Изобретение относится к области получения алюминия электролизом, в частности к устройствам для обслуживания алюминиевых электролизеров с верхним токоподводом.
Известен механизм для очистки анодных штырей алюминиевых электролизеров от окалины и пека, состоящий из станины, полого вращающегося шпинделя с приводом, с расположенным ниже его блоком самоустанавливающихся резцов для очистки конусной части штыря и щетки с электроприводом, для очистки омедненной цилиндрической части штыря (Авторское свидетельство СССР №360394).
Недостатком известного устройства является качественная очистка им только конической части штыря и невозможность хорошей очистки цилиндрической части штыря, т.к. конструкция предназначена для очистки омедненной цилиндрической части штыря. Кроме того, отсутствует центрирующее устройство для штыря, что вызывает вибрацию и приводит к поломке резцов, а размещение блока резцов ниже шпинделя ограничивает длину обрабатываемой конической части штыря.
Задачей изобретения является повышение надежности работы механизма, повышение его производительности и чистоты обработки штыря.
Техническим результатом является качественная очистка цилиндрической и конической части штыря при длительной безремонтной работе механизма.
Техническое решение задачи заключается в том, что механизм для чистки цилиндрической и конической частей анодных штырей алюминиевых электролизеров с верхним токоподводом от окалины и пека, включающий станину, полый шпиндель с электроприводом и шарнирно закрепленным на нем блоком самоустанавливающихся резцов для очистки конусной частей штыря, снабжен вторым полым шпинделем с электроприводом с закрепленным на нем блоком подпружиненных резцов для очистки цилиндрической части штыря и двумя центрирующими устройства, при этом блоки резцов расположены выше шпинделей, а центрирующие устройства расположены по одному перед каждым блоком резцов.
Механизм снабжен выдвижным поддоном, установленным в станине под шпинделем.
На фиг.1 показан общий вид механизма.
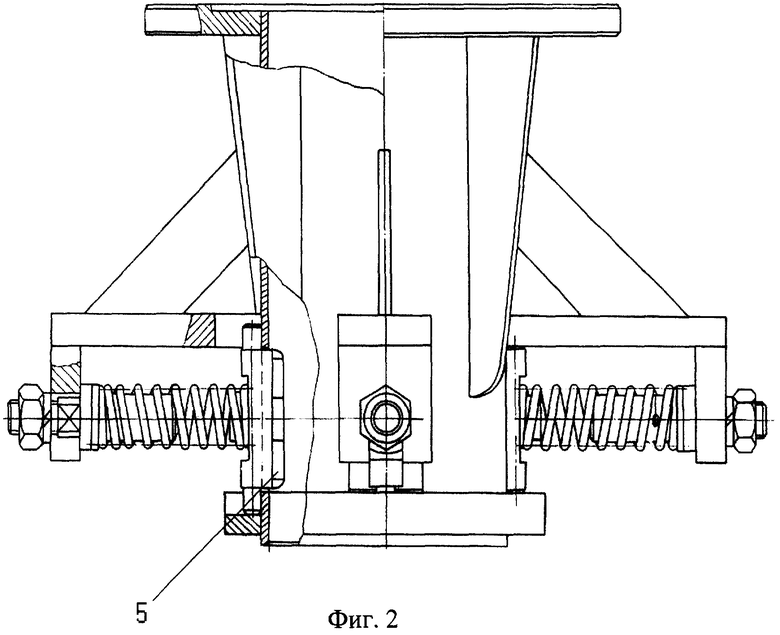
На фиг.2 показан блок подпружиненных резцов.
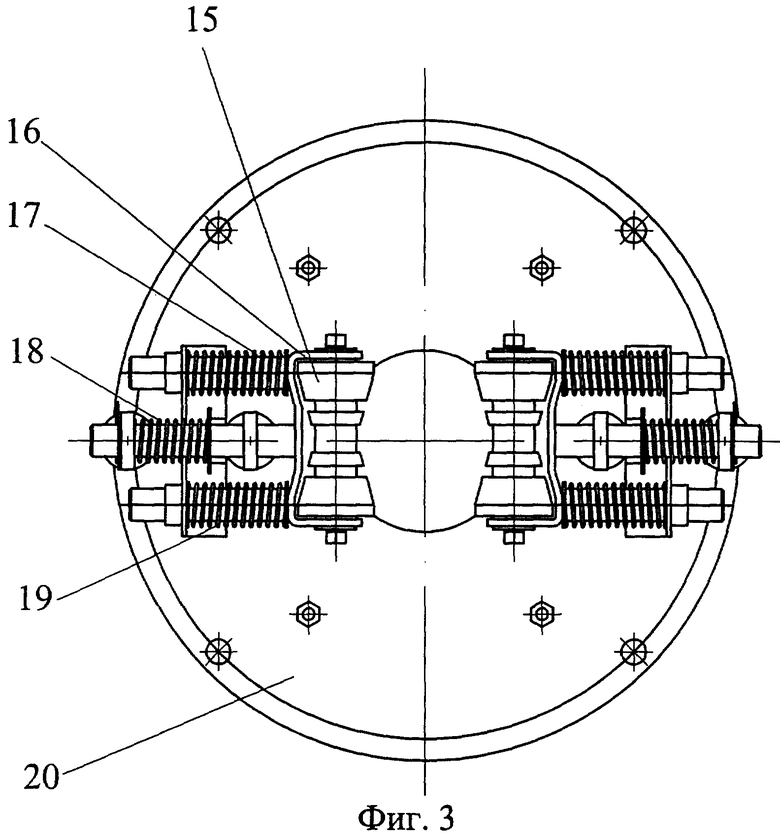
На фиг.3 показано центрирующее устройство.
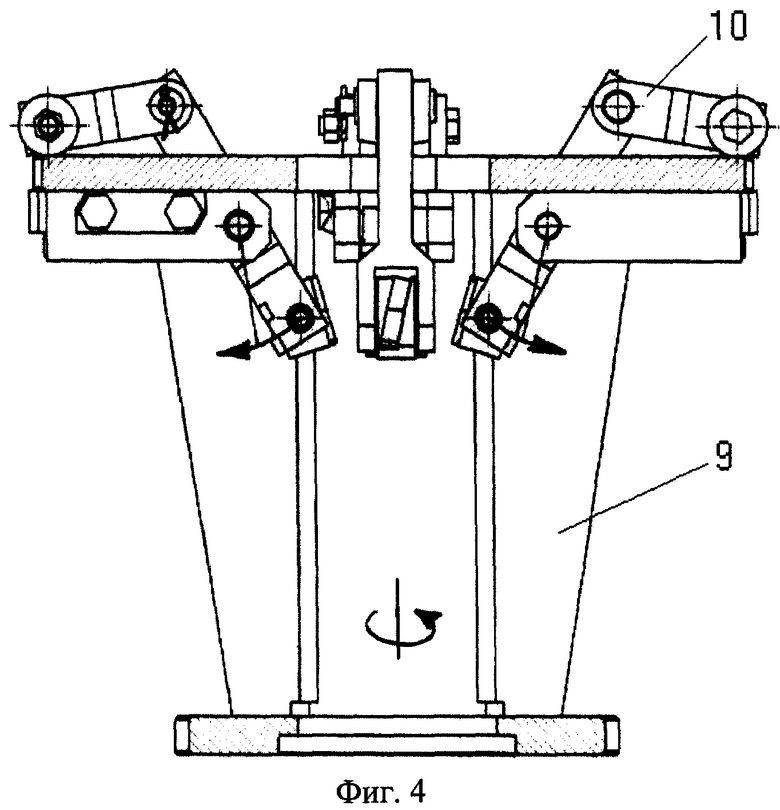
На фиг.4 показан блок самоустанавливающихся резцов.
Механизм состоит из станины 1, на которой последовательно расположены центрирующие устройства 2 и 3, центрирующие штырь во взаимно-перпендикулярных плоскостях. Под центрирующим устройством 2 расположен блок подпружиненных резцов 4 с четырьмя резцами 5. Блок 4 закреплен на верхней части пустотелого шпинделя 6. Для вращения шпинделя станок имеет электродвигатель 7 и клиноременную передачу 8 от двигателя к шпинделю. Ниже расположено центрирующее устройство 3 и блок 9 с самоустанавливающимися резцами 10, закрепленный на шпинделе 11, имеющем привод от электродвигателя 12 через клиноременную передачу 13. Под днищем станка установлен передвижной поддон 14.
Центрирующее устройство состоит из двух роликов 15 удерживаемых скобой 16, которая через пружины 17, 18, 19 и диск 20 соединена со станиной 1.
Механизм работает следующим образом.
Вынутый из электролизера штырь краном опускают через центрирующее устройство 2 во вращающийся пустотелый шпиндель 6. При прохождении конической части штыря через центрующее устройство 2 он роликами 15 центруется и, пройдя блок подпружиненных резцов 4 и пустотелый шпиндель 6, входит в центрирующее устройство 3, которое центрирует штырь в направлении, перпендикулярном центрирующему устройству 2 и далее проходит до соприкосновения с самоустанавливающимися резцами 10 блока 9 и входит во вращающийся пустотелый шпиндель 11. Самоустанавливающиеся резцы 10 блока 9 прижимаются центробежной силой к обрабатываемой конусной поверхности штыря и очищают ее от окалины и частиц пека во время опускания штыря в шпиндель11 и при его подъеме. При прохождении цилиндрической части штыря через блок резцов 4 поверхность его обрабатывается резцами 5.
Для очистки анодного штыря от окалины и частиц спекшейся анодной массы его 2-3 раза опускают в механизм.
Для удаления из механизма продуктов очистки их сметают в поддон 14.
Два центрирующих устройства 2 и 3 при опускании анодного штыря роликами 15 ориентируют его ось по оси шпинделей 6 и 11, что позволяет сократить биение штыря при входе в блок резцов, снизить число поломок резцов, увеличить чистоту обработки и сократить время обработки.
Размещение блока резцов выше шпинделя позволило увеличить длину обрабатываемой поверхности штыря.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОЧИСТКИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2004 |
|
RU2265083C1 |
| СТАНОК ДЛЯ ОЧИСТКИ АНОДНЫХ ШТЫРЕЙ | 1972 |
|
SU360394A1 |
| СТАНОК ДЛЯ ОЧИСТКИ ВЕРТИКАЛЬНО УСТАНОВЛЕННЫХ | 1966 |
|
SU188679A1 |
| ШТЫРЬ ДЛЯ ПОДВОДА ТОКА К САМООБЖИГАЮЩЕМУСЯ АНОДУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2318923C1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1984 |
|
SU1208094A1 |
| Анодное устройство электролизера для производства алюминия | 2020 |
|
RU2742557C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ ОТ ПОДОШВЫ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ ДО НИЖНЕГО СРЕЗА ТОКОПОДВОДЯЩЕГО ШТЫРЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2245943C2 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 2005 |
|
RU2307879C2 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2015 |
|
RU2606365C1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |
Изобретение относится к области получения алюминия электролизом, в частности к устройствам для обслуживания алюминиевых электролизеров. Механизм для чистки цилиндрической и конической частей анодных штырей алюминиевых электролизеров с верхним токоподводом от окалины и пека включает станину, полый шпиндель с электроприводом и закрепленным на нем блоком самоустанавливающихся резцов для очистки конусной части штыря. Он также снабжен вторым полым шпинделем с электроприводом, с закрепленным на нем блоком подпружиненных резцов для очистки цилиндрической части штыря и двумя центрирующими устройствами, при этом блоки резцов расположены выше шпинделей, а центрирующие устройства расположены по одному перед каждым блоком резцов. Станок снабжен выдвижным поддоном, устанавливаемым в станине под шпинделем. Техническим результатом является качественная очистка цилиндрической и конической частей анодных штырей при длительной безремонтной работе механизма. 1 з.п. ф-лы, 4 ил.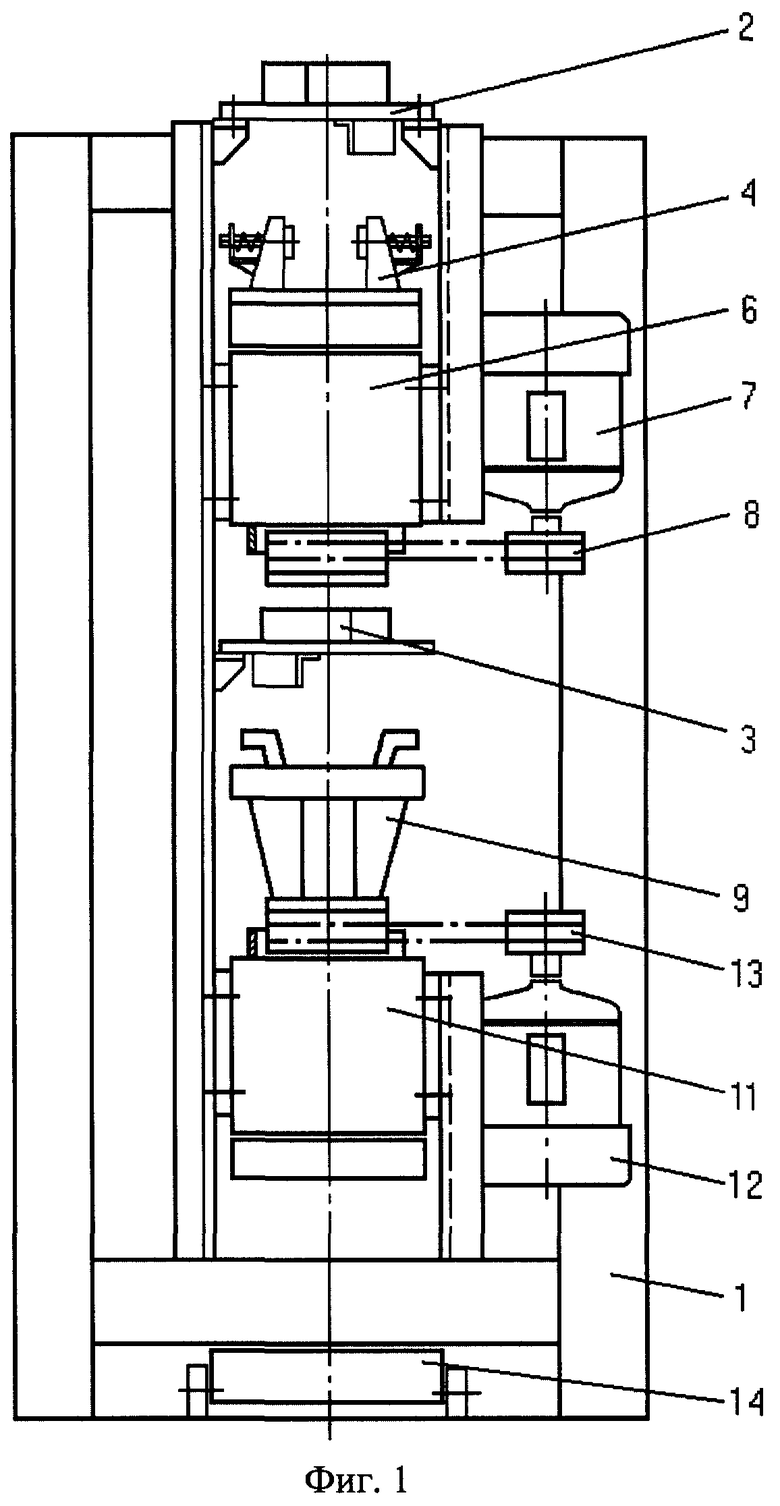
| СТАНОК ДЛЯ ОЧИСТКИ АНОДНЫХ ШТЫРЕЙ | 0 |
|
SU360394A1 |
| Устройство для чистки и охлаждения штырей алюминиевых электролизеров | 1984 |
|
SU1184871A1 |
| RU 97100053 А, 10.02.1999 | |||
| JP 59006391 А, 13.01.1984 | |||
| Крутонаклонный ленточный конвейер | 1977 |
|
SU618313A1 |
| US 3700571 А, 24.10.1972 | |||
| US 2003070937 А, 17.04.2003. | |||

