«
Изобретение относится к металлургии цветных металлов, к оборудованию цехов получения алюминия электролизом, в частности к линии для реставрации анодных штырей алюминиевого электролизера.
Цель изобретения - снижение расхода металла и трудозатрат на реставрацию за счет обеспечения возможности повторного использования незначительно деформированных алюминиевых штанг и стальных стержней с необгоревшей конусной частью.
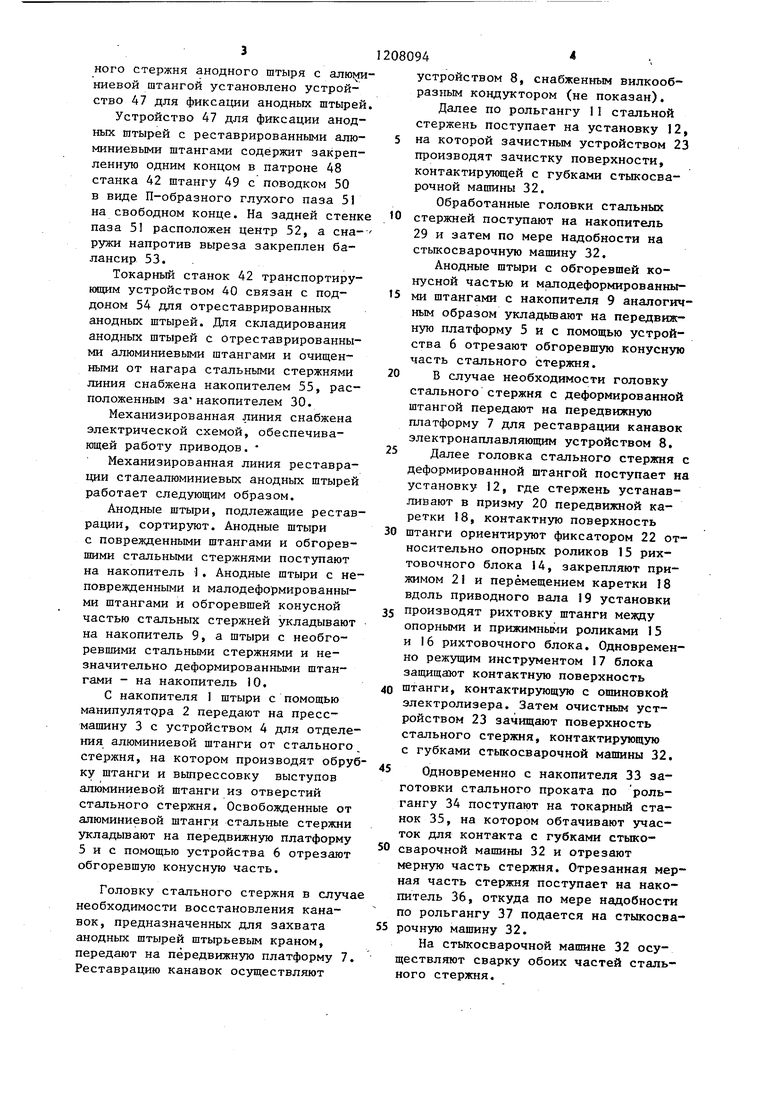
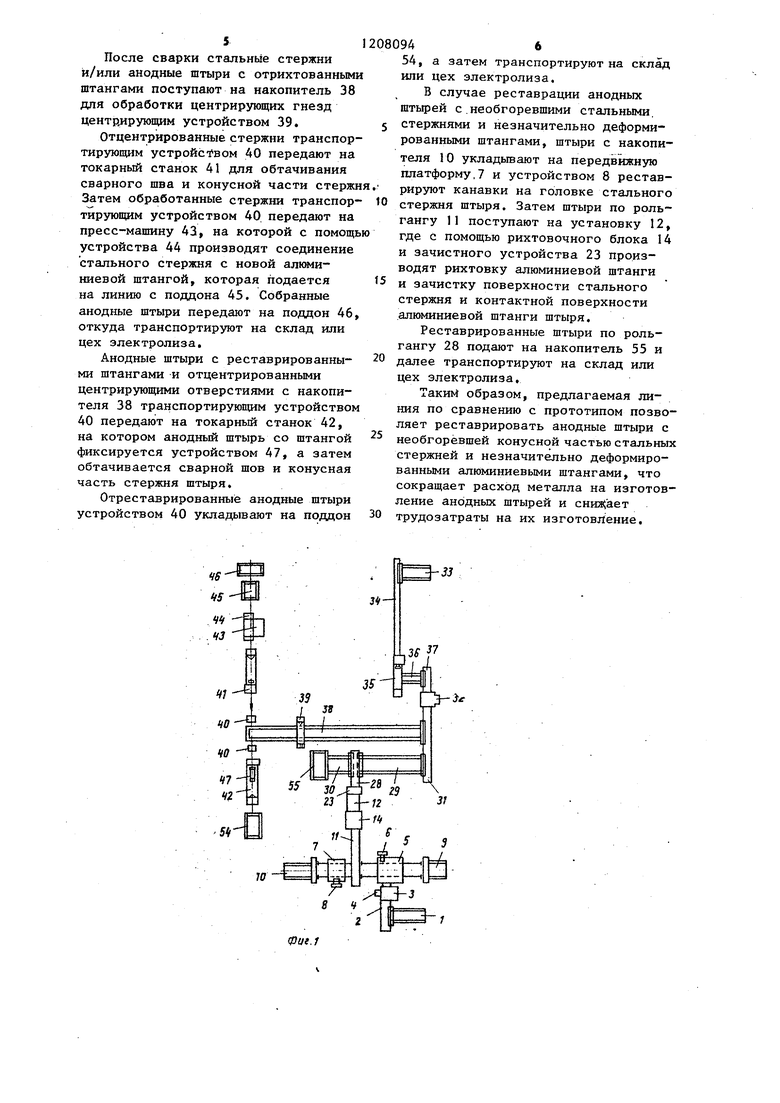
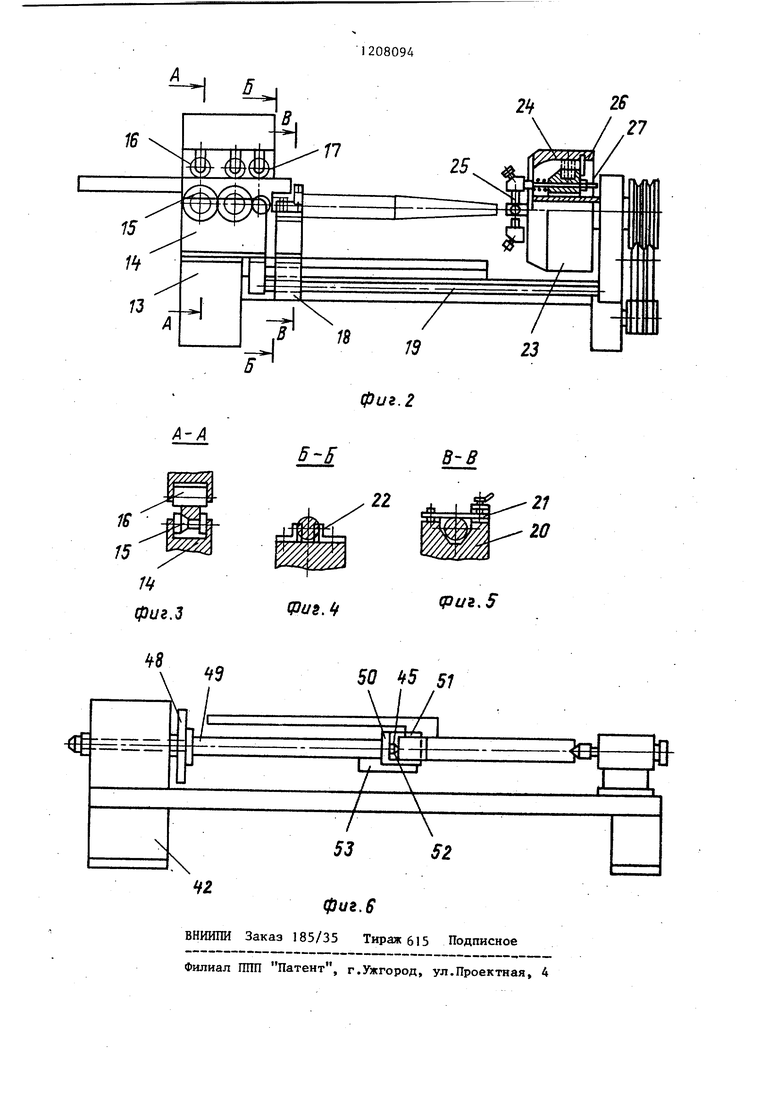
На фиг, 1 показана механизированная линия реставрации сталеалю- миниевых штырей; на фиг, 2 - установка для реставрации алюминиевых штанг; на. фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - устройство для фиксации анодных штырей с алюминиевыми штангами.
Механизированная линия реставрации сталеалюминиевых анодных штырей содержит накопитель 1 реставрируе- мых штырей с обгоревшими конусными частями и деформированными штангами, подлежащими отделению от стального стержня, связанный рольгангом с манипулятором 2 и пресс-машиной 3 на которой смонтировано устройство 4 для отделения алюминиевой штанги от стального стержня.
За пресс-машиной 3 расположены платформа 5, установленная с возможностью перемещения по рельсам вдоль отрезного устройства 6, и платформа 7, установленная с возможностью перемещения по рельсам вдоль устройства 8 для наплавки изношенных канавок на головке стального рельса. I
Для складирования анодных штырей с отделяемой конусной частью и со штангами, подлежащими реставрации, установлен накопитель 9. Для складирования анодных штырей с подлежащими реставрации алюминиевыми штан- 1гами и малообгоревшей конусной частью ртальногр стержня линия снабжена накопителем 10.
Отрезное устройство 6 и устройство 8 для наплавки изношенных канвок на головке стального стержня связаны рольгангом 11 с установкой 12 для реставрации алюминиевых шта и зачистки поверхности стальных
080942
стержней. Установка 12 содержит смой тированные на станине 13 рихтовочный, блок 14 с опорными и прижимными роликами 15 и 16 и режзтцим инстру5 ментом 17, каретку 18, установленную на приводном валу 19 с возможностью горизонтального возвратно-поступательного перемещения.
Каретка 18 снабжена призмой 20
О с прижимом 21 для крепления стержня штыря и фиксатором 22 для ориентации контактной поверхности алюминиевой штанги относительно опорных и прижимных роликов 15 и 16 рихтовочного
15 блока 14. На противоположной стороне станины 13 смонтировано устройство 23 для зачистки поверхности стержня от нагара, выполненное в виде вращающегося патрона 24 с шарнирно за20 крепленными режущими инструментами 25 и подпружиненными прижимами 26, свободно насаженными на стержни 27 . режущих инструментов.
Установка 12 рольгангом 28 сое25 динена с накопителем 29 обработанных головок стальных стержней и накопителем 30 обработанных головок стержней с реставрированными штангами,
30 Лакопитель 29 рольгангом 31 связан со стыкосварочной машиной 32.
Накопитель 33 заготовок стального проката рольгангом 34 связан с токарно-отрезным стаканом 35, кото5 рый накопителем 36 мерных частей стального стержня и рольгангом 37 соединен со стыкосварочной машиной 32.
За стыкосварочной машиной 32
40 установлены накопитель 38 сваренных стальных стержней и расположенное над ним центрирующее устройство 39, Накопитель 38 связан транспортирующим устройством 40 с токарными
45 станками 41 и 42, установленными по обе стороны накопителя 38,
За токарным станком 41 для обточки сварного шва и конусной части стального стержня расположена пресс50 машина 43 с устройством 44 для соединения стального стержня с алюминиевой штангой.
Пресс-машина 43 транспортирующим устройством 40 связана с поддоном 45
55 алюминиевых штанг и поддоном 46 для,собранных анодных штырей.
На токарном станке 42 для обточки сварного шва и конусной части сталь 3
ного стержня анодного штыря с алюминиевой штангой установлено устройство 47 для фиксации анодных штырей
Устройство 47 для фиксации анодных штырей с реставрированными алюминиевыми штангами содержит закрепленную одним концом в патроне 48 станка 42 штангу 49 с поводком 50 в виде П-образного глухого паза 51 на свободном конце. На задней стенке паза 51 расположен центр 52, а сна- ружи напротив выреза закреплен балансир 53. .
Токарный станок 42 транспортиру- HxipiM устройством 40 связан с поддоном 54 для отреставрированных анодных штырей. Для складирования анодных штырей с отреставрированными алюминиевыми штангами и очищенными от нагара стальными стержнями линия снабжена накопителем 55, расположенным за накопителем 30.
Механизированная линия снабжена электрической схемой, обеспечивающей работу приводов.
Механизированная линия реставрации сталеалюминиевых анодных штырей работает следующим образом.
Анодные штыри, подлежащие реставрации, сортируют. Анодные штыри с поврежденными штангами и обгоревшими стальными стержнями поступают на накопитель 1. Анодные штыри с неповрежденными и малодеформированными штангами и обгоревшей конусной частью стальных стержней укладывают на накопитель 9, а штыри с необгоревшими стальными стержнями и незначительно деформированными штангами - на накопитель 10.
С накопителя 1 штыри с помощью манипулятора 2 передают на пресс- машину 3 с устройством 4 для отделения алюминиевой штанги от стального стержня, на котором производят обрубку штанги и вьтрессовку выступов алюминиевой штанги из отверстий стального стержня. Освобожденные от алюминиевой штанги стальные стержни укладывают на передвижную платформу 5 и с помощью устройства 6 отрезают обгоревшую конусную часть.
Головку стального стержня в случа необходимости восстановления канавок, предназначенных для захвата анодных штырей штырьевым краном, передают на передвижную платформу 7. Реставрацию канавок осуществляют
25
08094
устройством 8, снабженным вилкообразным кондуктором (не показан).
Далее по рольгангу II стальной стержень поступает на установку 12,
5 на которой зачистным устройством 23 производят зачистку поверхности, контактирующей с губками стыкосва- рочной машины 32.
Обработанные головки стальных
10 стержней поступают на накопитель 29 и затем по мере надобности на стыкосварочную машину 32.
Анодные штыри с обгоревшей конусной частью и малодеформированны 5 ми штангами с накопителя 9 аналогичным образом укладьюают на передвижную платформу 5 и с помощью устройства 6 отрезают обгоревшую конусную часть стального стержня.
20 в случае необходимости головку стального стержня с деформированной штангой передают на передвижную платформу 7 для реставрации канавок злектронаплавляющим устройством 8.
Далее головка стального стержня с деформированной штангой поступает на установку I2, где стержень устанавливают в призму 20 передвижной каретки 18, контактную поверхность
30 штанги ориентируют фиксатором 22 относительно опорных роликов 15 рих- товочного блока 14, закрепляют прижимом 21 и перемещением каретки 18 вдоль приводного вала 19 установки
35 производят рихтовку штанги мезвду опорными и прижимными роликами 15 и 16 рихтовочного блока. Одновременно режущим инструментом 17 блока защищазот контактную поверхность
40 штанги, контактирующую с ошиновкой электролизера. Затем очистным устройством 23 зачищают поверхность стального стержня, контактирующую с губками стыкосварочной машины 32.
45 Одновременно с накопителя 33 заготовки стального проката по рольгангу 34 поступают на токарный станок 35, на котором обтачивают участок для контакта с губками стыко50 сварочной машины 32 и отрезают
мерную часть стержня. Отрезанная мерная часть стержня поступает на накопитель 36, откуда по мере надобности по рольгангу 37 подается на стыкосва55 рочную машину 32.
На стыкосварочной машине 32 осуществляют сварку обоих частей стального стержня.
После сварки стальные стержни и/или анодные штыри с отрихтованными штангами поступают на накопитель 38 для обработки центрирующих гнезд центр,ирующим устройством 39.
Отцентрированные стержни транспортирующим устройст вом 40 передают на токарный станок 41 для обтачивания сварного шва и конусной части стержн Затем обработанные стержни транспор- тирующим устройством 40 передают на пресс-машину 43, на которой с помощь устройства 44 производят соединение стального стержня с новой ниевой штангой, которая подается на линию с поддона 45. Собранные анодные штыри передают на поддон 46, откуда транспортируют на склад или цех электролиза.
Анодные штыри с реставрированными штангами -и отцентрированными центрирующими отверстиями с накопителя 38 транспортирующим устройством 40 передают на токарный станок 42, на котором анодный штырь со штангой фиксируется устройством 47, а затем обтачивается сварной шов и конусная часть стержня штыря.
Отреставрированные анодные штыри устройством 40 укладывают на поддон
54, а затем транспортируют на склад или цех электролиза.
В случае реставрации анодных штырей с .необгоревшими стальными, стержнями и незначительно деформированными штангами, штыри с накопителя 10 укладьшают на передвижную платформу, и устройством 8 реставрируют канавки на головке стального стержня штыря. Затем штыри по рольгангу 11 поступают на установку 12, где с помощью рихтовочного блока 14 и зачистного устройства 23 производят рихтовку алюминиевой штанги и зачистку поверхности стального стержня и контактной поверхности .алюминиевой штанги штыря.
Реставрированные штыри по рольгангу 28 подают на накопитель 55 и далее транспортирзтот на склад или цех электролиза.
Такий образом, предлагаемая линия по сравнению с прототипом позволяет реставрировать анодные штыри с необгоревшей конусной частью стальных стержней и незначительно деформированными алюминиевыми штангами, что сокращает расход металла на изготовление анодных штырей и сния{ает трудозатраты на их изготовление.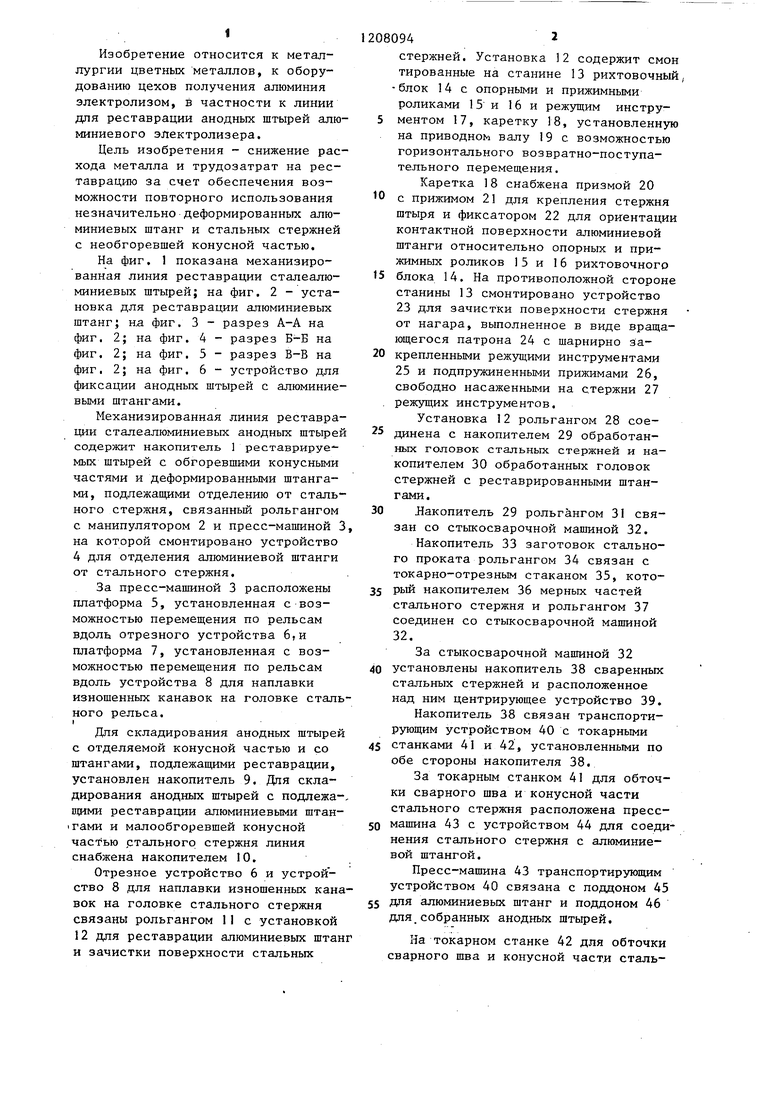
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Механизированная линия изготовления катодных стержней | 1984 |
|
SU1247433A1 |
| Механизированная линия изготовления катодных стержней | 1987 |
|
SU1406218A1 |
| Устройство для правки металлоконструкций | 1982 |
|
SU1070215A1 |
| СПОСОБ РЕСТАВРАЦИИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2011 |
|
RU2500501C2 |
| СОСТАВНОЙ АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1973 |
|
SU395509A1 |
| Анодный штырь электролизера для получения алюминия | 1987 |
|
SU1648990A1 |
| СОСТАВНОЙ АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU386028A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
5«
10
Я | - в
А-А
l2l
В-В
Q-Jus.fy
(pu.S
8
43
К
53
Н2
фи.6
ВНИИПИ Заказ 185/35 Тираж 615 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
50 «5 51
т
tia
52
| Способ приготовления неосальварсанового препарата | 1923 |
|
SU2696A1 |
| ОРмех, Ирк.Аз, 1971 | |||
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1981 |
|
SU969789A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
