Изобретение относится к машиностроению и может быть использовано в автоматизированном оборудовании для лазерного сверления, в частности, печатных плат.
Цель изобретения - повышение производительности и качества путем компенсации погрешностей, вызываемых колебаниями механической системы устройства автоматического перемещения при позиционировании.
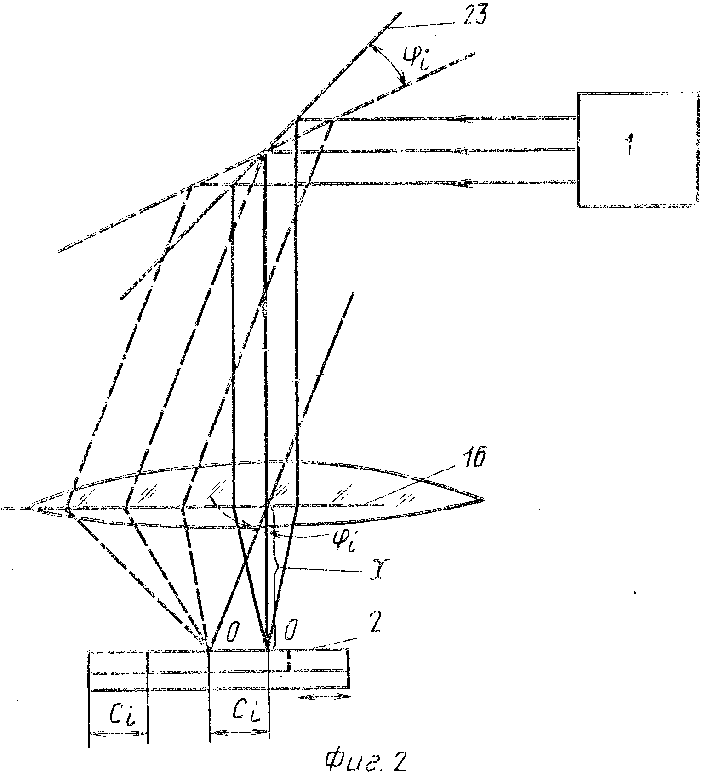
На фиг. 1 представлена структурная схема станка; на фиг. 2 - оптическая схема (сплошными линиями показаны лучи при нейтральном положении зеркала дефлектора, пунктирными линиями показаны лучи при отклонении зеркала дефлектора на угол ϕi).
В способе лазерной обработки материалов, заключающемся в периодическом автоматическом перемещении заготовки в требуемую позицию обработки и последующем сканировании сфокусированного луча лазера по заданной программе, осуществляется дополнительное сканирование луча, согласованное с фазами и амплитудами колебаний механической системы устройства автоматического перемещения, возникающих при позиционировании. При этом текущие значения углов ϕx , ϕy дополнительного сканирования луча и отклонений Сх, Су механической системы в направлении осей координат х и у относительно точки позиционирования связаны отношением
Ci = f ˙ tg ϕi , где i - соответствует отклонениям по осям координат х и у;
f - фокусное расстояние фокусирующей линзы рабочей головки (см. фиг. 2 и 1).
Станок содержит СО2 - лазер 1, координатный стол 2 для перемещения обрабатываемого материала вдоль осей координат х и у, привода 3 и 4 подач стола 2 с усилителями 5 и 6, устройства 7 и 8 для выделения сигналов рассогласования механической системы стола 2 измерительную систему станка, состоящую из лазерного интерферометра 9 с поворотными зеркалами 10 и 11 и 12, установленными на столе 2 отражателями 13 и 14, рабочую головку 15 с фокусирующей линзой 16, дефлектора, состоящего из устройств 17 и 18 согласования амплитуд и фаз колебаний механической системы стола 2, сумматоров 19 и 20, приводов 21 и 22 дефлектора и зеркала 23 с датчиками 24 и 25 положения. Станок также содержит систему 26 управления, устройство коммутации лазерного излучения, состоящее из затвора 27 и модулятора 28 (см. фиг. 1).
Система 26 управления электрически связана с завором 27, модулятором 28, устройствами 7 и 8 для выделения сигналов рассогласования приводов 3 и 4, устройствами 17 и 18 согласования амплитуд и фаз колебаний механической системы стола 2 сумматорами 19 и 20. Приводы 21 и 22 дефлектора электрически соединены с выходами устройств 7 и 8 для выделения сигналов рассогласования приводов 3 и 4 через устройства 17 и 18 согласования амплитуд и фаз колебаний механической системы стола 2 и сумматоры 19 и 20.
Станок работает следующим образом.
Лазер 1 генерирует излучение, которое модулятор 28 преобразует в последовательность импульсов. В исходном состоянии затвор 27 закрыт, излучение не подается на зеркало 23. Заготовка 29 (например печатная плата) закреплена на поверхности стола 2.
Система 26 управления выдает координаты позиции сверления отверстий на устройства 7 и 8 выделения сигналов рассогласования на входы которых поступает сигнал о положении стола 2 от интерферометра 9. Сигнал рассогласования с выходов устройств 7 и 8 поступают на усилители 5 и 6 и далее на двигатели 3 и 4. Стол 2 начинает перемещаться вдоль осей х, у в заданную позицию. Одновременно сигналы рассогласования поступают на устройства 17 и 18 согласования амплитуд и фаз колебаний механической системы стола 2, сумматоры 19 и 20 и приводы 21 и 22 дефлектора, которые устанавливают зеркало 23 в соответствующие крайние (исходные) положения, определяемые максимальными величинами углов поворота ϕx , ϕy зеркала 23 относительно нейтрального его положения ( ϕx = 0, ϕy = 0). На вторые входы устройств 17 и 18 системы 26 управления подают сигналы и определяют при какой величине сигналов рассогласования с выхода устройств 7 и 8 начинает сканировать зеркало 23 в различных положениях стола 2 и когда обеспечивается согласование амплитуд и фаз сканирования зеркала 22 и стола 2 при смене (в том числе и автоматической) фокусирующей линзы 16 на линзу с другим фокусным расстоянием f. При достижении заданного уровня сигналов рассогласования на выходах устройств 7 и 8 затвор 27 открывается зеркало 23 начинает перемещаться синхронно со столом 2, процесс позициониpования которого сопровождается колебаниями, характеризуемыми текущими значениями отклонений Сх, Су в направлении осей координат х, у относительно заданной точки позиционирования. Интеpферометр измеряет эти колебания и через устройства 7, 8, 17, 18, 19, 20 и приводы 21, 22 обеспечивает слежение зеркала 23 за колебаниями стола 2 таким образом, что угол отклонения зеркала 23 удовлетворяет условию Ci = f ˙tg ϕi. При этом фокальное пятно излучения фокусируется неподвижно в позицию сверления или точно перемещается по программно заданному контуру. После окончания сверления затвор 27 закрывает канал прохождения излучения. Далее цикл повторяется.
В разработанной конструкции амплитуды отклонений составляют Сi = 0,08-0,14 мм; ϕi = 7-10. при f = 50 мм.
Изобретение позволяет повысить производительность, более чем на 20% . При этом улучшается форма отверстия, а следовательно, и качество обработки. (56) Справочник по технологии лазерной обработки. Коваленко В. С. и др. Киев. Техника, 1985.
Европейская заявка ЕПВ N 0052892, кл. G 02 B 27/17, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного сверления отверстий и устройство для его осуществления | 1990 |
|
SU1750900A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОШИВКИ ОТВЕРСТИЙ В ДВИЖУЩЕЙСЯ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035279C1 |
| Система импульсной лазерной локации | 2017 |
|
RU2660390C1 |
| Система импульсной лазерной локации | 2015 |
|
RU2612874C1 |
| ГИБКИЙ НЕЛИНЕЙНЫЙ ЛАЗЕРНЫЙ СКАНИРУЮЩИЙ МИКРОСКОП ДЛЯ НЕИНВАЗИВНОГО ТРЕХМЕРНОГО ДЕТЕКТИРОВАНИЯ | 2012 |
|
RU2524742C2 |
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2019 |
|
RU2717362C1 |
| УСТРОЙСТВО С УЛЬТРАФИОЛЕТОВЫМ ЛАЗЕРОМ ДЛЯ ОТОБРАЖЕНИЯ СТАТИЧЕСКИХ И ДИНАМИЧЕСКИХ ЦВЕТНЫХ ИЗОБРАЖЕНИЙ НА ФЛУОРЕСЦИРУЮЩЕМ ЭКРАНЕ | 2002 |
|
RU2202818C1 |
| ОФТАЛЬМОХИРУРГИЧЕСКАЯ ЛАЗЕРНАЯ СИСТЕМА | 2014 |
|
RU2563448C1 |
| СПОСОБ ВИДЕНИЯ ПОДВОДНЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2397510C2 |
| СПОСОБ ЛАЗЕРНОГО РАСПИЛИВАНИЯ АЛМАЗОВ | 2007 |
|
RU2336164C1 |
Изобретение относится к лазерной обработке материалов и может быть использовано в оборудовании для лазерного сверления печатных плат. Цель изобретения - повышение производительности и качества обработки путем компенсации погрешностей, вызываемых колебаниями механической системы станка в процессе позиционирования. Способ заключается в обеспечении дополнительного сканирования сфокусированного луча лазера, согласованного с фазами и амплитудами колебаний механической системы устройства автоматического перемещения обрабатываемой заготоки. Станок содержит лазер, двухкоординатный стол с приводами и зеркальный дефлектор. Приводы дефлектора соединены с приводами подач через дополнительные устройства согласования амплитуд и фаз колебаний механической системы стола. Вторые входы устройств согласования и сумматора соединены с системой управления. При выходе в позицию обработки зеркало дефлектора дополнительно сканируется таким образом, что погрешности, вызываемые колебаниями, компенсируются. 2 с. п. ф-лы, 2 ил.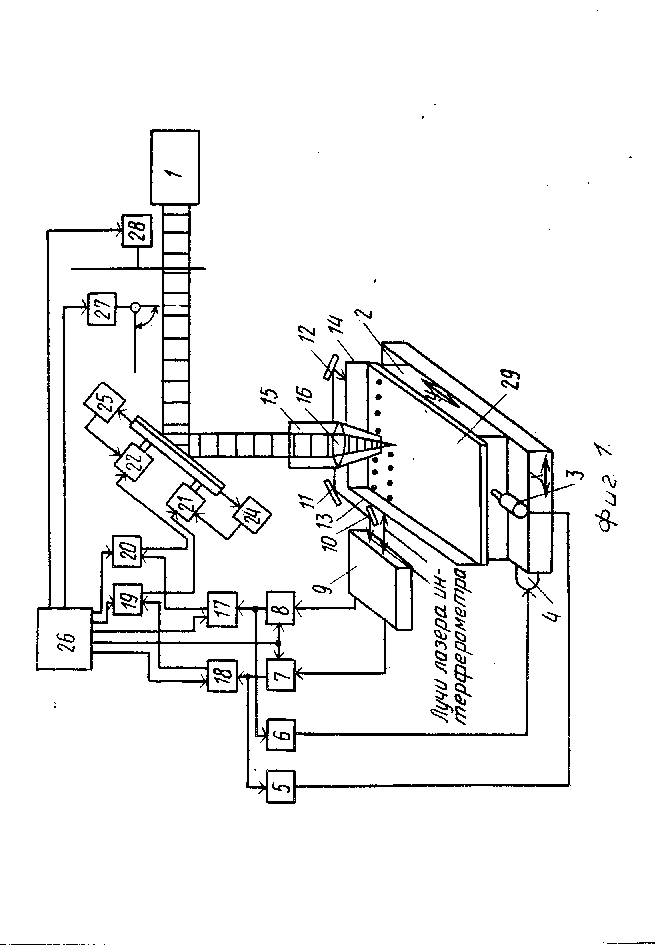
Ci= f˙tgϕ ,
где i соответствует отклонениям по осям координат x и y;
f - фокусное расстояние фокусирующей линзы рабочей головки.
