Изобретение относится к металлургии алюминия и может быть использовано на заводах по производству алюминия, оснащенных электролизерами с самообжигающимся анодом и верхним токоподводом.
Известна конструкция штыря для подвода тока к самообжигающемуся аноду алюминиевого электролизера, состоящая из цилиндрической верхней части и конической нижней части, при этом коническая часть выполнена с большой конусностью. Известная конструкция позволяет при перестановке не извлекать штырь из анода, а приподнимать и устанавливать на определенный горизонт (Лысенко Л.Н.Труды ВАМИ. Госплан СССР, Главниипроект, 1959, №42, с.103-126).
Недостатком известной конструкции является то, что при подъеме и установке штыря на более высокий горизонт в щель между штырем и самообжигающимся анодом затекает анодная масса, обогащенная пеком. Вышеперечисленное существенно ухудшает качество образующегося вторичного анода (подштыревой пробки), увеличивает его реакционную способность, расход при электролизе и объем выбросов вредных смолистых веществ в окружающую среду.
Наиболее близким по технической сущности к предлагаемому изобретению является штырь для подвода тока, состоящий из стального стержня цилиндрической формы в его верхней части и конической формы в нижней части примерно равной длины. Коническая часть выполнена в виде усеченного конуса с соотношением диаметров 120:90 мм и длиной 900 мм. Штырь содержит также алюминиевую штангу для контактирования с анодной шиной. Известными штырями обеспечивается подвеска самообжигающегося анода и подвод тока к нему на электролизерах на силу тока 156-175 кА (Справочник металлурга по цветным металлам. Производство алюминия. Изд-во "Металлургия", 1971, с.179).
Недостатком прототипа является то, что при перестановке штырей по мере сгорания самообжигающегося анода, после извлечения горячего штыря в подштыревую лунку затекает жидкая анодная масса с поверхности самообжигающегося анода и в, первую очередь, ее наиболее жидкотекучая составляющая, обогащенная пеком. Что вызывает, хотя и в меньшем объеме, отрицательные последствия, присущие аналогу - ухудшение качества вторичного анода, увеличение его расхода и объема вредных выбросов. При снижении содержания пека в первичной анодной массе подштыревую лунку после извлечения штыря приходится заполнять вручную, а при снижении содержания пека в подштыревой (вторичной) анодной массе возникают проблемы с установкой штырей на заданный горизонт. Большая длина конической части штыря затрудняет обеспечение его целостного, однородного контакта с самообжигающимся анодом, особенно при снижении содержания пека. Нарушение целостности контакта и установки штырей на заданный горизонт ухудшает равномерность распределения тока в самообжигающемся аноде, увеличивает падение напряжения, расход электроэнергии и расход анодной массы.
Задачей изобретения является создание конструкции штыря для подвода тока, позволяющей повысить качество вторичного анода и уменьшить возгоны смолистых вредных веществ за счет возможности использования подштыревой массы с более низким содержанием пека. А также снизить затраты ручного труда на перестановку штырей.
Поставленная задача достигается тем, что в известной конструкции штыря для подвода тока к самообжигающемуся аноду алюминиевого электролизера, содержащей стальной стержень цилиндрической формы в его верхней части и конической в нижней и алюминиевую штангу для контактирования штыря с анодной шиной, согласно предлагаемому решению, длина конической части составляет от 0,1 до 0,2 стального стержня.
Поскольку при использовании штырей с укороченной длиной конической части и увеличенной конусностью ширина щели между конической частью штыря и самообжигающимся анодом больше, а длина щели меньше, целостное, однородное заполнение щели достигается без дополнительных затрат ручного труда и при значительно более низком содержании пека в подштыревой анодной массе, чем при использовании штыря по прототипу.
Верхний предел длины конической части, равный 0,2 длины стального стержня, выбран из расчета, что дальнейшее увеличение приводит к увеличению затрат ручного труда на перестановку штырей и содержанию пека в подштыревой анодной массе.
Нижний предел длины конической части, равный 0,1 длины стального стержня, выбран из условия обеспечения безопасности, недопущения соскальзывания самообжигающегося анода со штырей.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критерию "изобретательский уровень".
На чертеже показана конструкция штыря для подвода тока, где: цилиндрическая часть штыря - 1, коническая часть штыря - 2, самообжигающийся анод - 3, анодная шина - 4.
Конструкция штыря для подвода тока была испытана на промышленном электролизере для получения алюминия на силу тока 168 кА. Результаты испытаний показаны в таблице.
Из приведенных данных видно, что использование предлагаемой конструкции штыря позволяет снизить содержание связующего, расход анодной массы и трудозатраты анодчиков на операцию перестановки штырей. Экономическая эффективность заключается в снижении трудозатрат на перестановку штырей более чем в 2 раза, расхода анодной массы с 520 кг/т до 500 кг/т и объема выбросов смолистых соединений в окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308548C2 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 2005 |
|
RU2307879C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВТОРИЧНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2019 |
|
RU2698121C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ УГОЛЬНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2009 |
|
RU2397277C1 |
| Способ формирования самообжигающегося анода алюминиевого электролизера | 1987 |
|
SU1608251A1 |
| Анодное устройство электролизера для производства алюминия | 2020 |
|
RU2742557C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 1998 |
|
RU2148107C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2015 |
|
RU2606365C1 |
| СПОСОБ ПЕРЕСТАНОВКИ АНОДНЫХ ШТЫРЕЙ НА ЭЛЕКТРОЛИЗЕРЕ С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 2006 |
|
RU2312937C1 |
| АНОДНЫЙ ШТЫРЬ ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2015 |
|
RU2601728C1 |
Изобретение относится к металлургии алюминия, в частности штырю для подвода тока к самообжигающемуся аноду алюминиевого электролизера с верхним токоподводом. Штырь содержит стальной стержень цилиндрической формы в его верхней части и конической в нижней и алюминиевую штангу для контактирования штыря с анодной шиной. Длина конической части составляет от 0,1 до 0,2 длины стального стержня. Использование такого штыря позволяет снизить содержание связующего, расход анодной массы и трудозатраты на операцию перестановки штырей. 1 табл., 1 ил.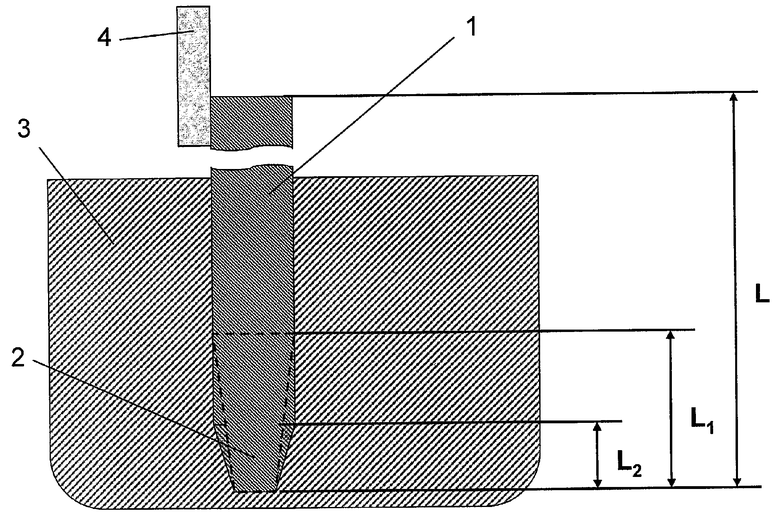
Штырь для подвода тока к самообжигающемуся аноду алюминиевого электролизера, содержащий стальной стержень, выполненный цилиндрической формы в его верхней части и конической в нижней, и алюминиевую штангу для контактирования с анодной шиной, отличающийся тем, что длина конической части составляет от 0,1 до 0,2 длины стального стержня.
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| М., Металлургия, 1971, с.179 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШТИФТОВ, КЛИНЬЕВ И Т.П. | 1926 |
|
SU35115A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1994 |
|
RU2082829C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| Газогенератор для газификации мелкораздробленного топлива во взвешенном слое | 1939 |
|
SU58046A2 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "УТКА В ЛУКОВОМ СОУСЕ" | 2007 |
|
RU2349151C1 |

