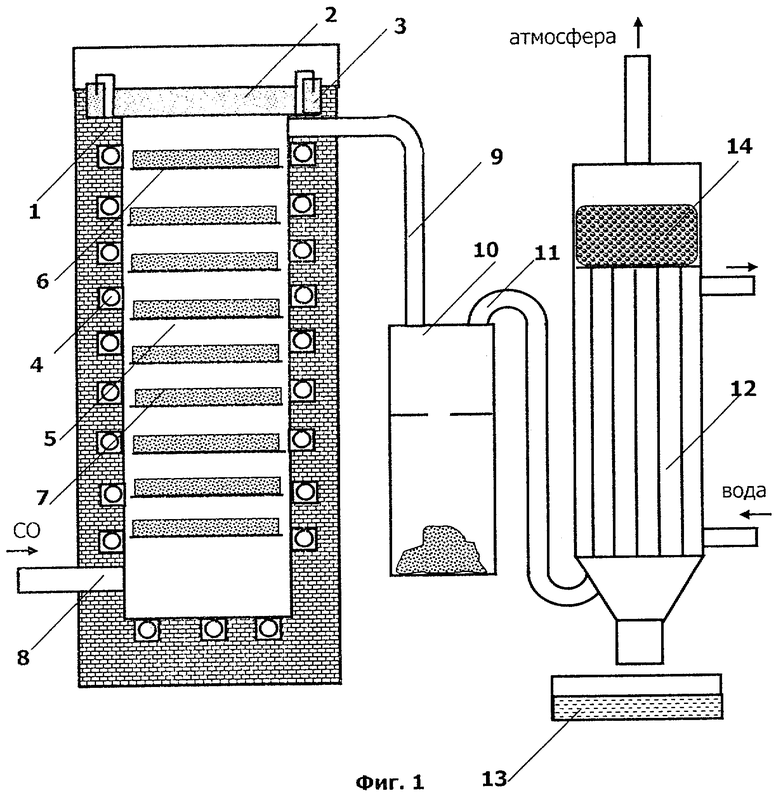
где D - эффективный коэффициент диффузии кадмия в слое, м2/с;
τ - продолжительность процесса испарения кадмия, с;
N0 - начальное содержание кадмия в скрапе, вес.%;
N - количество испарившегося кадмия, вес.%.
| US 5437705 A, 01.08.1995 | |||
| Способ переработки отходов производства щелочных никель-кадмиевых аккумуляторных батарей | 1991 |
|
SU1836460A3 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЬ-КАДМИЕВОГО СКРАПА | 1999 |
|
RU2164956C1 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЬ-КАДМИЕВОГО СКРАПА | 2002 |
|
RU2222618C1 |
| Водораспределительное устройство водоохладителя | 1985 |
|
SU1290056A1 |
| US 5199975 A, 06.04.1993. | |||

