Изобретение относится к установке горячей прокатки для прокатки горячекатаной тонкой полосы для расширенного сортамента из различного труднодеформируемого материала, а также к способу эксплуатации подобной установки горячей прокатки.
Известны семиклетевые станы горячей прокатки, которые размещены сразу же после установок непрерывной разливки и печей для выравнивания температуры. С помощью подобных станов горячей прокатки можно осуществлять прокатку горячекатаных полос из различного труднодеформируемого материала толщиной от 1,5 до 1,2 мм, причем полоса на выходе из последней прокатной клети еще имеет аустенитную структуру. Скорость полосы на выходе из последней прокатной клети может определяться следующими за установкой горячей прокатки агрегатами, как, например, ножницами и моталками.
Дальнейшее уменьшение толщины полосы проката с использованием таких прокатных станов, по меньшей мере, для легкодеформируемых материалов невозможно. Для этого имеется ряд причин: с одной стороны, средняя температура полосы на выходе из последней клети стана горячей прокатки полосы не должна снижаться ниже температуры (примерно 860°), требуемой для прокатки в аустенитной области, а с другой стороны, скорость на выходе из последней клети стана горячей прокатки полосы не должна превышать примерно 12,5 м/с, так как горячекатаную полосу невозможно будет простыми средствами направить в отводящий рольганг и затем намотать. Кроме того, моталки, которые для наматывания должны быть ускорены до скорости более 15 м/с, требуют больших затрат, являются весьма дорогостоящими и трудно регулируемыми.
Если должна осуществляться прокатка легкодеформируемого материала в аустенитной области до толщин менее 1,2 мм, предпочтительно менее 1 мм, то в известных установках возникают скорости выхода металла (скорости проката) из последней прокатной клети, превышающие 15 м/с. Если устанавливаются меньшие скорости выхода металла, то в последней прокатной клети температура снизится ниже температуры полосы, требуемой для аустенитной прокатки, то есть прокатка осуществляется уже не как прокатка в аустенитной области.
При прокатке труднодеформируемых материалов с использованием семиклетевых станов горячей прокатки могут достигаться и меньшие толщины, чем 1,2 мм, так как за счет большой работы прокатки аустенитная структура еще сохраняется после последней прокатной клети и при меньших скоростях. Подобный стан горячей прокатки, однако, не пригоден для легкодеформируемого материала с малыми окончательными толщинами.
Уже известно, что подобные семиклетевые прокатные станы пускают в работу при низкой скорости прокатки, и после увеличения натяжения посредством моталки всю установку ускоряют. Полоса, прокатываемая на этапе ускорения, часто является браком, так что подобные установки работают неэффективно.
К тому же, приводные элементы станов горячей прокатки при повышенных скоростях сильнее нагружены и быстрее изнашиваются, так что должны предусматриваться требующие больших затрат приводные компоненты, моталка и ножницы и значительно более точные динамические механизмы регулирования, чтобы гарантировать желательное качество полосы.
В основе изобретения лежит задача выполнить установку горячей прокатки, а также осуществить способ эксплуатации установки горячей прокатки таким образом, чтобы после процесса прокатки с выходными значениями толщины полосы менее 1,2 мм, в особенности менее 1 мм, и при прокатке легкодеформируемых материалов сохранялись температуры полосы, которые гарантируют прокатку в аустенитной области, и при этом выходная скорость проката не превышала скорость 15 м/с, чтобы обеспечивались легкое регулирование производственных процессов, снижался износ установки, а также затраты на сооружаемые агрегаты могли поддерживаться низкими.
Для решения этой задачи предложена установка горячей прокатки с признаками пункта 1 формулы изобретения. С помощью этой прокатной установки можно осуществлять без затруднений прокатку горячекатаных полос с различной деформируемостью до толщин примерно 1,2 мм. А также можно осуществлять прокатку полос толщиной менее 1,2 мм, в особенности ниже 1 мм, с использованием комбинации соответствующих изобретению признаков для материалов с различной деформируемостью при допустимых затратах.
Изобретение поясняется более подробно с помощью чертежа. На чертеже представлена установка горячей прокатки, которая может приводиться в действие соответствующим образом для материалов с различной деформируемостью, чтобы независимо от используемого материала и несмотря на различные устанавливающиеся при этом условия, для всех материалов сохранялись температуры в конце прокатки, в последней прокатной клети, которые гарантируют прокатку в аустенитной области, и достигались скорости прокатки, меньшие чем примерно 15 м/с.
Установка горячей прокатки состоит из установки 1 непрерывной разливки стали (УНРС) для отливки тонких слябов, тянущую систему которой регулируют таким образом, что на выходе УНРС 1 для отливки тонких слябов достигаются толщины тонких слябов примерно от 45 до 70 мм. Бесконечно отливаемые тонкие слябы могут разрезаться посредством ножниц 2. При этом можно устанавливать длины слябов, которые соответствуют длине готовой катаной полосы или кратному ей значению. Нарезанные слябы выдерживаются в печи 3 с роликовым подом, которая служит для выравнивания температуры, поддерживаемой, например, на значении 1150°С. К печи 3 с роликовым подом примыкают ножницы 4, которые применяются только в случае аварии.
После печи 3 с роликовым подом следует устройство 5 для гидросбива окалины, за которым следует семиклетевой прокатный стан 7 с параметрами прокатки, обозначенными как F1 - F7. На выходе прокатного стана 7 предусмотрен участок 8 охлаждения, к которому в направлении подачи полосы примыкают летучие ножницы 9, которые применяются в случае использования полубесконечной или, соответственно, бесконечной прокатки. Установка горячей прокатки заканчивается двумя моталками 10, которые альтернативно могут быть выполнены в виде роторного наматывающего устройства. Между клетью F1 и клетью F7 расположено межклетевое устройство 6 удаления окалины.
В зависимости от материала и желательной конечной толщины возможны различные способы прокатки.
Если должна осуществляться прокатка труднодеформируемых материалов, то УНРС 1 для отливки тонких слябов настраивается таким образом, что в зависимости от желательной конечной толщины и производительности установки непрерывной разливки применяются слябы с толщинами от 45 до 70 мм, предпочтительно 55 мм. Все 7 клетей F1 - F7 включают в работу. Межклетевое устройство 6 удаления окалины находится в неактивном состоянии. При этом технологическом режиме за счет высоких усилий прокатки и значительной работы деформации, совершаемой по отношению к прокатываемому труднодеформируемому материалу, на выходе клети F7 достигают толщины катаной полосы ниже 1 мм, причем скорость не превышает примерно 15 м/с, и все же обеспечивается получение катаной полосы с аустенитной структурой.
Если должна осуществляться прокатка легкодеформируемого материала с конечной толщиной >1 мм, то выбираются толщины тонкого сляба от 55 до 70 мм. Все клети F1 - F7 находятся в активном состоянии, в то время как межклетевое устройство 6 удаления окалины находится в неактивном состоянии.
При прокатке легкодеформируемого материала с конечными толщинами менее 1 мм УНРС 1 для отливки тонких слябов устанавливается на толщины тонких слябов от 45 до 50 мм. Клеть F1 либо не активна, либо устанавливается на чистовой проход с незначительным обжатием. Чистовой проход обуславливает то, что поверхность сляба становится более гладкой, так что после устройства 5 для гидросбива окалины может нарастать более равномерный слой окалины. Поэтому активное межклетевое устройство 6 удаления окалины может легче удалять вновь возникающую окалину. То есть на сляб наносится меньше средства для удаления окалины, чем в случае, если бы клеть F1 не была установлена на чистовой проход.
Клети F2 - F7 обычно устанавливаются на несколько большее усилие, чем в режиме, когда установлены все семь клетей. За счет приведения в действие только клетей F2-F7 достигаются меньшие конечные скорости прокатки. За счет меньшей исходной толщины сляба и установки более значительного усилия прокатных валков клетей F2-F7 все же достигаются конечные толщины проката менее 1 мм, причем прокат имеет температуры, соответствующие области аустенитной структуры.
С помощью предложенной установки горячей прокатки можно, таким образом, осуществлять прокатку как труднодеформируемых, так и легкодеформируемых материалов до толщин менее 1 мм в аустенитной области, при этом выходная скорость у клети F7 не превышает 15 м/с. Тем самым процесс может быть реализован простыми средствами, и агрегаты установки горячей прокатки, например ножницы и моталки, сохраняют свою простую и экономичную конструкцию. Кроме того, не требуются повышенные затраты на реализацию.
Перечень обозначений ссылочных позиций
1 - УНРС для отливки тонких слябов
2 - ножницы
3 - печь с роликовым подом
4 - аварийные ножницы
5 - устройство для гидросбива окалины
6 - межклетевое устройство удаления окалины
7 - прокатный стан
8 - участок охлаждения
9 - летучие ножницы
10 - моталка
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ, С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2006 |
|
RU2414978C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2006 |
|
RU2410173C2 |
Изобретение относится к области горячей прокатки. Задача изобретения - прокатка на одном оборудовании материала с различной деформируемостью до толщины, меньшей чем 1 мм. Установка включает агрегат непрерывной разливки стали для отливки бесконечных слябов, ножницы, печь с роликовым подом, устройство для гидросбива окалины и семиклетевой прокатный стан. Между первой и второй клетью прокатного стана предусмотрено межклетевое устройство удаления окалины, на конце прокатного стана размещен участок охлаждения и ножницы, а также по меньшей мере одна моталка для наматывания полосы в рулон, причем УНРС для отливки тонких слябов имеет регулируемую тянущую систему. На выходе седьмой клети получают горячекатаную полосу с аустенитной структурой и управляемой скоростью прокатки, первую клеть оставляют неактивной или устанавливают на чистовой проход с незначительным обжатием. Межклетевое устройство удаления окалины используют в зависимости от деформируемости материала для удаления вновь образовавшейся окалины. Изобретение обеспечивает возможность регулирования производственного процесса при прокатке разных материалов без потери качества изделий и износа оборудования. 3 н. и 2 з.п. ф-лы, 1 ил.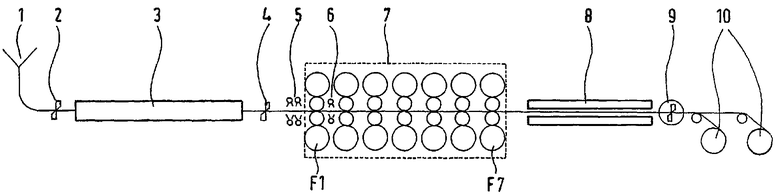
| DE 4402402 А, 03.08.1995 | |||
| Устройство для дробления стружки на станках с программным управлением | 1979 |
|
SU885974A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |

