4
сл to
00 а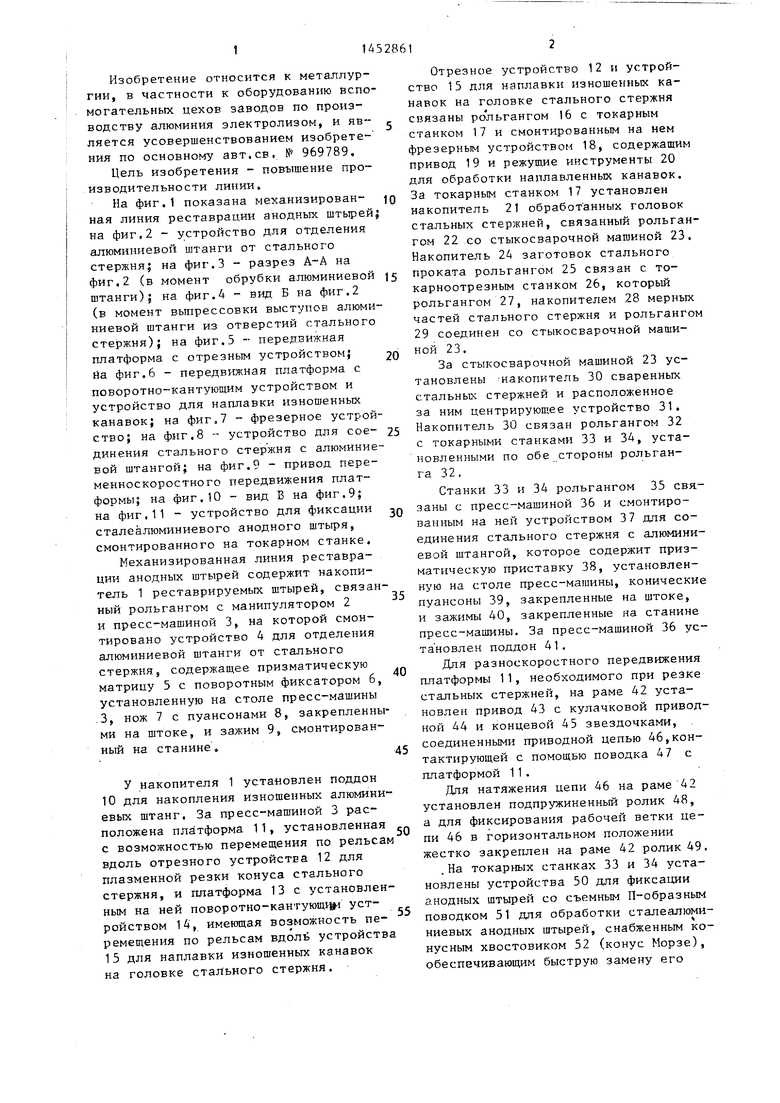
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1984 |
|
SU1208094A1 |
| Механизированная линия изготовления катодных стержней | 1984 |
|
SU1247433A1 |
| Составной анодный штырь алюминиевого электролизера | 1982 |
|
SU1024529A1 |
| АНОДНЫЙ ШТЫРЬ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ПОДВОДОМ ТОКА К АНОДУ | 1970 |
|
SU258610A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| СОСТАВНОЙ АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU386028A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1994 |
|
RU2082829C1 |
| Способ изготовления сталеалюминиевого штыря | 1971 |
|
SU361715A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
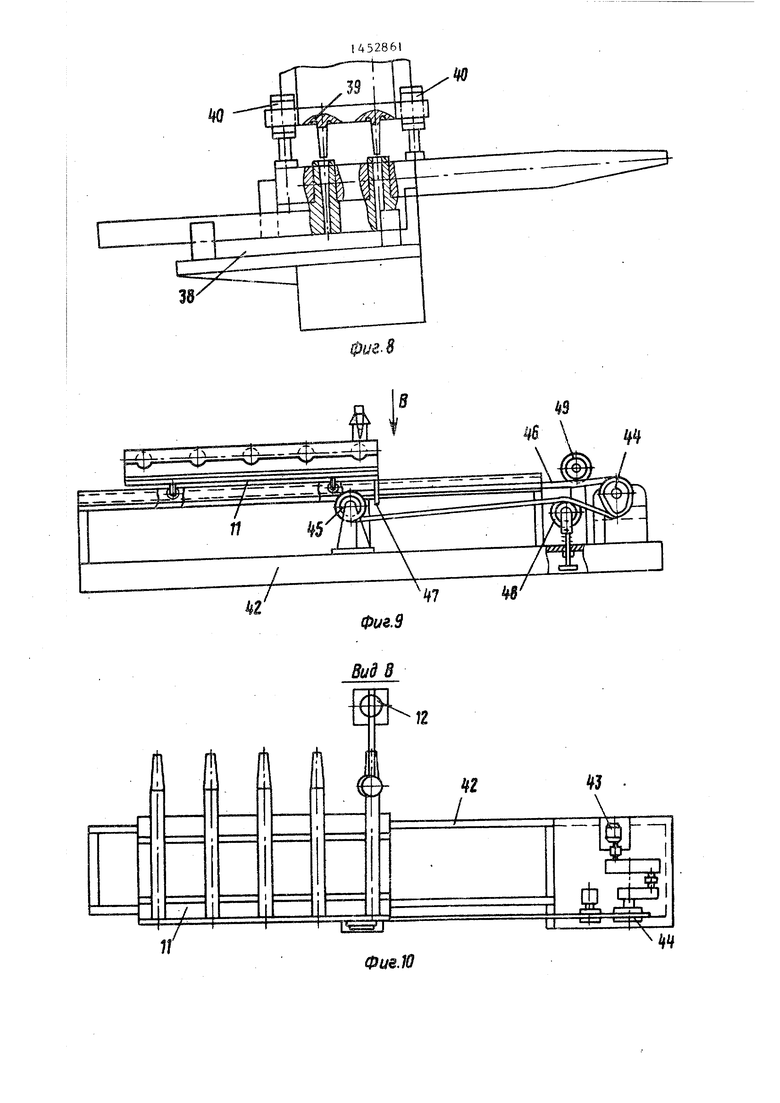
Изобретение относится к металлургии, к оборудованию вспомогательных цехов заводов по производству алюминия электролизом. Цель изобретения - повышение производительности. При реставрации сталеалюминиевых анодных штырей производят обрезку обгоревшей конусной части стержня с помощью отрезного устройства 12, При этом стержни укладывают на платформу 11, которую перемещают с помощью привода 43. Привод 43 обеспечивает замедление скорости движения платформы 11 на участке от периферии до се- рединь стержня и постепенное увеличение скорости на участке от середины стержня до его периферии. В результате расстояния между соседними стержнями платформа 11 покрывает с максимальной скоростью, что повышает производительность устройства 12 и линии в целом. 11 ил. t (Л
ГЧ)
fue f
Изобретение относится к металлургии, в частности к оборудованию вспомогательных цехов заводов по производству алюминия электролизом, и яв- ляется усовершенствованием изобретения по основному авт.ев, № 969789.
Цель изобретения - повышение производительности линии.
На фиг.1 показана механизирован- мая линия реставрации анодных штырей; на фиг.2 - устройство для отделения алюминиевой штанги от стального стержня; на фиг.З - разрез А-А на фиг.2 (в момент обрубки алюминиевой штанги); на фиг.4 - вид Б на фиг.2 (в момент выпрессовки выступов алюминиевой штанги из отверстий стального стержня); на фиг.З - передвижная платформа с отрезным устройством; йа фиг.6 - передвижная платформа с поворотно-кантующим устройством и устройство для наплавки изношенных канавок; на фиг.7 - фрезерное устройство; на фиг.8 - устройство для соединения стального стержня с алюминиевой штангой; на фиг.9 - привод пере- менноскоростного передвижения платформы; на фиг.10 - вид В на фиг.9; на фиг.11 - устройство для фиксации сталеалюминиевого анодного штыря, смонтированного на токарном станке. Механизированная линия реставрации анодных штырей содержит накопитель 1 реставрируемых штырей, связан ный рольгангом с манипулятором 2 и пресс-машиной 3, на которой смонтировано устройство 4 для отделения алюминиевой штанги от стального стержня, содержащее призматическую матрицу 5 с поворотным фиксатором 6, установленную на столе пресс-машины 3 нож 7 с пуансонами 8, закрепленны ми на штоке, и зажим 9, смонтированный на станине,
У накопителя 1 установлен поддон 10 для накопления изношенных алюминиевых штанг. За пресс-машиной 3 расположена платформа 11, установленная с возможностью перемещения по рельса вдоль отрезного устройства 12 для плазменной резки конуса стального стержня, и платформа 13 с установленым на ней поворотно-кантующ1 1 уст- ройством 14, имеющая возможность перемещения по рельсам вдоль устройст 15 для наплавки изношенных канавок на головке стального стержня.
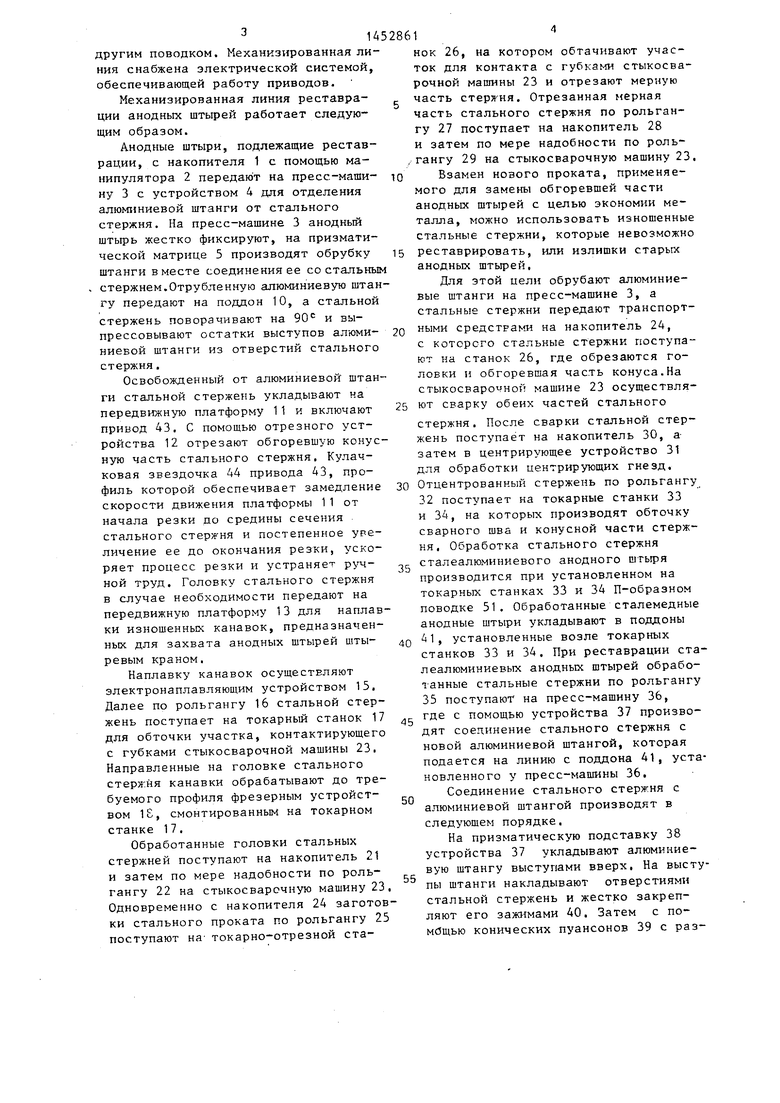
Отрезное устройство 12 и устройство 15 для наплавки изношенных канавок на головке стального стержня связаны рольгангом 16 с токарным станком 17 и смонтированным на нем фрезерным устройством 18, содержащим привод 19 и режущие инструменты 20 для обработки наплавленных канавок. За токарным станком 17 установлен накопитель 21 обработ анных головок стальных стержней, связанный рольгангом 22 со стыкосварочной машиной 23. Накопитель 24 заготовок стального проката рольгангом 25 связан с то- карноотрезным станком 26, который рольгангом 27, накопителем 28 мерных частей стального стержня и рольгангом 29 соединен со стыкосварочной машиной 23.
За стыкосварочной машиной 23 установлены накопитель 30 сваренных стальных стержней и расположенное за ним центрирующее устройство 31. Накопитель 30 связан рольгангом 32 с токарными станками 33 и 34, установленными по обе стороны рольганга 32.
Станки 33 и 34 рольгангом 35 связаны с пресс-машиной 36 и смонтированным на ней устройством 37 для соединения стального стержня с алюминиевой штангой, которое содержит призматическую приставку 38, установленную на столе пресс-машины, конически пуансоны 39, закрепленные на штоке, и зажимы 40, закрепленные на станине пресс-машины. За пресс-машиной 36 ус та новлен поддон 41.
Для разноскоростного передвижения платформы 11, необходимого при резке стальных стержней, на раме 42 установлен привод 43 с кулачковой приводной 44 и концевой 45 звездочками, соединенными приводной цепью 46,контактирующей с помощью поводка 47 с платформой 11.
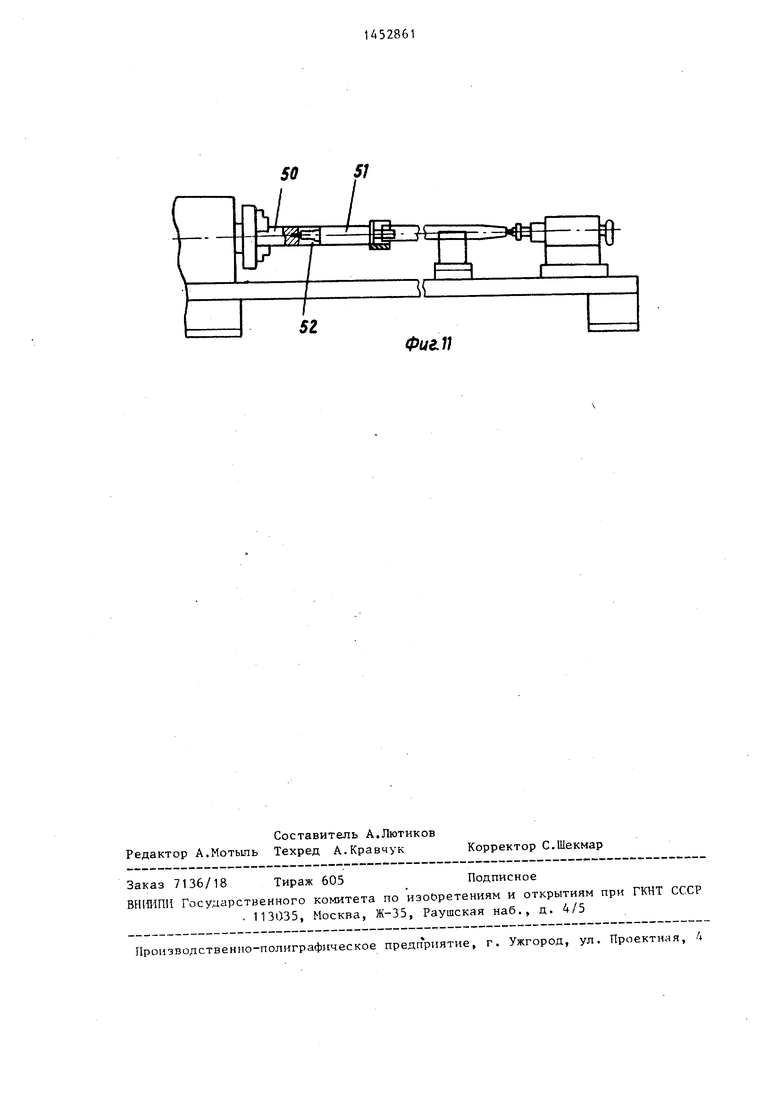
Для натяжения цепи 46 на раме 4 установлен подпружиненный ролик 48, а для фиксирования рабочей ветки цепи 46 в горизонтальном положении жестко закреплен на раме 42 ролик 49 .На токарных станках 33 и 34 установлены устройства 50 для фиксации анодных штырей со съемным П-образным поводком 51 для обработки сталеалюми ниевых анодных штырей, снабженным конусным хвостовиком 52 (конус Морзе) обеспечивающим быструю замену его
20
30
другим поводком. Механизированная линия снабжена электрической системой, обеспечивающей работу приводов.
Механизированная линия реставра- g ции анодных штырей работает следующим образом.
Анодные штыри, подлежащие реставрации, с накопителя 1 с помощью манипулятора 2 передают на пресс-маши- т о ну 3 с устройством 4 для отделения алюминиевой штанги от стального стержня. На пресс-машине 3 анодный штырь жестко фиксируют, на призматической матрице 5 производят обрубку 15 штанги вместе соединения ее со стальным стержнем.Отрубленную алюминиевую штангу передают на поддон 10, а стальной стержень поворачивают на 90 и вы- прессовывают остатки выступов алюминиевой штанги из отверстий стального стержня.
Освобожденный от алюминиевой штанги стальной стержень укладывают на передвижную платформу 11 и включают привод 43. С помощью отрезного устройства 12 отрезают обгоревшую конусную часть стального стержня. Кулачковая звездочка 44 привода 43, профиль которой обеспечивает замедление скорости движения платформы 11 от начала резки до средины сечения стального стержня и постепенное увеличение ее до окончания резки, ускоряет процесс резки и устраняет руч- ной труд. Головку стального стержня в случае необходимости передают на передвижную платформу 13 для наплавки изношенных канавок, предназначенных для захвата анодных штырей шты- 40 ревым краном.
Наплавку канавок осуществляют электронаплавляющим устройством 15. Далее по рольгангу 16 стальной стержень поступает на токарный станок 17 для обточки участка, контактирующего с губками стыкосварочной машины 23. Направленные на головке стального стержня канавки обрабатывают до требуемого профиля фрезерным устройст- g BOM 1, смонтированным на токарном станке 17.
Обработанные головки стальных стержней поступают на накопитель 21 и затем по мере надобности по роль- Гангу 22 на стыкосварочную машину 23. Одновременно с накопителя 24 заготовки стального проката по рольгангу 25 поступают на- токарно-отрезной ста0
0
5
40
g
нок 26, на котором обтачивают участок для контакта с губками стыкосварочной машины 23 и отрезают мерную часть стержня. Отрезанная мерная часть стального стержня по рольгангу 27 поступает на накопитель 28 и затем по мере надобности по рольгангу 29 на стыкосварочную машину 23.
Взамен нового проката, применяемого для замены обгоревшей части анодных штырей с целью экономии металла, можно использовать изношенные стальные стержни, которые невозможно реставрировать, или излишки старых анодных штырей.
Для этой цели обрубают алюминиевые штанги на пресс-машине 3, а стальные стержни передают транспортными средствами на накопитель 24, с которого стальные стержни поступают на станок 26, где обрезаются головки и обгоревшая часть конуса.На стыкосварочной машине 23 осуществляют сварку обеих частей стального стержня. После сварки стальной стержень поступает на накопитель 30, а- затем в центрирующее устройство 31 для обработки центрирующих гнезд. Отцентрованный стержень по рольгангу 32 поступает на токарные станки 33 и 34, на которых производят обточку сварного шва и конусной части стержня. Обработка стального стержня сталеалюминиевого анодного штьфя производится при установленном на токарных станках 33 и 34 П-образном поводке 51. Обработанные сталемедные анодные штыри укладывают в поддоны 41, установленные возле токарных станков 33 и 34. При реставрации ста- леалюминиевых анодных штырей обработанные стальные стержни по рольгангу 35 поступают на пресс-машину 36, где с помощью устройства 37 производят соединение стального стержня с новой алюминиевой штангой, которая подается на линию с поддона 41, установленного у пресс-машины 36.
Соединение стального стержня с алюминиевой штангой производят в следующем порядке.
На призматическую подставку 38 устройства 37 укладывают алюминиевую штангу выступами вверх. На выступы штанги накладывают отверстиями стальной стержень и жестко закрепляют его зажимами 40. Затем с по- мбщью конических пуансонов 39 с развальцованными головками, закрепленными на штоке пресс-машины 36, производят распрессовку и развальцовку выступов,
i Таким образом, в предлагаемой ме- Iханизированной линии реставрации анодных штырей автоматически поддерживается оптимальный режим обрезки обгоревшей конусной части стального I стержня, что повышает производитель- 1 ность отрезного устройства 12 и ли- НИИ В целом.
А
Фиг,3
Формула изобретения
Механизированная линия реставрации сталеалюминиевых анодных штырей по авт. св. № 969789, отличающаяся тем, что, .с целью повьш1е- ния производительности, она снабжена приводом переменного скоростного, движения платформы О1резного устройства, выполненным в виде кулачковой приводной и концевой звездочек, соединенных цепью, подпружиненной натяжным роликом и соединенной с платформой поводком.
Фиг 2
ВидБ
Фиг.Ч
Фие.7
0ite.5
фиг.б
W
H
n
w
Фиг.9
41
Фи&.Ю
Фиг.11
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
