Заявленное изобретение относится к резьбовым соединениям обсадных труб и может быть использовано для соединения элементов колонн обсадных труб, применяемых при строительстве, эксплуатации и ремонте нефтяных, газовых и газоконденсатных скважин, в том числе с высокой интенсивностью искривления.
Обсадные трубы для нефтяных, газовых и газоконденсатных скважин эксплуатируются в сложных условиях - в присутствии агрессивных рабочих сред и при значительных разнонаправленных комбинированных механических нагрузках. В связи с этим основным требованием к резьбовым соединениям обсадных труб является сохранение герметичности соединения, в том числе газовой, при высоких уровнях механических нагрузок. Для обеспечения длительной бесперебойной эксплуатации обсадных труб резьбовые соединения должны обладать высокой износостойкостью при многократном свинчивании-развинчивании и эксплуатации соединения.
Из уровня техники известно герметичное резьбовое соединение обсадных труб, содержащее охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях, соответственно, выполнены упорные трапецеидальные конические резьбы. При этом соединение выполнено с внешним и внутренним герметизирующими узлами. Внешний герметизирующий узел соединения образован контактирующими между собой упорными торцевыми поверхностями, выполненными на охватываемом и охватывающем элементах. Внутренний герметизирующий узел соединения образован контактирующими между собой радиальными уплотнительными поверхностями, выполненными на охватываемом и охватывающем элементах. На охватывающем элементе на сходе резьбы выполнена окружная проточка треугольного профиля (RU 2256767 C1, 20.07.2005 (1)).
Герметичное резьбовое соединение обсадных труб, раскрытое в документе (1), не обеспечивает уровень герметичности, необходимый при эксплуатации соединения обсадных труб, в том числе в газовых и газоконденсатных скважинах, в связи с недостаточными значениями контактных напряжений, обеспечиваемых уплотнительными поверхностями герметизирующих узлов.
Данное техническое решение (1) принято в качестве прототипа заявленного изобретения.
Задача, на достижение которой направлено заявленное изобретение - создание резьбового соединения обсадных труб, обладающего высокой герметичностью, в том числе газовой, при действии разнонаправленных механических нагрузок (растягивающих, сжимающих, изгибающих, крутящего момента) в различных их сочетаниях.
Технический результат, обеспечиваемый заявленным изобретением, заключается в сохранении газогерметичности соединения при действии значительных разнонаправленных комбинированных механических нагрузок, улучшении характеристик свинчиваемости соединения, увеличении его износостойкости, обеспечении равнопроходности колонны обсадных труб по внутреннему диаметру.
Герметичное резьбовое соединение обсадных труб содержит охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях соответственно выполнены упорные трапецеидальные конические резьбы с конусностью 1:16. Угол наклона закладной грани профиля витка резьба на охватываемом и охватывающем элементах составляет 10-30° к нормали осевой линии резьбы, а угол наклона опорной грани профиля витка резьбы составляет от 0 до -10° к нормали осевой линии резьбы.
На охватывающем элементе на сходе резьбы выполнена окружная канавка.
При этом соединение выполнено с внешним и внутренним герметизирующими узлами.
Внешний герметизирующий узел образован контактирующими между собой радиальными уплотнительными поверхностями и упорными торцевыми поверхностями, выполненными на охватываемом и охватывающем элементах. При этом упорные торцевые поверхности охватываемого и охватывающего элементов выполнены под углом 5-17° к нормали осевой линии резьбы при условии превышения угла наклона упорной торцевой поверхности охватываемого элемента над углом наклона упорной торцевой поверхности охватывающего элемента. Радиальные уплотнительные поверхности охватываемого и охватывающего элементов выполнены под углом 7-12° к осевой линии резьбы.
Внутренний герметизирующий узел образован контактирующими между собой радиальными уплотнительными поверхностями, выполненными на охватываемом и охватывающем элементах. При этом радиальные уплотнительные поверхности охватываемого и охватывающего элементов выполнены под углом 1,5-4,0° к осевой линии резьбы при условии превышения угла наклона уплотнительной поверхности охватываемого элемента над углом наклона уплотнительной поверхности охватывающего элемента. Кроме того, на охватывающем элементе переход от радиальной уплотнительной поверхности к поверхности окружной канавки выполнен сферическим.
На длине, равной 20-40% от общей длины резьбы, выполненной на охватываемом элементе, начиная от захода резьбы, осуществлено протачивание указанной резьбы с уменьшением ее высоты до 50% от полной высоты профиля резьбы охватываемого элемента.
В частном случае выполнения заявленного изобретения торцевые поверхности внутреннего герметизирующего узла, выполненные на охватываемом и охватывающем элементах, расположены под углом 89,5-90,5° к нормали осевой линии резьбы.
В частном случае выполнения заявленного изобретения окружная канавка на сходе резьбы охватывающего элемента имеет треугольный профиль.
В частном случае выполнения заявленного изобретения радиус сферы, по которой выполнен переход от радиальной уплотнительной поверхности охватывающего элемента к поверхности окружной канавки, составляет 1-3 мм.
На фиг.1 показано заявленное герметичное резьбовое соединение обсадных труб в сборе.
На фиг.2 показан внешний герметизирующий узел соединения.
На фиг.3 показана упорная трапецеидальная коническая резьба соединения.
На фиг.4 показан внутренний герметизирующий узел соединения.
Герметичное резьбовое соединение обсадных труб содержит охватываемый (1) и охватывающий (2) элементы, на концах которых на наружной и внутренней поверхностях соответственно выполнены упорные трапецеидальные конические резьбы (3).
Охватываемый элемент (1) представляет собой ниппельную часть трубы. Охватывающий элемент (2) - раструбную часть трубы.
Профиль витка резьбы (3) представляет собой неравнобедренную трапецию, боковые стороны которой выполнены в виде опорной (4) и закладной (5) граней, имеющих различные углы наклона к нормали осевой линии резьбы. При свинчивании соединения с такой резьбой опорные грани (4) профиля витка резьбы (3) на охватываемом и охватывающем элементах контактируют между собой и воспринимают действующие на соединение осевые растягивающие нагрузки, что обеспечивает высокую прочность соединения. Одновременно при свинчивании соединения по закладным граням (5) профиля витка резьб образуется конструктивный зазор, что обеспечивает улучшение характеристик свинчиваемости соединения - возможность многократного свинчивания-развинчивания без повреждения (задиров) контактирующих поверхностей резьбы и при сохранении эксплуатационных характеристик соединения, предотвращение заклинивания соединения при его сборке.
Резьбы (3) на охватываемом (1) и охватывающем (2) элементах выполнены с конусностью 1:16. Выполнение резьб с конусностью 1:16 с одной стороны обеспечивает высокую степень их зацепления друг с другом при свинчивании соединения и возможность восприятия соединением изгибающих и растягивающих нагрузок, действующих во время эксплуатации соединения, с другой стороны - сохраняет высокие характеристики свинчиваемости соединения.
Угол наклона закладной грани (5) профиля витка резьбы (3) на охватываемом (1) и охватывающем (2) элементах составляет 10-30° к нормали осевой линии резьбы, а угол наклона опорной грани (4) профиля витка резьбы (3) составляет от 0 до -10° к нормали осевой линии резьбы.
Под нормалью осевой линии резьбы понимается перпендикуляр, проведенный к осевой линии резьбы (фиг.3).
Отрицательный угол (от 0 до -10°) наклона опорной грани (4) профиля витка резьбы (3) исключает возможность выхода резьбы (3) на охватываемом (1) и охватывающем (2) элементах из зацепления друг с другом при значительных растягивающих нагрузках, воздействующих на соединение под действием собственного веса колонны, опускаемой в скважину. Также достигается снижение величины радиального натяга в резьбе, что обеспечивает высокую износостойкость соединения, улучшает его работоспособность при повышенных нагрузках.
Выполнение угла наклона закладной грани (5) профиля витка резьбы (3) величиной 10-30° к нормали осевой линии резьбы (3) облегчает свинчиваемость соединения за счет стабилизации положения охватываемого (1) и охватывающего (2) элементов относительно друг друга на начальном этапе свинчивания, что предотвращает заклинивание соединения и повреждение (задиры) поверхностей витков резьб (3). Вышеуказанное выполнение закладной грани (5) профиля витка резьб (3) также повышает износостойкость соединения при его многократном свинчивании-развинчивании при условии сохранения высокой степени герметичности.
Соединение выполнено с внутренним (6) и внешним (7) герметизирующими узлами. Наличие в соединении двух герметизирующих узлов (6), (7), радиальные уплотнительные (8), (9), (10), (11) и упорные торцевые (12), (13) поверхности которых контактируют между собой со значительными контактными напряжениями, с возникновением деформации в упругой области и образованием уплотнения типа «металл-металл» обеспечивает высокую герметичность соединения при воздействии на него разнонаправленных комбинированных механических нагрузок.
Внешний герметизирующий узел (7) соединения образован контактирующими между собой радиальными уплотнительными (8), (9) и упорными торцевыми (12), (13) поверхностями, выполненными на охватываемом и охватывающем элементах. При этом упорные торцевые поверхности (12), (13) охватываемого (1) и охватывающего (2) элементов выполнены под углом 5-17° к нормали осевой линии резьбы при условии превышения угла наклона упорной торцевой поверхности (13) охватываемого (1) элемента над углом наклона упорной торцевой поверхности (12) охватывающего (2) элемента. Радиальные уплотнительные поверхности (8), (9) охватываемого (1) и охватывающего (2) элементов выполнены под углом 7-12° к осевой линии резьбы.
Выполнение упорных торцевых поверхностей (12), (13) внешнего герметизирующего узла (7) под углом наклона 5-17° к нормали осевой линии резьбы при условии превышения угла наклона упорной торцевой поверхности охватываемого элемента над углом наклона упорной торцевой поверхности охватывающего элемента, обеспечивает “поджатие” и фиксацию радиальных уплотнительных поверхностей (8), (9) внешнего герметизирующего узла (7). Кроме того, обеспечивается четкое позиционирование охватываемого (1) и охватывающего (2) элементов относительно друг друга, точное фиксирование заданной величины натяга и крутящего момента в процессе свинчивания соединения - то есть улучшенные характеристики свинчиваемости, возможность контроля свинчивания соединения. Также большая площадь контакта упорных торцевых поверхностей (12), (13) друг с другом при свинчивании соединения позволяет увеличить крутящий момент свинчивания при сохранении контактных напряжений на необходимом уровне в пределах упругой деформации.
При увеличении указанных углов наклона упорных торцевых поверхностей (12), (13) выше заявленных пределов начинают возникать значительные деформации внутреннего диаметра охватывающего элемента (2) при сжатии или перекручивании соединения. При уменьшении углов ниже заявленных пределов теряется эффект клина, так как клин охватывающего элемента (2) становится более жестким в осевом направлении.
Расположение радиальных уплотнительных поверхностей (8), (9) охватываемого (1) и охватывающего (2) элементов внешнего герметизирующего узла (7) под углом 7-12° к осевой линии резьбы обеспечивает оптимальную площадь их контакта и высокий уровень напряжений контактирующих между собой поверхностей охватываемого и охватывающего элементов, обеспечивающий герметичность соединения при всех сочетаниях воздействующих на него нагрузок.
Внутренний герметизирующий узел (6) образован контактирующими между собой радиальными уплотнительными поверхностями (10), (11), выполненными на охватываемом (1) и охватывающем (2) элементах. Радиальные уплотнительные поверхности (10), (11) выполнены под углом 1,5-4,0° к осевой линии резьбы при условии превышения угла наклона уплотнительной поверхности (11) охватываемого элемента (1) над углом наклона уплотнительной поверхности (10) охватывающего элемента (2).
Внутренняя равнопроходность (замкнутость внутреннего контура колонны обсадных труб в целом) обеспечивает беспрепятственное прохождение скважинного оборудования внутри обсадной колонны, что повышает эксплуатационную эффективность соединения.
Расположение радиальных уплотнительных поверхностей (10), (11) охватываемого (1) и охватывающего (2) элементов внутреннего герметизирующего узла (6) под углом 1,5-4,0° к осевой линии резьбы при условии превышения угла наклона уплотнительной поверхности (11) охватываемого элемента (1) над углом наклона уплотнительной поверхности (10) охватывающего элемента (2) обеспечивает оптимальную площадь их контакта и высокий уровень напряжений контактирующих поверхностей охватываемого (1) и охватывающего (2) элементов, обеспечивающий герметичность соединения при всех сочетаниях предельных нагрузок.
На охватывающем элементе (2) на сходе резьбы выполнена окружная канавка (17), предназначенная для отвода резьбонарезного инструмента без повреждения им поверхностей соединения, а также для размещения в образуемой ею при свинчивании соединения полости излишек резьбоуплотнительной смазки. Кроме того, при нарезании резьбы на охватывающем элементе (2) в месте схода резьбы на кромках вершин резьбы (3) образуются заусенцы, выступающие в сторону осевой линии резьбы (3). Наличие указанных заусенцев приводит при свинчивании соединения к повреждению радиальной уплотнительной поверхности (11) охватываемого элемента (1), образованию на ней задиров, что впоследствии сказывается на герметичности и износостойкости соединения. Окружная канавка (17), выполненная на сходе резьбы (3) охватывающего элемента (2), исключает заусенцы на кромках вершин резьбы из зоны контакта с радиальной уплотнительной поверхностью (11) охватываемого элемента (1).
Выполнение перехода (18) от радиальной уплотнительной поверхности (10) к поверхности окружной канавки (17), расположенной на сходе резьбы охватывающего элемента (2), сферическим обеспечивает увеличение площади контакта радиальных уплотнительных поверхностей (10), (11) охватываемого (1) и охватывающего (2) элементов и высокий уровень напряжений указанных поверхностей (10), (11), обеспечивающий герметичность соединения при всех сочетаниях предельных нагрузок.
Радиус сферы, по которой выполнен переход (18) от радиальной уплотнительной поверхности (10) охватывающего элемента (2) к поверхности окружной канавки (17), составляет 1-3 мм.
На длине (16), равной 20-40% от общей длины резьбы (3), выполненной на охватываемом элементе (1), начиная от захода резьбы, осуществлено протачивание указанной резьбы с уменьшением ее высоты до 50% от полной высоты профиля резьбы (3) охватываемого элемента (1). Протачивание резьбы (3) на охватываемом элементе (1) осуществляется путем среза резьбы (3) на длине 20-40% от общей длины резьбы (3) и по высоте до 50% от полной высоты профиля резьбы (3).
Осуществление вышеуказанного протачивания резьбы (3) на охватывающем элементе (1) способствует увеличению захода (заведения) охватываемого элемента (1) в охватывающий элемент (2) при сборке соединения, что обеспечивает улучшенную центровку и легкое свинчивание соединения на начальном этапе, что может иметь решающее значение при сборке соединения в «полевых» условиях при отсутствии специальных приборов для центровки.
Осуществление протачивания резьбы (3) на охватывающем элементе (1) на длину менее 20% от общей длины резьбы (3) не приведет к описанному выше эффекту улучшения центровки. Превышение длины протачивания резьбы (3) на охватывающем элементе (1) выше 40% от общей длины резьбы (3) приведет к ощутимому падению восприятия резьбой осевых растягивающих нагрузок и увеличит вероятность выхода резьб (3) из зацепления друг с другом.
Превышение высоты протачивания резьбы (3) на охватывающем элементе (1) более 50% от полной высоты профиля резьбы (3) также приведет к ощутимому падению восприятия резьбой осевых растягивающих нагрузок и увеличит вероятность выхода резьб (3) из зацепления друг с другом.
Герметичное резьбовое соединение обсадных труб работает следующим образом.
При выполнении операции свинчивания соединения первоначально осуществляется взаимодействие охватываемого (1) и охватывающего (2) элементов с помощью упорных трапецеидальных конических резьб (3), выполненных на концах на наружной поверхности охватываемого элемента (1) и внутренней поверхности охватывающего элемента (2).
В процессе свинчивания соединения происходит продвижение радиальной уплотнительной поверхности (11) охватываемого элемента (1) вдоль окружной канавки (17), выполненной на охватывающем элементе (2), затем уплотнительная поверхность (11) охватываемого элемента (1) внутреннего герметизирующего узла (6) взаимодействует с уплотнительной поверхностью (10) охватывающего элемента (2). За счет диаметральных деформаций конических уплотнительных поверхностей (10), (11) создается уплотнение типа “металл-металл”.
Одновременно происходит взаимодействие радиальных уплотнительных поверхностей (8), (9) и упорных торцевых поверхностей (12), (13) внешнего герметизирующего узла (7).
Окончание процесса свинчивания соединения происходит при смыкании упорных торцевых поверхностей (12), (13), выполненных на охватываемом (1) и охватывающем (2) элементах внешнего герметизирующего узла (7).
Пример осуществления изобретения.
Для проведения испытаний заявленного герметичного резьбового соединения обсадных труб были изготовлены образцы (№№1, 2) - обсадные трубы диаметром 139,7 мм, толщиной стенки 6,98 мм, длиной 11 м с высаженными концами. На внешнюю поверхность охватываемого элемента (1) и внутреннюю поверхность охватывающего элемента (2) были нанесены упорные трапецеидальные резьбы (3) с конусностью 1:16, шагом 4,233 мм, высотой профиля витка резьбы 1,2 мм и сформированы элементы внешнего (7) и внутреннего (6) герметизирующих узлов.
Кроме того, были изготовлены образцы (№№3, 4) по прототипу.
Основные характеристики образцов приведены в Таблице 1.
Испытания образцов проводились на многократность свинчивания-развинчивания и на газогерметичность соединения.
Таким образом, образцы №№1, 2, выполненные в соответствии с заявленным изобретением, показали газогерметичность соединения при действии растягивающих, сжимающих и изгибающих нагрузок, крутящего момента в различных их сочетаниях, улучшение характеристик свинчиваемости соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2016 |
|
RU2639343C1 |
| Резьбовое соединение обсадных труб | 2018 |
|
RU2704075C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2504710C1 |
| Резьбовое соединение обсадных труб | 2020 |
|
RU2808402C1 |
| Резьбовое соединение насосно-компрессорных труб | 2020 |
|
RU2808401C1 |
| Высокомоментное безмуфтовое резьбовое соединение нефтегазопромысловых труб | 2022 |
|
RU2785878C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2500875C1 |
| Резьбовое соединение нефтепромысловых труб с высоким сопротивлением сжатию и комбинированным нагрузкам (варианты) | 2017 |
|
RU2678785C1 |
Изобретение относится к резьбовым соединениям обсадных труб. Техническим результатом является газогерметичность соединения при действии разнонаправленных нагрузок, улучшение характеристик свинчиваемости соединения и увеличении его износостойкости. Соединение содержит охватываемый и охватывающий элементы, на концах которых выполнены упорные трапецеидальные резьбы с конусностью 1:16. Углы наклона закладной и опорной граней профиля витка к нормали осевой линии резьбы 10-30° и 0-10° соответственно. Внешний герметизирующий узел образован радиальными уплотнительными поверхностями, выполненными под углом 7-12° к осевой линии резьбы, и упорными торцевыми поверхностями, выполненными под углом 5-17° к нормали осевой линии резьбы. Внутренний герметизирующий узел образован радиальными уплотнительными поверхностями, выполненными под углом 1,5-4,0° к осевой линии резьбы. На длине, равной 20-40% от общей длины резьбы, выполненной на охватываемом элементе, начиная от захода резьбы, осуществлено протачивание резьбы с уменьшением ее высоты до 50% от полной высоты профиля резьбы. На сходе резьбы охватывающего элемента выполнена окружная канавка, переход от поверхности которой к радиальной уплотнительной поверхности выполнен сферическим. 3 з.п. ф-лы, 4 ил., 1 табл., 1 пр. 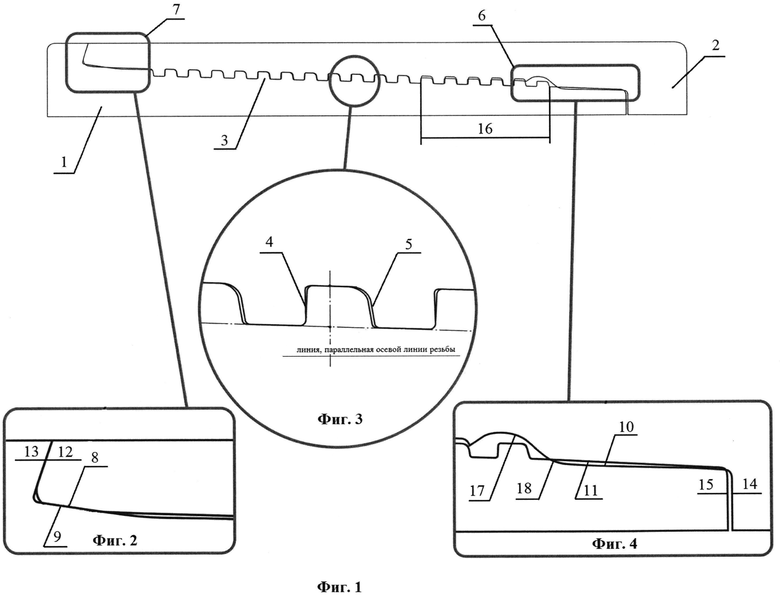
1. Герметичное резьбовое соединение обсадных труб, содержащее охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях соответственно выполнены упорные трапецеидальные конические резьбы и образующие внутренний и внешний герметизирующие узлы контактирующие между собой упорные торцевые и радиальные уплотнительные поверхности, при этом на охватывающем элементе на сходе резьбы выполнена окружная канавка, отличающееся тем, что упорные трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:16, углом наклона закладной грани профиля витка 10-30° к нормали осевой линии резьбы и углом наклона опорной грани профиля витка от 0 до -10° к нормали осевой линии резьбы, внешний герметизирующий узел образован радиальными уплотнительными поверхностями охватываемого и охватывающего элементов, выполненными под углом 7-12° к осевой линии резьбы, и упорными торцевыми поверхностями охватываемого и охватывающего элементов, выполненными под углом 5-17° к нормали осевой линии резьбы, при условии превышения угла наклона упорной торцевой поверхности охватываемого элемента над углом наклона упорной торцевой поверхности охватывающего элемента, внутренний герметизирующий узел образован радиальными уплотнительными поверхностями охватываемого и охватывающего элементов, выполненными под углом 1,5-4,0° к осевой линии резьбы, при условии превышения угла наклона уплотнительной поверхности охватываемого элемента над углом наклона уплотнительной поверхности охватывающего элемента, при этом на длине, равной 20-40% от общей длины резьбы, выполненной на охватываемом элементе, начиная от захода резьбы, осуществлено протачивание указанной резьбы с уменьшением ее высоты до 50% от полной высоты профиля резьбы охватываемого элемента, причем на охватывающем элементе переход от радиальной уплотнительной поверхности к поверхности окружной канавки выполнен сферическим.
2. Соединение по п.1, отличающееся тем, что торцевые поверхности внутреннего герметизирующего узла, выполненные на охватываемом и охватывающем элементах, расположены под углом 89,5-90,5° к нормали осевой линии резьбы.
3. Соединение по п.1, отличающееся тем, что окружная канавка на сходе резьбы охватывающего элемента имеет треугольный профиль.
4. Соединение по п.1, отличающееся тем, что радиус сферы, по которой выполнен переход от радиальной уплотнительной поверхности охватывающего элемента к поверхности окружной канавки, составляет 1-3 мм.
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Схема включения белого огня на КЭБ-сигнале | 1950 |
|
SU90159A1 |
| Приспособление для опоражнивания силосов | 1930 |
|
SU26627A1 |
| Резьбовое соединение нефтяных труб | 1977 |
|
SU993829A3 |
| US 6030004 A, 29.02.2000 | |||

