ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к станку для огранки нижней части алмаза.
Нижняя часть алмаза, так же как и его верхняя часть, имеет важное значение для придания камню правильной формы. Огранка нижней части алмаза называется огранкой павильона. Из уровня техники известно, что огранку алмаза выполняют вручную с помощью другого алмаза.
УРОВЕНЬ ТЕХНИКИ
Настоящий станок для огранки павильона предназначен для огранки нижней части алмаза. В конструкции этого станка имеются четыре модуля:
а. Модуль сдвига (1)
б. Модуль подъема (2)
в. Модуль поворота (3)
г. Модуль пошаговой установки (4)
Узлы (1-13), используемые во всех четырех модулях
1. Основание: для крепления двигателя или других компонентов, являющееся частью модуля сдвига (1)
2. Зажим: для поддержки вала, являющийся частью модуля сдвига (1) и модуля подъема (2)
3. Вал: для относительного перемещения, являющийся частью модуля сдвига (1) и модуля подъема (2)
4. Корпус для втулки шарикоподшипника: для перемещения без трения, являющийся частью модуля сдвига (1) и модуля подъема (2)
5. Штифт и стержень: для сборки, являющиеся частями модуля подъема (2) и модуля пошаговой установки (4)
6. Рычаг: для соединения двух модулей, являющийся частью модуля подъема (2) и модуля поворота (3)
7. Распорная втулка, установленная между подшипниками, являющаяся частью модуля поворота (3)
8. Устройство пати: для ограничения предела перемещения, являющееся частью модуля сдвига (1)
9. Пружина: для подпружинивания элементов, являющаяся частью модуля подъема (2) и модуля пошаговой установки (4)
10. Шаровые вкладыши и шарикоподшипники для осуществления горизонтального, вертикального или вращательного движения, являющиеся частью модуля сдвига (1)
11. Самоцентрирующийся подшипник для управления отклонением, если таковое происходит, при перемещении, являющийся частью модуля сдвига (1)
12. Пружинный кольцевой замок: удерживает подшипник
13. Стопорная и зажимная гайки: для предотвращения выпадения компонентов, являющиеся частью модуля поворота (3).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предпочтительный вариант реализации настоящего изобретения, показывающий, как оно может быть реализовано на практике, раскрыт со ссылками на следующие чертежи:
Фиг.1. Вид станка спереди
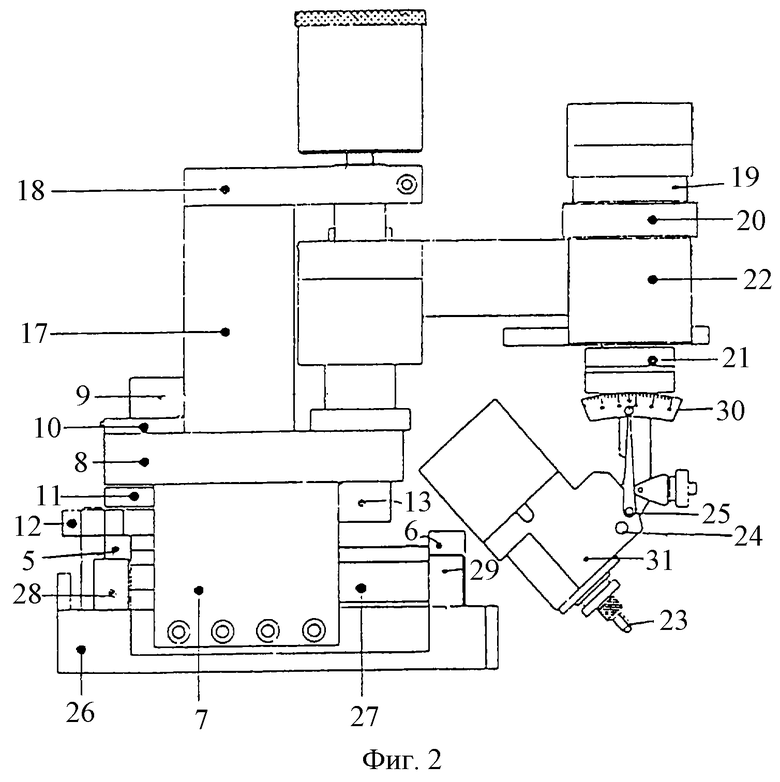
Фиг.2. Схема расположения узлов станка
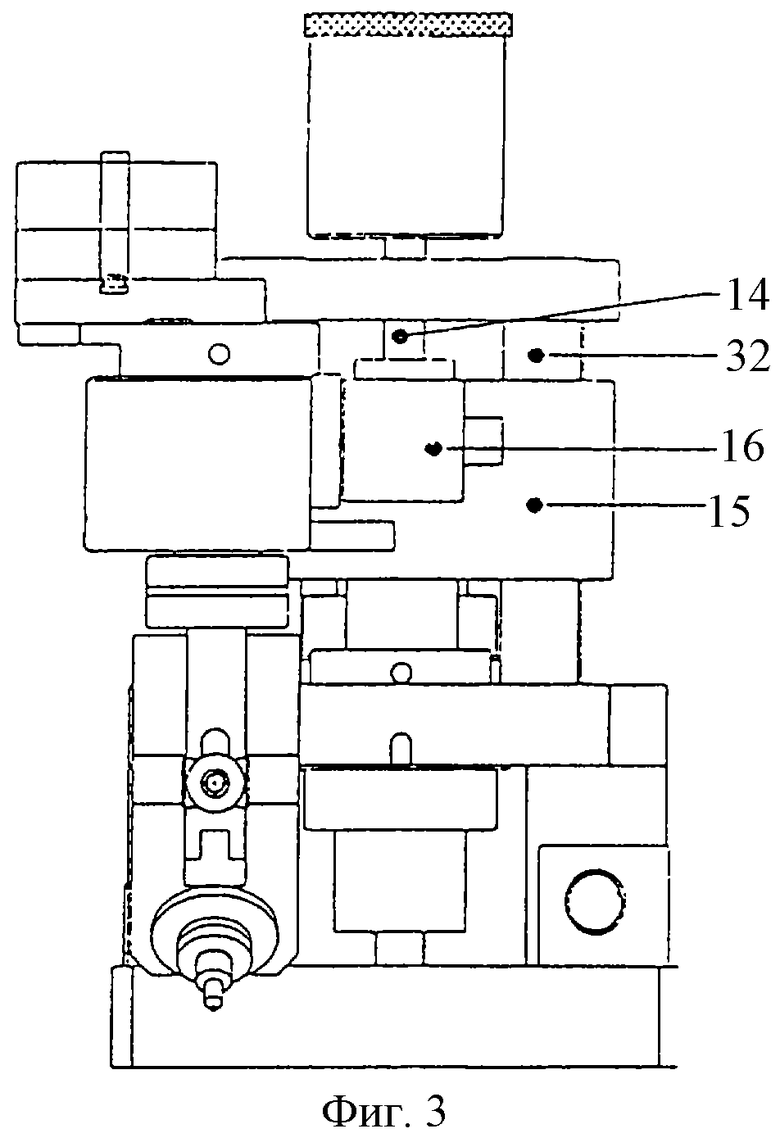
Фиг.3. Схема расположения узлов станка: вид сбоку
Фиг.4. Вал
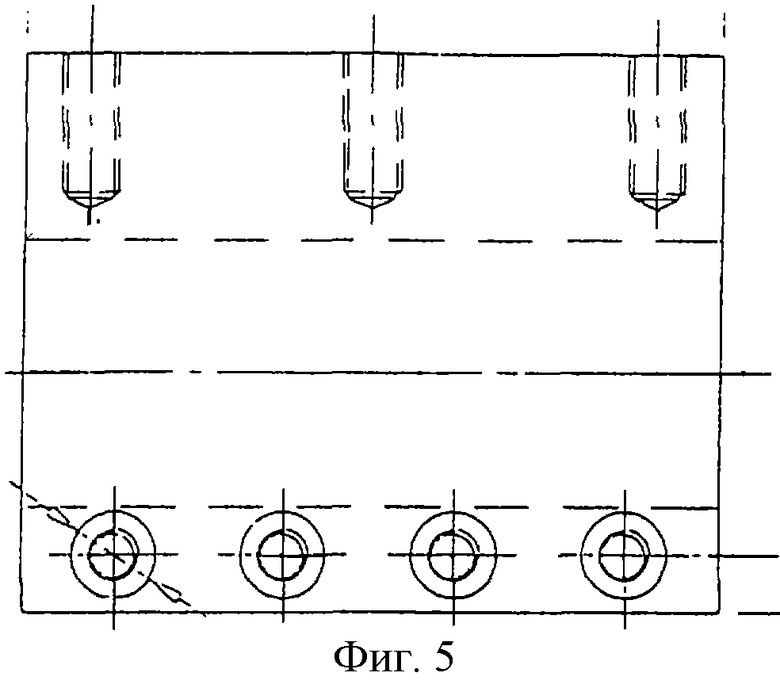
Фиг.5. Корпус втулки шарикоподшипника
Фиг.6. Сдвигающаяся пластина
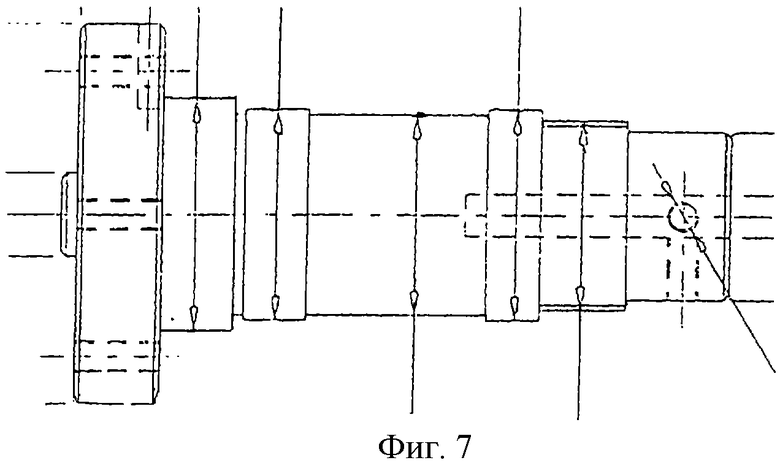
Фиг.7. Вал двигателя
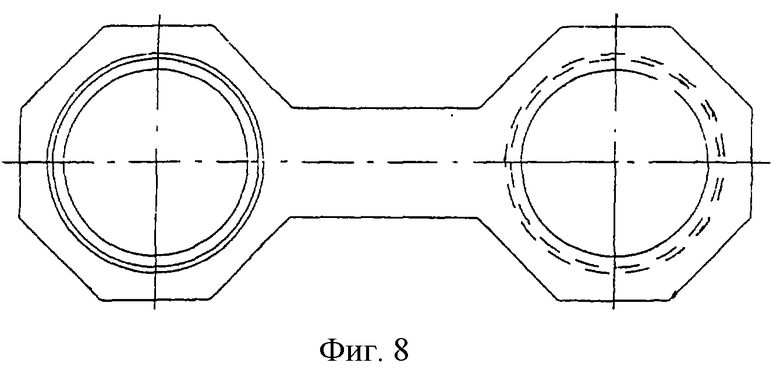
Фиг.8. Рычаг
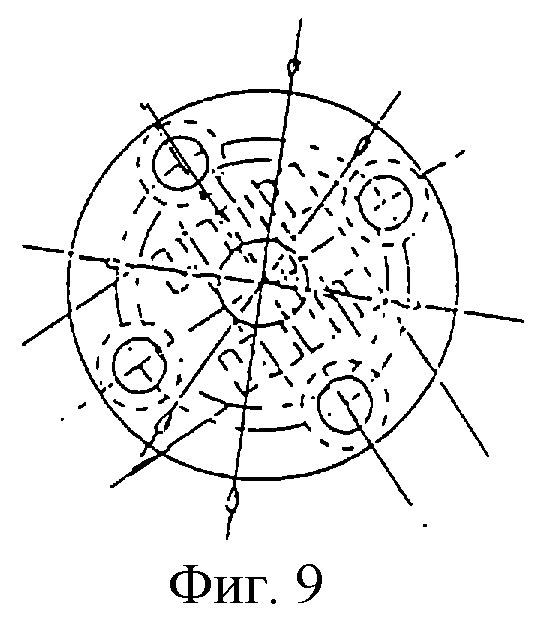
Фиг.9. Шарикоподшипник
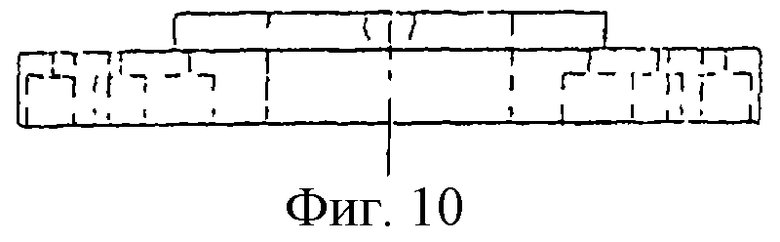
Фиг.10. Плита для установки двигателя
Фиг.11. Шпилька с резьбой
Фиг.12. Держатель подшипника
Фиг.13. Двигатель
Фиг.14. Латунная заклепка
Фиг.15. Латунный вкладыш
Фиг.16. Основание
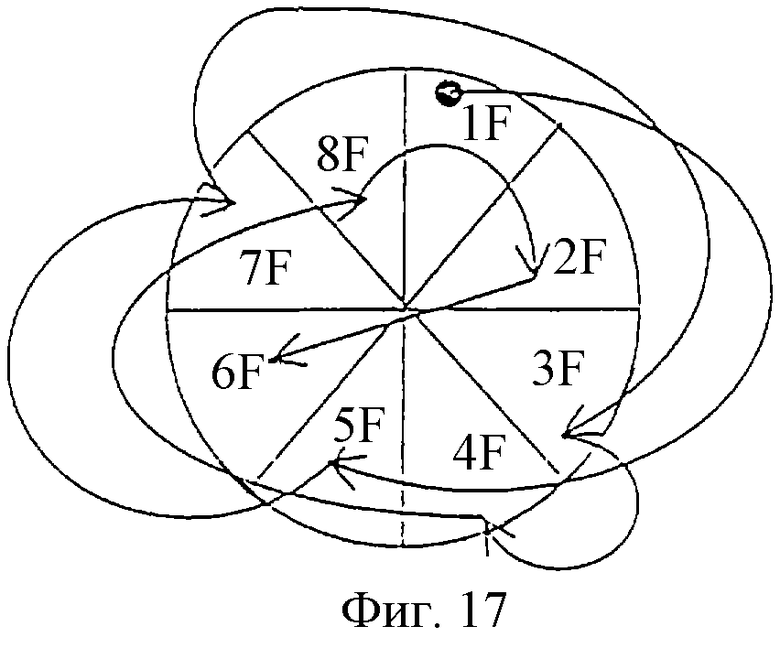
Фиг.17. Направление вращения грани
Модуль сдвига 1 целиком установлен на основании 26. На основании 26 с помощью двух шарикоподшипников 28 и 29 установлены два вала 27. Два вала 27 управляют перемещением всего модуля сдвига 1. На каждом из двух валов 27 установлены втулки скольжения 5 и 6 для перемещения без трения. Корпус 7 втулки шарикоподшипника обеспечивает плавное перемещение ползуна 8. Двигатель 9 установлен на плите 10 для установки двигателя. Вал 11 двигателя соединен с ползуном 8. Самоцентрирующийся подшипник установлен внутри рычага 12. С нижней стороны модуля сдвига 1 установлено устройство пати, предотвращающее переход горизонтального перемещения модуля сдвига 1 в вертикальное перемещение.
В модуле подъема 2 двигатель 13 этого модуля установлен ниже плиты 10 для установки двигателя модуля сдвига 1. Вал 32 зафиксирован на плите 10 для установки двигателя с помощью винта, шлица и подшипника с глубокой канавкой. Корпус 7 втулки шарикоподшипника защищен стальным кожухом. В нижней части стального кожуха установлен опорный подшипник с держателем, к которому подсоединен вал двигателя. Внутри держателя опорного подшипника расположен винт с резьбой для осуществления подъема. Шпилька 14 имеет внутреннюю резьбу. Корпус 15 втулки шарикоподшипника обеспечивает плавное движение шпильки 14. Внутрь шпильки 14 помещен стальной шарик, задающий ограничение снизу. Корпус 15 втулки шарикоподшипника соединен с рычагом 16 под углом 90 градусов. Рычаг 16 соединяет корпус 15 втулки шарикоподшипника с модулем поворота 3. Имеется пружина для плотного прижима алмаза. Распорка 17 удерживает как плиту 10 для установки двигателя, так и верхнюю пластину 18.
В модуле поворота 3 также установлен двигатель 19 модуля поворота для поворота этого модуля. Двигатель 19 модуля поворота установлен на несущей пластине 20. Вал 21 двигателя зафиксирован винтом без головки. В держателе 22 установлены два подшипника. Кроме того, установлены две распорные втулки: одна для внутреннего кольца и одна для наружного кольца подшипника. Одна стопорная гайка удерживает оба подшипника. Стопорная и зажимная гайки удерживают вал, предотвращая его выпадение.
Регулирующее устройство 31 установлено на модуль пошаговой установки 4, несущий алмаз 23. Узел для задания угла шлифовки состоит из латунного упора с распоркой, втулки 24 и заклепки 25. Углы шлифовки задают с помощью латунного упора, а пружина предназначена для фиксации заданного угла шлифовки.
Модуль контроля веса компенсирует вес станка, который непосредственно действует на алмаз в процессе шлифовки. Этот модуль установлен на модуле подъема 2. Для наблюдения за весом, действующим на алмаз, предусмотрены ручка контроля веса, пружина и шкала 30.
Электронный блок станка включает общий источник питания для всех четырех модулей. Этот источник питания обеспечивает электропитание панели управления и датчиков. В источнике питания предусмотрено резервное батарейное питание. В случае сбоя в подаче электроэнергии источник питания вырабатывает сигнал о сбое в электропитании и передает информацию на панель управления. Панель управления содержит драйверы для двигателя каждого модуля. Панель управления генерирует управляющие сигналы для жидкокристаллического дисплея и светодиодов для регулярного представления информации о состоянии алмаза. К панели управления подсоединена клавиатура. Кроме того, для панели управления разработано программное обеспечение.
Настоящее изобретение - станок для обработки алмазов - предназначен для огранки нижней части алмаза - павильона. Модуль сдвига предназначен для перемещения алмаза в горизонтальном направлении на расстояние 22-26 мм. Модуль подъема предназначен для перемещения алмаза в вертикальном направлении на расстояние до 15 мм. Модуль пошаговой установки автоматически изменяет положение граней, в зависимости от количества граней заданного с помощью панели управления. Двигатель изменяет позицию грани.
В модуле сдвига 1 кулачковый механизм с двумя подшипниками преобразует вращательное движение в поступательное. Модуль подъема поднимает и опускает часть станка при необходимости изменить направление шлифовки или сменить грань для удаления нежелательных царапин с поверхности алмаза. Чтобы выявить царапины или трещины, модуль поворота изменяет направление шлифовки. Если трещина или царапина соответствует данному направлению, система пытается отшлифовать алмаз в одном направлении. Если трещина или царапина не соответствует направлению, система изменяет направление шлифовки с помощью модуля поворота. Модуль пошаговой установки автоматически изменяет положение граней в зависимости от числа граней, заданных с помощью панели управления.
Жидкокристаллический дисплей отображает состояние алмаза, заданные параметры, работу системы и некоторые параметры системы. Кроме того, в случае возникновения какого-либо сбоя в работе системы, дисплей отображает соответствующее сообщение. Жидкокристаллический дисплей служит интерфейсом между оператором и системой. Светодиоды отображают грань, шлифуемую в данный момент, грани, которые уже отшлифованы и состояние остальных граней. После завершения процедуры шлифовки алмаза светодиод на панели управления и светодиод на верхней части модуля сигнализируют о том, что обработка алмаза завершена.
После того как алмаз 23 закреплен в станке для огранки нижней части алмаза, с помощью блока управления выбирают начальную точку. Для этого оператор должен установить набор параметров в соответствии с требованиями программы панели управления. Эти параметры устанавливают с помощью клавиатуры и жидкокристаллического дисплея. Для режима непрерывной огранки в станке имеются светодиоды, каждой грани соответствует один светодиод. Сначала станок начинает обрабатывать первую грань, после чего система может сама изменить параметр «Chall», чтобы повысить качество огранки. После завершения огранки первой грани, станок начинает обрабатывать пятую, затем седьмую, потом третью. Таким образом сначала производится огранка нечетных граней, затем четных. Это хорошо видно на Фиг.2. Значение параметра «Chall» можно задать в диапазоне от 1 до 60 секунд. Выбор значения для этого параметра зависит от типа и размера алмаза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ МАШИНА ДЛЯ АНАЛИЗА, ПЛАНИРОВАНИЯ И РАЗМЕТКИ НЕОБРАБОТАННОГО АЛМАЗА | 2002 |
|
RU2314197C2 |
| НОВЫЙ ЛАЗЕРНЫЙ СТАНОК ДЛЯ ОГРАНКИ | 2003 |
|
RU2296662C2 |
| ЛАЗЕРНЫЙ РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ АЛМАЗОВ | 2002 |
|
RU2297325C2 |
| СИСТЕМА И СПОСОБ АВТОМАТИЧЕСКОГО СОЗДАНИЯ СХЕМ ЦЕННОЙ ОГРАНКИ НЕОБРАБОТАННОГО ДРАГОЦЕННОГО КАМНЯ | 2018 |
|
RU2705381C1 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Станок для гранения стеклоизделий | 1980 |
|
SU984822A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2037389C1 |

Изобретение относится к области обработки алмазов и может быть использовано при огранке их нижней части. Станок содержит четыре основных модуля - модуль сдвига, модуль подъема, модуль поворота и модуль пошаговой установки и два дополнительных модуля - модуль контроля веса и электронный блок. Модуль сдвига предназначен для перемещения алмаза в горизонтальном направлении, модуль подъема - для перемещения алмаза в вертикальном направлении, модуль пошаговой установки - для размещения алмаза и автоматического изменения положения граней в зависимости от количества граней, заданного с помощью панели управления, модуль поворота - для изменения положения грани. Приведены конструктивные выполнения упомянутых модулей. Для режима непрерывной огранки предусмотрен набор светодиодов, причем один светодиод - для каждой грани. В результате повышаются производительность и качество обработки. 10 з.п. ф-лы, 17 ил.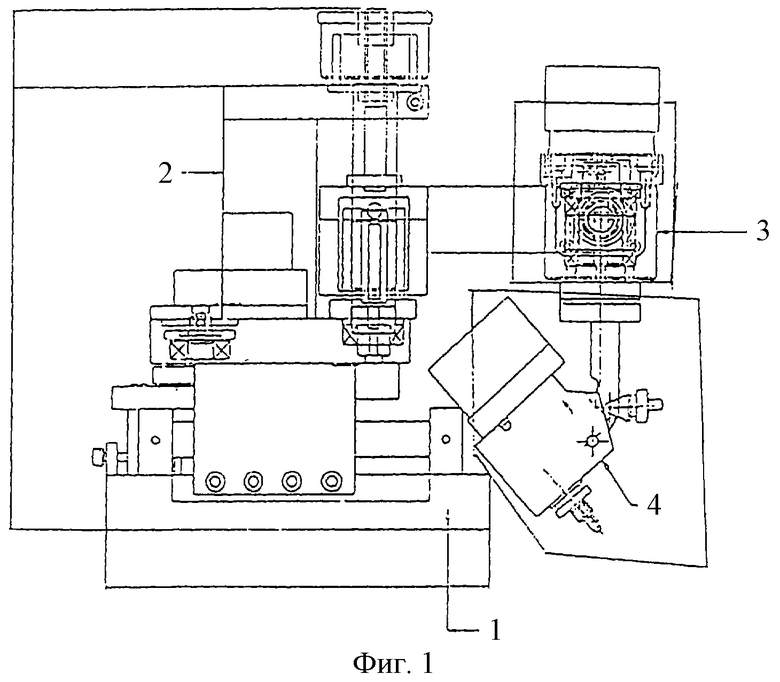
| US 5058324 А, 22.10.1991 | |||
| СПОСОБ ПРОДУВКИ ЧУГУНА | 0 |
|
SU313369A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА | 1993 |
|
RU2094225C1 |
| SU 1043946 А1, 20.04.1996. | |||

