Изобретение относится к автоматизации технологических процессов и может быть использовано при автоматизации процесса сушки дисперсных высоковлажных продуктов.
Наиболее близким по технической сущности и достигаемому эффекту является способ автоматического управления процессом сушки [Патент РФ №2239138, F26В 25/22, опубл. 27.10.2004. Бюл. №30], в котором теплоподвод осуществляют комбинированным способом в двух зонах сушилки, при этом подсушку исходного продукта проводят в зоне плотного слоя подогретым воздухом, а сушку перегретым паром в зоне виброкипящего слоя продукта, причем отработанный перегретый пар разделяют на основной поток, который направляют в сушилку, образуя контур рециркуляции, и дополнительный, который направляют на подогрев воздуха, при этом измеряют расход и влажность исходного продукта, расход и температуру подсушенного продукта, расход и влажность высушенного продукта, расход воздуха, подаваемого на подсушку, а также влагосодержание воздуха на входе и выходе из плотного слоя продукта, расход и температуру перегретого пара, подаваемого на сушку, амплитуду колебаний газораспределительной решетки в зоне виброкипящего слоя продукта, по текущему значению потока влаги, поступающему с исходным продуктом в зону плотного слоя, и текущему значению количества влаги, испаряемой из продукта в единицу времени, в этой зоне корректируют поток влаги, поступающий с подсушенным продуктом в зону виброкипящего слоя, воздействием на расход исходного продукта, по текущему значению расхода подсушенного продукта устанавливают амплитуду колебаний газораспределительной решетки с коррекцией по перепаду давления в виброкипящем слое продукта, а по текущим значениям расхода подсушенного и высушенного продукта определяют излишнюю часть отработанного перегретого пара, которую направляют по дополнительному потоку, и осуществляют стабилизацию влажности высушенного продукта путем воздействия на время пребывания продукта в зоне виброкипящего слоя продукта.
Известный способ имеет следующие недостатки:
- не позволяет достичь высокой энергетической эффективности процесса с точки зрения максимального использования и рекуперации теплоты, поскольку отсутствует кондиционирование (осушение) отработанного воздуха в режиме замкнутого цикла с использованием теплонасосной установки;
- не обеспечивает экологической чистоты производства вследствие того, что весь загрязненный отработанный воздух выбрасывается в атмосферу;
- не предусматривает использование пресса-гранулятора для получения гранулированных продуктов, обладающих высокой кормовой ценностью и транспортабельностью;
- не позволяет повысить точность и надежность управления технологическими параметрами на всех стадиях процесса получения готового продукта из-за отсутствия оперативного управления энергетическими потоками.
Технической задачей изобретения является повышение качества готового продукта за счет точности и надежности управления процессом сушки, расширение функциональных возможностей сушилки, повышение энергетической эффективности и экологической безопасности проведения процесса.
Поставленная задача достигается тем, что в способе автоматического управления процессом сушки, предусматривающем подвод теплоносителя комбинированным способом в двух зонах сушилки, подсушку исходного продукта в зоне подсушки подогретым воздухом, а сушку перегретым паром - в зоне сушки, разделение отработанного перегретого пара на основной поток, направляемый в сушилку с образованием контура рециркуляции, и дополнительный, который направляют на подогрев воздуха, измерение расхода и влажности исходного продукта, расхода и температуры подсушенного продукта, поступающего в зону сушки с коррекцией расхода и температуры перегретого пара на входе в эту зону, расхода и влажности высушенного продукта, расхода и температуры перегретого пара на входе в зону сушки, расхода воздуха, подаваемого на подсушку, и влагосодержания воздуха на выходе из зоны подсушки, определение по текущим значениям расходов подсушенного и высушенного продуктов излишней части отработанного перегретого пара, направляемого по дополнительному потоку, и осуществление стабилизации влажности высушенного продукта путем воздействия на время пребывания продукта в зоне сушки, новым является то, что сушилка дополнительно снабжена теплонасосной установкой, состоящей из компрессора, конденсатора, терморегулирующего вентиля, двухпозиционного переключателя, испарителя, содержащего рабочую и резервную секции, которые попеременно работают соответственно в режимах осушения и регенерации, прессом-гранулятором, рекуператором теплоты готового продукта и ресивером; отработанный воздух из зоны подсушки последовательно направляют на осушение в рабочую секцию испарителя, на подогрев в рекуператор за счет теплоты готового продукта, а затем после подогрева дополнительным потоком отработанного перегретого пара возвращают в зону подсушки, образуя контур рециркуляции; часть дополнительного потока отработанного перегретого пара направляют в пресс-гранулятор, часть в резервную секцию испарителя, работающую в режиме регенерации, причем перед подачей части отработанного перегретого пара в резервную секцию его направляют в ресивер для накопления; высушенный продукт и предварительно подогретую в конденсаторе теплонасосной установки мелассу подают в пресс-гранулятор; используют рекуперацию теплоты продукта после пресса-гранулятора для нагрева осушенного воздуха, который затем дополнительно подогревают отработанным перегретым паром; в начале процесса сушки измеряют температуру исходного продукта, поступающего на подсушку с коррекцией температуры подогретого воздуха, температуру и расход воздуха на выходе из зоны подсушки, температуру и влагосодержание осушенного воздуха на выходе из рабочей секции испарителя, расход отработанного перегретого пара на потоках подачи его в пресс-гранулятор и резервную секцию испарителя, расход мелассы, направляемой в пресс-гранулятор, температуру хладагента на входе в рабочую секцию испарителя теплонасосной установки, температуру отработанного перегретого пара на входе в резервную секцию испарителя и температуру конденсата этого пара на выходе из данной секции и по измеренным значениям расхода и влагосодержания воздуха на выходе из зоны подсушки определяют количество водяных паров в отработанном воздухе, по которому устанавливают расход хладагента в рабочую секцию испарителя воздействием на мощность привода компрессора теплонасосной установки; по текущим значениям количества водяных паров в отработанном воздухе, его температуры до и после рабочей секции испарителя и температуры хладагента на входе в рабочую секцию испарителя определяют текущее значение коэффициента теплопередачи от водяных паров к хладагенту через стенку охлаждающего элемента рабочей секции испарителя и при достижении предельно минимального значения коэффициента теплопередачи производят переключение с помощью двухпозиционного переключателя рабочей секции испарителя с режима конденсации на режим регенерации с одновременным включением на режим конденсации секции, работавшей в режиме регенерации; по текущему значению влагосодержания осушенного воздуха на выходе из рабочей секции испарителя осуществляют коррекцию расхода хладагента в этой секции воздействием на мощность привода компрессора теплонасосной установки; причем при увеличении влагосодержания осушенного воздуха выше заданного значения увеличивают расход хладагента в рабочей секции испарителя, а при уменьшении влагосодержания осушенного воздуха ниже заданного значения уменьшают расход хладагента; по расходу высушенного продукта устанавливают расходы отработанного перегретого пара и мелассы в пресс-гранулятор; при выравнивании температур отработанного перегретого пара на входе и выходе из секции испарителя, работающей в режиме регенерации, прекращают подачу этого пара в данную секцию и отработанный перегретый пар из зоны сушки, направляемый на регенерацию, накапливают в ресивере.
На чертеже представлена схема, реализующая предлагаемый способ автоматического управления процессом сушки.
Схема содержит зону подсушки 1 исходного продукта подогретым воздухом; зону сушки 2 для последующей сушки продукта перегретым паром; калорифер 3; пароперегреватель 4; вентилятор 5 для подачи воздуха; вентилятор 6 для подачи перегретого пара; компрессор 7; конденсатор 8; терморегулирующий вентиль 9; двухпозиционный переключатель 10; рабочую 11 и резервную 12 секции испарителя; пресс-гранулятор 13; теплообменник 14; ресивер 15; линии: подачи исходного продукта 16 в зону подсушки 1, подачи подсушенного продукта 17 в зону сушки 2, подачи высушенного продукта 18 в пресс-гранулятор 13, подачи гранул 19 в теплообменник 14 на охлаждение, отвода охлажденных гранул 20, отвода отработанного воздуха 21 из зоны подсушки 1, подачи осушенного воздуха 22 из рабочей секции 11 испарителя на подогрев, подачи подогретого воздуха 23 в зону подсушки 1, подпитки отработанного воздуха свежим 24, подачи перегретого пара 25 в зону сушки 2, рециркуляции отработанного перегретого пара по основному потоку 26, отвода части отработанного перегретого пара по дополнительному потоку 27 на подогрев воздуха в калорифере 3, отвода части отработанного перегретого пара 28 в пресс-гранулятор 13, отвода части отработанного перегретого пара 29 в резервную секцию 12 испарителя, циркуляции хладагента 30, отвода конденсата отработанного перегретого пара 31, 32 соответственно из рабочей 11 и резервной 12 секций испарителя, отвода образовавшейся воды при размораживании «снеговой шубы» 33, 34, подачи мелассы 35 в пресс-гранулятор 13; датчики: расхода 36-44; температуры 45-53; влажности 54, 55; влагосодержания 56, 57; микропроцессор 58; исполнительные механизмы 59-78 (А, Б, В, Г, Д, Е, Ж, 3, И, К, Л, М, Н, О, П, Р, С, Т, У, Ф, X, Ц - входные каналы управления, а, б, в, г, д, е, ж, з, и, к, л, м, н, о, п, р, с, т, у, ф - выходные каналы управления).
Способ осуществляется следующим образом.
В зону подсушки 1 по линии 16 направляется исходный продукт, где осуществляется его предварительная сушка подогретым воздухом, подаваемым из калорифера 3 по линии 23 с помощью вентилятора 5. Затем подсушенный продукт направляется по линии 17 в зону сушки 2, в которой происходит окончательная сушка продукта перегретым паром, нагнетаемым вентилятором 6 по линии 25. Высушенный продукт по линии 18 подается в пресс-гранулятор 13, куда также вводятся часть отработанного перегретого пара по линии 28 и предварительно подогретая в конденсаторе 8 теплонасосной установки меласса по линии 35. Полученные гранулы из пресса-гранулятора 13 по линии 19 сначала направляются в теплообменник 14 для охлаждения, а затем по линии 20 выводятся из него.
Отработанный воздух из зоны подсушки 1 по линии 21 подается для осушения в рабочую секцию 11 испарителя теплонасосной установки. После этого осушенный и охлажденный воздух сначала направляется по линии 22 в теплообменник 14 для охлаждения гранул, затем в калорифер 3 для подогрева и далее по линии 23 в зону подсушки 1, образуя контур рециркуляции.
Контур рециркуляции хладагента 30 теплонасосной установки включает в себя последовательно соединенные компрессор 7, конденсатор 8, терморегулирующий вентиль 9, двухпозиционный переключатель 10 и рабочую секцию 11 испарителя.
Теплонасосная установка работает по следующему термодинамическому циклу. Хладагент (рабочее тело) всасывается компрессором 7, сжимается до давления конденсации и направляется в конденсатор 8. Конденсируясь, он отдает теплоту мелассе, поступающей по линии 35. Затем хладагент направляется в терморегулирующий вентиль 9, где дросселируется до заданного давления. С этим давлением рабочее тело поступает в рабочую секцию 11 и испаряется. Подаваемый в секцию 11 отработанный воздух охлаждается и осушается. Влага, содержащаяся в воздухе, конденсируется в «снеговую шубу» на охлаждающей поверхности рабочей секции. При образовании «снеговой шубы» определенной толщины рабочая секция 11 переключается на режим регенерации - размораживание «снеговой шубы», а секция 12 - в рабочий режим осушения отработанного воздуха.
Переключение секций с режима осушения на режим регенерации осуществляется с помощью исполнительного механизма 78 двухпозиционного переключателя 10 и исполнительных механизмов 62, 73-76 клапанов, работа которых синхронизирована.
Основной поток отработанного перегретого пара из зоны сушки 2 по линии 26 направляется в пароперегреватель 4, а затем - по линии 25 в зону сушки 2, образуя контур рециркуляции.
Дополнительный поток отработанного перегретого пара по линии 27 подается в калорифер 3 для подогрева воздуха. Причем из этого потока предварительно отбирается поток отработанного перегретого пара, который по линии 28 направляется в пресс-гранулятор 13, и поток, подаваемый по линии 29 в резервную секцию 12 испарителя, работающую в режиме регенерации. Конденсат отработанного перегретого пара и вода, образовавшаяся при размораживании «снеговой шубы», отводятся из резервной секции 12 соответственно по линиям 32 и 34.
Информация о ходе процесса сушки продукта, его грануляции, подготовки воздуха и пара с помощью датчиков 36-57 передается в микропроцессор 58, который по заложенному в него программно-логическому алгоритму осуществляет оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, обусловленных как получением готового продукта высокого качества, так и экономической целесообразностью. Вторичные приборы, цифроаналоговые ЦАП и аналого-цифровые АЦП-преобразователи на схеме не показаны.
По информации датчиков 36 и 54 соответственно о текущих значениях расхода и влажности исходного продукта микропроцессор 58 вычисляет текущее значение влаги, поступающее с исходным продуктом по линии 16 в зону подсушки 1, и устанавливает расход подогретого воздуха в линии 23 воздействием на мощность регулируемого привода вентилятора 5 посредством исполнительного механизма 63. Одновременно по текущему значению температуры исходящего продукта, измеряемой датчиком 45, микропроцессор 58 устанавливает задание исполнительному механизму 69 на расход отработанного перегретого пара, поступающего в калорифер 3 по линии 27. По результатам сравнения текущего значения температуры подогретого воздуха на входе в зону подушки 1, измеряемой датчиком 49, с заданной микропроцессор 58 вырабатывает сигнал рассогласования на исполнительный механизм 69, посредством которого воздействует на расход отработанного перегретого пара в калорифере 3 до тех пор, пока текущее значение температуры подогретого воздуха на входе в зону подсушки 1 не станет равным заданному.
По текущему значению расхода подсушенного продукта в линии 17, измеряемого датчиком 37, микропроцессор 58 устанавливает расход перегретого пара в линии 25 воздействием на исполнительные механизмы 67, 68 и на мощность регулируемого привода вентилятора 6 посредством исполнительного механизма 65. По результатам сравнения текущего значения расхода перегретого пара на входе в зону сушки 2, измеряемого датчиком 41, с заданным микропроцессором 58 вырабатывает сигнал рассогласования на исполнительные механизмы 65, 67, 68 (работа которых синхронизирована) до тех пор, пока текущее значение расхода перегретого пара на входе в зону сушки 2 не станет равным заданному. Так, например, если по информации датчика 37 расход подсушенного продукта в линии 17 увеличился, то микропроцессор 58 вырабатывает сигнал на увеличение мощности привода вентилятора 6 посредством исполнительного механизма 65. Так как работа исполнительных механизмов 65, 67 и 68 синхронизирована, то увеличивается количество отработанного перегретого пара в линии рециркуляции 26, а количество отработанного перегретого пара в линии 29 уменьшается за счет срабатывания исполнительных механизмов 67 и 68.
При достижении текущего значения расхода перегретого пара на входе в зону сушки 2, измеряемого датчиком 41, заданного микропроцессор 58 прекращает воздействие на исполнительные механизмы 65, 67 и 68.
Одновременно по текущему значению температуры подсушенного продукта, измеряемой датчиком 46, микропроцессор 58 устанавливает задание исполнительному механизму 66 на расход греющего пара в пароперегревателе 4. По результатам сравнения текущего значения температуры перегретого пара на входе в зону сушки 2, измеряемой датчиком 50, с заданной микропроцессор 58 вырабатывает сигнал рассогласования на исполнительный механизм 66, посредством которого воздействует на расход греющего пара в пароперегревателе 4 до тех пор, пока текущее значение температуры перегретого пара на входе в зону сушки 2 не станет равным заданному.
По информации датчика 55 о текущей влажности высушенного продукта микропроцессор 58 вырабатывает сигнал рассогласования на исполнительный механизм 60, посредством которого воздействует на время пребывания продукта в зоне сушки 2 до тех пор, пока текущее значение влажности высушенного продукта не станет равным заданному.
По текущему значению расхода высушенного продукта в линии 18, измеряемого датчиком 38, микропроцессор 58 устанавливает мощность регулируемого привода пресса-гранулятора 13 посредством исполнительного механизма 61.
По измеренным значениям влагосодержания воздуха на входе и выходе из зоны подсушки 1 и его расходу с помощью датчиков 57, 56 и 39 микропроцессор определяет количество водяных паров в отработанном воздухе по формуле:
U=(хвых-хвх)ρсвV,
где хвх, хвых - влагосодержание сушильного агента на входе и выходе из слоя зерна, кг/кг; ρсв - плотность сухого воздуха, кг/м3; V - объемный расход воздуха, м3/ч,
в соответствии с которым устанавливает расход хладагента в рабочую секцию 11 испарителя воздействием на мощность привода компрессора 7 теплонасосной установки посредством исполнительного механизма 72.
Процесс охлаждения отработанного воздуха в рабочей секции испарителя 11 теплонасосной установки сопровождается конденсацией влаги из воздуха в «снеговую шубу» на поверхности ее охлаждающего элемента. Это приводит к снижению коэффициента теплопередачи от хладагента к воздуху через стенку охлаждающего элемента. Нарастающая во времени толщина «снеговой шубы» снижает интенсивность охлаждения воздуха.
По информации датчиков 39, 47, 48, 51 микропроцессор непрерывно вычисляет текущее значение коэффициента теплопередачи по формуле:
где Q=Vcρ(t1-t2) - количество теплоты, подаваемой отработанным воздухом в рабочую секцию испарителя теплонасосной установки, кДж/ч; с, ρ - средние значения теплоемкости, кДж/(кг·К), плотности, кг/м3, воздуха; V - объемный расход воздуха, м3/ч; F - площадь поверхности охлаждающего элемента испарителя, м2; Δtcp=(t1-t2)/ln[(t1-t3)/(t2-t3)] - среднелогарифмический температурный напор, °С; t1, t2 - температура воздуха соответственно на входе и выходе из рабочей секции испарителя, °С; t3 - температура хладагента на входе в рабочую секцию испарителя-охладителя, °С,
и вырабатывает сигнал отклонения текущего значения коэффициента теплопередачи от заданного интервала значений, по которому воздействует на соотношение расходов «воздух - хладагент» путем изменения расхода хладагента в линии рециркуляции 30 воздействием на мощность привода компрессора 7 с помощью исполнительного механизма 72. При отклонении текущего значения коэффициента теплопередачи от заданного в сторону уменьшения микропроцессор 58 увеличивает хладопроизводительность теплонасосной установки.
Если увеличение хладопроизводительности (расхода хладагента в линии 30) не позволяет вывести текущее значение коэффициента теплопередачи на заданный интервал значений, то микропроцессор отключает рабочую секцию 11 из линии рециркуляции хладагента 30 теплонасосной установки и подключает резервную секцию 12 посредством исполнительного механизма 78 двухпозиционного переключателя 10.
Одновременно микропроцессор 58 осуществляет переключение направления движения потока воздуха с помощью исполнительного механизма 62 в резервную секцию 12 испарителя теплонасосной установки, которая из режима регенерации переключается на рабочий режим конденсации (охлаждения воздуха).
В случае потерь воздуха в окружающую среду через неплотности или в результате технологических сбоев предусмотрена подпитка свежим воздухам через линию 24 посредством исполнительного механизма 64.
Излишнее количество отработанного перегретого пара, отводимое по дополнительному потоку 27, определяется микропроцессором как разность текущих расходов продукта на входе и выходе из зоны сушки 2, измеряемых соответственно датчиками 37 и 38. При этом микропроцессор вырабатывает сигнал исполнительным механизмам 67 и 68, работа которых синхронизирована, на отвод излишнего количества отработанного перегретого пара по дополнительному потоку.
Расходы отработанного перегретого пара и мелассы, текущие значения которых определяются соответственно датчиками 42 и 44 в линиях подачи 28 и 35 в пресс-гранулятор, устанавливаются микропроцессором в зависимости от расхода высушенного продукта в линии 18 посредством исполнительных механизмов 70 и 77.
Оставшаяся часть отработанного перегретого пара подается по линии 29 на размораживание резервной секции 12 испарителя, работающей в режиме регенерации, которая отключается из контура рециркуляции хладагента 30 теплонасосной установки посредством исполнительного механизма 78 двухпозиционного переключателя 10. Микропроцессор 58 устанавливает расход отработанного перегретого пара в резервную секцию 12, текущее значение которого определяется датчиком 43, посредством исполнительного механизма 71. По информации датчиков 52 и 53 соответственно о текущих значениях температуры отработанного перегретого пара на входе в резервную секцию 12, температуре конденсата этого пара на выходе из секции 12 микропроцессор 58 определяет значение разности данных температур. При выравнивании значений этих температур (достигается, когда «снеговая шуба» полностью оттаяла и на выходе из резервной секции 12 по линии 32 отводится пар) микропроцессор вырабатывает сигнал исполнительному механизму 71 о прекращении подачи отработанного пара на размораживание резервной секции 12. При этом отработанный перегретый пар из зоны сушки 2 собирают (накапливают) в ресивере 15, установленном в линии 29. Необходимость установки ресивера 15 вызвана различной продолжительностью процессов намерзания «снеговой шубы» в рабочей секции и оттайки в резервной секции испарителя, а также возможными технологическими сбоями при распределении потоков отработанного перегретого пара.
Переключение режимов работы секций испарителя осуществляется микропроцессором с помощью исполнительных механизмов 62, 73-76, 78, работа которых синхронизирована.
Предлагаемый способ имеет следующие преимущества по сравнению с прототипом:
- позволяет повысить качество готового продукта за счет точности и надежности управления технологическими параметрами;
- вследствие использования пресса-гранулятора производится гранулированный продукт, обладающий высокой кормовой ценностью и транспортабельностью;
- применение теплонасосной установки увеличивает степень использования и рекуперации теплоты отработанного воздуха и тем самым создаются условия энергосберегающей технологии сушки влажного продукта;
- за счет исключения выброса отработанного воздуха в атмосферу повышается экологическая чистота производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ОБЖАРЕННЫХ ЗЕРНОПРОДУКТОВ | 2007 |
|
RU2328140C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1996 |
|
RU2117228C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ГОРЯЧЕГО КОПЧЕНИЯ РЫБЫ | 2006 |
|
RU2308836C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕРМОВЛАЖНОСТНЫХ ХАРАКТЕРИСТИК ЗЕРНА ЗЛАКОВЫХ И МАСЛИЧНЫХ КУЛЬТУР ПРИ СУШКЕ И ХРАНЕНИИ | 2010 |
|
RU2425304C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕРМОВЛАЖНОСТНЫХ ХАРАКТЕРИСТИК ЗЕРНА ПРИ ЕГО СУШКЕ И ХРАНЕНИИ | 2005 |
|
RU2303213C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2001 |
|
RU2200288C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2001 |
|
RU2204097C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1999 |
|
RU2150642C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2005 |
|
RU2278527C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ СУШКИ И ХРАНЕНИЯ ЗЕРНА | 2012 |
|
RU2510479C1 |
Изобретение предназначено для автоматизации процесса сушки и может быть использовано при автоматизации технологических процессов. Способ автоматического управления предусматривает подсушку исходного продукта в зоне подсушки подогретым воздухом, а сушку перегретым паром - в зоне сушки, измерение расхода и влажности исходного продукта, расхода и температуры подсушенного продукта, поступающего в зону сушки с коррекцией расхода и температуры перегретого пара на входе в эту зону, расхода и влажности высушенного продукта, расхода и температуры перегретого пара на входе в зону сушки, расхода воздуха, подаваемого на подсушку, и влагосодержания воздуха на выходе из зоны подсушки, определение по текущим значениям расходов подсушенного и высушенного продуктов излишней части отработанного перегретого пара, направляемого по дополнительному потоку, и осуществление стабилизации влажности высушенного продукта. Сушилка снабжена теплонасосной установкой, состоящей из компрессора, конденсатора, терморегулирующего вентиля, двухпозиционного переключателя, испарителя, содержащего рабочую и резервную секции. Отработанный воздух из зоны подсушки последовательно направляют на осушение в рабочую секцию испарителя, на подогрев в рекуператор, а затем после подогрева дополнительным потоком отработанного перегретого пара возвращают в зону подсушки. В начале процесса сушки измеряют температуру исходного продукта, поступающего на подсушку с коррекцией температуры подогретого воздуха, температуру и расход воздуха на выходе из зоны подсушки, температуру и влагосодержание осушенного воздуха на выходе из рабочей секции испарителя, расход отработанного перегретого пара на потоках подачи его в пресс-гранулятор и резервную секцию испарителя, расход мелассы, температуру хладагента на входе в рабочую секцию испарителя, температуру отработанного перегретого пара на входе в резервную секцию и температуру конденсата этого пара на выходе из данной секции и по измеренным значениям расхода и влагосодержания воздуха на выходе из зоны подсушки определяют количество водяных паров в отработанном воздухе, по которому устанавливают расход хладагента в рабочую секцию. По текущим значениям количества водяных паров в отработанном воздухе, его температуры до и после рабочей секции испарителя и температуры хладагента на входе в рабочую секцию испарителя определяют текущее значение коэффициента теплопередачи от водяных паров к хладагенту через стенку охлаждающего элемента рабочей секции испарителя и при достижении предельно минимального значения коэффициента теплопередачи производят переключение с режима конденсации на режим регенерации. По текущему значению влагосодержания осушенного воздуха на выходе из рабочей секции испарителя осуществляют коррекцию расхода хладагента в этой секции. По расходу высушенного продукта устанавливают расходы отработанного перегретого пара и мелассы. При выравнивании температур отработанного перегретого пара на входе и выходе из секции испарителя, работающей в режиме регенерации, прекращают подачу этого пара в данную секцию. Изобретение обеспечивает увеличение степени использования теплоты отработанного воздуха, повышение экологической чистоты процесса сушки и расширение функциональных возможностей сушильной установки. 1 ил.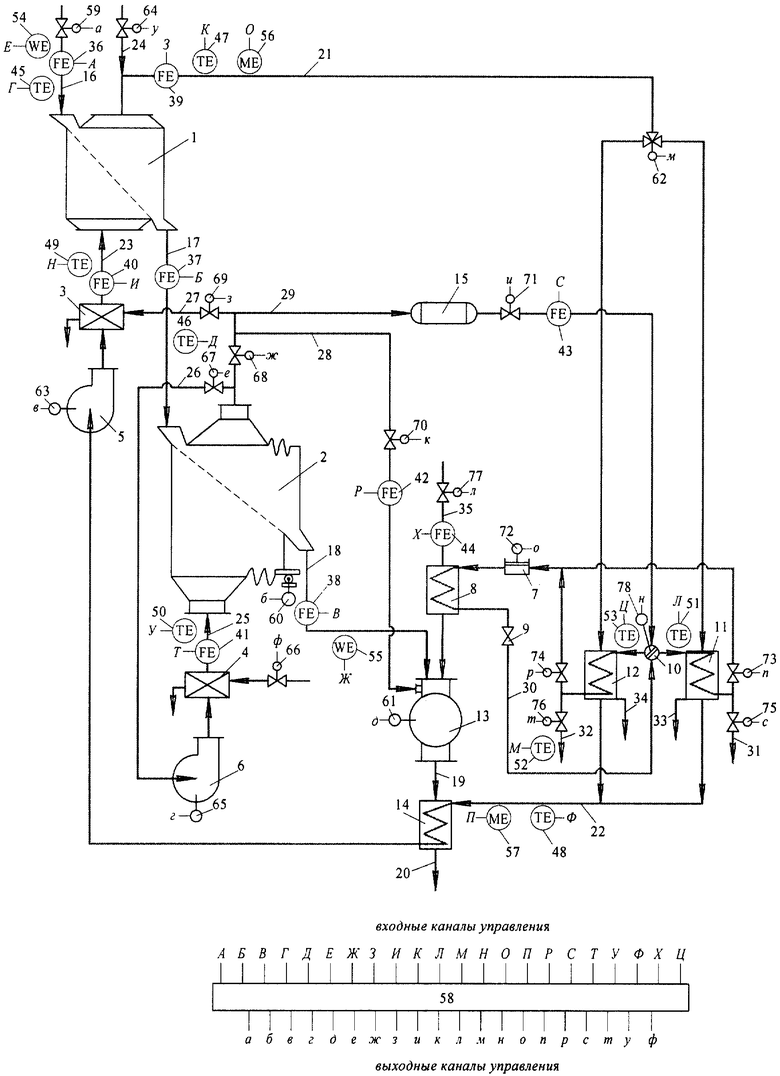
Способ автоматического управления процессом сушки, предусматривающий подвод теплоносителя комбинированным способом в двух зонах сушилки, подсушку исходного продукта в зоне подсушки подогретым воздухом, а сушку перегретым паром - в зоне сушки, разделение отработанного перегретого пара на основной поток, направляемый в сушилку с образованием контура рециркуляции, и дополнительный, который направляют на подогрев воздуха, измерение расхода и влажности исходного продукта, расхода и температуры подсушенного продукта, поступающего в зону сушки с коррекцией расхода и температуры перегретого пара на входе в эту зону, расхода и влажности высушенного продукта, расхода и температуры перегретого пара на входе в зону сушки, расхода воздуха, подаваемого на подсушку, и влагосодержания воздуха на выходе из зоны подсушки, определение по текущим значениям расходов подсушенного и высушенного продуктов излишней части отработанного перегретого пара, направляемого по дополнительному потоку, и осуществление стабилизации влажности высушенного продукта путем воздействия на время пребывания продукта в зоне сушки, отличающийся тем, что сушилка дополнительно снабжена теплонасосной установкой, состоящей из компрессора, конденсатора, терморегулирующего вентиля, двухпозиционного переключателя, испарителя, содержащего рабочую и резервную секции, которые попеременно работают соответственно в режимах осушения и регенерации, прессом-гранулятором, рекуператором теплоты готового продукта и ресивером; отработанный воздух из зоны подсушки последовательно направляют на осушение в рабочую секцию испарителя, на подогрев в рекуператор за счет теплоты готового продукта, а затем после подогрева дополнительным потоком отработанного перегретого пара возвращают в зону подсушки, образуя контур рециркуляции; часть дополнительного потока отработанного перегретого пара направляют в пресс-гранулятор, часть в резервную секцию испарителя, работающую в режиме регенерации, причем перед подачей части отработанного перегретого пара в резервную секцию его направляют в ресивер для накопления; высушенный продукт и предварительно подогретую в конденсаторе теплонасосной установки мелассу подают в пресс-гранулятор; используют рекуперацию теплоты продукта после пресса-гранулятора для нагрева осушенного воздуха, который затем дополнительно подогревают отработанным перегретым паром; в начале процесса сушки измеряют температуру исходного продукта, поступающего на подсушку с коррекцией температуры подогретого воздуха, температуру и расход воздуха на выходе из зоны подсушки, температуру и влагосодержание осушенного воздуха на выходе из рабочей секции испарителя, расход отработанного перегретого пара на потоках подачи его в пресс-гранулятор и резервную секцию испарителя, расход мелассы, направляемой в пресс-гранулятор, температуру хладагента на входе в рабочую секцию испарителя теплонасосной установки, температуру отработанного перегретого пара на входе в резервную секцию испарителя и температуру конденсата этого пара на выходе из данной секции и по измеренным значениям расхода и влагосодержания воздуха на выходе из зоны подсушки определяют количество водяных паров в отработанном воздухе, по которому устанавливают расход хладагента в рабочую секцию испарителя воздействием на мощность привода компрессора теплонасосной установки; по текущим значениям количества водяных паров в отработанном воздухе, его температуры до и после рабочей секции испарителя и температуры хладагента на входе в рабочую секцию испарителя определяют текущее значение коэффициента теплопередачи от водяных паров к хладагенту через стенку охлаждающего элемента рабочей секции испарителя и при достижении предельно минимального значения коэффициента теплопередачи производят переключение с помощью двухпозиционного переключателя рабочей секции испарителя с режима конденсации на режим регенерации с одновременным включением на режим конденсации секции, работавшей в режиме регенерации; по текущему значению влагосодержания осушенного воздуха на выходе из рабочей секции испарителя осуществляют коррекцию расхода хладагента в этой секции воздействием на мощность привода компрессора теплонасосной установки; причем при увеличении влагосодержания осушенного воздуха выше заданного значения увеличивают расход хладагента в рабочей секции испарителя, а при уменьшении влагосодержания осушенного воздуха ниже заданного значения уменьшают расход хладагента; по расходу высушенного продукта устанавливают расходы отработанного перегретого пара и мелассы в пресс-гранулятор; при выравнивании температур отработанного перегретого пара на входе и выходе из секции испарителя, работающей в режиме регенерации, прекращают подачу этого пара в данную секцию и отработанный перегретый пар из зоны сушки, направляемый на регенерацию, накапливают в ресивере.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2003 |
|
RU2239138C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СЫПУЧЕГО ПРОДУКТА | 1991 |
|
RU2018077C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2001 |
|
RU2200288C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ ЗЕРНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157958C1 |
| Способ автоматического управления процессом сушки | 1987 |
|
SU1451505A1 |
| 1972 |
|
SU411847A1 | |
| DE 3939282 A, 31.05.1990. | |||

