Группа изобретений относится к резьбовым соединениям обсадных и насосно-компрессорных стальных труб с уплотнением «металл-металл», предназначенным для крепления стенки ствола пробуренной скважины для добычи нефти, газа, газового конденсата или закачки в подземные пласты технологических жидкостей.
Такие резьбовые соединения получили у потребителей (нефтегазодобывающие компании) и изготовителей (трубные компании) название - соединения класса «Премиум» (Premium). Указанные резьбовые соединения обладают высокой герметичностью и повышенной надежностью при многократных воздействиях комбинированных нагрузок, возникающих при эксплуатации труб в скважинах. При этом к трубам и резьбовым соединениям предъявляются высокие требования по эксплуатационной надежности, например:
- в наклонно-направленных (изгибающихся по радиусу) скважинах или скважинах с горизонтальным участком трубы имеют постоянный изгиб, что приводит к образованию повышенных изгибающих напряжений по телу и резьбовому соединению;
- восприятие трубой близких к предельному для материала трубы внешнего или внутреннего давления жидких сред (подземные водяные и нефтяные пласты с высоким давлением) или подвижных геологических структур, осевых сжимающих нагрузок на тело трубы и резьбовое соединение при спуске труб в скважину, а также комбинации этих и других нагрузок;
- эксплуатация трубы при многочисленных циклах растяжения и сжатия, например, при добыче методом паровой стимуляции.
Технологическая сложность осваиваемых месторождений постоянно повышается и в результате этого условия строительства и эксплуатации труб в скважинах становятся все более жесткими. Поэтому требования, предъявляемые к резьбовым соединениям класса «Премиум» становятся все более разнообразными и более жесткими, при этом в условиях постепенного увеличения потребления таких труб необходимо обращать внимание на обеспечение стабильного качества и надежности данной продукции, снижение ее себестоимости и обеспечение возможности массового изготовления.
Большинство изобретений в рассматриваемой области направлено на то, чтобы резьбовое соединение обеспечивало структурную прочность колонны труб и необходимый запас герметичности при статических и последовательных знакопеременных нагрузках, соответствующих 80-100% предельной нагрузки по телу трубы в эквиваленте по фон Мизесу, а также, чтобы резьбовое соединение допускало разборку колонны с возможностью повторного использования.
Наиболее распространенные в 80-90-х годах прошлого века резьбовые соединения обеспечивали 100% эффективность на растяжение и внутреннее давление, однако обладали низкими эксплуатационными характеристиками на сжатие и внешнее давление. Причинами низкого сопротивления сжатию являются определенные конструктивные ограничения, а именно: толщина концевого участка, так называемого носика, где располагается уплотнение «металл-металл», составляет не более 50-60% от толщины стенки трубы. В этом случае при действии на резьбовое соединение сжимающей нагрузки она практически полностью передается на торцевую поверхность указанного выше носика («заплечика», от англ. shoulder), что приводит к возникновению пластических деформаций, смещению носика ниппеля к оси трубы и раскрытию уплотнения «металл-металл» (т.е. потере герметичности).
Причиной низкого сопротивления наружному (внешнему) давлению является низкая радиальная жесткость ниппеля в месте расположения уплотнения, т.к. это приводит к плохому сопротивлению носика ниппеля обжатию при действии внешнего давления. Когда внешняя среда проникает сквозь зазоры между витками резьбы в область между резьбой и уплотнением, величина контактного давления уменьшается из-за обжатия ниппеля и при дальнейшем росте внешнего давления уплотнение не может препятствовать проникновению внешней текучей среды.
Анализ данных научно-технической литературы и проведенные авторами собственные исследования показывают, что повышение герметичности резьбового соединения в отношении внешнего давления и сопротивления сжатию может быть достигнуто при увеличении жесткости ниппеля за счет его утолщения. С этой целью часто перед нарезкой трубы предварительно осуществляется обжатие (обкатку) небольшого по длине концевого участка трубы, - т.е. уменьшение диаметра конца трубы. Даже небольшого уменьшения внутреннего диаметра трубы достаточно для увеличения толщины носика. Кроме того, такое уменьшение не приводит к сложностям при последующей эксплуатации трубы (не препятствует проведению необходимых технологических операций внутри трубы при освоении скважин), а также для насосно-компрессорных труб не приводит к значительному уменьшению внутреннего канала, которое может изменить гидродинамические параметры процесса движения прокачиваемой жидкости.
В настоящем описании применяются термины, характерные для данной области техники как при проектировании, так и при производстве резьбовых соединений с уплотнением «металл-металл». Например, при изготовлении уплотнения, имеющего в сечении дугу (любого радиуса) - на теле вращения (охватывающий или охватываемый элементы), данный элемент будет иметь тороидальный вид. Тем не менее, для такого элемента применяется термин - «сфера». Авторы предлагают в дальнейшем раскрытии собственного изобретения использовать:
- термин «тороидальная поверхность» там, где необходимо объяснить геометрические характеристики, свойства и поведение данного элемента;
- термин «сфера» там, где необходимо привести описание работы (действия) данного элемента.
Такое двойное использование термина аналогично тому, что в отдельных патентах и в технической литературе по рассматриваемым резьбовым соединениям «торцевое уплотнение» называют «заплечик» (от английского «shoulder»), что позволяет специалистам в данной области техники понимать, о чем идет речь даже при использовании и того и другого термина одновременно.
Проведенный авторами анализ существующих проблем позволил выявить отдельные и наиболее значительные среди них, которые должны, по мнению авторов, работать в комплексе для обеспечения технического результата:
- обеспечение работоспособности носика резьбового соединения при различных комбинированных нагрузках без потери важной способности - герметичности;
- обеспечение достаточной несущей способности резьбового соединения (т.е. способности резьбы выдерживать проектные нагрузки при растяжения и сжатии) без потери своих свойств при многократных операциях свинчивания и развинчивания;
- обеспечение работоспособности носика резьбового соединения при циклических сжимающе-растягивающих нагрузках без критического изменения геометрии контактирующих поверхностей.
Так, способ увеличения сопротивляемости внешнему давлению и сопротивления сжатию соединения типа «Премиум» за счет увеличения радиальной жесткости ниппеля в месте расположения уплотнения и сопутствующего увеличения радиального размера упорного торца описан в публикации WO 2004/109173 (опубликован также как ЕА 008078). В соответствии с данным изобретением уплотнение размещается вблизи резьбовой части, а между уплотнением и упорным торцом находится носик. Имеющий такую форму, что между его наружной поверхностью и муфтой существует зазор, образованный за счет расточки муфты. Для оценки радиальной жесткости можно принять, что она пропорциональна площади поперечного сечения трубы, опирающегося на контактную поверхность. Утолщение носика позволяет увеличить эту площадь, а расточка муфты позволяет сконструировать носик с формой, обеспечивающей максимальную контактную поверхность упорного торца. В то же время, авторы указанного технического решения по патентному документу WO 2004/109173 (ЕА 008078), показывают, что даже при большой толщине носика при одновременном приложении сильной силы сжатия и внешнего давления возможна разгерметизация.
Авторы технических решений, описанных в DE 4446806 и WO 2009/060729 (опубликован также как ЕА017155) или, например, US8882157 и WO 2012/003645, в качестве причины разгерметизации резьбового соединения типа «Премиум» (в частности, по изобретению WO 2004/109173) указывают неравномерную деформацию длинного носика при воздействии чрезмерного момента свинчивания резьбового соединения или большого сжимающего усилия. Из общедоступных источников по данной проблеме известно, что если резьбовое соединение содержит осевой упор (торцевое уплотнение - заплечик), плоскость которого расположена под отрицательным (обратным) углом к плоскости перпендикулярной к оси соединения, то при сборке соединения возникает радиальное усилие, действующее на носик ниппеля. Данное усилие может приводить к дополнительному поджатию уплотнительной поверхности ниппеля к ответной уплотнительной поверхности муфты, что улучшает герметизацию. Однако в случае большого расстояния между уплотнением и осевым упором (заплечиком) необходимо учитывать возможность упругого изгиба носика ниппеля в бесконтактной зоне между уплотнением и заплечиком. При этом сложная деформация носика может привести к тому, что контактное давление в уплотнении может, как повыситься, так и уменьшиться, в зависимости от конкретной конструкции носика.
Для преодоления этого явления в технических решениях по патентным документам DE 4446806 и WO 2009/060729 между основным уплотнением и упорным торцом введена дополнительная посадка с натягом, образованная благодаря тому, что охватываемый элемент выполнен с дополнительной криволинейной поверхностью. При этом дополнительное уплотнение (образовано в контакте криволинейной и конической поверхности) ограничивает перемещения носика ниппеля наружу, также обеспечивает центрирование и стабилизацию работы основного уплотнения под комбинированными нагрузками. Однако в обеих рассматриваемых конструкциях дополнительное уплотнение несет в себе только функции центрирования и стабилизации соединения, так как существуют такие комбинации нагрузок, когда в данном уплотнении между внешней и внутренней посадочной поверхностью может возникнуть зазор и анализируемая посадка с натягом перестанет выполнять роль уплотнения.
Для сохранения герметичности резьбового соединения при любых вариантах нагружения в техническом решении по патенту DE 4446806 предпринята попытка решить проблему сохранения герметичности и работоспособности резьбового соединения за счет увеличения натяга, - т.е. геометрического перекрытия поверхностей внутреннего охватываемого элемента (например, трубы) и внешнего охватывающего элемента (например, муфты). Авторы DE 4446806 предложили расположить дополнительное уплотнение в месте, близком к торцу ниппеля, а величину радиального натяга данного уплотнения выполнить по меньшей мере в 1,15 раза, а максимально в 1,3 раза, превосходящим натяг основного уплотнения. Это сделано для обеспечения достаточного контактного давления в дополнительном уплотнении при умеренном контактном давлении на основном уплотнении. Однако, поскольку радиальная жесткость вблизи торца существенно меньше радиальной жесткости под основным уплотнением, контактное давление в защитном уплотнении для ряда нагрузок недостаточно для обеспечения герметичности. Кроме этого, большой натяг в дополнительном защитном уплотнении может приводить к его «выключению» при последовательном действии комбинации большой сжимающей нагрузки с внешним давлением и комбинации растяжения совместно с внутренним давлением из-за возникновения пластических деформаций непосредственно у торца ниппеля - т.е. это дополнительное защитное уплотнение перестает исполнять возложенную на него роль. При этом если из-за пластического обжатия ниппеля под данным защитным уплотнением произойдет возникновение зазора хотя бы для одной из комбинаций нагрузок, для этой комбинации нагрузок защитное уплотнение не будет выполнять центрирующую и стабилизирующую роль. Кроме того, патентный документ DE 4446806 рекомендует устанавливать большие расстояния от заплечика до защитного участка, от защитного участка до уплотнительной поверхности и от уплотнительной поверхности до резьбы, при этом концевой участок получается достаточно длинным, так что достижение высоких характеристик работы соединения на сжатие из-за малого радиального размера торца становится невозможным.
В публикации WO 2009/060729 (опубликован также как ЕА 017155) защитную функцию выполняет дополнительный радиально-осевой заплечик (угол наклона 5-30° к оси соединения, от +60 до +85° по отношению к плоскости перпендикулярной к оси соединения) выполненный смежным к поверхности основного заплечика с обратным углом. Диаметральный натяг для поверхностей дополнительных заплечиков составляет максимально 1,1 от натяга основного уплотнения и предпочтительно, равен натягу основного уплотнения. Выбор такой величины натяга приводит к тому, что в состоянии силовой сборки контакт в дополнительном заплечике отсутствует. При сборке соединения, вследствие взаимодействия ниппеля и муфты в основном уплотнении весь концевой участок ниппеля, включая поверхность дополнительных заплечиков ниппеля будет смещаться внутрь (уменьшаться в диаметре) на величину больше или равную натягу в основном уплотнении, так что между поверхностями дополнительных заплечиков ниппеля и муфты контакта происходить не будет. Однако при действии комбинированных нагрузок такой контакт становится возможным, благодаря особому расположению поверхности дополнительных заплечиков ниппеля и муфты. Возникновение контакта обеспечивает ограничение радиальной деформации конца носика ниппеля наружу. В результате исчезает отрицательный эффект загиба носика при действии сжимающей нагрузки или избыточного момента свинчивания, приводящий к уменьшению контактного давления в основном уплотнении. Система из основного и дополнительного заплечиков работает как соединение шип-паз, жестко фиксируя радиальное положение ниппеля относительно муфты. Однако в данном случае к резьбовому соединению предъявляются дополнительные требования точности, характеризующие соотношение натягов в основном уплотнении и дополнительном заплечике, что удорожает стоимость производства соединения и увеличивает необходимый объем и точность контроля. Также при действии на такое соединение наружного давления, при котором происходит совместное обжатие ниппеля и муфты, из-за слишком жесткого закрепления носика ниппеля в муфте возможно возникновение пластического обжатия носика ниппеля, что в свою очередь может привести к потере герметичности соединения при одновременном приложении сильной силы сжатия и внешнего давления в ходе последующего совместного приложения усилия растяжения и внутреннего давления. Аналогичная ситуация может иметь место при последовательном действии изгиба и комбинации из растяжения и внутреннего давления, а именно соединение остается герметичным при действии изгиба, однако теряет герметичность после снятия изгиба и приложения совместного большого растяжения с чрезмерным внутренним давлением.
Рассмотренные выше технические решения по патентным описаниям DE 4446806 и WO 2009/060729 (опубликован также как ЕА 017155) являются наиболее близкими аналогами предлагаемого технического решения. В патенте DE 4446806 рассматривается комбинация из двух уплотнений типа «сфера-конус», при этом ближнее к торцу уплотнение может терять герметичность из-за пластических деформаций при циклическом действии противоположных комбинаций нагрузок. В решении WO 2009/060729 рассматривается комбинация из уплотнения и дополнительного заплечика, однако в качестве необязательных, дополнительных и заместительных признаков указана возможность использования сферы или другой криволинейной поверхности как одной из контактных поверхностей уплотнения, а также сферы или другой криволинейной поверхности как одной из контактных поверхностей дополнительного заплечика.
В обоих приведенных технических решениях улучшение свойств герметичности для уплотнения расположенного со стороны резьбы на носике с высокой радиальной жесткостью достигается введением дополнительной силовой посадки между основным уплотнением и заплечиком, который ограничивает радиальные перемещения носика ниппеля наружу, в сторону увеличения диаметра. В случае изобретения DE 4446806 данный элемент в состоянии силовой сборки соединения перетянут, в случае изобретения WO 2009/060729 данный элемент в состоянии силовой сборки соединения недотянут.Здесь «перетянут» означает, что контактное давление в защитном элементе приводит к увеличению радиального обжатия носика ниппеля и сильной разгрузки основного уплотнения, «недотянут» означает, что натяг в основном уплотнении в состоянии силовой сборки приводит к резкому падению контактного давления в дополнительной силовой посадке, вплоть до возникновения зазора.
В результате резьбовые соединения как в соответствии с патентом DE 4446806, так и в соответствии с публикацией WO 2009/060729 могут иметь недостаточные характеристики герметичности при циклах (большое сжатие и большое наружное давление) - (большое растяжение и большое внутреннее давление). «Большое» означает близкое к предельному: не более чем на 5% меньше заявленной эксплуатационной характеристики на данный вид нагрузки: в настоящее время проверка герметичности при попеременном воздействии предельного внутреннего и внешнего давления в сочетании со 100% нагрузками растяжения-сжатия включена в процедуру квалификационных испытания резьбового соединения серии «А» ISO 13679 (или API 5С5), и носит название «циклы Q1-Q3», то есть попеременное приложение предельных нагрузок из первого и третьего квадрантов круга VME для резьбового соединения.
На основании вышесказанного следует вывод о том, что различными исследователями предпринимались попытки создать узел герметизации резьбового соединения класса «Премиум», включающий два уплотнения «металл-металл». Но в известных технических решениях второе - дополнительное - уплотнение играет вспомогательную роль и не обеспечивает герметичность во всем диапазоне эксплуатационных нагрузок.
Разработка конструкции герметизирующего узла с двумя уплотнениями «металл-металл», в котором оба уплотнения сохраняют герметичность при всех возможных комбинациях нагрузок, позволяет улучшить свойства герметичности и повысить надежность резьбового соединения класса «Премиум».
Максимально возможные характеристики герметичности означают, что соединение наилучшим способом использует ресурс радиальной жесткости, создаваемый носиком ниппеля. Действительно существует определенный уровень обжатия носика, после превышения которого деформации перестают быть упругими. Соответственно существует максимальный уровень герметичности, который можно достичь для заданной конструкции носика. Однако физически максимальный уровень недостижим из-за неравномерного обжатия носика. Высочайшие характеристики соответствуют предельно близким к максимально допустимому уровню в упругой области деформаций носика ниппеля.
Повышенная надежность означает, что соединение обеспечивает герметичность уже в нижней области допустимых упругих радиальных натягов в узле герметизации, то есть недотянутое по уплотнению соединение сохраняет герметичность для высоких повторяющихся комбинированных нагрузок. Дальнейшее повышение радиального натяга с сохранением работы материала трубы и муфты в упругой области повышает запас герметичности и увеличивает надежность соединения.
Таким образом, предлагаемая группа изобретений - вариантов резьбового соединения типа «Премиум» для стальных труб, - решает техническую проблему по обеспечению максимально возможных характеристик герметичности и повышенной надежности при воздействии самого широкого диапазона эксплуатационных нагрузок, включая изгибные, сжимающие, комбинированные и циклические нагрузки, и приводит к достижению технического результата, заключающегося в сохранении своих рабочих характеристик после многократных операций сборки-разборки.
В качестве прототипа к двум изобретениям из группы выбрано техническое решение по патенту DE 4446806.
Сущность первого варианта изобретения состоит в следующем.
Резьбовое соединение нефтепромысловых труб содержит охватываемый элемент с конической наружной резьбой и охватывающий элемент с конической внутренней резьбой, при этом охватываемый элемент имеет концевой участок, содержащий радиальную уплотнительную поверхность и торцевой участок с поверхностью заплечика, а охватывающий элемент имеет радиальную уплотнительную поверхность и поверхность заплечика, причем при силовом свинчивании резьбового соединения уплотнительные поверхности входят в герметичный контакт с радиальным натягом и, по крайней мере, часть поверхности заплечика охватываемого элемента находится в осевом контакте с заплечиком охватывающего элемента. Согласно изобретению радиальная уплотнительная поверхность охватываемого элемента выполнена с двумя последовательно расположенными тороидальными поверхностями, которые при осевом контакте заплечиков образуют с ответной уплотнительной поверхностью охватывающего элемента два уплотнения с радиальными натягами d1 и d2 соответственно, такими что, выполняется эмпирическая зависимость  где R1 и R2 - радиусы дуг окружностей тороидальных поверхностей в сечении вдоль оси трубы, имеющие численное значение не менее 10 мм, причем заплечики выполнены с углом наклона не более 20° к нормали к оси трубы, а уплотнительная поверхность охватывающего элемента содержит участок с конусностью от 1:6 до цилиндрической поверхности.
где R1 и R2 - радиусы дуг окружностей тороидальных поверхностей в сечении вдоль оси трубы, имеющие численное значение не менее 10 мм, причем заплечики выполнены с углом наклона не более 20° к нормали к оси трубы, а уплотнительная поверхность охватывающего элемента содержит участок с конусностью от 1:6 до цилиндрической поверхности.
Некоторые предпочтительные аспекты данного изобретения:
- радиусы R1 и R2 тороидальных уплотнительных поверхностей лежат в интервале не от 20 до 80 мм; при этом размер в осевом направлении участков тороидальных уплотнительных поверхностей составляет не менее 3 мм и предпочтительно лежит в интервале от 4 до 8 мм;
- используют предварительно обжатую по диаметру трубу на длине не более 50 мм от торца данной трубы с образованием участка с конусностью, равной или более конусности резьбы, при этом уменьшение внутреннего диаметра трубы не превышает величину 3 мм;
- толщина концевого участка охватываемого элемента, содержащего уплотнительную поверхность, составляет 60-80% от толщины стенки охватываемого трубчатого элемента;
- радиус дуги окружности уплотнения, расположенного ближе к торцу трубы, меньше радиуса дуги окружности уплотнения, расположенного дальше от торца охватываемого элемента;
- расстояние от плоскости торцевого уплотнения до центра первой окружности составляет 2-5 мм, а расстояние от плоскости торцевого уплотнения до центра второй окружности составляет 7-12 мм;
- ответная уплотнительная поверхность охватывающего элемента выполнена из нескольких сопряженных участков тороидальной и конической формы, таким образом, что расположенным на охватываемом элементе тороидальным участкам соответствуют различные конусные участки охватывающего элемента с различающейся или совпадающей конусностью от менее 1:6 до цилиндрической поверхности;
- радиальные натяги d1 и d2, удовлетворяющие соотношению  выбираются из условия, согласно которому окружные напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляют 60-100% от предела текучести материала охватываемого элемента;
выбираются из условия, согласно которому окружные напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляют 60-100% от предела текучести материала охватываемого элемента;
- момент свинчивания резьбового соединения выбирается из условия, согласно которому после сборки соединения осевые напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляли 50-80%) от предела текучести материала охватываемого элемента.
Сущность второго варианта изобретения состоит в следующем.
Резьбовое соединение нефтепромысловых труб содержит охватываемый элемент с конической наружной резьбой и охватывающий элемент с конической внутренней резьбой, при этом охватываемый элемент имеет концевой участок, содержащий радиальную уплотнительную поверхность и торцевой участок с поверхностью заплечика, а охватывающий элемент имеет радиальную уплотнительную поверхность и поверхность заплечика, причем при силовом свинчивании резьбового соединения уплотнительные поверхности входят в герметичный контакт с радиальным натягом и, по крайней мере, часть поверхности заплечика охватываемого элемента находится в осевом контакте с заплечиком охватывающего элемента. При этом радиальная уплотнительная поверхность охватываемого элемента состоит из двух последовательно расположенных тороидальных поверхностей с профилем в сечении вдоль оси трубы в виде дуги окружности, которые образуют с ответной конической уплотнительной поверхностью охватывающего элемента два уплотнения типа «сфера-конус», расстояние от плоскости торцевого уплотнения до центра первой окружности составляет 2-10 мм, а радиусы дуг окружностей и расстояние между центрами этих окружностей выбирают таким образом, что при полном свинчивании резьбового соединения и изгибе соединения на угол не менее 13°/10 м, а также при наличии внутреннего давления среды до 100% от предела текучести материала изделия, сохраняется контакт и по первому и по второму участкам уплотнения типа «сфера-конус».
Указанный технический результат достигается за счет того, что трубы для обустройства скважины или добычи углеводородов изготавливаются с коническим резьбовым соединением, содержащем резьбу определенного профиля, внутренний упор, который после сборки соединения образует торцевое уплотнение, а также внутренюю и внешнюю уплотнительные поверхности при взаимодействии которых после сборки образуются два уплотнения типа «сфера-конус», при этом параметры уплотнений (радиусы тороидальных участков, величины натягов, расположение относительно торцевого уплотнения) взаимосвязаны с друг другом.
Взаимосвязь между параметрами уплотнений определяется исходя из того, что после сборки резьбового соединения, окружные напряжения в носике охватываемого элемента имеют вполне определенное значение, а уровень контактных напряжений в уплотнениях способен обеспечить герметичность (работоспособность) резьбового соединения в самых экстремальных условиях эксплуатации.
Требуемый технический результат достигается в двух различных вариантах обеспечения взаимосвязи между параметрами уплотнений типа «сфера-конус», это или наложение ограничений на соотношение между характеристиками уплотнений (радиусы тороидальных участков, величины натягов, расположение относительно торцевого уплотнения), или сочетание характеристик расположения уплотнений типа «сфера-конус» в конструкции после сборки с параметрами определяющими работоспособность резьбового соединения при различных вариантах нагрузок.
Предложенная к патентованию группа изобретений поясняется чертежами.
На фигурах 1-9 показано резьбовое соединение обсадных и насосно-компрессорных труб, отдельные конструктивные элементы резьбового соединения, и различные частные случаи исполнения.
На фигуре 1а схематично представлено резьбовое соединение в изометрии с местным разрезом; на фигуре 1б схематично представлен главный вид резьбового соединения в разрезе.
На фигуре 2а схематично представлена часть охватываемого элемента (ниппеля) в продольном сечении; на фигуре 2б схематично представлена часть охватывающего муфтового элемента (муфты) в продольном сечении.
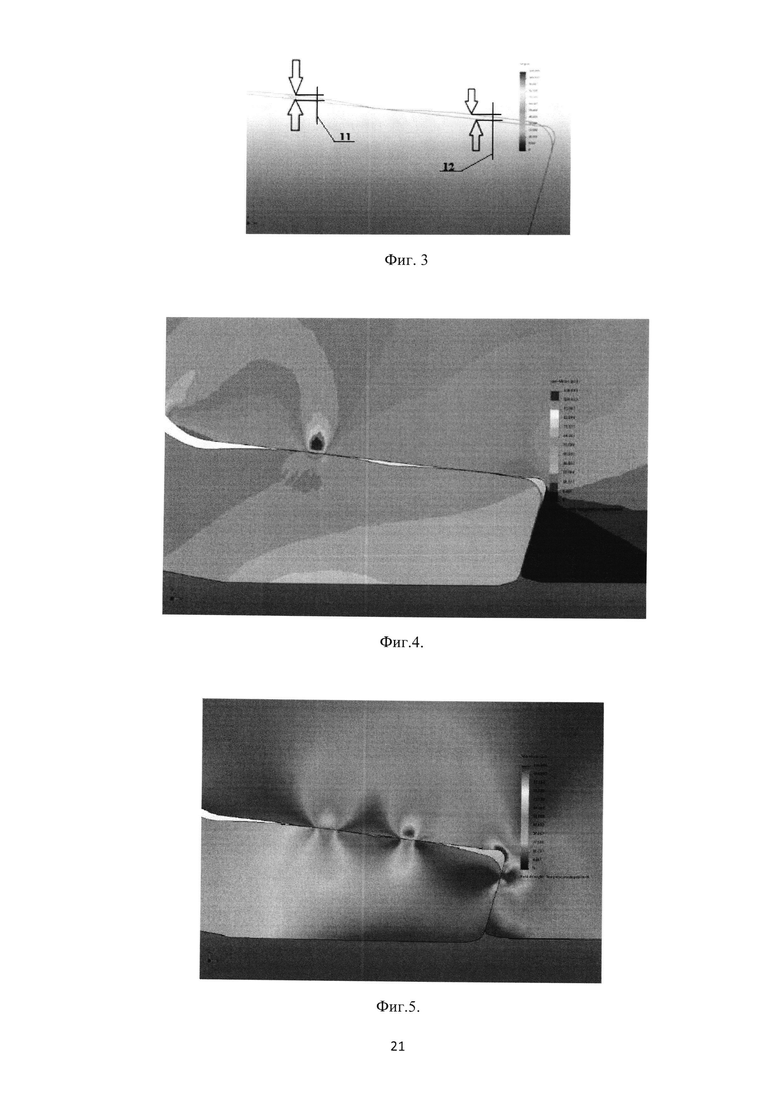
На фигуре 3 схематично показано условное наложение наружной уплотнительной поверхности ниппеля и внутренней уплотнительной поверхности муфтового элемента после силового свинчивания, а также условно показаны радиальные натяги в первом и втором уплотнении.
На фигуре 4 представлена картина эквивалентных напряжений в ходе сборки резьбового соединения с наличием контакта только по второму уплотнению.
На фигуре 5 представлена картина эквивалентных напряжений после силовой сборки резьбового соединения с наличием контакта в первом и втором уплотнении, а также в торцевом уплотнении.
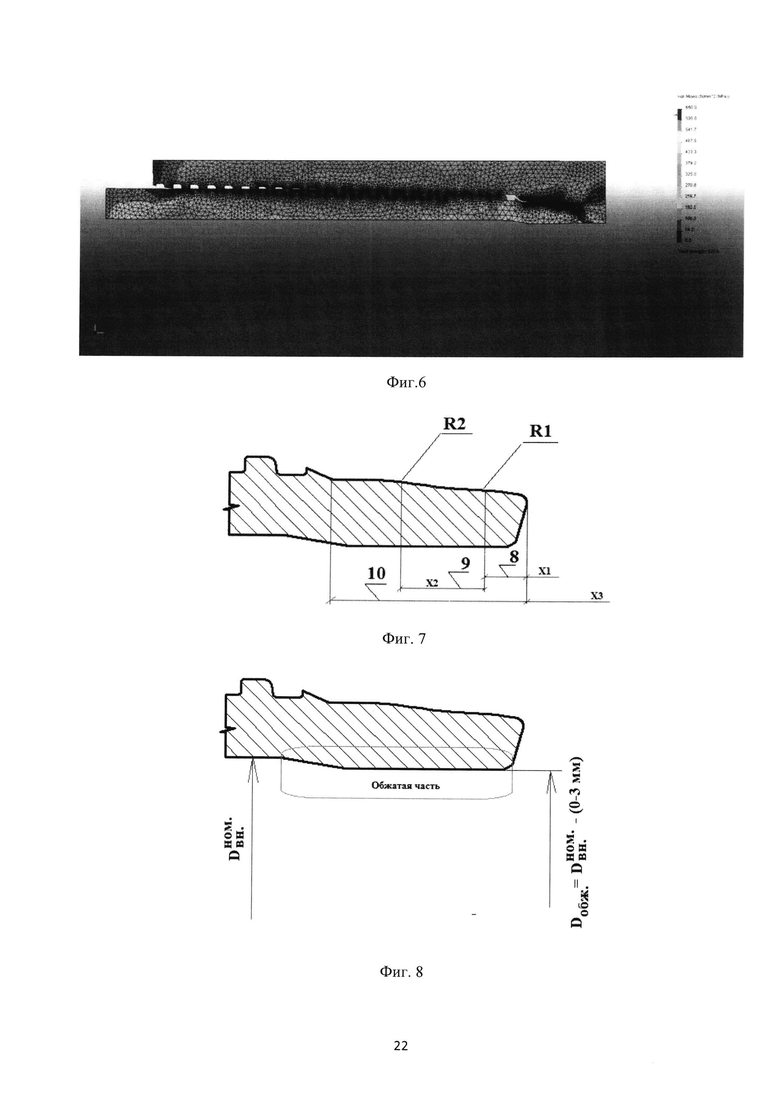
На фигуре 6 представлена картина эквивалентных напряжений по всем элементам резьбового соединения после силовой сборки резьбового соединения с оптимальным моментом свинчивания.
На фигуре 7 схематично представлена часть трубного элемента резьбы (ниппеля) в продольном сечении с радиусами тороидальных участков уплотнительных поверхностей и с размерами, определяющими положение первого и второго уплотнения.
На фигуре 8 схематично показана форма носика ниппеля, для получения которой необходимо введение операции обжима.
На фигурах 9а и 9б представлены фотографии муфты и ниппеля изготовленного резьбового соединения.
Конструкция резьбового соединения нефтепромысловых (фиг. 1а и 1б) содержит охватываемый элемент 1 и охватывающий элемент 3 с конической резьбой с профилем неравнобедренной трапеции, при этом на фиг. 1а, 1б, 2а, 2б позицией 2 обозначен узел герметизации. Итак, указанные элементы 1 и 3 образуют уплотнения:
- два радиальных уплотнения при взаимодействии двух участков 4 и 5 (фиг. 2а), наружной поверхности носика ниппеля с ответной поверхностью муфты 6 (фиг. 2б);
- торцевое уплотнение при взаимодействии поверхности торца ниппеля с ответной поверхностью муфты 7 (фиг. 2б).
Следует отметить, что, несмотря на то, что в качестве примера авторы иллюстрируют описание муфтовым резьбовым соединением, все технические решения эквивалентны для безмуфтового соединения, когда в конструкции трубы предусмотрено, что один конец трубы выполнен в виде традиционного ниппеля с наружной резьбой, а противоположный конец трубы - в виде раструба, т.е. муфтовый конец трубы.
Таким образом, можно резюмировать, что технический результат, обеспечиваемый заявленным изобретением, заключается в обеспечении высокой герметичности соединения при действии на него значительных разнонаправленных нагрузок (растяжение, сжатие, изгиб, внутреннее и наружное давление жидкости и их комбинация), улучшенных характеристиках свинчиваемости при отсутствии или минимизации задиров металла на уплотнительных поверхностях и резьбе при многократных циклах свинчивания-развинчивания. Такое техническое решение обеспечивает эксплуатационную эффективность применения труб с предлагаемым резьбовым соединением.
Предложенное авторами изобретение включает в себя некоторые известные технические приемы и собственные новшества для привнесение абсолютно новых эксплуатационных характеристик, предназначенных для дальнейшего увеличения свойств герметичности и надежности, тем самым приводящим к изменению технических характеристик резьбового соединения в целом. Такими известными техническими приемами, в первую очередь, являются:
- использование обжима;
- особый профиль резьбы;
- особая конструкция торцевой ниппельной части трубы (торцевая герметизирующая поверхность), в т.ч. специфический угол наклона плоскости упорного торца;
- особое устройство радиального герметизирующего узла;
- особая форма носика ниппеля и выточки в муфте.
При этом веденные авторами в настоящем изобретении геометрические размеры того или иного конструктивного элемента и условия обжима служат для дальнейшего улучшения герметичности и надежности, а также для достижения высокой эффективности резьбового соединения на сжатие, изгиб и крутящий момент.
В резьбовом соединении класса «Премиум» узел герметизации 2 (фиг. 1а, 1б, 2а, 2б) содержит на охватываемом элементе 1 два отстоящих друг от друга в осевом направлении тороидальных участка 4 и 5 (фиг. 2а) и как минимум один ответный конический участок 6 (фиг. 2б) на охватывающем 3 элементе (муфте), которые при сборке соединения образуют два взаимно влияющих друг на друга уплотнения 8 и 9 «сфера-конус» (фиг. 3). При этом авторы предлагают использовать эмпирически выведенное соотношение для расчета взаимосвязи радиусов уплотнительных «сфер» и натягов в соответствующих контактирующих поверхностях при сборке соединения:
где R1 и R2 - радиусы тороидальных участков уплотнительной поверхности (фиг. 2а), d1 и d2 - фактические величины натягов в первом и втором уплотнении 9 и 8 соответственно (фиг. 3) в состоянии силовой сборки резьбового соединения (в момент соприкосновения поверхностей торцевого уплотнения).
При этом авторы предлагают первым считать уплотнение, расположенное со стороны упорного торца (ближе к торцу трубы), а вторым считать уплотнение, расположенное со стороны резьбы.
В результате проводимых авторами проверочных прочностных расчетов методами конечных элементов и натурными испытаниями образцов резьбовых соединений на испытательных стендах установлено, что выполнение данного соотношения ограничивает негативное влияние «разжатия» уплотнительных поверхностей при воздействии неблагоприятных комбинаций нагрузок, что позволяет создать резьбовое соединении класса «Премиум» с повышенными характеристиками герметичности и надежности.
Ниже подробно описаны причины выбора приведенных зависимостей.
Как показано в патентах DE 4446806 и WO 2009/060729, создание второй опорной точки, обеспечивающей дополнительный контакт между поверхностью ниппеля и ответной поверхностью муфты («первое» уплотнение настоящего изобретения) позволяет более полно использовать ресурс радиальной жесткости длинного ниппеля. Однако в случае и первого и второго из указанных изобретений опорная точка работает только для ряда комбинаций нагрузок из полного круга VME резьбового соединения. Для определенного вида нагрузок во второй опорной точке может возникать зазор, либо из-за необратимых пластических деформаций приводящего к снижению уровня контактных давлений, либо из-за уменьшенного радиального натяга в опорной точке. В результате резьбовые соединения как в соответствии с патентом DE 4446806, так и в соответствии с публикацией WO 2009/060729 могут иметь недостаточные характеристики герметичности при Q1-Q3 циклах: (большое сжатие + большое наружное давление) - (большое растяжение + большое внутреннее давление). Кроме этого существует задача повышения эффективности работы соединения на сжатие, изгиб и крутящий момент.
Авторы настоящего изобретения в результате расчетов и опытных работ с образцами резьбового соединения показали возможность создания такого резьбового соединения с узлом герметизации, содержащим два разнесенных в осевом направлении уплотнения типа «сфера-конус», первое из которых расположено со стороны упорного торца, второе со стороны резьбовой части, в котором оба уплотнения сохраняют герметичность во всем круге VME повторяющихся комбинированных нагрузок. Дальнейшие исследования авторов настоящего изобретения выявили, что совместная работа двух взаимодействующих уплотнений позволяет обеспечить повышенную надежность узла герметизации.
Повышенная надежность заключается в возможности существенно увеличить запас герметичности в уплотнительном узле за счет сборки соединения с увеличенным радиальным натягом, который в 3-4 раза больше минимального натяга, обеспечивающего герметичность в соединении при воздействии периодических комбинированных нагрузок.
Для дальнейших пояснений предлагается ввести в описание еще одну группу терминов, которые применяются проектировщиками резьбовых соединений класса «Премиум», что позволит более полно раскрыть техническую сущность изобретения.
Геометрический радиальный натяг - может быть определен как половина разности наружного диаметра ниппеля и внутреннего диаметра муфты измеренных в опорной плоскости уплотнения;
Фактический радиальный натяг трубного и муфтового элементов - совпадает с величиной перемещения соответственно наружной поверхности ниппеля и внутренней поверхности муфты под воздействием силовой сборки и внешних нагрузок и определяет величину окружных напряжений в муфте и ниппеле.
Эффективный радиальный натяг ниппеля и муфты - соответствует перемещению соответственно ниппеля или муфты под воздействием контактных сил в уплотнении и может использоваться как количественная характеристика запаса герметичности в уплотнении. Эффективный радиальный натяг может быть определен как разность между фактическим радиальным натягом, т.е. полным перемещением точки контакта и общим перемещением данной точки под воздействием всех силовых факторов действующих на ниппель или муфту за исключением контактного давления в уплотнении. Однако проще определить указанный вид натяга как произведение радиальной податливости на радиальную составляющую интегрального давления, соответствующую поперечной силе в теории тонкостенных цилиндрических оболочек. В случае если одна из контактных поверхностей является конической радиальная составляющая интегрального давления прямо пропорциональна общей величине интегрального давления, а, как известно из уровня техники, данная величина характеризует запас герметичности в уплотнении. Радиальные перемещения контактной точки и радиальная податливость ниппеля в месте расположения уплотнения могут быть приближенно определены методами прикладной теории упругости или более точно с помощью моделирования работы резьбового соединения методом конечных элементов.
Итак, авторы по результатам расчетов и опытных работ с образцами резьбового соединения установили, что возможность вышеуказанного увеличенного натяга (в 3-4 раза больше минимального натяга, обеспечивающего герметичность) обеспечивается за счет уменьшения колебаний эффективного натяга и, соответственно, запаса герметичности в уплотнении, при последовательном воздействии комбинированных нагрузок соответствующих полному кругу предельных нагрузок для тела трубы.
Уменьшение колебаний эффективного натяга достигается за счет использования комбинации из двух взаимно влияющих уплотнений типа «сфера-конус», которая образуется в результате взаимодействия двух отстоящих друг от друга в осевом направлении тороидальных участков с двумя ответными коническими участками, отличающейся тем, что натяги уплотнений и радиусы тороидальных участков удовлетворяют указанной выше зависимости  Данное соотношение обеспечивает то, что в момент окончания силовой сборки, оба уплотнения одновременно достигают необходимого уровня герметичности. В случае если приведенное отношение меньше 1,0 или больше 2,0, одно из уплотнений оказывается недогруженным по отношению к другому, в результате при действии комбинированной нагрузки в прослабленном уплотнение может возникнуть зазор - примеры таких случаев приведены на диаграммах напряжений:
Данное соотношение обеспечивает то, что в момент окончания силовой сборки, оба уплотнения одновременно достигают необходимого уровня герметичности. В случае если приведенное отношение меньше 1,0 или больше 2,0, одно из уплотнений оказывается недогруженным по отношению к другому, в результате при действии комбинированной нагрузки в прослабленном уплотнение может возникнуть зазор - примеры таких случаев приведены на диаграммах напряжений:
- на фигуре 4 перегружено» второе уплотнение, при этом в первом уплотнении существует зазор
- на фигуре 5 «перегружено» первое уплотнение, а второе уплотнение «недогружено» - уровень контактных давлений во втором уплотнении недостаточен для обеспечения герметичности во всем диапазоне эксплуатационных нагрузок.
- на фигуре 6 оба уплотнения нагружены равномерно, величины контактных давлений в первом и втором уплотнении примерно совпадают.
Дополнительным преимуществом конструкции с двумя уплотнениями является рассмотренное в патентах DE 4446806, WO 2009/060729 создание дополнительной опоры, ограничивающей изгиб длинного носика при действии комбинированных нагрузок, за счет ограничения перемещений торца ниппеля в сторону наружной поверхности, а также рассмотренное в патентах ЕА 008078, WO 2009/060729 увеличение эффективности на действие сжимающей нагрузки за счет использования носика ниппеля высокой радиальной жесткости и низкой осевой жесткости у которого перемещения торца носика ограничиваются как в направлении внутренней поверхности так и в направлении наружной поверхности.
Однако в патентных документах WO 2004/109173, DE 4446806, WO 2009/060729 не рассматривается влияние взаимодействия двух уплотнение на величину эффективного натяга в каждом из уплотнений под действием комбинированных нагрузок. Предложенный принцип ограничения колебаний эффективного натяга для увеличения общего достижимого запаса герметичности резьбового соединения является новым по отношению к предшествующему уровню техники.
При расположении на носике ниппеля системы двух уплотнений в каждом из которых создается определенный геометрический натяг, достигается увеличение суммарного интегрального давления (силы обжатия носика ниппеля со стороны уплотнительных поверхностей) за счет более равномерного радиального обжатия ниппеля. При создании радиального натяга в системе из двух уплотнений, уплотнения оказывают влияние друг на друга. Именно фактические перемещения контактной точки каждого из уплотнений складываются из перемещения данной точки под воздействием натяга в другом уплотнении и эффективного натяга, создаваемого контактной силой в самом уплотнении. Это приводит к перераспределению общей силы обжатия ниппеля между двумя уплотнениями. В случае, если какая-то комбинация нагрузок приводит к частичному отжатию носика ниппеля - внешние силы, действующие на резьбовое соединение, вызывают такое перемещение наружной поверхности носика ниппеля и ответной поверхности муфты, что эффективный натяг, определенный без учета взаимодействия уплотнений, уменьшается, - то изменение эффективного натяга в каждом из уплотнений с учетом взаимодействия между уплотнениями уменьшается на величину соответствующую перемещению контактной точки из-за изменения натяга в другом уплотнении.
В результате в системе из двух взаимодействующих уплотнений колебания эффективного натяга уменьшаются, что позволяет обеспечить условие герметичности во всем диапазоне комбинированных нагрузок при меньшем геометрическом натяге. Разница между предельным натягом из условия работы в упругой области и минимальным натягом обеспечивающим герметичность увеличивается, в итоге соединение можно собирать с повышенным запасом герметичности. Соответственно такое соединение обладает лучшими характеристиками герметичности и надежности по сравнению с соединениями класса «Премиум» известными из предыдущего уровня техники.
Однако описанный механизм работает, только если контакт в каждом из уплотнений сохраняется при всех возможных комбинациях нагрузок. Предпочтительно, чтобы запасы герметичности в первом и втором уплотнениях совпадали, что соответствует одновременному достижению обеими уплотнениями максимальной эффективности на герметичность при сборке соединения. Таким образом, обеспечивая определенные геометрические характеристики внешней и внутренней уплотнительной поверхности (радиусы тороидальных участков, расположение тороидальных участков относительно торца ниппеля, расположение ответной уплотнительной поверхности муфты при сборке соединения) можно обеспечить достижение запланированного технического результата.
Из уровня техники известно, что запас герметичности в одиночном уплотнении типа «сфера-конус» определяется величиной интегрального давления, которая в свою очередь зависит от фактического радиального натяга в уплотнении.
Герметичность обеспечивается при выполнении следующих условий: - длина контакта составляет не менее 1 мм, предпочтительно 1,5-3 мм;
- среднее давление на контактной поверхности больше величины удерживаемого давления, предпочтительно отношение среднего контактного давления к величине удерживаемого давления среды равняется 4-10;
- максимальное контактное давление не превышает предел текучести больше чем в два раза, предпочтительно величина максимального контактного давления равняется 80-160% от предела текучести.
Минимальный уровень герметичности (запас герметичности равен единице) соответствует длине контакта 1 мм и равенству среднего контактного давления величине давления среды. Увеличение длины контакта и отношения среднего контактного давления к величине удерживаемого давления среды приводит к увеличению запаса герметичности.
Достижение максимального запаса герметичности обеспечивается правильным подбором радиуса тороидального участка. Увеличение радиуса при фиксированной величине натяга увеличивает размер контактной площадки и уменьшает величину средних и максимальных контактных напряжений. Слишком малый радиус приводит к недостаточной герметичности контакта из-за малой длины контактной площадки. Слишком большой радиус приводит к недостаточной герметичности контакта из-за низкого уровня контактных давлений.
Другой особенностью уплотнения типа «сфера-конус», расположенного у торца охватываемого элемента, является смещение контактной поверхности при сборке соединения. Поэтому размер в осевом направлении тороидального участка должен быть больше требуемого размера контактной площадки из условия герметичности.
При реализации изобретения необходимо учитывать дополнительные факторы, обеспечивающие необходимую работоспособность резьбового соединения. В первую очередь это обеспечение противозадирных свойств, что позволяет многократно осуществлять сборку и разборку резьбового соединения. На противозадирные свойства уплотнения также, как на обеспечение представленного в изобретении взаимодействия двух уплотнений типа «сфера-конус», оказывают влияние (как пояснялось выше), радиусы и натяги в уплотнениях. При радиусе уплотнения менее 10 мм высока вероятность возникновения задиров в уплотнении. Кроме этого, необходимо обеспечить отсутствие задиров в резьбе, а также на поверхности заплечика при сборке соединения с высоким моментом свинчивания. Также следует использовать технические приемы, направленные на повышение надежности соединения на действие наружного давления, сжимающую нагрузку, высокий момент свинчивания, изгиб.
Как установили авторы в проведенных исследованиях, конические участки радиального уплотнения могут располагаться как на охватывающем элементе (муфте/муфтовом конце трубы), так и на охватываемом (ниппельном) элементе. Иными словами, если на муфтовом конце расположена коническая уплотнительная поверхность, то на ниппельном уплотнительная поверхность содержит два тороидальных участка и наоборот. Следует отметить, с точки зрения технологичности изготовления резьбового соединения (нарезки резьбы) и упрощения его измерений и контроля целесообразно отдавать предпочтение исполнению тороидальных участков на ниппельной части трубы.
При этом в ряде проведенных опытных работ при разработке резьбового соединения авторы установили, что наиболее оптимальная конусность уплотнительного элемента должна составлять не более 1:6 (т.е. от простого цилиндра до конуса с конусностью 1:6). Выполнение конических участков с конусностью более 1:6 приводит к уменьшению торцевой поверхности (получается очень тонкий носик), что нежелательно с точки зрения обеспечения высокой надежности при сжимающих нагрузках, изгибе и избыточном крутящем моменте.
При этом наиболее эффективным с точки зрения обеспечения оптимального натяга в уплотнении является предлагаемое решение по геометрии заплечика муфты (фиг. 2б, поз. 7) - его предпочтительно выполнять с обратным углом наклона от минус 10° до минус 20°. Выполнение упорного торца с углом менее минус 10° снижает эффект поджатая при осевом докреплении соединения, что уменьшает запас герметичности в первом уплотнении и снижает надежность резьбового соединения. Также недостаточная величина обратного угла заплечика уменьшает величину клинового эффекта препятствующего раскрытию уплотнительных поверхностей при действии наружного давления за счет ограничения возможности радиального перемещения носика ниппеля к оси трубы. Также клиновой эффект позволяет дополнительно уменьшить колебания эффективного натяга в уплотнениях при действии повторяющихся комбинированных нагрузок. Выполнение заплечика с углом более минус 20° снижает прочность заплечика муфты из-за снижения его толщины, который в результате не может выполнять свою роль ограничителя радиальных перемещений торца трубного элемента к оси трубы.
Кроме того, в проведенных авторами предлагаемого технического решения исследованиях (проверочные расчеты и испытания натурных образцов резьбового соединения) установлено, что достаточно большое значение для сохранения герметичности имеет расположение уплотнений типа «сфера-конус» в узле герметизации (показано на фиг. 7): расстояние от торца трубы до первого тороидального участка L1, расстояние между тороидальными участками L2 и расстояние от резьбы торца трубы L3.
В результате установлено, что расстояние от резьбы до упорного торца на трубном элементе должно составлять не более половины зоны влияния краевого эффекта. Размер зоны влияния определяется в теории тонкостенных оболочек и равняется расстоянию, на котором прогибы вызванные перемещением в заданной точке уменьшаются в 23,4 раза. Такой носик является более коротким, чем предусмотренный в патенте DE 4446806, что обеспечивает более равномерное радиальное обжатие носика системой из двух уплотнений. Для достижения наилучших свойств герметичности предпочтительно, чтобы длина носика увеличивалась при увеличении диаметра и толщины стенки в соответствии с увеличением размера зоны краевого эффекта. Данный эффект является взаимосвязанным с ранее приведенными описаниями и является взаимосвязанным единым замыслом с получаемой в данном случае группой изобретений, т.к. направлен на достижение одного и того же технического результата.
Расчеты авторов предлагаемого технического решения показывают, что предпочтительное расстояние от точки первого уплотнения до торца носика ниппеля составляет 2-10 мм. Такое расстояние существенно меньше, чем изобретения по патенту DE 4446806 и несколько больше, чем для изобретения по патентному документу WO 2009/060729. В случае, если данное расстояние меньше 2 мм, существенно увеличивается эффект поджатая при осевом докреплении, что может приводить к возникновению задиров, либо в первом уплотнении, либо в заплечике. В случае, если данное расстояние больше 10 мм, эффект поджатая существенно снижается, в результате уменьшается запас герметичности в первом уплотнении и снижаются характеристики центрирования второго уплотнения с помощью системы первое уплотнение - упорный заплечик. При этом радиусы дуг окружности (соответствующих тороидальным участкам при поперечном разрезе) и расстояние между центрами этих окружностей выбирают таким образом, чтобы при полном свинчивании резьбового соединения и изгибе соединения на угол не менее 13°/10 м и наличии внутреннего давления среды, сохранялся контакт и по первому и по второму уплотнению типа «сфера-конус» - т.е. чтобы, как и в описанном авторами выше случае первого из группы изобретений, резьбовое соединение сохраняло работоспособность при различных комбинациях нагрузок при эксплуатации. Проведенные расчеты показали, что радиусы дуг окружностей для различных типоразмеров резьбового соединения и групп прочности, предпочтительно выбирать в диапазоне от 20 до 80 мм. Такой выбор обеспечивает одновременное сохранение контакта по первому и второму уплотнению и необходимый из условия герметичности размер контактной площадки в каждом из уплотнений, а также ограничивает смещение контактной площадки при сборке соединения и действие на него различных комбинаций нагрузок
Для радиуса тороидального участка из диапазона от 20 до 80 мм размер контактной площадки составляет 2-3 мм. Предпочтительно, чтобы исключить выход контактной площадки за пределы тороидального участка, его размер в осевом направлении должен лежать в диапазоне от 4 до 8 мм.
Из конструктивных соображений предпочтительно чтобы расстояние от точки первого уплотнения до торца носика ниппеля составляло 2-5 мм. В этом случае условие размещения на носике ниппеля двух взаимодействующих уплотнений типа «сфера-конус» необходимой длины приводит к расположению точки второго уплотнения на расстоянии 7-12 мм от плоскости торцевого уплотнения.
Предложенная в настоящем изобретении конструкция узла герметизации с двумя уплотнениями типа «сфера-конус» предпочтительно должна нарезаться на трубной заготовке после обжима торца трубы с дополнительной механической обработкой внутренней поверхности носика ниппеля, на фигуре 8 позицией 10 обозначена зона обжима и дополнительной механической обработки. Причем обжим должен обеспечивать возможность исполнения носика ниппеля с внутренним диаметром D2 под первым и вторым уплотнением на 0-3 мм меньше номинального внутреннего диаметра трубы D1 (фиг. 8). Обеспечение внутреннего диаметра соответствующего или несколько большего номинального диаметра трубы позволяет исключить влияние геометрических отклонений заготовки на эксплуатационные характеристики соединение. В случае, если уменьшение внутреннего диаметра трубы за счет обжима превышает 3 мм это может препятствовать проведению необходимых технологических операций внутри трубы при освоении месторождения (скребкование, геофизические исследования и т.д.). Использование обжима повышает радиальную жесткость ниппеля, что улучшает герметичность и надежность резьбового соединения. Использование обжима совместно с механической обработкой позволяет обеспечить гладкопроходность резьбового соединения по внутреннему диаметру, что улучшает условия движения текучей среды внутри трубы.
Дополнительным преимуществом обжима является возможность увеличения радиального размера заплечика до величины 60% от толщины стенки трубы или выше. Такое увеличение невозможно для резьбового соединения в соответствии с патентом DE 4446806. Выполнение носика ниппеля с толщиной более 60% от толщины стенки трубы улучшает герметичность соединения, а также повышает эффективность его работы на сжатие и крутящий момент. Выполнение узла герметизации в соответствии с настоящим изобретением совместно с предварительным обжимом торцевого конца заготовки позволяет достичь 100% эффективности резьбового соединения на сжатие.
Кроме того, предпочтительно, чтобы обжим осуществлялся с конусностью равной или более конусности резьбы. Выполнение обжима с данной конусностью улучшает использование материала заготовки, снижает нагрузки на резьбовой инструмент при нарезке трубного элемента. Тем не менее, обжатие можно также выполнить для получения цилиндрического участка.
В еще одном частном случае профиль резьбы может быть выполнен таким образом, что впадины и вершины зуба резьбы параллельны оси трубы, а зазоры по закладным граням минимальны для условия, когда соединение предназначено на работу на сжатие с усилием не менее 100% от номинального предела текучести материала трубы, или впадины и вершины витков параллельны оси резьбы для условия, а зазоры по закладным граням увеличены, когда соединение предназначено на работу на сжатие с усилием 60-100% от номинального предела текучести материала трубы.
Причины данного выбора характеристик частного случая технического решения: при зазоре менее 0,15 мм между закладными гранями, сжатие резьбового соединения может приводить к частичному контакту по закладным граням и усилие сжатия начинает распределяться не только на торцевую поверхность уплотнения, но и на боковые поверхности зуба - направляющие грани. Иными словами, происходит разгружение носика - при наложении сжимающих нагрузок на резьбовое соединение из-за конструктивных зазоров в резьбе происходит сначала нагружение (упругая деформация) торцевого герметизирующего узла. В этом случае необходимо, чтобы прилагаемые сжимающие нагрузки не превысили такие контактные напряжения, когда в торцевом герметизирующем узле начнутся необратимые пластические деформации. Повышение прикладываемых сжимающих нагрузок возможно в том случае, если помимо упругой деформации торцевого герметизирующего узла в работу будут на определенном этапе включены боковые поверхности зуба резьбы, чтобы нагрузка от сжимающих напряжений распределилась на упорный герметизирующий узел и боковые поверхности резьбы. Чем меньше зазор между закладными гранями, тем раньше начинается взаимодействие по направляющим граням, и соответственно тем выше характеристики соединения на сжатие.
Расчеты методом конечных элементов и последующие опытные образцы, свинчиваемые с различными моментами (которые соответственно обеспечивают определенные контактные напряжения по поверхности торцевого герметизирующего узла) показали, что при нагрузках до 100% от предела текучести металл поверхности торцевого уплотнения находится в области упругой деформации, что обеспечивает отсутствие пластической деформации резьбового соединения в данном уплотнении и, соответственно, обеспечивает сохранение работоспособности всей конструкции в целом.
Однако в ряде случаев для упрощения процедуры изготовления резьбового соединения необходимо иметь увеличенный зазор по направляющим граням. В этом случае эффективность резьбового соединения на сжатие может составлять 60-100% от номинального предела текучести материала трубы в зависимости от конструкции соединения.
Из уровня техники известно, что работоспособность резьбового соединения зависит также и от правильности его сборки. Авторами изобретения предлагается при выборе условий сборки высоконадежного резьбового соединения обсадных и насосно-компрессорных труб руководствоваться следующими требованиями:
1. При сборке соединения радиальные натяги в первом и втором уплотнении выбираются таким образом, чтобы окружные напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляли 60-100% от предела текучести материала охватываемого элемента. Это повышает надежность резьбового соединения. А именно обеспечивает максимальный запас герметичности при сборке соединения, без нарушения условия работы уплотнения в упругой области. При действии комбинированных нагрузок запас герметичности может уменьшаться. Использование системы двух взаимно влияющих уплотнений типа «сфера-конус», отличающейся тем, что натяги уплотнений и радиусы тороидальных участков удовлетворяют зависимости  позволяет ограничить данное уменьшение.
позволяет ограничить данное уменьшение.
В результате при наихудшем сочетании нагрузок обеспечивается максимальный эффективный натяг в каждом из уплотнений и соответственно высокий запас герметичности уплотнения в целом.
2. Момент свинчивания, используемый для сборки резьбового соединения, выбирается таким образом, чтобы после сборки соединения осевые напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляли 50-80% от предела текучести материала охватываемого элемента. Данная величина момента препятствует возникновению пластических деформаций при действии на резьбовое соединение сжимающей нагрузки и раскрытию торцевого уплотнения при растяжении. Дополнительно данная величина момента свинчивания ограничивает эффект отжатая уплотнения наружным давлением. В результате для системы двух взаимно влияющих уплотнений типа «сфера-конус», отличающейся тем, что натяги уплотнений и радиусы сфер удовлетворяют зависимости  обеспечивается минимальное падение эффективного натяга и связанного с ним запаса герметичности, что повышает надежность резьбового соединения.
обеспечивается минимальное падение эффективного натяга и связанного с ним запаса герметичности, что повышает надежность резьбового соединения.
Необходимо отметить, что высокая газогерметичность системы двух взаимно влияющих уплотнений типа «сфера-конус», отличающейся тем, что натяги уплотнений и радиусы тороидальных участков удовлетворяют зависимости  позволяет использовать резьбовые соединения собранные как с пониженным, так и с повышенным моментом свинчивания. Отличие момента свинчивания от оптимального (его увеличение или снижение) приводит к уменьшению величины запаса герметичности в уплотнении, при наихудшем сочетании нагрузок. Однако даже уменьшенная величина запаса герметичности достаточна, чтобы обеспечить работоспособность и газогерметичность соединения во всем диапазоне комбинированных нагрузок, соответствующих 100% предельной нагрузки на тело трубы в эквиваленте по фон Мизесу.
позволяет использовать резьбовые соединения собранные как с пониженным, так и с повышенным моментом свинчивания. Отличие момента свинчивания от оптимального (его увеличение или снижение) приводит к уменьшению величины запаса герметичности в уплотнении, при наихудшем сочетании нагрузок. Однако даже уменьшенная величина запаса герметичности достаточна, чтобы обеспечить работоспособность и газогерметичность соединения во всем диапазоне комбинированных нагрузок, соответствующих 100% предельной нагрузки на тело трубы в эквиваленте по фон Мизесу.
Приведенное выше описание конкретной реализации изобретения, показывает что компетенции специалиста в данной области техники достаточно, чтобы разработать резьбовое соединение, содержащее уплотнение из системы двух взаимно влияющих уплотнений типа «сфера-конус», отличающейся тем, что натяги уплотнений и радиусы тороидальных участков удовлетворяют зависимости  обладающее 100% эффективностью и высокой надежностью.
обладающее 100% эффективностью и высокой надежностью.
Расчеты методом конечных элементов и последующие опытные образцы, свинчиваемые с различными моментами (которые соответственно обеспечивают определенные контактные напряжения по поверхности торцевого уплотнения) показали, что во всем диапазоне комбинированных нагрузок, соответствующих 100% предельной нагрузки на тело трубы в эквиваленте по фон Мизесу, предлагаемое уплотнение работает в области упругой деформации, и обеспечивает повышенную газогерметичность резьбового соединения.
Предложенное авторами резьбовое трубное соединение, содержащее два радиальных уплотнения типа «сфера-конус» и торцевое уплотнение изготовлено промышленным способом с использованием известных технологий металлообработки, применяемых в производстве насосно-компрессорных и обсадных труб, как в условиях опытного производства при изготовлений большого количества образцов резьбового соединения (фиг. 9а и 9б) для испытаний и исследований, так и в промышленных условиях при освоении производства.
Таким образом, резюмируя предлагаемые два варианта изобретения, результатом которых является достижение технического результата (резьбовое соединение типа «Премиум» для обсадных и насосно-компрессорных труб с максимально возможными характеристиками герметичности и повышенной надежностью для самого широкого диапазона эксплуатационных нагрузок, включая изгибные, сжимающие, комбинированные и циклические нагрузки, и сохраняет свои рабочие характеристики после многократных операций сборки-разборки), можно сформулировать кратко основные параметры этих двух предложенных вариантов, которые приводят к получению идентичных технических результатов.
Это коническое резьбовое соединение с определенными геометрическими характеристиками резьбы с уплотнениями типа «сфера-конус», образованными при взаимодействии двух уплотнительных поверхностей одна их которых содержит два тороидальных участка а на другой расположены ответные конические участки, которые имеют определенные взаимосвязанные геометрические параметры (радиусы тороидальных участков и величины геометрических натягов в уплотнениия, расстояния от торца ниппеля до центров окружностей, соответствующих тороидальным участкам). При этом все наиболее важные геометрические параметры элементов соединения рассчитаны таким образом, чтобы обеспечить определенный уровень окружных напряжений в охватываемом и охватывающем элементах, а также таких контактных давлений в уплотнениях, чтобы резьбовое соединение сохраняло работоспособность в самых экстремальных условиях эксплуатации:
- заплечик находится под углом не более 20° к нормали к оси трубы, тороидальные участки должны иметь радиусы не менее 10 мм, а ответная коническая уплотнительная поверхность имеет определенную конусность (от менее 1:6 до цилиндрической поверхности) при этом взаимоотношение радиусов тороидальных участков соответствует соотношению  (d1 и d2 - радиальные натяги в уплотнении);
(d1 и d2 - радиальные натяги в уплотнении);
- радиусы окружностей, соответствующих тороидальным участкам и их расположение относительно торца ниппеля, взаимосвязаны по следующему принципу: расстояние от плоскости торцевого уплотнения до центра первой окружности 2-10 мм, а радиусы дуг окружности и расстояние между центрами этих окружностей рассчитаны из условия сохранения контакта в первом и втором уплотнении типа «сфера-конус» при следующих эксплуатационных условиях - изгиб соединения на угол не менее 13°/10 м и внутреннее давление среды до 100% от предела текучести материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| Резьбовое соединение трубных изделий нефтяного сортамента | 2023 |
|
RU2818433C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2016 |
|
RU2639343C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2011 |
|
RU2522756C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2013 |
|
RU2543398C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЗАБИВКИ МОЛОТОМ СОЕДИНЕННЫХ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2020 |
|
RU2815848C2 |
| Резьбовое соединение насосно-компрессорных труб | 2020 |
|
RU2808401C1 |
| Резьбовое соединение обсадных труб | 2020 |
|
RU2808402C1 |

Группа изобретений относится к нефтепромысловым трубам с резьбовыми соединениями, предназначенным для крепления стенки ствола пробуренной скважины. Резьбовое соединение обсадных и насосно-компрессорных труб имеет резьбовую часть, а также конструкцию герметизирующего узла типа «металл-металл», которая представляет собой комбинацию уплотнительных элементов, обеспечивающих 100% эффективность работы соединения на сжатие и растяжение, в том числе при воздействии внутреннего и внешнего давления среды, что обеспечивается выполнением требований по соотношению размеров уплотнения типа «сфера-конус», в котором радиальная уплотнительная поверхность выполнена с двумя последовательно расположенными тороидальными поверхностями, которые при осевом контакте заплечиков образуют с ответной уплотнительной поверхностью охватывающего элемента два уплотнения, сохраняющие герметичность при любом сочетании нагрузок. Техническим результатом заявленной группы изобретений является повышение надежности резьбового соединения труб при действии статических и переменных эксплуатационных нагрузок, включая внешнее давление, сжатие, кручение и комбинированные нагрузки при изгибе и вращении колонны труб, при этом трубы могут использоваться при обустройстве скважин с интенсивностью искривления до 13о/10 м. 2 н. и 9 з.п. ф-лы, 9 ил.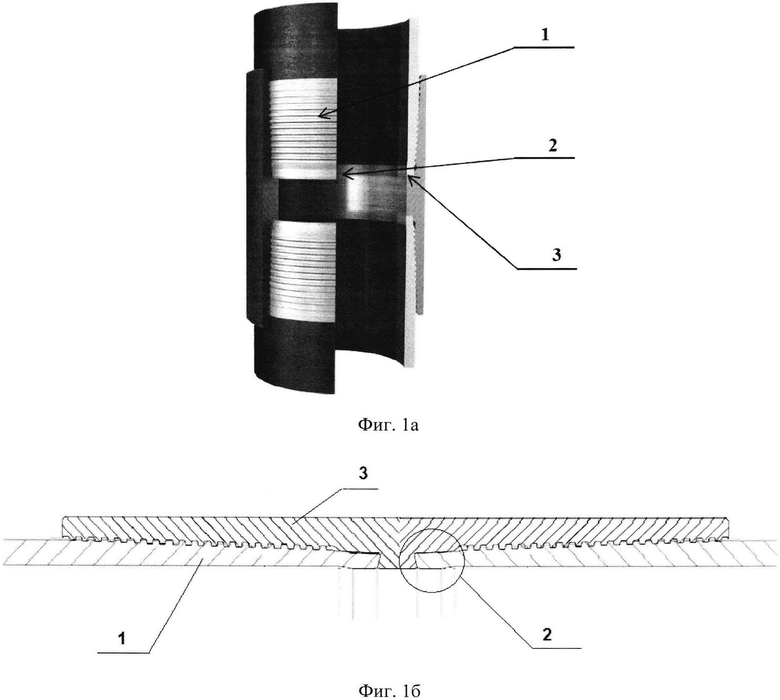
1. Резьбовое соединение нефтепромысловых труб, содержащее охватываемый элемент с конической наружной резьбой и охватывающий элемент с конической внутренней резьбой, при этом охватываемый элемент имеет концевой участок, содержащий радиальную уплотнительную поверхность и торцевой участок с поверхностью заплечика, а охватывающий элемент имеет радиальную уплотнительную поверхность и поверхность заплечика, причем при силовом свинчивании резьбового соединения уплотнительные поверхности входят в герметичный контакт с радиальным натягом и по крайней мере часть поверхности заплечика охватываемого элемента находится в осевом контакте с заплечиком охватывающего элемента, отличающееся тем, что радиальная уплотнительная поверхность охватываемого элемента выполнена с двумя последовательно расположенными тороидальными поверхностями, которые при осевом контакте заплечиков образуют с ответной уплотнительной поверхностью охватывающего элемента два уплотнения с радиальными натягами d1 и d2 соответственно, такими, что выполняется эмпирическая зависимость  где R1 и R2 - радиусы дуг окружностей тороидальных поверхностей в сечении вдоль оси трубы, имеющие численное значение не менее 10 мм, причем заплечики выполнены с углом наклона не более 20° к нормали к оси трубы, а уплотнительная поверхность охватывающего элемента содержит участок с конусностью от 1:6 до цилиндрической поверхности.
где R1 и R2 - радиусы дуг окружностей тороидальных поверхностей в сечении вдоль оси трубы, имеющие численное значение не менее 10 мм, причем заплечики выполнены с углом наклона не более 20° к нормали к оси трубы, а уплотнительная поверхность охватывающего элемента содержит участок с конусностью от 1:6 до цилиндрической поверхности.
2. Резьбовое соединение по п. 1, отличающееся тем, что радиусы R1 и R2 тороидальных уплотнительных поверхностей лежат в интервале от 20 до 80 мм.
3. Резьбовое соединение по п. 2, отличающееся тем, что размер в осевом направлении участков тороидальных уплотнительных поверхностей составляет не менее 3 мм и предпочтительно лежит в интервале от 4 до 8 мм.
4. Резьбовое соединение по п. 1, отличающееся тем, что используют предварительно обжатую по диаметру трубу на длине не более 50 мм от торца данной трубы с образованием участка с конусностью, равной или более конусности резьбы, при этом уменьшение внутреннего диаметра трубы не превышает величину 3 мм.
5. Резьбовое соединение по п. 1, отличающееся тем, что толщина концевого участка охватываемого элемента, содержащего уплотнительную поверхность, составляет 60-80% от толщины стенки охватываемого трубчатого элемента.
6. Резьбовое соединение по п. 1, отличающееся тем, что радиус дуги окружности уплотнения, расположенного ближе к торцу трубы, меньше радиуса дуги окружности уплотнения, расположенного дальше от торца охватываемого элемента.
7. Резьбовое соединение по п. 1, отличающееся тем, что расстояние от плоскости торцевого уплотнения до центра первой окружности составляет 2-5 мм, а расстояние от плоскости торцевого уплотнения до центра второй окружности составляет 7-12 мм.
8. Резьбовое соединение по п. 1, отличающееся тем, что ответная уплотнительная поверхность охватывающего элемента выполнена из нескольких сопряженных участков тороидальной и конической формы таким образом, что расположенным на охватываемом элементе тороидальным участкам соответствуют различные конусные участки охватывающего элемента с различающейся или совпадающей конусностью от менее 1:6 до цилиндрической поверхности.
9. Резьбовое соединение по п. 1, отличающееся тем, что радиальные натяги d1 и d2, удовлетворяющие соотношению  выбираются из условия, согласно которому окружные напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляют 60-100% от предела текучести материала охватываемого элемента.
выбираются из условия, согласно которому окружные напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляют 60-100% от предела текучести материала охватываемого элемента.
10. Резьбовое соединение по п. 1, отличающееся тем, что момент свинчивания резьбового соединения выбирается из условия, согласно которому после сборки соединения осевые напряжения в концевом участке охватываемого элемента, содержащем уплотнительную поверхность, составляли 50-80% от предела текучести материала охватываемого элемента.
11. Резьбовое соединение нефтепромысловых труб, содержащее охватываемый элемент с конической наружной резьбой и охватывающий элемент с конической внутренней резьбой, при этом охватываемый элемент имеет концевой участок, содержащий радиальную уплотнительную поверхность и торцевой участок с поверхностью заплечика, а охватывающий элемент имеет радиальную уплотнительную поверхность и поверхность заплечика, причем при силовом свинчивании резьбового соединения уплотнительные поверхности входят в герметичный контакт с радиальным натягом и по крайней мере часть поверхности заплечика охватываемого элемента находится в осевом контакте с заплечиком охватывающего элемента, отличающееся тем, что радиальная уплотнительная поверхность охватываемого элемента состоит из двух последовательно расположенных тороидальных поверхностей с профилем в сечении вдоль оси трубы в виде дуги окружности, которые образуют с ответной конической уплотнительной поверхностью охватывающего элемента два уплотнения типа «сфера-конус», при этом расстояние от плоскости торцевого уплотнения до центра первой окружности составляет 2-10 мм, а радиусы дуг окружностей и расстояние между центрами этих окружностей выбирают таким образом, что при полном свинчивании резьбового соединения и изгибе соединения на угол не менее 13о/10 м, а также при наличии внутреннего давления среды до 100% от предела текучести материала изделия, сохраняется контакт и по первому, и по второму участкам уплотнения типа «сфера-конус».
| WO 2004109173 A1, 16.12.2004 | |||
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| DE 4446806 С1, 30.05.1996 | |||
| US 8882157 B2, 11.11.2014 | |||
| WO 2009060729 A1, 14.05.2009 | |||
| WO 2012003645 A1, 12.01.2012. | |||

