Изобретение относится к режущим инструментам, предназначенным прежде всего для металлообработки.
Известна цилиндрическая развертка по авт. свид. СССР №356056, МКИ В 23 D 77/006, имеющая зубья с левым наклоном при правом вращении, или наоборот, калибрующая часть которых снабжена ленточками, ширина которых у вершин зубьев выполнена большей, чем на их остальной части.
Недостатком этого инструмента является недостаточно высокая производительность обработки отверстий и недостаточная в некоторых случаях его стойкость.
Задачей изобретения является устранение этих недостатков, т.е. повышение производительности обработки и стойкости инструмента.
Для достижения поставленной цели:
- межзубовые канавки у вершин зубьев снабжены скосами, длина которых выполнена большей суммы длин режущей части и уменьшения калибрующей части при переточках инструмента, а угол наклона скосов выполнен большим суммы угла трения стружки о поверхность скосов и угла трения стружки о поверхность отверстия;
- длина скосов выполнена большей суммы длин режущей части и ступени ленточек у вершин, а длина ступени ленточек превышает длину уменьшения калибрующей части при переточках инструмента.
Такая конструкция обеспечивает повышение производительности обработки за счет надежного стружкоотвода из межзубовых канавок при резании прежде всего сталей и в особенности нержавеющих, дающих сливную стружку, и соответственно за счет исключения необходимости постоянных и многократных выводов развертки из отверстия для очистки от стружки. Кроме того, такая конструкция обеспечивает повышение стойкости развертки за счет исключения пакетирования стружки в межзубовых канавках, сопровождающегося катастрофическим износом зубьев, а также повреждением обрабатываемой поверхности отверстий.
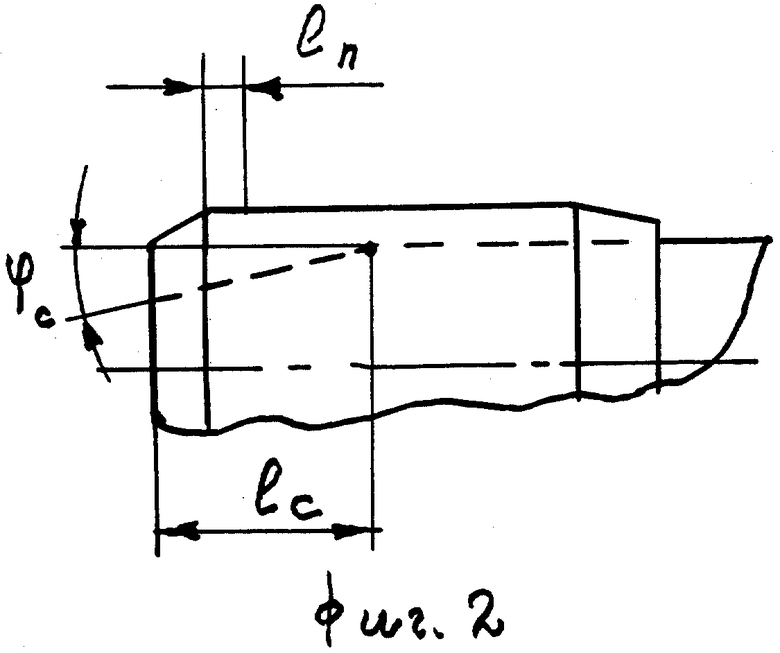
Сущность изобретения пояснена фиг.1 и 2, на которых изображена одна из разновидностей цилиндрической развертки разработанной конструкции. На фиг.1 изображен вид сбоку и с торца развертки, на фиг.2 показан осевой профиль зуба.
Цилиндрическая развертка имеет три части, а именно: режущую, калибрующую /цилиндрическую/ и обратный конус, длиной по оси соответственно l1, l2, l3 /фиг.1/. Ленточки /цилиндрические/ выполнены ступенчатыми, шириной у вершин /точки В/ fy и f на остальной части, причем fy>f. Длина ступени ленточек ly.
Зубья выполнены с левым наклоном к оси, угол λ при правом вращении, стрелка ω /фиг.1/. В общем случае зубья могут быть выполнены с правым уклоном, но при левом вращении.
В межзубовых канавках у вершин зубьев выполнены скосы /углубления/ длиной lc и под углом ϕc /буква "С", фиг.1 и 2 /.
Угол наклона скоса ϕc выполнен большим суммы углов трения стружки о поверхность скосов γc и угла трения стружки о поверхность отверстия γo, т.е. ϕc>γc+γo.
В процессе эксплуатации цилиндрической развертки она может перетачиваться один или более раз. При этом общая длина цилиндрической части длиной l2 уменьшается на длину переточки lп, суммарную при нескольких переточках /фиг.2 /. При этом длина ступени ly всегда выполняется большей общей длины переточек, т.е. ly>lп.
Если цилиндрические ленточки калибрующей части выполнены плавно уменьшающимися от вершины зубьев, т.е. без ступени, то длина скосов выполняется большей суммы длин режущей части и уменьшения калибрующей части при переточках инструмента, т.е. lc>lI+lп.
Если цилиндрические ленточки выполнены со ступенями, то длина скосов выполняется большей суммы длин режущей части и ступени ленточек у вершин, т.е. lc>lI+ly.
Перемещается развертка при работе в направлении подачи S /фиг.1/.
Разработанные цилиндрические развертки наиболее эффективны при обработке отверстий в нержавеющих сталях, причем вариант со ступенями у вершин зубьев /фиг.1 и 2/, поскольку они одновременно обеспечивают высокую стойкость, как за счет наличия уширенных ленточек у вершин зубьев, так и за счет исключения пакетирования стружки в межзубовых канавках за счет надежного ее отвода из этих канавок. Кроме того, такие развертки одновременно обеспечивают высокую производительность обработки, а также улучшение чистоты обработанной поверхности отверстий.
Угол скоса ϕc выполнен к основанию межзубовой канавки зубьев или, что тоже, к оси развертки.
Число зубьев у разработанной развертки и диаметр калибрующей части у нее может быть различным.
В общем случае число переточек развертки может быть равно нулю, т.е. lп=0, тогда длина скоса lc выполняется большей длины режущей части, т.е. lc>l1.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2285589C2 |
| Развертка | 1981 |
|
SU963740A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СУММЫ УГЛОВ ТРЕНИЯ СТРУЖКИ О ПЕРЕДНЮЮ ПОВЕРХНОСТЬ РЕЗЦА И СТРУЖКИ О ЗАГОТОВКУ ПРИ РЕЗАНИИ | 1990 |
|
RU2022719C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2278002C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2233731C2 |
| ЦИЛИНДРИЧЕСКАЯ РАЗВЕРТКА | 1972 |
|
SU356056A1 |
| Коническая развертка | 1980 |
|
SU946828A2 |
| Цилиндрическая развертка | 1980 |
|
SU948564A2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2278003C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2004 |
|
RU2285587C2 |
Изобретение относится к режущим инструментам. Развертка имеет зубья с левым наклоном при правом вращении, или наоборот, с режущей и калибрующей частями, при этом калибрующая часть снабжена ленточками, ширина которых у вершин выполнена большей, чем на их остальной части. Межзубовые канавки у вершин зубьев снабжены скосами, длина которых выполнена большей длины ее режущей части, а угол наклона скосов выполнен большим суммы угла трения стружки о поверхность скосов и угла трения стружки о поверхность отверстия. Повышается стойкость инструмента и производительность обработки. 2 з.п. ф-лы, 2 ил.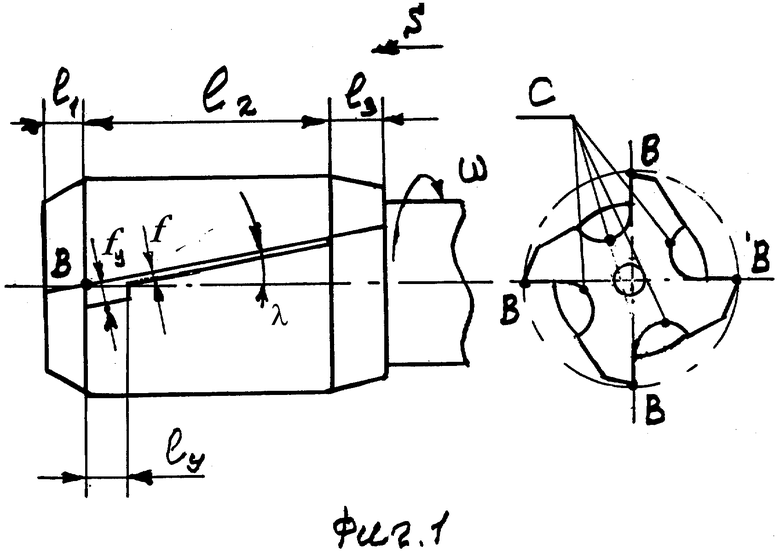
| ЦИЛИНДРИЧЕСКАЯ РАЗВЕРТКА | 0 |
|
SU356056A1 |
| ЦИЛИНДРИЧЕСКАЯ РАЗВЕРТКА | 0 |
|
SU380407A1 |
| Цилиндрическая развертка | 1980 |
|
SU948564A2 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |

